Sinkkiputkien hitsauksen ominaisuudet
Päättäessään, millä elektrodeilla keittää galvanoinnin, valitse haluamasi merkki hitsatun tuotteen käyttöolosuhteiden perusteella myöhemmän käytön aikana. Hitsaus ei eroa tavanomaisesta hitsauksesta, lukuun ottamatta joitain vivahteita:
- Lämpötilan vaikutus sinkkikerrokseen johtaa sen palamiseen myrkyllisten kaasujen muodostumisen myötä, joten hitsausprosessissa on noudatettava varotoimenpiteitä - käytä virtaustuuletusta ja suojaa hengityselimiä kaasuilta.
- Ennen työn suorittamista putkien lyhyille osille on suoritettava koehitsaus elektrodien ja optimaalisen virtalähteen valintaa varten.
- Sinkin polttamiseen tarvitaan lisäenergiaa, joten hitsauskoneen virtaa säädetään 10 % enemmän kuin hitsattaessa päällystämätöntä terästä.
- Parempi sauma saadaan rutiilielektrodeja käytettäessä (tämä on hyvin tiedossa), kun hitsattaessa elektrodeilla, joissa on peruspinnoite, sinkki huonontaa edelleen sauman laatua, jolloin sen reunojen reunat repeytyvät ja epätasaiset. Siksi on suositeltavaa, että ennen hitsausta pääpinnoitteella varustetuilla elektrodeilla valmistele tulevan liitoksen paikka - poista sinkkipinnoite hapolla tai hankaavilla materiaaleilla.

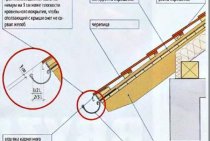
Riisi. 13 Pintakäsittely korroosiosuojaukseen sinkkimaalilla
Hitsauksen ominaisuudet
Sinkittyjen putkien hitsauksen suora teknologinen kartta sisältää tietyt työn ja työnkulun parametrit, joiden on oltava määräysten mukaisia. Hitsausprosessissa on oltava tietyt ominaisuudet, joiden tarkoituksena on estää galvanoidun pinnoitteen pinnan vaurioituminen teknologisen hitsauksen aikana. Siten galvanoitujen putkien sähköhitsaus sisältää erityisen juoksutteen levittämisen galvanoidun pinnoitteen pintaan. Tämä estää sinkin palamisen hitsauksen aikana.
 Galvanoitujen putkien hitsaus
Galvanoitujen putkien hitsaus
Galvanoitujen putkien hitsausmenettelyn mukaisesti yhteisyrityksessä on seuraavat vaiheet:
- Hitsauskohdassa levitetään sulatemassaa, jolla on nesteviskoosinen teknologinen tila.
- Hitsausprosessissa juoksuteliitos siirtyy eri rakenteeseen, samalla kun sulaminen tapahtuu, eikä juoksutetta synny palamistuotteita, eikä se haihdu, mutta galvanoitujen putkien hitsaus on terveydelle haitallista ilman erityisiä suojalaitteita. hitsauslaitteiden käyttäjä.
- Teknologisen hitsauksen lopussa risteyksessä saadaan täysin tasainen ja vahva sauma. Pinta on täysin suojattu korroosioprosessien esiintymiseltä tulevaisuudessa.
https://youtube.com/watch?v=QFoiF2vXzVE
Kuinka putkia hitsataan oikein sähköhitsauksella askel askeleelta opas
Elektrodien valinta Erilaisia hitsejä ja putkiliitoksia Esityöt osien kanssa Hitsausprosessi Sähköhitsauksen hienovaraisuudet Liitosten kokoaminen Työskentely pyörivien ja kiinteiden liitosten kanssa Liitosten luotettavuuden tarkastus Turvallisuussäännöt hitsauskoneella työskennellessä
Siivousprosessissa on usein tapauksia, joissa on tarpeen rakentaa jonkinlainen rakenne tavallisista putkista tai profiileista. Usein näihin tarkoituksiin käytetään kevyitä ja helposti asennettavia muoviputkia sekä terästuotteita, joissa on kierrekiinnikkeet. Tässä artikkelissa tarkastelemme kuitenkin, kuinka putki oikein hitsataan lämmitystä tai muita tarvittavia järjestelmiä varten kotonasi, koska yllä mainitut vaihtoehdot eivät aina ole hyväksyttäviä ja sopivia.
Elektrodien valinta
Ensimmäinen asia, joka sinun on suoritettava lämmitysputkien tai muiden rakenteiden hitsaustyöt, on elektrodit. Tämän kuluvan aineen laadusta riippuu paitsi saatujen hitsien luotettavuus ja järjestelmän tiiviys, myös työn suorittamisprosessi.
Elektrodi ymmärretään ohueksi terästankoksi, jossa on erityinen pinnoite, joka mahdollistaa vakaan kaaren putkien sähköhitsausprosessissa ja osallistuu hitsin muodostukseen ja estää myös metallin hapettumisen.
Ytimen tyypin mukaan on olemassa tällaisia elektrodeja:
- Sulamattomalla keskuksella. Tällaisten tuotteiden materiaali on grafiittia, sähköhiiltä tai volframia.
- Sulatuskeskuksella. Tässä tapauksessa ydin on lanka, jonka paksuus riippuu hitsaustyypistä.
Mitä tulee ulkokuoreen, monet markkinoilla olevat elektrodit tulisi jakaa useisiin ryhmiin.
Kattavuus voi siis olla:
- Selluloosa (luokka C). Näitä tuotteita käytetään pääasiassa suurten putkien hitsaustöihin. Esimerkiksi kaasun tai veden kuljettamiseen tarkoitettujen putkien asentamiseen.
- Rutiilihappo (RA). Tällaiset elektrodit ovat optimaalisia metalliputkien hitsaukseen lämmitystä tai putkistoa varten. Tässä tapauksessa hitsi peitetään pienellä kuonakerroksella, joka on helppo poistaa napauttamalla.
- Rutiili (RR). Tämän tyyppinen elektrodi mahdollistaa erittäin tarkan hitsaussauman saamisen, ja käytön aikana muodostunut kuona poistetaan erittäin helposti. Useimmiten tällaisia elektrodeja käytetään kulmaliitosten paikoissa tai hitsattaessa toista tai kolmatta kerrosta.
- Rutiiliselluloosa (RC). Tällaiset elektrodit voivat suorittaa hitsauksen täysin missä tahansa tasossa. Erityisesti niitä käytetään erittäin aktiivisesti pitkän pystysuoran sauman luomiseen.
- Perus (B)
Erilaisia hitsejä ja liitoksia
Teräsputkien hitsaus suoritetaan hitsauskoneella sulatusmenetelmällä. Hitsauskone muodostaa tasavirran vaihtovirrasta ja lämmittää sähkökaaren avulla tuotteen paikallisen alueen haluttuun lämpötilaan. Sähkökaaren muodostuminen tapahtuu metallisauvalla (elektrodilla). Siellä missä kaari toimii, muodostuu erityinen ilmakehä, joka metallin sulaessa ei anna sen hapettua. Korkealaatuisen hitsatun sauman ansiosta vuodot ovat täysin poissuljettuja, koska liitos on tiivis.
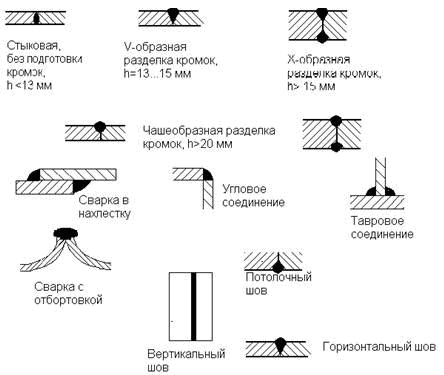
Ompeleitapoja on monia. Valittava menetelmä riippuu putkien paksuudesta ja materiaalista, josta ne on valmistettu. Tärkeimmät saumojen tyypit:
- Härässä;
- pusku;
- päällekkäisyys;
- kulmikas.
On myös tärkeää ottaa huomioon putkien sijainti suhteessa toisiinsa:
- pohjasauma. Hitsauksen aikana elektrodi asetetaan liitettävän elementin päälle. Tällä menetelmällä hitsaaja näkee selvästi kaikki hitsatut alueet, joten tämä menetelmä on kätevin.
- Katon sauma. Elektrodi asetetaan hitsattavan elementin alle. Tässä tapauksessa käyttäjä nostaa kätensä ylös ja pitää sitä päänsä yläpuolella, joten tätä menetelmää käytetään vain korjausten aikana tai vaihdettaessa epämuodostunutta putken osaa. Uutta järjestelmää järjestettäessä sitä ei käytetä.
- pystysuora sauma. Tätä liitäntätapaa käytetään, jos 2 putkea on sijoitettu vaakasuoraan. Hitsauskone liikuttaa elektrodia ylös ja alas sekä alhaalta ylös (pystysuuntaan).
- Vaakasuora sauma. Usein vaakasuuntaiset liitännät tekevät lämmitys- ja LVI-järjestelmien asennuksen. Tässä tapauksessa molemmat putket ovat pystyasennossa.
Onko mahdollista hitsata galvanoituja putkia
Putkilinjojen kokoamista koskevat säännöt määrittävät GOST:t. Vakiovaatimukset eivät kuitenkaan sovellu työskentelyyn galvanoitujen putkien kanssa. Sinkin suojakerros kiehuu 906 celsiusasteen lämpötilassa. Pohja on kuitenkin lämmitettävä 1200 asteeseen.Tästä johtuen otettiin käyttöön innovaatioita, joiden mukaan ongelman ratkaisemiseksi osoitettiin kaksi mahdollista tapaa:
- Hitsaus juoksutteen avulla. Koostumus ei saa sisältää veteen liukenevia komponentteja.
- Lyhennetty hitsausaika. Joten sinkillä ei ole aikaa haihtua. Työn suorittamiseksi nopeammin sinun on nostettava lämpötilaa nykyisen säätimen avulla.
Hitsaaja valitsee menetelmän tilanteen, teknisten vaatimusten mukaan.