Mitat
Mikä putki valita vesihuoltoon - tässä vaiheessa lukija voi jo päättää. No, entä hänen kokonsa?
Tarvittavan putken halkaisijan määrittämiseksi on olemassa erityisiä hydrodynaamisia taulukoita.
Ne alkavat vaaditusta vedenkulutuksesta litroissa ja ottavat huomioon useita tekijöitä:
- putkimateriaali ja siihen liittyvä sisäseinien karheus;
- Vesisyötön pituus (mitä suurempi se on, sitä enemmän vastusta vesi kokee liikkuessaan putken läpi;
- Putken kierrosten lukumäärä;
- Teräsputken väistämätön liikakasvu.
Kaikki nämä laskelmat ovat kuitenkin suurimmaksi osaksi insinöörien tarpeen rakennusprojektia kehitettäessä: siellä pelkkä putken halkaisijan pienentäminen minimiin tuo suuria säästöjä.
Koska vesihuollon teräsputki on halveksittu, liikakasvuongelma voidaan myös unohtaa.
Ja jos on, säännöt ovat yksinkertaiset:
- Veden syöttämiseksi omakotitaloon voidaan käyttää galvanoitua putkea, jonka halkaisija on 3/4 tuumaa, polyeteeni- tai polypropeeniputkea, jonka halkaisija on 26 millimetriä. Muistamme, että polyeteeniä käytetään vain kylmään veteen;
- Johdot talon tai asunnon ympärillä on galvanoitua tai kuparia, jonka halkaisija on 1/2 tuumaa; metalli-muovi, jonka halkaisija on 16 mm, polypropeeni tai polyeteeni, jonka ulkohalkaisija on 20 mm.

Nämä mitat riittävät mihin tahansa kodin kohtuulliseen määrään LVI-laitteita.
Esityö
Kaavio sisä- ja ulkopiipusta teräsputkesta
Valmisteleva työ ennen savupiipun asentamista metalli- tai sandwich-putkesta sisältää: lähtörakenteen kaavion laatimisen, kytkettävien elementtien lukumäärän laskemisen, liitossolmujen ja kattojen liitosten laskemisen. Kun nämä ehdot täyttyvät, voit siirtyä materiaalin ostamiseen ja rakenteen asentamiseen.
Valmisteluprosessissa on otettava huomioon seuraavat ehdot:
- Huoneen sisällä olevan esivalmistetun savupiipun on oltava pystysuorassa ylöspäin. Enintään 45 asteen kulma on sallittu. Vaakasuunnassa haarautuessa putken enimmäispituus on enintään yksi metri.
- Uunin tai kattilan poistoputkesta tulevan elementin pituus saa olla enintään yksi metri. Tiiliuuneissa käytetään liitoselementtinä yksiseinäistä metalliputkea, jossa on vesisäiliö.
- Sandwich-piipun yksittäisten osien telakointi ei ole sallittua väli- ja ullakkokerrosten paikalle eikä kattorakenteessa.
- Paikat, joissa putki kulkee väli- ja ullakkolattian läpi, on lisäksi suojattu metallilaatikolla tai erityisellä sandwich-renkaalla. Etäisyys putken ulkopinnasta laatikon seiniin on vähintään 15-17 cm. Leikkauksen puuttuessa etäisyys kasvaa 50 cm:iin.
- Puhdistus- ja tuuletusaukot tulee sijoittaa savupiipun alaosaan (kiuasputkesta höyryhuoneen kattoon). Lattiavälistä poistuttaessa savupiippu suunnataan pystysuoraan ylöspäin. Haara saa asentaa, kun putki osuu kantavaan palkkiin tai muuhun kattoelementtiin.
- Palavista materiaaleista (kattomateriaali, isospan, lasieriste) tehtyjen kattojen osalta savukanavan päähän asennetaan deflektori, jossa on hienoverkkoinen kipinänsammutin.
Ennaltaehkäisevästi savupiippu tulee tarkastaa puolen vuoden välein. Lämmityslaitteita usein käytettäessä savupiippu puhdistetaan vähintään kerran neljänneksessä.
Vivahteita
Lopuksi muutamia yleisiä vinkkejä putkien valintaan ja asennukseen:
-
Jos pidät metalli-muoviputkista, valitse puristusliittimet
, ilman kierrettä ja liitosmutteria. He eivät ymmärrä, mutta virtaavat paljon harvemmin; -
Pitkät lujittamattomat polypropeeniosat kuumalla vedellä on sisällettävä liikuntasaumat
- U-muotoiset mutkat tai silmukat; -
Tasoitteeseen tai kipsiin asennetaan vain putket, joilla on pieni lämpölaajenemiskerroin
- galvanoitu, kupari, metalli-muovi tai vahvistettu polypropeeni. Tietenkin puhumme edelleen kuumasta vedestä; - Kaikkien liitäntöjen, lukuun ottamatta polypropeeniin hitsattuja ja kuparille juotettuja, on oltava käytettävissä korjauksen jälkeen.
. Ensinnäkin tämä koskee metalli-muovia; - Suodattimien käyttö asunnon sisäänkäynnissä on pakollista. Ne pidentävät sekä hanojen että kodinkoneiden käyttöikää.

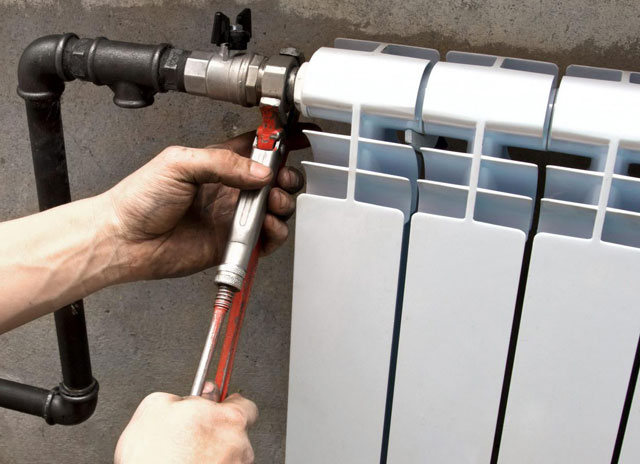
Teräslämmitysputkien asennus
Lämmitysputkien asennus teräsputkista voidaan suorittaa kahdella tavalla: kierre ja hitsaus. Molemmat menetelmät ovat melko luotettavia, mutta tekniseltä kannalta melko monimutkaisia, ja siksi niiden toteuttaminen vaatii ammattilaisten osallistumista.
Kun teräsputkia liitetään kierteellä, on ensin leikattava kierteet liitettyjen tuotteiden päistä, minkä jälkeen ne yhdistetään toisiinsa liittimillä, liittimillä, kannakkeilla ja muilla välituotteilla, joiden laadulle tulee antaa erityistä huomiota. huomio

Pellavaa ei suositella tavallisten teräsputkien käämitykseen, koska jatkuva kosteus kierreliitoksessa voi johtaa korroosioon.
Hitsausliitosmenetelmä on vielä luotettavampi, mutta toisin kuin kierreliitos, se on yksiosainen, eli liitoksen purkaminen tarvittaessa tulee mahdottomaksi.
Teräsputkien hitsausprosessin voivat suorittaa vain pätevät asiantuntijat. Tämä työ edellyttää erityisten hitsauslaitteiden saatavuutta, joiden kanssa työskentely on merkittäviä vaikeuksia ja ei ole ammattitaidon omaavien ulottuvilla.
Yleensä hitsaustyötä suoritettaessa on noudatettava seuraavia tärkeitä sääntöjä:
Lämmityksen asentaminen teräsputkien läpi tulisi aloittaa nousuputken asennuksella; ja sitten putkilinja tulee asentaa nousuputken puolelta. Useimmissa tapauksissa työtä asunnoissa ei kuitenkaan tehdä tyhjästä, vaan se tarkoittaa vanhentuneiden lämmitysyhteyksien korvaamista.
Siksi hitsausprosessilla voi tilanteesta riippuen olla tiettyjä ominaisuuksia.Sinkityt teräsputket hitsataan itsesuojatulla langalla, jonka halkaisija on noin 1 millimetri. Joissakin tapauksissa on mahdollista käyttää elektrodeja, joiden halkaisija on enintään 3 millimetriä ja joissa on rutiili- tai kalsiumfluoridipinnoite.Sinkittämättömien teräsputkien liitäntä lämmitykseen, joiden halkaisija kotona on yleensä enintään 25 millimetriä, on useimmiten päällekkäin. Tällaisten putkien kokoonpano päittäishitsausmenetelmällä suoritetaan vain yrityksissä. Teräsputkia liitettäessä hitsaussauman tulee olla tasainen liitettävien tuotteiden pintaan nähden, eikä siinä saa olla painumia, halkeamia tai muita vikoja ja puutteita ( lue: "Vaihtoehdot galvanoitujen putkien hitsaukseen - edut ja haitat tapoja").
Asennuksen päävaiheet
Lämmitysjärjestelmän asennus teräsputkista ei vaadi erityisiä taitoja. Riippuen materiaalista, josta osat on valmistettu, sinun on valmistettava hitsauskone tai kaasupoltin. Lämmitysjärjestelmän putkien asennuksen päävaiheet:
- Piirrä piirustus lämmitysjärjestelmän sijainnista rakennusprojektin mukaan. Kuvassa mitat, avainkomponentit, johdot, patterit, ohjauspaneeli, vedenpoistoventtiilit.
- Tyhjennä huone tarpeettomista esineistä, puhkaise seinät, tee reikiä putkille.
- Kokoa järjestelmä yksittäisistä osista, tee uloskäynnit lämpöpattereihin. Telakointipisteet hitsataan sähkökaarella tai kaasulla laitteen suuttimesta. Saumat puhdistetaan, käsitellään korroosionestoaineilla.
Ennen lämmitysputkien asentamista sinun on harkittava johdotussolmuja, ohjausjärjestelmää ja putkiston sulkemista.Tämän lisäksi on tarpeen tehdä talon ulkopuolelle erillinen hana, jonka kautta vesi voidaan kaataa järjestelmästä. Patterit on varustettava lämpötilansäätimellä, nesteen syöttöllä. Ensimmäisen ajon tulisi olla koekäyttö yleisen suunnittelun eheyden tarkistamiseksi.
Lämmön asennus omakotitaloon. Osa 2. Työskentelemme metalliputkien kanssa.
 Katso tämä video YouTubessa
Katso tämä video YouTubessa
Suunnittelu ja ominaisuudet

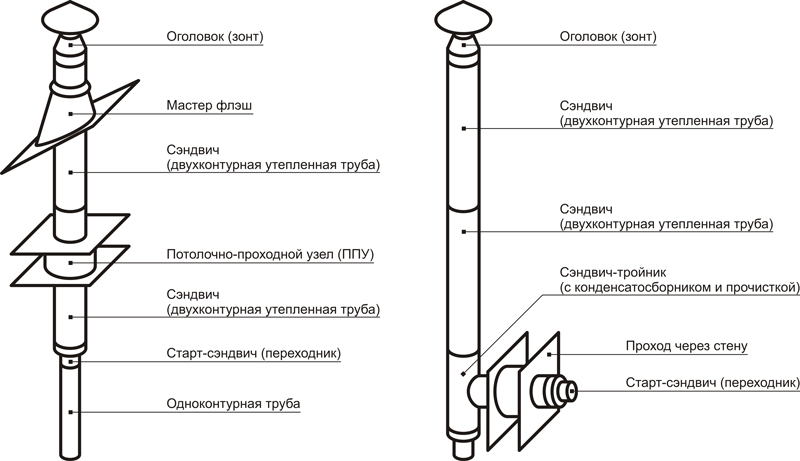
Sandwich-putkista valmistetun modulaarisen savupiipun elementit
Sandwich-putken teräspiippu on jaettu kahteen tyyppiin lähtötavan mukaan: ulkoinen ja sisäinen. Ulkoinen savupiippu tuodaan ulos kantavan seinän läpi ja kiinnitetään tasoon erikoiskiinnikkeiden avulla.
Savupiipun kokoamiseen käytetään seuraavia elementtejä:
- liitin/sovitin haaraputkea varten;
- sandwich-putki 50–100 cm pitkä;
- putki tarkastusovella;
- mutka/kyynärpää 30–45º kiertokulmalla;
- puristus / puristus kaulus;
- interfloor kiinnitys;
- metallilaatikko lattianvälistä uloskäyntiä varten;
- metallilevy lattian suojaamiseen;
- esiliina ja suojaava kartio;
- kartiomainen pää/deflektori.
Joidenkin modulaaristen sandwich-piippujen rakenne sisältää lauhteenkerääjän, äänenvaimentimen, erilaisia tiiä ja tulppia. Elementtien nimet voivat vaihdella valmistajasta ja täydellisyydestä riippuen.
Savukanavan lieriömäisellä osalla varustetun savupiipun yleinen toimintaperiaate on sama. Ilman lämpötilojen eron vuoksi putken sisällä ja ulkopuolella syntyy tuuletusvaikutus, jota kutsutaan vedoksi. Kuuman ilman tiheys on useita kertoja pienempi kuin kylmän ilman tiheys. Tämä aiheuttaa paine-eron putken pohjassa (suuttimen) ja huoneen ulkopuolella. Tästä johtuen kaasut ja palamistuotteet nousevat nopeasti savukanavan läpi spiraalimaisesti kiertyneinä ja poistuvat putken pään läpi.
Vetovaikutus riippuu suoraan savukanavan poikkileikkauksesta, sen mutkien lukumäärästä ja korkeudesta. Näiden parametrien laskemiseksi sinun tulee käyttää erityistä taulukkoa, joka perustuu uunin kokoon ja putken osuuteen.
Asennustyöt
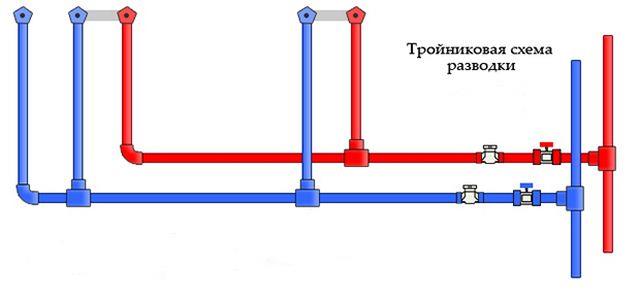
T-johdotuksen periaate on mahdollisimman yksinkertainen ja järjestelmän asennus ei myöskään aiheuta ongelmia, ei myöskään aloittelevalle putkimiehelle. Työt tehdään seuraavassa järjestyksessä:
- putket ja lisälaitteet ostetaan aiemmin laaditun kytkentäkaavion mukaan. Vakioverkko sisältää laitteita, kuten vedenpoistoaukot, hanat, karkeasuodattimet, mittarit, tiitat ja kulmakappaleet;
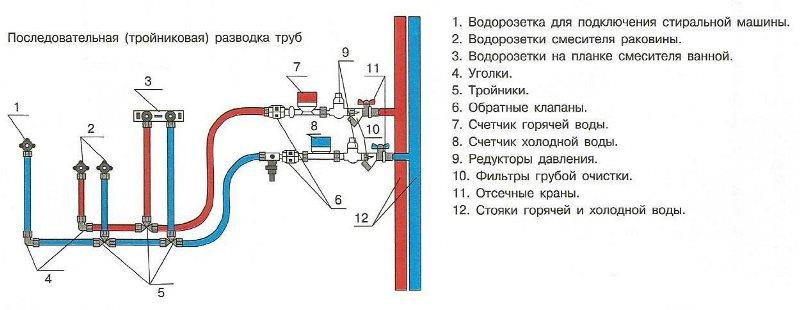
Normaali T-kytkentäkaavio
- keskusnousuputki on kytketty syöttöputkeen. Hana on asennettu risteykseen, joka mahdollistaa järjestelmän vedensyötön katkaisun;
- putket tuodaan vähitellen kaikkiin asunnon / maalaistalon saatavilla oleviin kulutuslähteisiin;

Johdot kylpyammeen ja pesualtaan yhdistämiseen
- LVI-laitteet on kytketty putkiin.
Esteettisen ulkonäön saavuttamiseksi putket voidaan sulkea erityisillä laatikoilla tai "piilottaa" seinään.
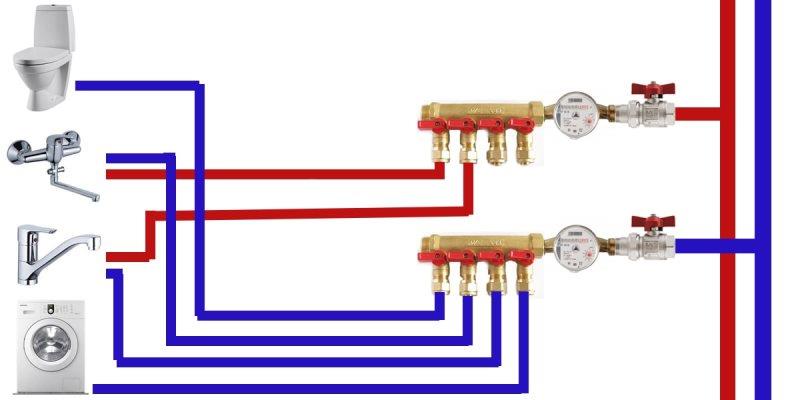
Keräimen johdotuksen asennus suoritetaan seuraavan kaavion mukaisesti:
- kytkentäkaaviota kehitetään, tarvittavat materiaalit ostetaan;
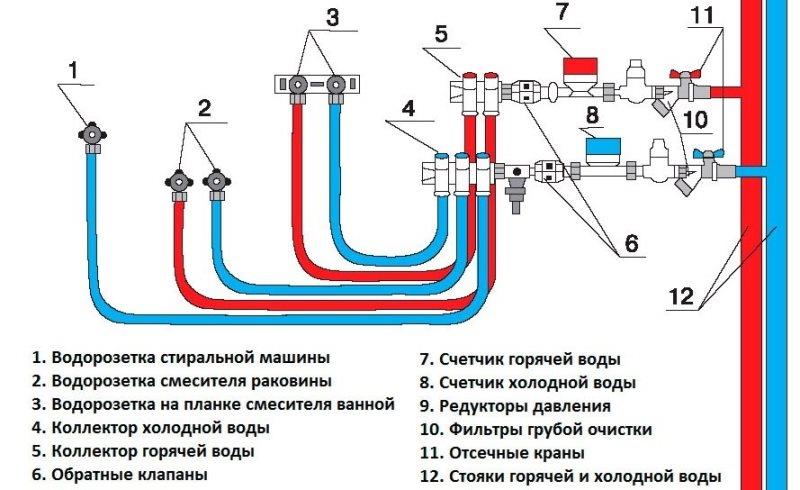
Keräimen kytkentäkaavio
- keräimet on kytketty keskusviemäriin. Ennen jokaista laitetta on suositeltavaa asentaa lisäksi hana järjestelmän sulkemiseksi kokonaan, karkea suodatin, vesimittari ja takaiskuventtiili, mikä pidentää järjestelmän ja sen yksittäisten elementtien käyttöikää;

Laitteiden järjestelyjärjestys ennen keräimen asentamista
- liitäntä ja putkisto jokaiseen putkistoon.
Videossa on yleiskatsaus keräimen johdotukseen ja laitteiden asennusjärjestykseen.
Kaikki putkien, liitosten ja laiteliitäntöjen liitokset on tiivistettävä. Ennen järjestelmän käyttöönottoa on suositeltavaa tarkistaa liitosten tiiviys ja lujuus käyttämällä maksimipainetta.
Yhteysmenetelmät
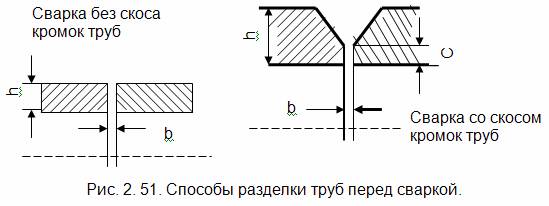
- Happi-polttoainehitsausmenetelmän soveltaminen tasapäisten putkien liittämiseen.
- Liitosruuvin käyttö, joka on tiivistetty erityisellä tiivisteellä, joka varmistaa liitoksen tiiviyden.
- Laippakiinnikkeet, joissa liitos pultataan putken päihin.
Putkien liittämiseen pattereihin suositellaan kaasugeneraattoria. Etusija olisi annettava saumattomille putkille, korkealaatuisille kannuille ja lämpöpattereille. Kytkentäkaavio koostuu seuraavista vaiheista:
- Vanhojen putkien leikkaaminen, niiden lyöminen irti kattoliitoksista ja sen jälkeen uusien teräsputkien vetäminen lämmitystä varten;
- Putken lämmitys, taivutus ja hitsausvapaa liitäntä jäähdyttimeen;
- Taajuusmuuttajan asennus sopivalla kierteellä, minkä jälkeen jäähdyttimen ruuvaus;
- Silikonitiivisteen tai pellavakuitujen levitys kierteisiin estämään vesivuotoja.
Ennen asennusta on tarpeen tarkistaa kaikkien elementtien eheys, koska oikea ja laadukas asennus on avain lämmitysjärjestelmän pitkäaikaiseen toimintaan.
Miten ja mitä eristää

Palamaton lämmöneristysmateriaali sylintereissä savupiippujen eristykseen
Savupiipun eristys suoritetaan sekä sen asennusvaiheessa, jos materiaaliksi valittiin yksiseinäinen teräsputki, että rakenteen rakentamisen jälkeen. Teräspiippujen eristämiseen käytetään palamattomia eristystyyppejä: paisutettua savea, mineraali- ja basalttivillaa.
Eristeen paksuus riippuu ilman lämpötilasta talvella ja valitaan yksilöllisesti tietyntyyppiselle savupiippulle. Esimerkiksi Rockwoolin lämpöä eristävä sylinteri, jonka paksuus on 300 mm ja poikkileikkaus 133 mm, maksaa 275 ruplaa lineaarimetriltä.
Vaihtoehto sylintereille ovat ommeltu matot - tämä on saman koostumuksen lämmitin rullassa, joka asennuksen aikana on säädettävä savupiipun ulkohalkaisijaan. Mattojen koko vaihtelee valmistajan mukaan. Esimerkiksi TechnoNIKOLIN ompelumatto, jonka mitat ovat 2400x1200x40, maksaa 970–1000 ruplaa pakettia kohden.
Metallilämmitysputkien liittäminen ilman hitsausta
Nopein tapa liittää ilman hitsausta on puristusliitin. Harkitsemme kuitenkin muita menetelmiä: kierreliitäntä ja korjaus- ja asennuspidikkeen asennus. Jälkimmäistä käytetään sekä telakointiin että metallin halkeilusta johtuvien vuotojen poistamiseen.
Lanka
Kierreliitos on mahdollista muodostaa vain, jos putkeen on vapaa pääsy, ts. asennuksen alkuvaiheessa. Muissa tapauksissa langoitus on melko ongelmallista tai mahdotonta. Itse menettely suoritetaan seuraavan kaavion mukaisesti:
Valinnan kriteerit
Ennen kuin teet lämmitysjärjestelmän metalliputkista, sinun on ostettava kulutusosia
Kun valitset, sinun on kiinnitettävä huomiota sellaisiin tekijöihin:
- painovoima tai pakotettu järjestelmä;
- materiaali, josta osat on valmistettu;
- muoto, mitat;
- asennusmenetelmät;
- suurin kuormitus, jonka osat, liitännät voivat kestää;
- sallitut paineen, lämpötilan indikaattorit.
Eri materiaaleista valmistetuilla lämmitysasennuksilla on tiettyjä ominaisuuksia, jotka vaikuttavat putkilinjan suorituskykyyn.

Putkien valinta lämmitykseen
hinnat
Lämmitysjärjestelmän luomiseen tarvittavien osien hintaan vaikuttaa halkaisija, käytetty materiaali, valmistaja. Jos puhumme ei-rautametallituotteista, niiden hinta määräytyy materiaalin mukaan. Esimerkiksi 1 metri kupariputkea maksaa noin 250 ruplaa. Rautametallien hinta määräytyy massan mukaan. Yksi tonni valurautatuotteita maksaa 5 tuhatta ruplaa.
Hyvät ja huonot puolet
Ennen kuin ostat osia, sinun on tiedettävä niiden vahvuudet ja heikkoudet. Edut:
- korkea lämmönjohtavuus;
- suurin tiiviystaso;
- lujuus, kulutuskestävyys, kestävyys;
- alhainen hinta.
Metalliputkien haitat lämmitykseen:
- Metalli on altis ruosteelle. Vaatii suojapinnoitteen.
- Siinä on suuri massa, mikä vaikeuttaa asennusta.
- Lisääntynyt kovuus ei salli osien taipumista.
- Asennusta varten sinun on valmisteltava hitsauskone tai kaasupoltin.
Hitsauksen laatu GOST:n mukaan
Kun liität putkia minkä tahansa tyyppisellä hitsauksella, kannattaa seurata sauman laatua
Kun liität putkia minkä tahansa tyyppisellä hitsauksella, kannattaa seurata sauman laatua. Tämä prosessi mahdollistaa hitsausliitosten virheet havaitsemisen ajoissa ja putkistojen paineen alenemisen estämisen. GOST:n mukainen ohjaus suoritetaan useilla tavoilla:
- Hitsin silmämääräinen tarkastus sen muodostuksen kaikissa vaiheissa. Joten silmämääräisen tarkastuksen aikana metallissa on havaittava fistelit, halkeamat ja palovammat. Jos tällaisia vikoja havaitaan, putkisto sulatetaan uudelleen sen jälkeen, kun alikuntoinen osa on leikattu pois.
Putken hitsauksen mekaaniset testit muodostuneen sauman ja putkiliitoksen yli.
Tässä tapauksessa hitsin jännitys, taivutus, iskulujuus tai kireys tarkistetaan linjan käyttötarkoituksesta riippuen. Saadun sauman mekaanisten kokeiden suorittamiseksi käyttäjän on samanaikaisesti suoritettava testiliitosten hitsaus hitsauksen aikana. Ne toimivat sitten näytteinä mekaanista ohjausta varten.
Fysikaalinen menetelmä putkien hitsauksen ohjaamiseksi, jossa käytetään röntgensäteitä, gammasäteitä, ultraääniaaltoja jne. Tällaisia testausmenetelmiä suoritetaan myös vain erikoisputkilinjoille. Tässä tapauksessa tuloksena olevat saumat altistetaan röntgenläpivalaisulle sisäisten halkeamien, huokosten ja kuonan tunnistamiseksi.

Samanaikaisesti sinun tulee tietää, että fyysisen valvonnan suorittamiseen asennusolosuhteissa ei ole vain teollisia röntgenlaitteita, vaan myös liikkuvia. Gammasäteitä käytetään samalla tavalla ja samoihin tarkoituksiin. Hitsin läpi tunkeutuessaan palkki jättää jälkensä kalvoon liitoksen sisäpuolelta.
Ja jos hitsatussa liitoksessa löytyy puutteita ja vikoja, kalvo näissä paikoissa on tummempi. Fyysinen tarkastus suoritetaan standardin GOST 7512-55 mukaisesti. Tässä tapauksessa putkilinjan osat, joissa on tällaisia virheitä liitoksessa, voidaan hylätä:
- Minkä tahansa muotoisia ja kokoisia halkeamia; kuonan esiintyminen hitsissä ja huokosissa, joiden määrä ylittää 10 % putken seinämän paksuudesta; liitoksen puuttuminen, jos sen tilavuus on 15 % tai enemmän metalliseinän paksuus.
- Pneumaattiset ja hydrauliset testit.
https://youtube.com/watch?v=zpU_14iZYc8rel%3D0%26controls%3D0%26showinfo%3D0
- 101santenik.ru
- experttrub.ru
- tubespec.com
- vodakanazer.ru
Erilaisia metalliputkia
Lämmitysputkien valitseminen ei ole helppoa, ne kasvatetaan talon koko kehän ympärille, ja siksi niiden on oltava korroosionkestäviä, vahvoja, luotettavia ja kestäviä pitkään.
On olemassa tietyntyyppisiä putkia, harkitse joitain niistä, niiden etuja ja haittoja:
Ruostumattomasta teräksestä valmistetut putket
Metalliputket lämmitykseen ruostumattomasta teräksestä.
Niitä voidaan kutsua ihanteellisiksi vaihtoehdoiksi useista syistä:
- erittäin pitkä käyttöikä (100 vuotta);
- korkea korroosionkestävyys;
- korkeat lujuusominaisuudet;
- hieno ulkoasu.
Valitettavasti kaikilla näillä korkealuokkaisilla ominaisuuksilla on merkittävä haittapuoli - paitsi putkien, myös niiden asennuksen korkea hinta maksaa sinulle kalliisti. Hyvin usein tämä on syy muuntyyppisten putkien hyväksi.

Teräsputket
Valmistettu korkealaatuisesta teräksestä, jolla on korkea lujuus, erinomainen hitsattavuus ja suhteellisen pitkä käyttöikä. Teräsputkilla on korkea lämmönjohtavuus, mutta tämä etu koskee vain lämmitysjärjestelmää.
Suurin haittapuoli on, että teräsputkia ei ole päällystetty millään ja joutuessaan kosketuksiin veden kanssa tämä johtaa metallin korroosioon.Ruosteisen veden syynä on korroosio, putken sisähalkaisija kasvaa hitaasti, mikä johtaa veden virtauksen vähenemiseen.
Siksi teräsputket ovat edullisia, mutta ne on silti vaihdettava suhteellisen usein.

Galvanoidut teräsputket
Teräsputkien korroosion välttämiseksi niihin levitetään kerros sinkkipinnoitetta, mutta tämä ei suojaa täysin, vaan vain hidastaa korroosioprosessia.
Kupariputket
Näiden putkien edut ovat samanlaiset kuin itse kuparin edut:
- sillä on bakterisidisiä ominaisuuksia;
- on korkea plastisuus;
- melkein ei syöpy;
- pitkä käyttöikä;
- kestää äkillisiä lämpötilan muutoksia;
- kun vesi jäätyy niissä, ne eivät halkeile, joten sinun ei tarvitse ajatella.
Metalliputket valmistetaan erilaisilla teknologioilla, esimerkiksi ne voivat olla saumattomia (saumattomia) tai hitsattuja.
Saumattomat metalliset lämmitysputket ovat ehkä luotettavin ja laadukkain materiaali kaikista olemassa olevista. Ne ovat yksittäinen tuote (miksi niitä kutsutaan saumattomiksi), eikä niitä ole koottu komponenteista.
Tämä tekee niistä kestäviä. Ne voidaan päällystää sinkillä, joka suojaa putkia, eikä ruosteen muodostumisen estämiseen tarvitse ryhtyä toimenpiteisiin.
Tällaiset putket eivät vaadi maalausta tai pohjamaalausta, vain liitoksissa (niissä on kierteet, ja sellaisella käsittelyllä galvanointi vaurioituu). Saumattomat putket sekä hitsatut putket (sinkityt tai sinkittämättömät) yhdistetään erityisillä laitteilla - liittimillä, ja niitä kutsutaan myös liitoksiksi.

Hitsattuja putkia käytetään laajasti monilla teollisuudenaloilla. Uudet ja parannetut hitsaustekniikat takaavat sauman korkean lujuuden, joka ei ole pienempi kuin itse putken lujuus. Kaikki nämä tekniikat mahdollistavat hitsattujen putkien käytön aloilla, joissa voidaan käyttää vain saumattomia putkia.
Metalliputki lämmitykseen, hitsattu saumattomaan verrattuna, valmistetaan pienemmillä paksuuspoikkeamilla ja ohuemmalla seinämällä. Tämä teknologinen ominaisuus on etu.
Paksuutensa mukaan putket ovat seuraavan tyyppisiä:
- vahvistettu paksuus;
- tavallinen;
- keuhkoihin.
Metallin suurella paksuudella on sekä plus (korkea korroosionestokyky) että miinus - niitä on erittäin vaikea taivuttaa asennuksen ja korjauksen aikana.
Lämmitysputkien asennus on melko vaikea ja huolellinen tehtävä talon rakentamisessa tai korjauksessa. Hyvin pienet virheet voivat johtaa lyhyeen käyttöikään tai estää koko järjestelmän.
Erilaisia

Sandwich-putki basalttieristyksellä
Teräsputkien pohjalta kootussa piipussa on kolme tyyppiä:
- Yksiseinäinen - metallista valmistettu savupiippu, jonka paksuus on enintään 2 mm. Se asennetaan olemassa olevaan savupiippujärjestelmään mahdollisten puutteiden poistamiseksi. Esimerkiksi tiili- tai keraamisten savupiippujen vaurioiden korjaamiseen.
- Sandwich-piippu - on kaksiseinäinen rakenne, joka on valmistettu erihalkaisijaisista putkista. Putkien välissä on palonkestävä lämmöneristysmateriaali, jolla on alhainen lämmönjohtavuuskerroin.
- Koaksiaalinen - kaksiseinäinen savupiippu, jossa on mahdollisuus ilmanottoa huoneen ulkopuolelta. Se on rakenteeltaan samanlainen kuin sandwich-putki, sillä ainoa ero on, että kaasut menevät ulos keskiputken kautta ja kylmää ilmaa vedetään ulkoputken kautta.
Kaikki esitetyt teräspiipputyypit voidaan valmistaa itsenäisesti. Koaksiaalipiipussa yksiseinäiseen tai sandwich-piippuun verrattuna on monimutkaisempi laite, mutta jos sinulla on oikein laadittu kaavio, sen rakentaminen ei ole ongelma.
Tee-se-itse-työssä on parempi käyttää sandwich-putkiin perustuvaa savupiippua. Tämä rakenne tarjoaa jatkuvan työntövoiman, on turvallinen, helppo korjata, ei vaadi jatkuvaa sisäkanavan puhdistusta.
Johtojen tyypit. Niiden edut ja haitat
Asuinalueen vesi- ja lämmitysjärjestelmissä voidaan käyttää seuraavia järjestelmiä:
- tee;
- keräilijä.
Tee johdotus
Tee-kytkentäkaavio on putkien sarjaliitäntä ja niiden syöttö vedenottopisteisiin (pesuallas, suihku, wc ja niin edelleen).
Vedenottopisteiden sarjaliitäntä
Tällaisen vesiputkien liitäntäjärjestelmän edut ovat:
- alhaiset kustannukset, koska sarjaliitäntää käytettäessä vaaditaan vähimmäismäärä putkia ja liitososia;
- järjestelmän asennuksen helppous;
- tiiviys - putket vievät vähimmäismäärän asuintilaa.
Haittojen joukossa ovat:
- paineen puute sisällyttämällä samanaikaisesti useita vesi- tai lämmitysjärjestelmään kuuluvia hanoja;
- vaikeus löytää vuoto, jos järjestelmän nesteen paine putoaa voimakkaasti;
- tarve sammuttaa järjestelmän vedensyöttö kokonaan korjaus- ja/tai huoltotöiden suorittamiseksi.
Tee-johdotusta käytetään pääasiassa viestinnän järjestämiseen pienissä huoneistoissa tai maalaistaloissa, joissa on pieni määrä vedenottopisteitä.
Keräimen johdotus
Keräimen johdotus on vesihuolto- / lämmitysjärjestelmän putkien rinnakkaisliitäntä keskusnousuputkeen erikoislaitteella - keräimellä, joka asennetaan rakennuksen järjestelmän sisääntuloon.
Vedenottopisteiden rinnakkaisliitäntä
Tällä LVI-liitäntäjärjestelmällä on myös hyvät ja huonot puolensa. Positiivisia puolia ovat mm.
- kaikkien liitettyjen laitteiden vedensyöttöpaineen vakaus muiden putkistojen käytöstä riippumatta;
- kyky havaita nopeasti yhden tai toisen laitteen toimintahäiriöt sekä vuotopaikat;
- mahdollisuus suorittaa korjaustöitä ilman tarvetta irrottaa muita kulutuspisteitä vesihuollosta;
- toimitetun nesteen lämpötilan tasaisuus.
Kielteisiä puolia ovat asennusaika, koska jokainen putkisto vaatii erillisen putken, ja materiaalikustannusten nousu (putket, t-paidat, liittimet, pidikkeet jne.).
Keräimen johdotus, toisin kuin tee, antaa sinun optimoida jokaisen putkiston toiminnan erikseen. Esimerkiksi pesukoneeseen voit asentaa lisäsuodattimen, joka pidentää merkittävästi sen käyttöikää.
Putkien hitsauksen ominaisuudet vaikeapääsyisissä paikoissa
Suurin vaikeus on huoneen seinien lähellä olevien lämmitysputkien hitsaus. Tyypillisesti korotetun paineen alaisena toimivat putket sijoitetaan tällä tavalla.
Työskentely tällaisten putkien kanssa on seuraava:
- Hitsaus alkaa putken keskiosasta ja elektrodin tulee olla kohtisuorassa hitsauskohtaan nähden. Pystysuorassa olevien saumojen hitsaamiseen kuitenkin muutetaan elektrodin asentoa suuntaamalla se kulmassa ylöspäin tai turvaudutaan pistehitsausmenetelmään Vaakaosien hitsaus ei ole erityisen vaikeaa, mutta hitsit on tehtävä huolellisesti ja tarkasti . Putkilinjan keskiosan alaosan kanssa tehdyn työn päätyttyä hitsaussauma puhdistetaan kuonasta, minkä jälkeen voidaan jatkaa työskentelyä putken vastakkaiselta puolelta aloittaen uudelleen pohjasta. Muista, että sinkin palaminen ja haihtuminen tapahtuu 900 °C:n lämpötilassa ja hitsauslämpötila on paljon korkeampi kuin nämä luvut. Siksi galvanoitujen putkien hitsausprosessiin liittyy sinkkipinnoitteen täydellinen katoaminen liitoksissa, ja hitsatut osat voivat myöhemmin altistua korroosiolle.
Ottaen huomioon tiettyjen puutteiden esiintyminen teräsputkissa verrattuna nykyaikaisiin polymeerituotteisiin, valittaessa niitä lämmitysjärjestelmään, sinun tulee yrittää mahdollisimman paljon suorittaa kaikki työ tehokkaasti ja luotettavasti. Tämä on mahdollista vain, jos vain pätevät asiantuntijat suorittavat putkien käsittelyt Ammattimaisuus teräsputkien asennuksessa saa lämmitysjärjestelmän toimimaan kunnolla ja tehokkaasti, samalla pidentäen merkittävästi käyttöikää ja estämään mahdolliset ongelmat ja toimintahäiriöt. Valtateiden asennus mihin tahansa tarkoitukseen putkien valssauksesta suoritetaan useimmiten hitsauksen avulla

Lisäksi putkien hitsaus kotona voidaan tehdä kahdella tavalla: Tässä tapauksessa molemmat hitsaustyypit voidaan jakaa luokkiin: Muovi (painehitsaus); Elektrodi- ja juotosmetallisulatushitsaus Jokaisella metallin liitosmenetelmällä on tietyt vaatimukset, tulee noudattaa hitsin korkean laadun saavuttamiseksi Tärkeää: hitsaus suoritetaan pääasiassa teollisuussaumalla, joka vastaa standardia SNiP III-G.9-62. Sääntöjen ja määräysten noudattaminen antaa sinun oppia korkealaatuisen sauman
Työtä tehdessään he käyttävät pääasiassa automaattisia tai puoliautomaattisia laitteita.


