Polypropeeniputkien tyypit
Tuotteiden käyttöikä riippuu väliaineen lämpötilasta ja niissä syntyvästä paineesta. Oikealla materiaalityypin valinnalla on mahdollista laajentaa merkittävästi sen toimintakykyä.
Putkimateriaaleja on 4 tyyppiä, joilla on erilaiset ominaisuudet riippuen niiden käyttölämpötilasta.
|
Tuotetyyppi ja vastaava merkintä |
Tarkoitus | Keskilämpötila, С |
Työpaine, MPa |
|
PN10 |
Kylmävesihuoltoon ja lattialämmitykseen | 20 kylmävesihuoltoon, 45 lämpimiin lattiapintoihin | 1 |
| PN16 | Kylmän ja kuuman veden syöttöön | 60 asti |
1,6 |
|
PN20 |
Kuuman veden syöttöön | 80 asti | 2 |
| PN25 | Keskuslämmitysjärjestelmiin, vahvistetuille tuotteille, kuuman veden syöttöjärjestelmille | 95 asti |
2,5 |
PN10-tuotemerkin materiaalit viittaavat kylmän veden syöttöön tarkoitettuihin tuotteisiin. Ne eivät kestä ympäristön korkeita lämpötiloja. Toinen tyyppi, merkintä PN16, viittaa sekatyyppisiin tuotteisiin ja on suunniteltu kylmän ja kuuman veden syöttöön, mutta rajoitetulla käyttölämpötilalla. PN20 ja PN25 ovat kuuman veden syöttöön tarkoitettuja materiaaleja. Tällaiset putkistot kestävät korkeita lämpötiloja, ja PN25-merkityt tuotteet on lisäksi vahvistettu metallilla, mikä lisää niiden käyttöikää ja kykyä kestää korkeita paine- ja lämpötilaolosuhteita.
Putken hitsaussarja
Jos polypropeenituotteiden hitsaus on suoritettava säännöllisesti, kannattaa ostaa erityinen hitsaussarja, joka myydään heti sopivassa matkalaukussa. Sen keskihinta on noin sata dollaria, ja se koostuu:

- lämmityselementti;
- erikokoiset teflon-suuttimet;
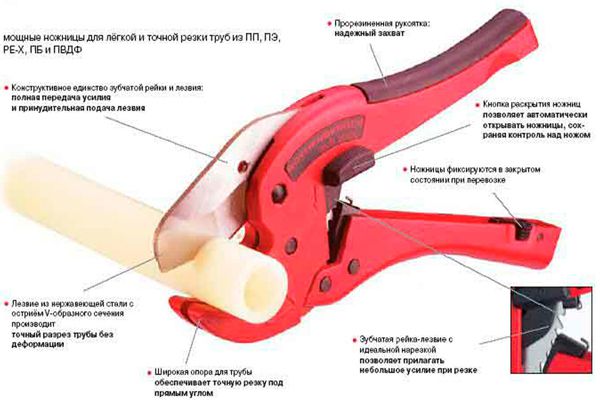
- sakset polypropeeniputkien leikkaamiseen;
- pultit, jotka on kiinnitetty suuttimen lämmityselementtiin;
- taso;
- tuet lämmityselementille;
- kuusikulmio pulttien kiristämiseen.
Siinä tapauksessa, että hitsaustyötä tehdään ajoittain, on järkevämpää vuokrata hitsauslaitteet.
Tyypit ja tarkoitus
Polypropeeniputkia on saatavana neljässä värissä - vihreä, harmaa, valkoinen ja musta. Vain mustat eroavat ominaisuuksiltaan - niillä on lisääntynyt ultraviolettisäteilyn vastustuskyky ja niitä käytetään kastelujärjestelmän asettamiseen maahan. Kaikilla muilla on samanlaiset ominaisuudet ja ne asetetaan sisätiloihin tai haudataan maahan.
Tilauksesta polypropeeniputket ovat seuraavan tyyppisiä:
- Kylmälle vedelle (lämpötila +45°C asti). Ne on helppo erottaa pitkittäisestä sinisestä raidasta.
- Kuuman veden syöttöön (lämmitys +85°C asti). Erottuva piirre on punainen raita.
-
Yleiskäyttöinen (maksimilämmitys jopa +65-75°C valmistajasta riippuen). Kaksi raitaa levitetään vierekkäin - sininen ja punainen.
Sekä kylmää että kuumaa vettä varten on putkia, joilla on erilaiset ominaisuudet. Tämä näkyy etiketissä:
- PN10 käytetään yksinomaan kylmän veden syöttöjärjestelmissä (jopa +45°C) matalapaineisissa (jopa 1 MPa). Niillä on pieni seinämän paksuus. Ei sovellu korkeisiin rakennuksiin.
- PN16. Usein merkitty yleiskäyttöisiksi, mutta useammin käytettyjä kylmään veteen - ne kestävät väliaineen kuumentamisen jopa + 65 ° C: een ja painetta jopa 1,6 MPa.
- PN20. Paksuseinäiset putket, jotka voivat kuljettaa väliainetta jopa +80°C lämpötilassa, kestävät jopa 2 MPa painetta. Käytetään kuuman veden jakelussa ja lämmitysjärjestelmissä.
- PN25. Nämä ovat vahvistettuja polypropeeniputkia (kalvo tai lasikuitu). Vahvistuskerroksen vuoksi niiden seinämäpaksuus on usein pienempi kuin PN20. Keskilämpötila - +95°C asti, paine - 2,5 MPa asti. Niitä käytetään kuuman veden toimittamiseen ja lämmitykseen.
Kaikkia niitä valmistetaan eri halkaisijalla - jopa 600 mm, mutta asunnoissa ja omakotitaloissa niitä käytetään pääasiassa kokoina 16 mm - 110 mm.
Huomaa, että sisähalkaisija on ilmoitettu, koska seinämän paksuus voi vaihdella.
Vaihe kaksi. Polypropeeniputkien hitsaus

Tämä menettely vaatii sähköisen palapelin (polypropeenin leikkaaminen) ja erityisiä hitsauslaitteita.

Ensimmäinen askel.
Laitteen lämpenemisen aikana tehdään tarvittavat mittaukset, putket merkitään ja leikataan.
Vaihe kaksi.
Niiden tuotteiden päät, jotka on suunniteltu yhdistettäväksi, puhdistetaan huolellisesti ja niistä poistetaan rasva.
Vaihe kolme.
Kunkin tuotteen sisääntulon syvyys hihaan merkitään kynällä. On ominaista, että samalla tulee olla vähintään millimetrin rako, jotta putket eivät kosketa liittimen liitäntää.
Vaihe neljä.
PP-putki liittimellä asetetaan holkkiin tehtyjen merkkien mukaisesti, ja kaikkien elementtien lämmityksen on tapahduttava samanaikaisesti.
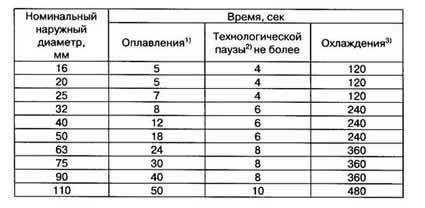
Kuumentamisen kesto ei riipu pelkästään tuotteiden halkaisijasta, vaan myös hitsaussyvyydestä (tämä löytyy alla olevasta taulukosta).
Vaihe viisi.
Tietyn ajan kuluttua tuotteet poistetaan ja yhdistetään pienellä vaivalla, istuen toistensa päällä. Elementtien pyörittäminen aksiaalista linjaa pitkin on kielletty.

Vaihe kuusi.
Muutaman sekunnin kuluessa liittämisestä suoritetaan ensisijainen säätö, jonka jälkeen elementit lopullisesti kiinnitetään.

Jos risteyksessä ei ole aukkoja, sitä (liitäntää) voidaan pitää laadukkaana.
Hitsauskoneiden valmistus
Ottaen huomioon, että enemmän tai vähemmän hyvä maksaa yli tuhat ruplaa, on halvempaa vuokrata se tai valmistaa se itse. Jos valittiin jälkimmäinen, sinun tulee valmistautua työhön:

Toimintojen järjestyksen tulee olla seuraava.
Ensimmäinen askel.
Lämmönsiirron parantamiseksi raudan pohja käsitellään lämpötahnalla, jonka jälkeen teflonholkki kiinnitetään. Jälkimmäisen sijainti määritetään etukäteen - leveä osa ylös tai alas.
Vaihe kaksi.
Terävä "nenä" sahataan pois, mikä helpottaa työskentelyä seinien lähellä.
Vaihe kolme.
Silitysraudan kuumennus jatkuu, kunnes laite sammuu toisen kerran.
Vaihe neljä.
On hyvä, jos silitysrauta on varustettu lämpötila-anturilla - tämän avulla voit määrittää lämmityslämpötilan tarkasti. Mutta on helpompikin tapa - lyijyn kautta. Tämä metalli sulaa vähintään 230 ºС:ssa, mikä on suunnilleen sama kuin hitsaukseen vaadittava lämpötila.
Lisätekniikka on identtinen yllä kuvatun kanssa.
Tarvittavat työkalut
Asennus;
Itse polypropeeniputket;
Erikoislaitteet tällaisten putkien hitsaukseen;
Hitsauskone
Rautasaha niiden leikkaamiseen, erityinen leikkuri myydään usein hitsauskoneen kanssa; suuriin työmääriin voit käyttää rengasleikkuria tai erityisiä saksia;
Rasvanpoistoaine (etyyli- tai isobutyylialkoholi); asetonin käyttö on tässä tapauksessa kielletty, koska se voi pehmentää muovia;
Beveler: Sen sisäpuoli muistuttaa lyijykynänteroitinta, mutta koska viiste on leikattava tasaisesti, veitset ovat eri kulmassa; voit korvata viisteen tavallisella viilalla ja veitsellä;
 Viiste muoviputkille
Viiste muoviputkille
Parranajokone: työkalu vahvistetun kerroksen poistamiseen (jos putkissamme on vahvistuskerros).
 Parranajokone
Parranajokone
Neuvoja.
Lämmityskattilan lähelle (alle puolen metrin etäisyydelle) sopivat putket tulee tehdä vain metallista. Ne liitetään polypropeeniin adaptereilla hitsausliitoksesta kierreliitokseen.
Työskentely polypropeeniputkien kanssa
Nykypäivän polypropeeniputkiasennusjärjestelmä sisältää kaikki tarvittavat elementit erikokoisten, muotoisten, liitososien, kiinnikkeiden ja sulkeumien putkien liittämiseen.Kokoonpanoprosessi on melko yksinkertainen ja tarvittavilla taidoilla nopea.
Elementtisarjaa voidaan muokata haluamallasi tavalla, jolloin tuloksena on täysin ainutlaatuinen järjestelmä. Monimutkaisuus ja varustelu riippuvat vain asiakkaan, eli sinun, mieltymyksistä ja toiveista. Ainoa ominaisuus, jonka jotkut pitävät polypropeenin haitoista, on hitsausmenetelmä. Hitsauksen jälkeen putkia ei ole enää mahdollista erottaa ja virhettä korjata. Siksi sinun on harkittava kaikkea etukäteen ja yritettävä välttää toimien epätarkkuuksia.
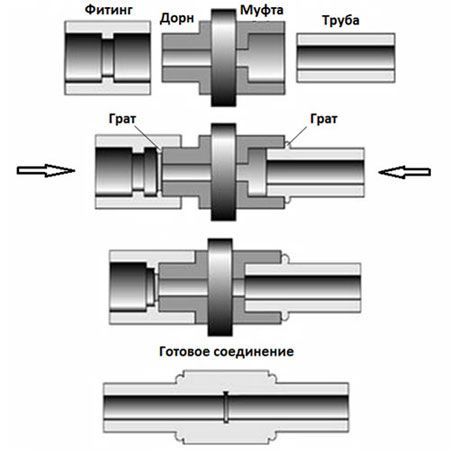
Jos jaamme putken hitsausprosessin erillisiin vaiheisiin, se näyttää tältä:
- Polypropeenin juotosraudalla on tarpeen lämmittää molemmat osat, jotka haluat kiinnittää toisiinsa.
- Kun sinun on kytkettävä lämmitetyt osat;
- Lyhyen ajan kuluttua poista jo kiinnitetyt elementit laitteesta.
Hitsaus antaa elementeille niin vahvan liitoksen, että on lähes mahdotonta erottaa osia rikkomatta niitä. Siksi polypropeeniputkia pidetään korkealaatuisina, kestävinä ja kestämään melkein mitä tahansa painetta.
Työn päävaiheet
1. Otamme oikean kokoisen putken.
2. Puhdistamme sen reunat leikkaamisen aikana syntyneistä purseista viilalla tai viisteellä.
3. Merkitsemme lyijykynällä putken päähän (katso kuva), mikä osa meidän on sulatettava, eli hahmotellaan paikka, johon liitos asetetaan.
 Piirrämme juotospaikan lyijykynällä
Piirrämme juotospaikan lyijykynällä
4. Käsittelemme putken ja liittimen rasvanpoistoaineella.
5. Kiinnitä hitsauskone tiukasti pöytään.
6. Sen sarja sisältää erikokoisia suuttimia. Otamme tarvittavat suuttimet (yksi liittimelle ja yksi putkelle) ja kiinnitämme ne laitteen molemmille puolille.
7. Aseta lämpötilaksi 260°.
8. Heti kun valot sammuvat (tämä tarkoittaa, että laite on lämmennyt tarpeeksi), voit aloittaa työskentelyn. Keskimääräinen lämmitysaika on 2-3 minuuttia.
9. Laitamme kuumat suuttimet (niitä on kaksi) liittimen ja putken kynämerkkiin. Hitsattaviin tai pyörittäviin osiin ei saa kohdistua liikaa painetta.
 Puskuhitsauskone. Liitos ja putki asetetaan kuumille suuttimille
Puskuhitsauskone. Liitos ja putki asetetaan kuumille suuttimille
10. Laskemme määrätyn ajan. Lämmitysaika on aina ilmoitettu ohjeessa. Esimerkiksi 25 mm putkella se on täsmälleen 7 sekuntia).
 Laitteen lämmitysaika riippuu putken halkaisijasta
Laitteen lämmitysaika riippuu putken halkaisijasta
11. Poista kuumennetut osat nopeasti ja tarkasti pitäen hitsauskonetta hieman kiinni.
12. Yhdistämme ne toisiinsa. Liiallinen paine niihin tai pyöriminen ei myöskään ole hyväksyttävää.
13. Odotamme muutaman sekunnin.
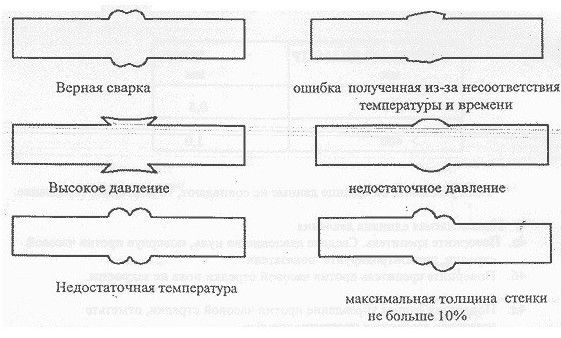
14. Jos teimme kaiken oikein, saamme täysin tasaisen, homogeenisen yhteyden.
Vahvistettu kerros liitoksen segmentistä on poistettava, muuten liitos on epähomogeeninen ja hauras;
Kun ostat laitetta, sinun ei tarvitse kuluttaa ylimääräistä rahaa ja ostaa mallia termostaatilla, koska tarvitsemme yhden lämpötilajärjestelmän 260 ° C; muiden tilojen käyttö voi johtaa huonoon yhteyteen;
Veden tulee virrata vapaasti putkien läpi; jotta juotoskohtaan ei muodostu estettä jäätyneen muovin muodossa, älä paina liikaa sulaneita osia liitettäessä; alhaista painetta ei kuitenkaan voida hyväksyä - liitoksen pituus luotettavaa kiinnitystä varten ei riitä; tämä voi johtaa turbulenssin muodostumiseen ja paineen laskuun järjestelmässä;
Tällaisen juottamisen perussääntö on: liitin asetetaan ensin suuttimeen ja vasta sitten putkeen; lähtölaskenta alkaa, kun molemmat osat ovat laitteessa;
Polypropeeni tarttuu 4-8 sekunnissa, mutta sinun ei pidä päästää sitä menemään heti - jotta se jäätyy kokonaan, sinun on odotettava 20-30 sekuntia;
Jäähdytyksen aikana osien on oltava liikkumattomia, pieninkin siirtymä voi rikkoa liitoksen tiiviyden; siksi ennen juottamisen aloittamista on parempi valmistaa erityiset puristimet niiden kiinnittämiseksi; voit tehdä ne mistä tahansa puupalkista tai vahvasta langasta;
Tuloksena olevan solmun jäähdyttäminen vedellä tai kylmällä ilmasuihkulla on kielletty - yhteys on hauras;
Älä lämmitä putkea ja liitintä enempää kuin varattu aika - polypropeeni vääntyy; kun lämmitysaikaa on vähemmän, osien liittäminen on vaikeaa;
Oikealla hitsauksella osan muovista tulee muodostaa lievä virtaus holkissa;
Voit tarkistaa työsi laadun leikkaamalla liitetyn osan puoliksi; risteyksessä pitäisi nähdä tasainen monoliittinen liitos ilman muodonmuutoksia ja tyhjiä vaurioita.
Viemärijärjestelmä PP-putkista
Kuten aiemmin todettiin, polypropeeniputkia käytetään aktiivisesti tänään järjestelyssä. Asennusmenettelyllä tässä tapauksessa on omat vivahteensa.

Sisäinen viemäröinti
On olemassa useita sääntöjä, joita on noudatettava viemäröintiä asennettaessa taloon.
- Putkilinja asetetaan kulmassa viemäriputken suuntaan (noin 3 cm per lineaarimetri).
- Jos huonetta ei lämmitetä, putket eristetään lisäksi mineraalivillalla.
- Älä tee jyrkkiä käännöksiä 90°:n kulmassa, sen sijaan käytetään ns. puolikäänteitä.
- Tuuletintyyppinen ilmanvaihto on pakollinen osa viemärijärjestelmää, joka estää epämiellyttävän hajun tunkeutumisen kotiin.
- WC liitetään vasta pesualtaan jälkeen, muuten vesitiiviste rikkoutuu.
Viemäri ulkona

Ensimmäinen askel.
Putkien halkaisija määritetään pääasiassa talossa asuvien ihmisten lukumäärän mukaan.
Vaihe kaksi.
Viemäriputkesta kaivetaan kaivanto septiseen säiliöön tai jätealtaaseen. Samanaikaisesti havaitaan kaltevuus maan jäätymislinjasta riippuen tai putkilinja eristetään mineraalivillalla.


Vaihe kolme.
Pohja on peitetty hiekka "tyynyllä". Sen paksuuden tulee olla vähintään 20 cm.
Vaihe neljä.
Putkilinjaa lasketaan
On tärkeää välttää mahdollista painumista, muuten liitokset hajoavat pian.
Poraus tapahtuu teräskartion muotoisella kärjellä. Samanlaista tekniikkaa käytetään rakentamisessa:
Putkilinjan kaivannon vaakasuora poraus suoritetaan erityisillä laitteilla, joissa on painetoimiset nostopumput. Poraus tapahtuu teräskartion muotoisella kärjellä. Samanlaista tekniikkaa käytetään rakentamisessa:
- auto- ja rautatiet;
- putkistot kellariin;
- moottoritiet työkaivoille.
Tee-se-itse-asennus PP-putkilinjasta säästää paljon, mutta vain, jos se tehdään oikein.
Polypropeenista valmistettuja tuotteita käytetään yleensä luotaessa viemäröinti- ja kastelujärjestelmiä sekä asennettaessa vesihuoltojärjestelmää tai lämmitysjärjestelmää. Polypropeeni kuuluu polyolefiinien luokkaan, mikä tarkoittaa, että kaikki tästä materiaalista valmistetut tuotteet erottuvat korkeasta ympäristöturvallisuudesta.
Lisäksi polypropeenin viemäröintijärjestelmät voivat kestää hyvin pitkään, kun taas niiden käyttökustannukset ovat minimaaliset. Kuitenkin, kun työskentelet tällaisten tuotteiden kanssa, sinun on tiedettävä kuinka polypropeeniputkia hitsataan siten, että vältetään niiden muodonmuutos
ja estää vuodot.
DIY hitsaus
Työ tulee tehdä hyvin ilmastoidussa tilassa. Polypropeeni pystyy kuumennettaessa vapauttamaan myrkyllisiä aineita, ja ne voivat olla haitallisia terveydelle aiheuttaen myrkytyksen.
Vaiheittaiset ohjeet hitsaukseen:
- Ensin asennetaan tarvittava oikean kokoinen suutin juotosraudaan;
- Polypropeenin sulattamiseksi on saavutettava 260 asteen lämpötila;
- Valmistele osat liittämistä varten, suorita niiden puhdistus ja oikea sijoitus;
- Sitten juotosrauta otetaan käyttöön;
- On tarpeen odottaa vaadittua aikaa lämmitykseen, ja tämä ilmaistaan anturin vihreällä värillä.
 Juotattaessa laite on parempi sijoittaa niin, että se seisoo vakaasti
Juotattaessa laite on parempi sijoittaa niin, että se seisoo vakaasti
Sitten putki ja liitin asetetaan samanaikaisesti aihion ja juotostyökalun päälle. Putki työnnetään aihion sisään. Kiinnitys on sijoitettu ulkopuolelle. Se työnnetään kokonaan sisään ja putki työnnetään sisään valmiiseen merkkiin. Pääasia, että aika on oikea.
Jos työkalu lämpenee huonosti, diffuusiotaso on pieni, ja tämä rikkoo seoksen laatua. Korkea lämpötila johtaa osien ylikuumenemiseen. Optimaalinen aika riippuu putken ja liitosten halkaisijasta.
Lämmityksen jälkeen on tärkeää telakoida välittömästi. Pääasiallinen menettelysääntö on siedettävyyden noudattaminen
Ensimmäiset sekunnit sallivat korjauksen, mutta kääntäminen ei ole sallittua. Samanaikaisesti vaaditaan, ettei kiirehdi eikä vedä kultaista keskitietä noudattaen.
Vaihe kolme. Putkilinjan asennus
Kun asennat moottoritietä, tarvitset:
- putket;
- T-paidat;
- Palloventtiilit;
- pistokkeet;
- sovittimet;
- mutkia;
- kytkimet;
- irrotettavat liitoselementit;
- kierteitetyt liittimet;
- muoviset puristimet.
Ensinnäkin järjestelmän pääelementtien (putkistot, patterit, kattilat jne.) asennus suoritetaan, minkä jälkeen tuleva valtatie merkitään laaditun projektin mukaisesti. Putkilinjan elementit on yhdistetty toisiinsa kytkimillä.
Jos puhumme lämmityksestä tai kuumasta vedestä, lämpölaajeneminen otetaan huomioon. Jälkimmäisen kompensoimiseksi on toivottavaa käyttää mobiiliyhteyksiä. Suljettua putkistoa asennettaessa seinät ojataan ensin (oikeisiin paikkoihin tehdään ura, jonka leveys on kaksi putken halkaisijaa).
Putkiston saa täyttää nesteellä vasta tunnin kuluttua asennuksen päättymisestä. Hydraulitesti voidaan suorittaa vasta päivän kuluttua.


Miksi polypropeeni
Nykyään putkien valmistajat tarjoavat valtavan valikoiman tuotteita vesi-, viemäri- tai lämmitysjärjestelmien asentamiseen. Voit ostaa metalli-muovi-, metalli- tai polypropeeniputkia. Nykyään yhä useammat kuluttajat valitsevat mieluummin polypropeeniputket, joilla on paljon etuja:
- älä syöpy;
- helppo asentaa;
- eivät vaadi jatkuvaa korjausta;
- kestävä ja luotettava käytössä;
- voidaan asettaa seinän tai lattian sisään;
- ovat huomattavasti halvempia kuin metalliputket.
Polypropeeniputkia voidaan käyttää lämmitysjärjestelmien, vesi- ja viemäriputkien asentamiseen.
Mitkä putket sopivat sinulle
Polypropeeniputkien valitsemiseksi sinun on tiedettävä:
- olosuhteet, joissa putkia käytetään;
- nesteen paine järjestelmässä ja sen lämpötila;
- tuotteen vaadittava läpimeno, joka määrittää työhalkaisijan.
Polypropeeniputkissa on erityinen merkintä tuotteen käyttötarkoituksesta riippuen.
- PPH
- ilmanvaihto, kylmän veden syöttö. - PPB
– kylmän veden syöttöjärjestelmät, lämmitys. - PPR
– kuuman ja kylmän veden syöttöjärjestelmät, lämmitys.
Putket PPR-merkinnällä
- ovat yleismaailmallisia. Siksi niillä on eniten kysyntää. Ne kestävät erittäin hyvin sekä korkeita että negatiivisia lämpötiloja.
Vaihe yksi. Projektin laatiminen
Asennustyöt tulisi aloittaa tulevan valtatien suunnittelusta. Tärkeä kriteeri tässä on ergonomia, jotta kierrosten ja liitoselementtien määrä tulisi minimoida.

Lämmitysjärjestelmää järjestettäessä hyvin suunniteltu projekti on erityisen tärkeä, jossa tällaisten elementtien sijainti:
- kytkimet;
- sovittimet;
- kiinnikkeet;
- kulmat;
- lämmityslaitteet.
Johto liitetään pattereihin yksi- tai kaksiputkisesti, sivulta tai alhaalta.

Putkityöt

Täällä moottoritie on yhdistetty keskitettyyn järjestelmään tarvittavien putkistojen toimittamiseksi - wc-istuin, lavuaarit, kattila jne. On kaksi tapaa suorittaa johdotus.
Menetelmä numero 1.
Avaa vaihtoehto. Vaakaputket asennetaan hieman lattiatason yläpuolelle ja pystyputket asennetaan yksinomaan kulmiin. Kaikki tämä tekee putkilinjasta vähemmän havaittavissa.
Menetelmä numero 2.
Suljettu vaihtoehto. Se on erittäin vaikea suorittaa, koska se edellyttää alustavien tarkimpien laskelmien suorittamista. Putket (välttämättä kiinteitä) upotetaan seiniin, ja jokaiseen liitokseen tulee päästä vapaasti.

Lisäksi putkisto voi olla:
- peräkkäinen tyyppi (budjettihintaisin ja helpoin toteuttaa);
- keräimen tyyppi (kerääjää käytetään veden toimittamiseen);
- läpimenevillä pistorasioilla (vähän suosittu).
Työhitsausprosessin vaiheet
Kun olet mitannut putken vaaditun pituuden, tee siihen merkki merkillä. Leikkaa tuote putkileikkurilla tai saksilla 90º kulmassa akseliin nähden. Työkalun on oltava riittävän terävä, jotta putki ei väänny.

Putki leikataan 90º kulmassa akseliin nähden
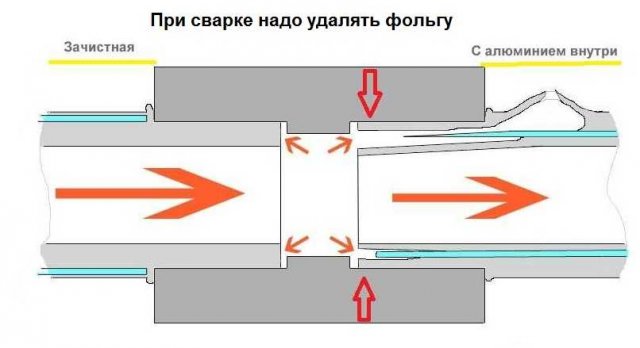
Vahvistetun tuotteen reuna on puhdistettava päästämällä eroon pintakerroksesta ja kalvosta. Ilman tätä vaihetta putkien osana oleva alumiinifolio joutuu kosketuksiin nesteen kanssa käytön aikana. Tämän seurauksena vahvistetun kerroksen korroosio johtaa sauman eheyden rikkomiseen. Tällainen yhteys vuotaa ajan myötä.

Vahvistettujen putkien reuna puhdistetaan
Vahvistamattomille tuotteille putken päässä ilmoitetaan hitsaussyvyys keskittyen liitosholkin pituuteen. Toinen tärkeä kohta putkien valmistelussa hitsausta varten on pinnan rasvanpoisto. Liitoksen käsittely alkoholilla varmistaa osien luotettavamman kosketuksen.
Hitsauskoneen valmistelu
Ennen muoviputkien hitsaamista on tarpeen valmistella hitsauskone. Kädessä pidettävä laite on kiinnitetty tasaiselle pinnalle. Koneen osien tulee olla puhtaita ja virheettömiä. Puhdista ne alkoholiin kostutetulla liinalla. Lämmityselementit laitetaan päälle, kun työkalu on pois päältä. Karaa käytetään liittimen sulattamiseen, holkkia käytetään putken sulattamiseen.

Hitsausosien kuumennusaika määräytyy taulukon mukaan
Tämän jälkeen laite liitetään verkkoon. Samalla yksikön rungossa olevien merkkivalojen tulisi syttyä. Yksi niistä ilmoittaa, että laite on kytketty verkkoon. Toisen pitäisi sammua vaaditun lämmityslämpötilan saavuttamisen jälkeen. Kun merkkivalo sammuu, on toivottavaa, että kuluu viisi minuuttia ja vasta sitten aloitetaan hitsausprosessi. Tämä aika riippuu ympäristön lämpötilasta ja kestää 10 minuutista puoleen tuntiin.
Mikä on hitsausprosessi?
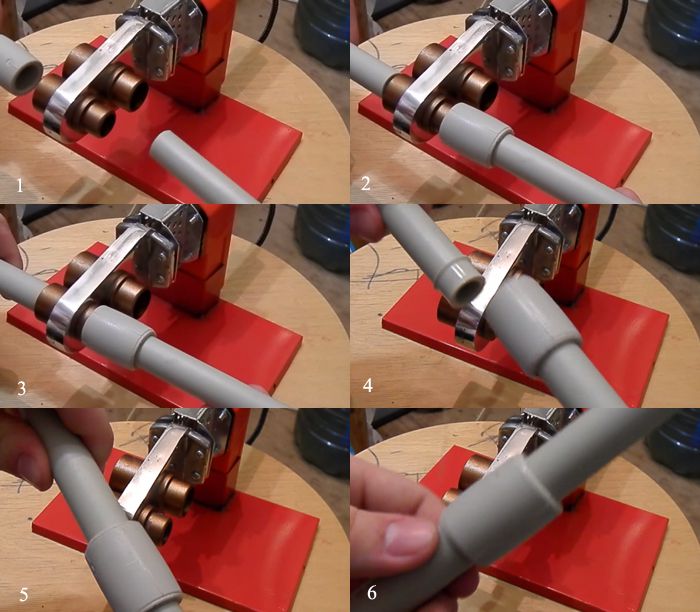
Laitteen lämmittämisen jälkeen aseta liitin karaan ja työnnä putki holkkiin. Tämä tehdään samanaikaisesti ja pienellä vaivalla.

Kun laite on lämmitetty, aseta liitin karaan ja työnnä putki holkkiin
Jotta tiedetään, kuinka polypropeeniputket hitsataan oikein, on otettava huomioon lämmitysaika. Oikea aika antaa osille lämmetä vaadittuun lämpötilaan eivätkä sulaa. Se riippuu putken halkaisijasta.
Vaaditun ajan kuluttua osat poistetaan laitteesta ja liitetään. Tässä tapauksessa putken on mentävä liittimeen tiukasti merkkiin asti. Tämän prosessin aikana osien pyörittäminen akselin suuntaisesti on kielletty.

Osien yhdistämisen yhteydessä on kiellettyä pyörittää tuotteita akselia pitkin
Osien liittämisen jälkeen mekaanista iskua saumaan ei sallita ennen kuin se on täysin jäähtynyt. Teknologiasta riippuen tuloksen tulee olla vahva ja tiukka sauma.
Artikkelissa annetaan tarvittavat suositukset putkien oikeasta hitsauksesta, yksityiskohtaisen kuvauksen jokaisesta vaiheesta. Toteuttamalla nämä vinkit käytännössä voit tehdä itsenäisesti putken vesihuoltoa tai lämmitystä varten. Tärkeintä on valita oikeat putket ja noudattaa prosessitekniikkaa. Vasta sitten polypropeeniputkisto toimii pitkään ja keskeytyksettä.
Valurautaa ei ole käytetty nykyaikaisissa vesi- ja lämmitysjärjestelmissä pitkään aikaan. Se korvattiin kevyellä, helposti asennettavalla ja ruostumattomalla muovilla. Tänään puhumme polypropeeniputkien hitsauksesta omilla käsillämme aloittelijoille - tämän prosessin päävaiheista ja sen monimutkaisuuksista.
Miksi polypropeeni on parempi hitsaukseen kuin metalli
Erilaiset kyynärpäät ja liittimet sekä polypropeenista valmistetut profiilit ja pyöreät taivutukset ovat ansaitusti suosittuja, koska:
- Oikean hitsauksen jälkeen ne muodostavat monoliittisia osia, jotka voivat kestää yli viisikymmentä vuotta.
- Käytön aikana ne eivät vähennä suorituskykyään.
- Ne kestävät hyvin erilaisia kotitalouskemikaaleja.
- Tällaisten tuotteiden kustannukset ovat useita kertoja alhaisemmat kuin vastaavien metallista valmistettujen tuotteiden kustannukset.
Lisäksi, jos tuote valitaan oikein ja hitsaus tehdään laadukkaasti, voimme sanoa, että polypropeeniputket ovat monissa tapauksissa yksinkertaisesti ihanteellinen elementti vastaavassa järjestelmässä, mukaan lukien.