Sisältö
-
dia 1
Opiskelija: Plekhanov A.G.
Ryhmä: ZOSb-0901
Luennoitsija: Goncharov V.S. -
dia 2
-
dia 3
Jäteveden kemiallisia käsittelymenetelmiä ovat neutralointi, hapetus ja pelkistys. Niitä käytetään liukoisten aineiden poistamiseen ja suljetuissa vesihuoltojärjestelmissä. Kemiallinen käsittely suoritetaan joskus biologisen käsittelyn esikäsittelynä tai sen jälkeen jäteveden jälkikäsittelymenetelmänä.
G
-
dia 4
Mineraalihappoja tai emäksiä sisältävät jätevedet neutraloidaan ennen vesistöihin laskemista tai ennen käyttöä teknologisissa prosesseissa. Vettä, jonka pH on 6,5 ... 8,5, pidetään käytännössä neutraalina.
Neutralointi voidaan suorittaa useilla tavoilla: sekoittamalla hapanta ja emäksistä jätevettä, lisäämällä reagensseja, suodattamalla happamia vesiä neutraloivien materiaalien läpi, absorboimalla happamia kaasuja emäksisellä vedellä tai absorboimalla ammoniakkia happamilla vesillä. Saostumista voi muodostua neutralointiprosessin aikana. -
dia 5
Biokemiallisia menetelmiä käytetään kotitalouksien ja teollisuuden jätevesien puhdistamiseen monista liuenneista orgaanisista ja joistakin epäorgaanisista aineista (rikkivety, sulfidit, ammoniakki, nitriitit). Puhdistusprosessi perustuu mikro-organismien kykyyn käyttää näitä aineita ravinnoksi elämänprosessissa, koska orgaaniset aineet ovat hiilen lähde mikro-organismeille.
-
dia 6
6.3.2. Jäteveden epäpuhtauksien hapettuminen
Jäteveden käsittelyyn käytetään seuraavia hapettavia aineita; kaasumainen ja nestemäinen kloori, klooridioksidi, kalsiumkloraatti, kalsium- ja natriumhypokloriitit, kaliumpermanganaatti, kaliumdikromaatti, vetyperoksidi, ilmakehän happi, peroksorikkihapot, otsoni, pyrolusiitti jne.
Hapetusprosessin aikana jäteveden sisältämät myrkylliset epäpuhtaudet siirtyvät kemiallisten reaktioiden seurauksena vähemmän myrkyllisiksi aineiksi, jotka poistetaan vedestä. -
Dia 7
Pelkistäviä jätevedenkäsittelymenetelmiä käytetään elohopean, kromin ja arseeniyhdisteiden poistamiseen jätevedestä.
Puhdistusprosessin aikana epäorgaaniset elohopeayhdisteet pelkistetään metalliksi elohopeaksi, joka erotetaan vedestä laskeuttamalla, suodattamalla tai vaahdottamalla. Elohopean ja sen yhdisteiden vähentämiseen käytetään rautasulfidia, natriumboorihydridiä, natriumhydrosulfiittia, hydratsiinia, rautajauhetta, rikkivetyä ja alumiinijauhetta.
Yleisin tapa poistaa arseenia jätevedestä on saostaa se niukkaliukoisten yhdisteiden muodossa rikkidioksidilla. -
Dia 8
Elohopean, kromin, kadmiumin, sinkin, lyijyn, kuparin, nikkelin, arseenin ja muiden aineiden poistamiseen jätevedestä yleisimmät reagenssikäsittelymenetelmät, joiden ydin on vesiliukoisten aineiden muuttaminen liukenemattomiksi aineiksi lisäämällä erilaisia reagensseja ja sen jälkeen niiden erottuminen vedestä saostuman muodossa.
Kalsium- ja natriumhydroksidia, natriumkarbonaattia, natriumsulfideja ja erilaisia jätteitä käytetään reagensseina raskasmetalli-ionien poistamiseen jätevedestä. -
Dia 9
Tunnetut aerobiset ja anaerobiset menetelmät biokemiallisessa jätevedenkäsittelyssä. Aerobinen menetelmä perustuu aerobisten organismiryhmien käyttöön, joiden elämä vaatii jatkuvaa hapen saantia ja 20...40°C lämpötilaa. Aerobisessa käsittelyssä mikro-organismeja viljellään aktiivilieteessä tai biofilmissä. Anaerobiset puhdistusmenetelmät etenevät ilman hapen pääsyä; niitä käytetään pääasiassa sedimenttien neutralointiin.
-
Dia 10
Jäteveden lämpökäsittelymenetelmät
Lämpömenetelmät neutraloivat sisältävät jätevedet
kalsiumin, magnesiumin, natriumin jne. mineraalisuolat sekä orgaaniset aineet
stva.Tällainen jätevesi voidaan neutraloida:
- jäteveden konsentraatio, jonka jälkeen liuos vapautuu
aktiiviset aineet;
— orgaanisten aineiden hapetus katalyytin läsnä ollessa;
— orgaanisten aineiden nestefaasihapetus;
- palontorjunta.
Näytä kaikki diat
Sähkömekaaninen käsittely
Sähkömekaanisen käsittelyn ydin on siinä, että työkalun ja työkappaleen kosketuspinnan läpi johdetaan suuritehoinen ja matalajännitevirta. Pintakerroksen mikrokarkeuksien ulkonemat altistuvat voimakkaalle kuumennukselle ja työkalun voiman vaikutuksesta muotoutuvat ja tasoittuvat, ja pintakerros vahvistuu nopean lämmön poistumisen ansiosta metallin pääosaan ja nopeaan jäähtymiseen. Tässä tapauksessa lämmitys faasimuunnoslämpötiloihin on välttämätön edellytys kovettumisprosessointitapoille.
Kovettumisvaikutus saavutetaan, koska saavutetaan erittäin nopeat lämmitys- ja jäähdytysnopeudet ja saavutetaan korkea jyväjalostusaste.
Sähkömekaaniselle käsittelylle on tunnusomaista seuraavat ominaisuudet:
- lämpö- ja voimavaikutus pintakerrokseen suoritetaan samanaikaisesti;
- lämmön vapautuminen työkalun ja työkappaleen välisellä kosketusalueella on seurausta kahden lämmönlähteen - ulkoisen ja sisäisen - vaikutuksesta;
- lämpösykli (lämmitys, pito ja jäähdytys) on hyvin lyhyt ja mitataan sekunnin murto-osissa.
Sähkövirtaa voidaan syöttää työkalun ja työkappaleen kosketuspisteeseen useilla eri tavoilla (kuva 2).
Kuva 2 - Sähkövirran syöttötavat: a - kiinteän koskettimen kautta; b - laitteiden pyörivien osien läpi; sisään - telan läpi; d - kaksoistelojen läpi
Jokaisella nykyisillä toimitustavoilla on omat etunsa ja haittansa. Sähkömekaanisen käsittelyn laitteiden tarkoituksesta ja tyypistä riippuen voidaan käyttää sorvaus-, jyrsintä-, poraus- ja muita metallinleikkauskoneita. Sähkömekaanisessa karkaisussa on seuraavat tavat.
Kovakarkaisutila, joka edellyttää suurta pintavirrantiheyttä (700...1500 A/mm²), alhaista käsittelynopeutta (0,5...5 m/min) ja alhaisia vaatimuksia karheusparametreille. Pintakerrokseen muodostuu hienojakoista martensiittia, eikä siinä ole merkittäviä plastisia muodonmuutoksia.
Keskimääräinen vahvistustapa suoritetaan pintavirran tiheydellä 800 A / mm², ja sille on ominaista ferriittis-martensiittisen rakenteen läsnäolo ja pintakerroksen merkittävät muodonmuutokset. Käsittelynopeudet ovat suunnilleen samat tai hieman korkeammat kuin kovan tilan nopeudet.
Viimeistelytilalle on ominaista vaihemuunnosten puuttuminen, alhainen pintavirrantiheys ja suuret käsittelynopeudet (10...120 m/min). Käytetään pinnan kovettamiseen. Tällä saavutetaan korkea suorituskyky.
Sähkömekaanisen karkaisun optimaaliset tilat mahdollistavat paitsi vaadittujen karkeusparametrien saavuttamisen, myös pintakerroksen täydellisen rakenteen, jolla on lisääntynyt kulutuskestävyys.
Pintakerroksen muodonmuutosvoimista johtuvat puristusjäännösjännitykset vahvistavat erilaisia murtokuormia. Pintakerrosten kovettuminen lisää niiden korroosionkestävyyttä. Tämä ei selity pelkästään korkealla kovettumisasteella, pintakerroksen erityisellä rakenteella ja hajoamisella, vaan myös tämän kerroksen suotuisten fysikaalisten ja mekaanisten ominaisuuksien yhdistelmällä.
Käyttöominaisuuksien paranemisen yhteydessä on suositeltavaa käyttää sähkömekaanista karkaisua useissa erilaisissa kulutuskitka-olosuhteissa toimivissa osissa.
Magneettinen hiomakäsittely
Magneetti-hiomakoneistuksen ydin on hankaavan lisäyksen poistaminen luomalla magneettikenttä suoraan leikkausvyöhykkeelle ulkoisesta lähteestä.Hiomatyökaluina käytetään seuraavia: magneettiset hiomajauheet, hiomasuspensiot, magneettiset reologiset nesteet.
Metallityökappaleen liikkumiseen magneettikentässä liittyy vaihtelevan suunnan induktiovirtojen ilmestyminen siihen toistuvan magnetoinnin käännöksen aikana.
Hiomaleikkauksella näiden ilmiöiden avulla on useita ominaisuuksia. Magneettisten ja sähköplastisten vaikutusten seurauksena prosessoidun materiaalin lujuusominaisuudet muuttuvat pääasiassa pintakerroksen läheisyydessä. Työstetyn pinnan leikkaamiseen ja plastiseen tasoittamiseen tarvittavat voimat vähenevät; olosuhteet helpottavat pinnan muodostumista pienillä karheusparametreilla ja suuremmalla laakerialueella.
Käsitellyn pinnan sähkövaraus voimistaa sähkökemiallisia ilmiöitä. Tämä selittää kemiallisesti ja pinta-aktiivisten leikkausnesteiden käytön korkean tehokkuuden magneettisen hiomakäsittelyn prosesseissa verrattuna perinteisiin hiomakäsittelytyyppeihin.
Magneettisen hiomakäsittelyn mekaaniset ominaisuudet ovat:
- jauheen jatkuva kosketus käsitellyn pinnan kanssa, mikä mahdollistaa geometristen mittojen ja muodon tarkkuuden lisäämisen sekä järjestelmän "kone - kiinnitys - työkalu - osa" syklisten kuormituksen vähentämisen;
- hiomarakeiden jäykän kiinnityksen puuttuminen nipussa edistää leikkaustyökalun spontaania tasoitusta suhteessa käsiteltävään pintaan;
- kyky hallita työkalun jäykkyyttä antaa sinun säätää metallin poistoa muodostuspinnalta;
- sideaineen kitkan puuttuminen tuotteen pinnasta alentaa merkittävästi lämpötilaa hiomakäsittelyvyöhykkeellä ja karheutta Ra arvosta 1,25 ... 0,32 arvoon 0,08 ... 0,01.
Magneettista hiomajauhetta käytetään magneettisessa hiomakäsittelyssä. Magneettikenttä luodaan erityisillä magneettisilla induktoreilla. Magneettikelojen aktiivisella pinnalla ja työraossa jauhe pysyy magneettikentän voimien ja jauheen kitkavoimien avulla kelan pintaa vasten. Hiomaleikkaukseen tarvittavat voimat syntyvät magneettisten voimien ja välikappaleen paineen vaikutuksesta työskentelyalueella olevan jauheväliaineen puristamisesta. Kitkavoimat jauheen kosketuksessa työkappaleeseen luovat lisäpainetta jauheväliaineeseen ja sen rajoihin.
Magneetti-hankaavan käsittelyn kaaviot on esitetty kuvassa 3.
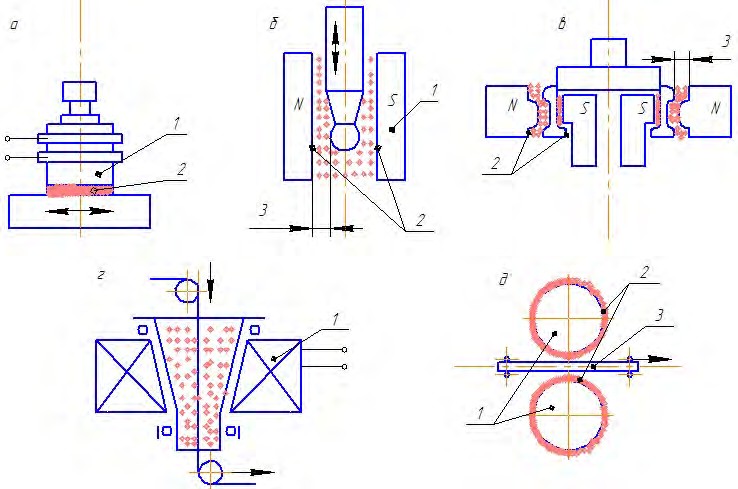
Kuva 3 - Magneetti-hankaava jauhekäsittelyn kaaviot: a - tasaiset pinnat; b - ulkoiset sylinterimäiset pyörimispinnat jauheen kanssa työskentelyalueella; c - muotoiltu ulko- ja sisäpinnat jauheella työraoissa; g - lanka vetämällä pyörivän suppilon läpi; e - levymateriaali; 1- magneettinen kela; 2 – aktiivinen pinta; 3 - työrako
Magneettihiomakäsittely suoritetaan erikoiskoneilla, jotka on varustettu erityisillä teknologisilla laitteilla MAO:lle. Koneiden suunnittelussa oletetaan, että niissä on käyttölaitteet työ- ja apuliikkeitä varten, magneettikela, jauhesäiliö ja annostelija, laite työalueen puhdistamiseksi jätejauheesta.
Magneettista hiomajauhekäsittelyä käytetään pintojen kiillotustekniikan viimeistelyoperaatioissa, niiden puhdistamisessa oksidi- ja kemiallisista kalvoista, pienten purseiden poistoon, reunojen pyöristämiseen, leikkaus- ja meistotyökalujen viimeistelyyn ja karkaisuun.
Näkymät:
277
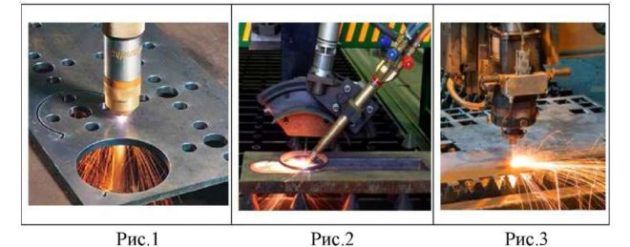
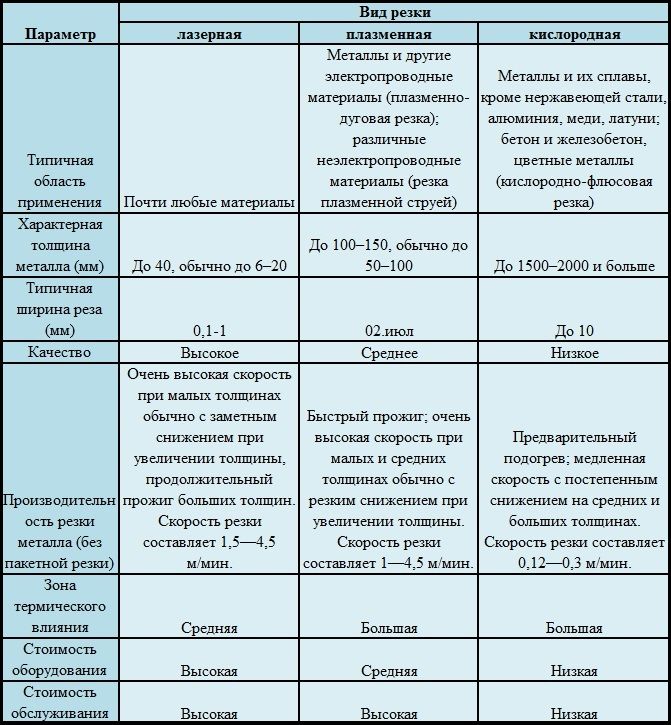
Leikkausmenetelmä
Metallin leikkaus on yksi menetelmistä, jonka avulla voit käsitellä elementtejä mekaanisesti erityyppisissä laitteissa. Vaikeinta on työskennellä värillisten materiaalien kanssa, joita on vaikea muotoilla. Aikaisemmin niiden leikkaamiseen käytettiin plasmakäsittelyä. Mutta laserin käyttöönoton myötä tämä menetelmä on menettänyt merkityksensä.
 Metallin leikkausvaihtoehdot
Metallin leikkausvaihtoehdot
Tällä hetkellä käytössä on kuitulaser, joka mahdollistaa materiaalin käsittelyn muilla tavoilla, esimerkiksi poraamalla tai kaivertamalla. Metallin leikkaustyyppejä on useita:
- kääntäminen;
- poraus;
- höyläys;
- jyrsintä;
- hiominen.
Sorvauksen ja porauksen periaatteet. Osaa käännettäessä sen koko ei käytännössä muutu. Sorvaukseen kuuluu käsittely sorvissa tai muissa laitteissa, mukaan lukien poraus ja hionta.
 Metallinleikkauksen päätyyppien parametrit
Metallinleikkauksen päätyyppien parametrit
Poraamalla luodaan reikä, joka muuttaa osan ulkonäköä. Tämä mekaaninen menetelmä voidaan suorittaa millä tahansa laitteella. Pääehto on poran ja ruuvipuristimen läsnäolo, johon työkappale on asennettu.
Höyläyksen yksityiskohdat. Höyläys tehdään erikoishöylällä, joka on varustettu leikkurilla. Tämän tyyppisen koneistuksen monimutkaisuus johtuu tarpeesta laskea tarkat tyhjäkäynti- ja työiskut, joiden avulla leikkuri pääsee sisään ja poistumaan työkappaleesta.
Jauhatus- ja jauhatusmenetelmät. Jyrsintä on monimutkainen mekaaninen menetelmä, joka suoritetaan vaakasuuntaisella jyrsinkoneella. Työkappale kiinnitetään työtasolle ja käsitellään sitten leikkurilla, joka vaikuttaa työkappaleeseen kulmassa.
Metallin hionta on viimeinen vaihe, jonka avulla voit antaa osan pinnalle tarvittavan sileyden ja poistaa ylimääräisen kerroksen. Hionta ei vaadi erikoislaitteita. Osan lopullinen ilme voidaan antaa itsenäisesti hiomalaikalla. Tuotantoolosuhteissa näihin tarkoituksiin käytetään hiomakoneita. Sylinterimäiset osat työstetään pyörittämällä suoria ja pyöreitä liikkeitä syöttää. Litteän työkappaleen tapauksessa metallin hionta suoritetaan vain eteenpäin.
Aiheeseen liittyvä video: Metallin tarkkuustyöstö
https://youtube.com/watch?v=ZyqCmfg8aBQ
Valikoima kysymyksiä
- Mikhail, Lipetsk - Mitä levyjä metallin leikkaamiseen tulisi käyttää?
- Ivan, Moskova - Mikä on metallivalssatun teräslevyn GOST?
- Maksim, Tver — Mitkä ovat parhaat telineet valssattujen metallituotteiden säilytykseen?
- Vladimir, Novosibirsk - Mitä metallien ultraäänikäsittely tarkoittaa ilman hankaavia aineita?
- Valeri, Moskova - Kuinka takoa veitsi laakerista omin käsin?
- Stanislav, Voronezh — Mitä laitteita käytetään galvanoidun teräksen ilmakanavien valmistukseen?
Antimikrobisten aineiden yleiset ominaisuudet
Merkittävä
ihmisten aiheuttamien sairauksien määrä
bakteerit, virukset, sienet, spirokeetat ja
myös joitakin helminttejä. Aineet
jotka neutraloivat taudinaiheuttajia
ympäristössä tai kehossa
Ihmisiä kutsutaan antimikrobisiksi aineiksi
tarkoittaa.
Farmakologinen
tämän ryhmän aineiden vaikutus on
bakteriostaattinen (kyky
lopettaa kasvun ja lisääntymisen
mikro-organismeja) tai bakteereja tappavia
(ominaisuus neutraloida mikro-organismeja).
Antimikrobinen
rahastot on jaettu kahteen ryhmään:
minä
Antiseptinen ja desinfioiva aine
tilat.
huumeet,
niillä ei ole selektiivistä antimikrobista aktiivisuutta
ja niillä on merkittävää myrkyllisyyttä
henkilölle.
Antiseptinen
keinot voivat johtaa kuolemaan
tai lopettaa kasvun ja kehityksen
mikro-organismeja kehon pinnalla
ihmiselle (iholle tai limakalvoille).
Desinfiointi
tarkoittaa patogeenien neutralointia
ympäristön mikro-organismit, niiden
käytetään huonehoitoon
liinavaatteet, astiat, lääketieteelliset instrumentit,
laitteet, potilaan hoitotarvikkeet.
Luokittelu
antiseptinen ja desinfioiva aine
varoja
minä
Antiseptinen ja desinfioiva aine
epäorgaanisen luonteen keinot
1.
Halogeenit (halogenidit)
1.1.
Klooria sisältävät valmisteet - klooria
kalkki, kloramiini B, klooriheksidiini
diglukonaatti, klorantoiini, natriumhypokloriitti
1.2.
Jodia sisältävät valmisteet - jodiliuos
alkoholi, jodonaatti, jodoformi
(trijodimetaani), Lugolin liuos, jodi-diseriini,
jodinoli, povidonijodi (betadiini)
2.
Hapettavat aineet - vetyperoksidiliuos
(vetyperoksidi) laimennettuna ja
tiivistetty kaliumpermanganaatti,
bentsoyyli-pe-hydroksidi (hydroksi 5, 10)
3.
Hapot ja emäkset - boorihappo,
bentsoehappo, ammoniakkiliuos,
natriumtetraboraatti (booraksi)
4.
Raskasmetallisuolat - elohopeadikloridi
(sublimaatti), hopeanitraatti, kollargoli,
protargol, sinkkisulfaatti, dermatoli,
xeroform
II.
Antiseptinen ja desinfioiva aine
orgaanista alkuperää olevia keinoja
1.
Fenolit - puhdas fenoli (karbolihappo),
koivuterva, resorsinoli, trikresoli,
polykresuleeni (vagotyyli)
2.
Terva ja hartsit - ihtioli (ichtammol), vinitsoli
3.
Väriaineet - briljantinvihreä,
metyleenisininen, etakridiinilaktaatti
(rivanoli)
4.
Nitrofuraanijohdannaiset - furatsiliini
(Nitrofuraali), furoplasti, furagiini
(furatsidiini)
5.
Aldehydit ja alkoholit - etyylialkoholi,
formaldehydi (formaliini), lysoformi
6.
Pesuaineet - vihreä saippua, Zerigel,
etonium, dekametoksiini (septefriili),
miramistiini.
II.
Kemoterapeuttiset lääkkeet.
huumeet,
jotka tarjoavat valikoivaa
antimikrobinen aktiivisuus, näyttely
laaja valikoima terapeuttisia
heidän toimiaan käytetään hoitoon ja
tartuntatautien ehkäisy.
Yleinen kuvaus teknologisesta prosessista
Aihioiden työstö voidaan tehdä kahdella tavalla:
- paine (ilman lastun poistamista);
- leikkaus (lastunpoistolla).
Ensimmäisessä tapauksessa materiaalille annetaan haluttu muoto ja tilavuus työkalun voimalla, esimerkiksi takomalla. Toisessa tapauksessa siitä poistetaan pintakerrokset (varaus), esimerkiksi jyrsintä, höyläys, hionta.
Metallien työstö on yksi vaiheista valmiin tuotteen saamiseksi työkappaleesta ja vaatii alustavan teknisen kartan laatimisen, joka osoittaa vaaditut mitat ja tarkkuusluokat. Valmiista materiaalista laaditaan teknologisen kartan pohjalta piirros, josta käy ilmi myös mitat ja tarkkuusluokat.
https://youtube.com/watch?v=WmTQqaIKFNc
Värähtelevä mekaaninen leikkaus
Tärinä päällekkäinen koneistus on yleistynyt. On olemassa kaksi tärinän kohdistussuuntaa. Ensimmäinen suunta liittyy epäsuotuisten värähtelyjen vaimenemiseen koneistuksen aikana, mikä heikentää pinnan laatua, koneistustarkkuutta ja työkalun käyttöikää. Tämä suunta on erityisen tärkeä sahattaessa vaikeasti leikattavia materiaaleja.
Toinen suunta liittyy positiivisen vaikutuksen saavuttamiseen tärinän määräämisprosessissa. Täryleikkauksen käyttö mahdollistaa tehokkaan lastunmurron sekä merkittävän parannuksen erilaisten materiaalien työstettävyyteen.
Tärinäleikkauksen yleiset fyysiset ominaisuudet ovat:
- lyhytaikainen jaksollinen leikkausnopeuden lisäys;
- muuttuva syklinen kuormitus muotoutuvaan materiaaliin;
- kitkavoimien vähentäminen työkalun kosketuspinnoilla lastujen ja työkappaleen kanssa;
- jäähdytysnesteen levityksen tehokkuus lisääntyy.
Toimintasuunnassa värähtelyt voivat olla aksiaalisia, radiaalisia tai tangentiaalisia.
Lastujen murtamiseen käytetään leikkausta aksiaalisella tärinällä. Tärinäleikkauksen pääpiirteet aksiaalisilla värähtelyillä ovat suuri muutos syötöissä (leikkauspaksuus) yhdessä työkalun värähtelyjaksossa sekä merkittävä muutos työleikkauskulmissa. Kaikissa tapauksissa jyrsimien etupinnan kulumissyvyys pienenee käännettäessä.
Tehokkain aksiaalivärähtelyleikkauksen käyttö on porauksessa, jonka aikana lastujen murskaus- ja poistoolosuhteet paranevat merkittävästi.Perinteisessä porauksessa lastut jumiutuvat kierreuraa pitkin liikkuessaan ja muodostavat ajoittain tulppia, mikä tekee tarpeelliseksi pysäyttää ja vetää pora pois reiästä. Tämä seikka vaikeuttaa porauksen automatisointia.
Yhdessä automaatiomahdollisuuden kanssa värähtelevä poraus voi lisätä tuottavuutta 2,5-kertaiseksi ja pidentää työkalun käyttöikää kolme kertaa.
Leikkaus säteittäisellä tärinällä vaikuttaa negatiivisesti käsittelyn tuloksiin - karheusparametrit kasvavat, koska leikkuureunan liike tärinän aikana kiinnittyy suoraan koneistettuun pintaan. Myös leikkuuterän työskentelyolosuhteet ovat epätyydyttävät, koska leikkuureuna havaitsee suuren kuormituksen värähtelevän liikkeen aikana, minkä seurauksena reunojen kuluminen ja lohkeilu lisääntyy.
Leikkausta tangentiaalisilla värähtelyillä eli kehän leikkausnopeuden suuntaisilla värähtelyillä käytetään lisäämään merkittävästi tuottavuutta ja työkalun käyttöikää. Menetelmä osoitti positiivisia tuloksia sorvauksessa, jyrsinnässä, kalvauksessa, kierteittämisessä, hionnassa ja hiomatyökalujen teroittamisessa.
Käytetyt laitteet
Koneistusta käytetään erikoistuneissa yrityksissä, joissa on riittävä määrä tuotantotiloja ja tarvittavat laitteet.
Pintakerrosten poistamiseksi tuote käsitellään sorvilla ja jyrsinkoneilla. Suosituimmat niistä ovat:
- CNC-sorvauskeskukset;
- pystysuorat jyrsinkoneet.


Uudet työvälinemallit mahdollistavat korkean geometrian tarkkuuden ja pinnan karheuden säilyttämisen.
Laitteita, joiden avulla voit käsitellä materiaalia mekaanisesti, on tarjolla laaja valikoima. Jokainen yritys päättää itsenäisesti tietyn laitteen ostotarpeesta. Esimerkiksi joillakin teollisuudenaloilla asennetaan pyöriviä koneita, jotka voivat käsitellä halkaisijaltaan jopa 9 metriä olevia tuotteita.
 Seuraavat laitteet ovat vakiovarusteita, jotka on varustettu kaikissa yrityksissä, jotka käsittelevät metallituotteita mekaanisin keinoin:
Seuraavat laitteet ovat vakiovarusteita, jotka on varustettu kaikissa yrityksissä, jotka käsittelevät metallituotteita mekaanisin keinoin:
- jyrsintä;
- pyydysten hobbing;
- säteittäinen poraus;
- vaakasuuntainen poraus;
- pystysuora poraus.
Painekäsittelylaitteet
Takominen voidaan tehdä käsin vasaralla ja alasimella. Mekaaninen menetelmä koostuu lämmitetylle metallipinnalle lasketun puristimen käyttämisestä.
Molemmat laitteet ovat mekaanisia. Mutta vasara iskee, minkä ansiosta käsitelty pinta saa halutun muodon ja puristin kohdistaa painetta.
Vasara voi olla seuraavan tyyppisiä:
- höyryä;
- höyry-ilma;
- putoaminen;
- kevät.
 Vasara
Vasara
On myös useita puristuslaitteita:
 Paina kaavio
Paina kaavio
- hydraulinen;
- höyry-hydraulinen;
- ruuvi;
- kitka;
- epäkesko;
- kampi;
- kevät.
Ennen painekäsittelyn jatkamista metallin pinta lämmitetään. Viime vuosina kuumaaltistuksen sijaan on kuitenkin käytetty useammin kylmäaltistusta, jota kutsutaan leimaamiseksi. Leimaus soveltuu kaikenlaisten metallien työstämiseen. Sen avulla voit antaa tuotteelle halutun muodon vaikuttamatta materiaalin fyysisiin ominaisuuksiin.
Suosituimpia leimaustyyppejä ovat:
- taivutus;
- venyttely;
- puristus;
- laudaksi;
- nurjahdus;
- purkaminen.
 metallin leimaaminen
metallin leimaaminen
Taivutuksella muutetaan metallielementin aksiaalista muotoa, ja se suoritetaan taivutusmuotteihin ja puristimiin kiinnitetyllä ruuvipuristimella. Venyttely suoritetaan kehruukoneella ja sitä käytetään monimutkaisten tuotteiden luomiseen. Puristamalla ontelon sisältävän osan poikkileikkaus pienenee. Muotoilua käytetään tilamuotojen elementtien luomiseen. Näiden töiden suorittamiseen käytetään erityisiä muovausmuotteja.
Esitys aiheesta Jäteveden käsittelyn biologiset menetelmät. Biologisen jätevedenpuhdistuksen periaate on, että mikrobit pystyvät tietyissä olosuhteissa hajottamaan orgaanista ainetta. transkriptio
1
Biologiset jäteveden käsittelymenetelmät
2
Biologisen jätevedenpuhdistuksen periaate on, että mikrobit pystyvät tietyissä olosuhteissa hajottamaan orgaanisen aineksen yksinkertaisiksi aineiksi, kuten vedeksi, hiilidioksidiksi jne.
3
Biologiset jätevedenkäsittelymenetelmät voidaan jakaa kahteen tyyppiin jäteveden saasteiden käsittelyyn osallistuvien mikro-organismien tyyppien mukaan: 1. Aerobiset biologiset menetelmät teollisuus- ja kotitalousjätevesien käsittelyyn (mikro-organismit tarvitsevat happea elintärkeään toimintaansa) ilman happea).
4
Aerobisia bakteereja käyttävät jätevedenkäsittelymenetelmät jaetaan sen mukaan, missä säiliössä jätevettä hapetetaan. Säiliö voi olla biolammi, biologinen suodatin tai suodatuskenttä.
5
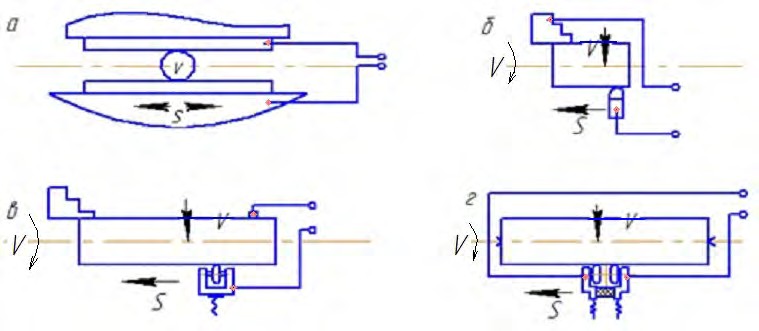
Aerobisten käsittelymenetelmien toimintaperiaatteet: a) aktiivilietteellä (aerotankit); b) biofilmillä (biosuodattimet), c) aktiivilieteellä ja biofilmillä (bioten).

6
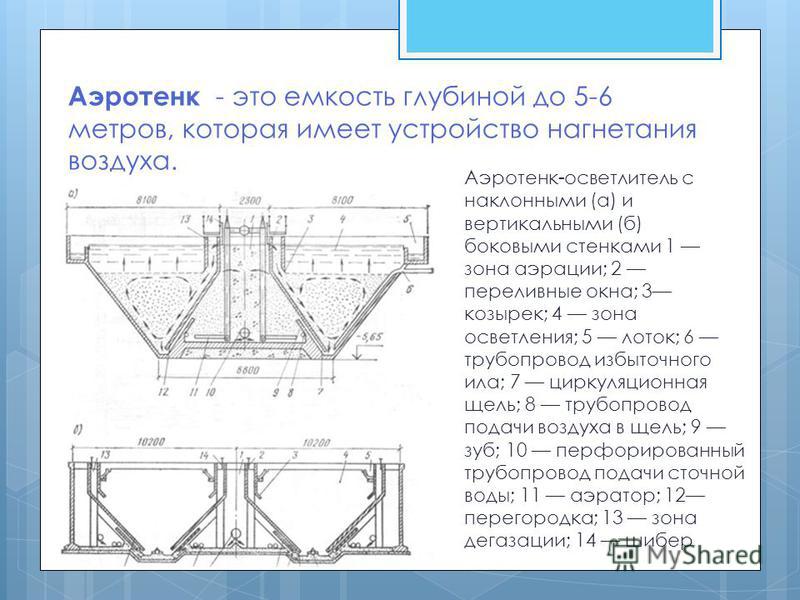
Aerotank on jopa 5-6 metriä syvä kontti, jossa on ilmanruiskutuslaite. Aerotankki-selkeytin vinoilla (a) ja pystysuoralla (b) sivuseinillä 1 ilmastusvyöhyke; 2 ylivuotoikkunaa; 3 visiiri; 4 selkeytysvyöhyke; 5 lokero; 6 ylimääräinen lieteputki; 7 kiertorako; 8 putki ilman syöttämiseksi rakoon; 9 hammas; 10 rei'itetty jätevesiputki; 11 ilmastin; 12 osio; 13 kaasunpoistoalue; 14 portti
7
Aerotanks-syrjäyttäjiä käytetään kotitalouksien ja teollisuuden jätevesien käsittelyyn, jonka epäpuhtauksien pitoisuus BODp:na on enintään 500 mg / dm 3.

8
Aerotanks-sekoittimille (täydellisen sekoittumisen aerotankkeja) on ominaista tasainen lähdeveden ja aktiivilietteen syöttö rakenteen pituudella ja tasainen lieteseoksen poisto.

9
Biologinen suodatin Biologinen suodatin on säiliö, joka on täytetty karkealla materiaalilla. Mikro-organismien pesäkkeet elävät tämän materiaalin hiukkasissa.
10
Perinteisessä biosuodattimessa nitrifikaatio- ja denitrifikaatioprosessit voidaan suorittaa jäteveden orgaanisten aineiden biohajoamisen ohella. nitrifioijat muuttavat ammoniumtypen nitriittien typeksi ja nitraatit denitrifioijat muuttavat nitraattitypen molekyylitypeksi tai muuksi haihtuvaksi typeksi Biosuodattimen yläosan biokenoosiin kohdistuu suuria orgaanisten aineiden kuormituksia, joten tähän osaan muodostuu biokalvo, koostuu heterotrofeista, jotka hapettavat intensiivisesti orgaanisia jäteaineita vettä.
11
Kuormausmateriaalin tyypin mukaan kaikki biosuodattimet jaetaan kahteen luokkaan: tilavuuskuormituksella Biologisissa suodattimissa, joissa on tilavuuskuormitus, käytetään vahvan kiven mursketta, kiviä, kuonaa ja paisutettua savea. tasomaisilla In suodattimilla tasomaisella kuormituksella - muovit, jotka kestävät 6 - 30 0C lämpötiloja lujuuden menettämättä.
12
Yleisesti hyväksytyn luokituksen mukaan erotetaan tilavuuskuormituksella varustetut biosuodattimet: tippakuormitetut tornit tasaisella kuormituksella kovatäytteisellä kovalohkopehmeä kuormitus
13
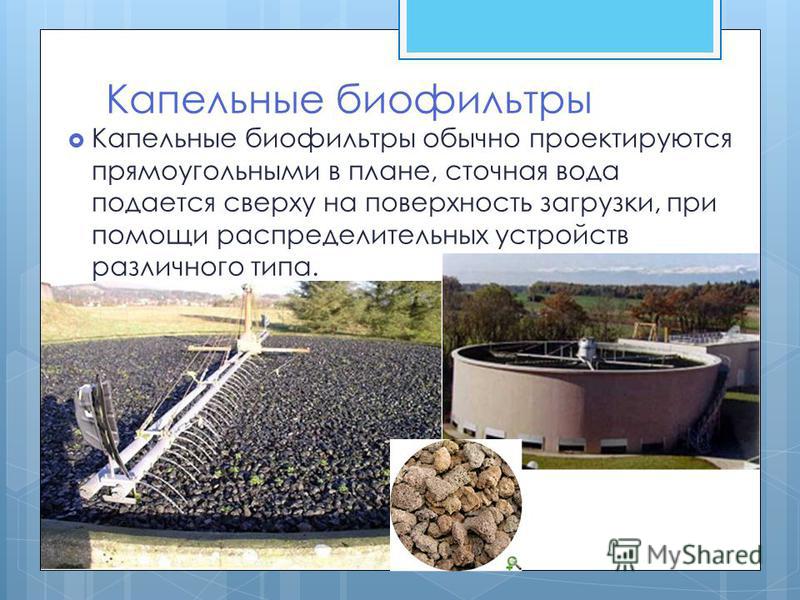
Tippabiosuodattimet Tiputusbiosuodattimet suunnitellaan yleensä suorakaiteen muotoisiksi, jätevesi johdetaan ylhäältä kuormauspinnalle erilaisilla kojeistoilla.
14
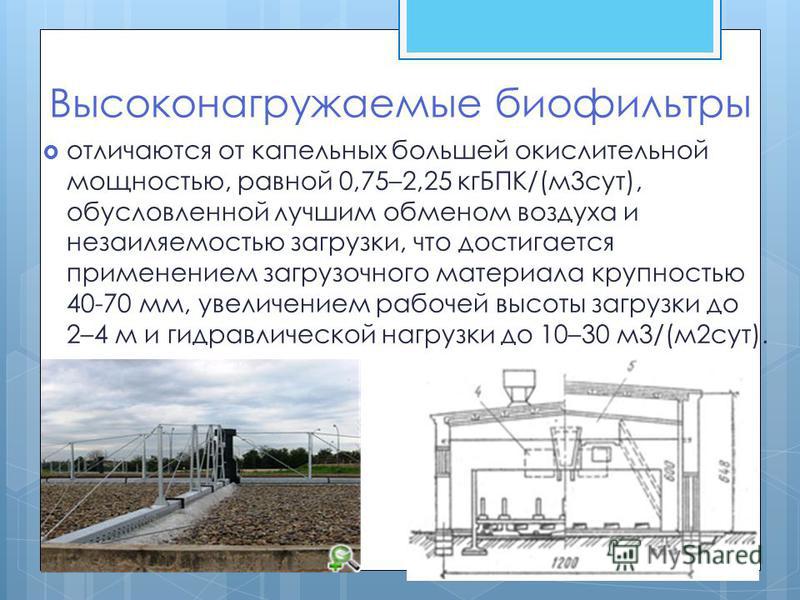
Voimakkaasti kuormitetut biosuodattimet eroavat tippabiosuodattimista suuremmalla hapetusvoimalla, joka on 0,75–2,25 kgBOD/(m 3 vrk), paremman ilmanvaihdon ja ei-lietekuormituksen ansiosta, mikä saavutetaan käyttämällä lastausmateriaalia, jonka hiukkaskoko on mm, nostetaan työkuormauskorkeus 2-4 m ja hydraulinen kuorma 10-30 m3/(m2 vrk).
15
Tasakuormitussuodattimet Biosuodattimien läpäisykyvyn lisäämiseksi käytetään tasakuormitusta, jonka huokoisuus on %. Biofilmin muodostuksen työpinta on 60 - 250 m 2 /m 3 kuormitus.

16
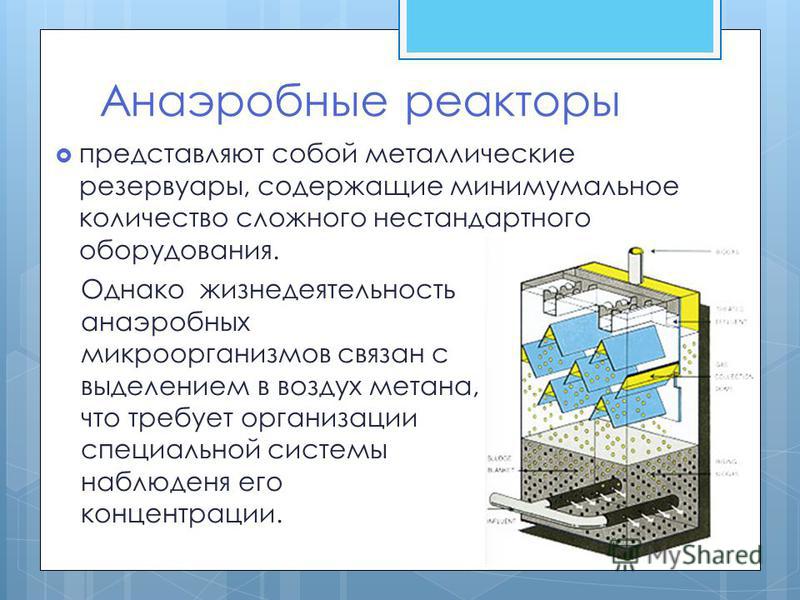
Anaerobiset reaktorit Anaerobisten mikro-organismien elintärkeä toiminta liittyy kuitenkin metaanin vapautumiseen ilmaan, mikä edellyttää erityisen järjestelmän järjestämistä sen pitoisuuden valvontaan. ovat metallisäiliöitä, jotka sisältävät vähimmäismäärän monimutkaisia ei-standardilaitteita.
17
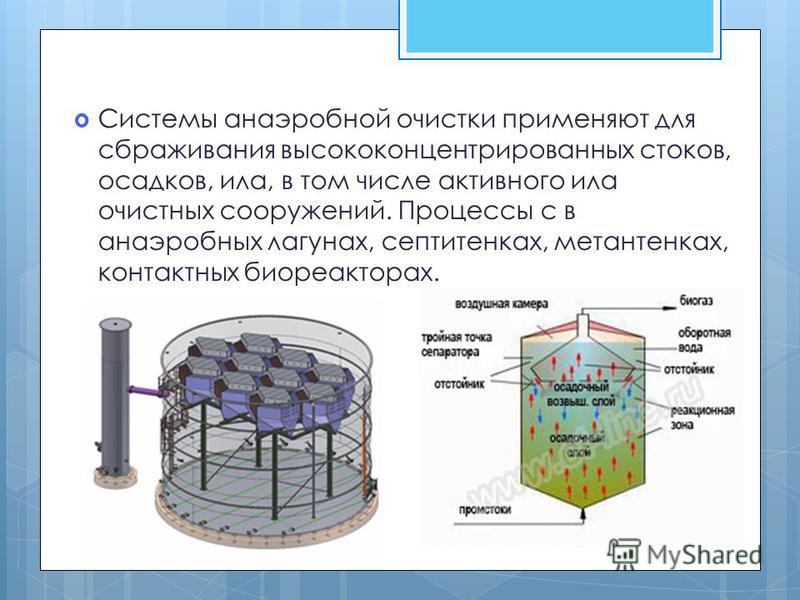
Anaerobisia käsittelyjärjestelmiä käytetään erittäin väkevien jätevesien, saostuksen, lietteen, mukaan lukien käsittelylaitosten aktiivilietteen, käymiseen. Prosessit anaerobisissa laguuneissa, saostussäiliöissä, keittimissä, kontaktibioreaktoreissa.
18
Kiitos huomiostasi!
Kemialliset sterilointiaineet
Tuhoaminen
mikro-organismeja kemikaalien kautta
aineita kutsutaan desinfiointi
(alkaen lat.
infektio
- infektio ja ranska. negatiivinen
etuliitteet des).
Kemikaaleja käytetään
patogeenisten mikro-organismien tuhoaminen
ulkoisen ympäristön esineissä - työpaikalla
paikka, sisätiloissa, työvaatteissa,
kädet, tekniset laitteet ja
inventaario.
TO
tarkoitukseen käytetyt aineet
desinfiointi, useita
vaatimukset:
- he
on liukeneva helposti veteen;
- v
lyhyt aika näyttää bakteereja tappavan
toiminta;
- ei
on myrkyllinen vaikutus
ihmiset ja eläimet;
- ei
vahingoittaa desinfiointia
kohteita.
Desinfiointiaineet
aineet on jaettu useisiin
ryhmät:
1.
Klooria sisältävät yhdisteet (kloori
kalkki, natriumhypokloriitti, kloramiini,
pantosidi, chlordesiinisulfoklorantiini ja
jne.).
2.
Jodiin ja bromiin perustuvat yhdisteet
(jodopyriini, dibromantiini).
3.
Hapettavat aineet (vetyperoksidi, permanganaatti
kalium jne.).
4.
Fenolit ja niiden johdannaiset (fenoli, lysoli,
kreoliini, heksaklorofeeni).
5.
Raskasmetallisuolat (natriummertiolaatti,
syövyttävä sublimaatti).
Antimikrobinen
hapot ja niiden
suolat (boori, salisyyli), emäkset, alkoholit
(70 % etanoliliuos) aldehydit
(formaldehydi).
Annettu
myös bakteereja tappavat saippuat: fenoli,
terva, "Hygienia", sisältää 3-5 %
heksaklorofeeni.
Laitteet mekaaniseen jätevedenkäsittelyyn
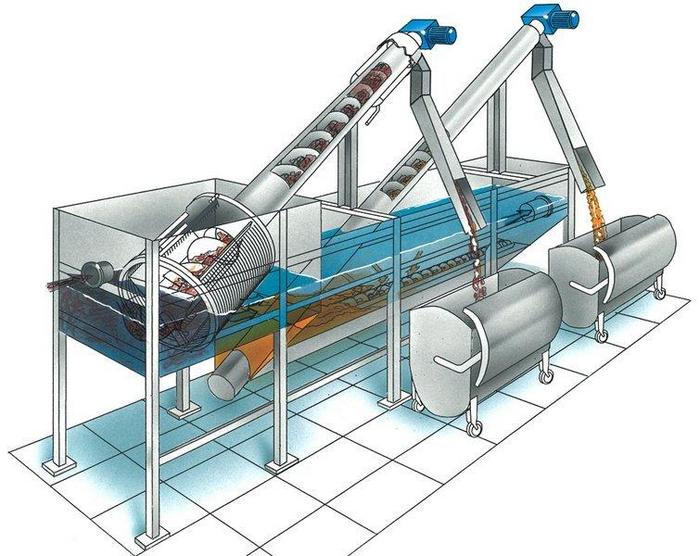
Jotta puhdistusprosessi sujuisi mahdollisimman perusteellisesti, käytetään erilaisia tiloja:
Ristikot pitävät elementtejä suurista keskikokoisiin. Ritilät asennetaan nesteen virtauksen suuntaan, ja elementit voidaan asentaa vinoon tai pystysuoraan, mutta ritilöiden poskiontelot on varustettava haravan hampailla, jotka poistavat roskat ja lähettävät jätteet hihnalle. Sen jälkeen roskat lähetetään murskaimeen, jos menetelmä ei sisällä välittömästi murskaimen ritilöiden asentamista roskien vangitsemiseksi ja jauhamiseksi.
Hiekkaloukkuja käytetään pitämään hiukkasia, joiden ominaispaino on pieni. Koska jopa pienten hiukkasten ominaispaino on suurempi kuin veden ominaispaino, sulkeumat asettuvat pohjalle. Siksi hiekkaloukkujen toimivuus riippuu suoraan veden virtauksen nopeudesta. Pääsääntöisesti laitteet on suunniteltu pitämään elementtejä enintään 0,25 mm, kun taas virtausnopeus on erityisesti säädelty: 0,15-0,3 m/s vaakasuoralla virtauksella
On tärkeää ymmärtää, että veden liikkeen on oltava suoraviivaista tai pyöreää, mutta vaakasuoraa, vain tässä tapauksessa hiekkaloukkujen elementit toimivat täydellä voimalla. Laitteiden puhdistusmenetelmänä voidaan käyttää joko pumppua, joka imee kerätyn hiekan pois, tai kaavin, kaira, hydraulinen elevaattori keskitetyillä puhdistuslaitoksilla
Hiekkaloukut pystyvät puhdistamaan virtoja 75 prosentilla mineraaliepäpuhtauksista - tämä on melkein ihanteellinen indikaattori.
Selkeytyssäiliöitä käytetään myös laitteina mekaanisten epäpuhtauksien erottamiseen jätevedestä. Sedimentaatiosäiliöitä on monenlaisia:
ensisijainen, asennettu biokäsittelyasemien eteen;
toissijaiset, jotka asennetaan biokäsittelyasemien jälkeen.
Suunnitteluominaisuuksiensa mukaan sedimentaatiosäiliöt voivat olla vaakasuuntaisia, säteittäisiä ja pystysuuntaisia.
- Myös lietepatjat sisältyvät mekaaniseen jätevedenkäsittelyyn. Niitä käytetään sedimentointisäiliöihin ja muihin rakenteisiin jääneen lietteen keräämiseen. Päästöjen kuivaus- ja jakeluprosessi tapahtuu täsmälleen lietekohteissa, kun taas kosteus laskee 75 prosenttiin, mikä vähentää päästöjen määrää 3-8 kertaa. Rakenteena tontti on maavallien rajaama paikka. Kuivumisen jälkeen lietteen jäämät kerätään ja poistetaan, ja tällä tavalla puhdistettu nestevirta pääsee osittain maaperään, osittain haihtuu. Loput interstitiaalisesta vedestä pumpataan puhdistamoille, joissa biologista käsittelyä käytetään jo ennestään, koska se sisältää suuren määrän hienojakoisia hiukkasia, joita mekaaniset loukut eivät pysty saostamaan.
On syytä muistaa, että epäpuhtauksien mekaaninen poistoprosessi ei aina vapauta haitallisia aineita kokonaan ja virtojen biologista käsittelyä tarvitaan.


