I. Silloitettu polyeteeni
Kiireellinen tarve käyttää polyeteeniä korkeammissa lämpötiloissa ja paineissa (lämmitys- ja kuumavesijärjestelmissä) on johtanut menetelmien kehittämiseen korkean molekyylipainon polyeteenin valmistamiseksi. Tämä saavutettiin polymeerin ylimääräisellä korkeapainesilloituksella. Tätä prosessia kutsutaan silloitukseksi, ja tällä tavalla saatu polyeteeni on silloitettua polyeteeniä (tai PEX).
Polyeteenin silloituksella tarkoitetaan prosessia, jossa molekyyliyksiköitä liitetään laajasilmäiseksi kolmiulotteiseksi verkostoksi ristisidosten muodostumisen vuoksi.
Silloitettaessa hiili- ja vetyatomeja sisältävissä molekyyliketjuissa tiettyjen tekijöiden vaikutuksesta yksittäiset vetyatomit repeytyvät pois polyeteenimolekyylien linkeistä. Muodostunutta vapaata sidosta käytetään yhdistämään ketjut toisiinsa.
PEX-putkien kysyntä on johtanut erilaisten tekniikoiden kehittämiseen sen tuotantoa varten, mikä luonnollisesti vaikuttaa merkittävästi lopputuotteen kuluttajaominaisuuksiin.
Aluksi panemme merkille erityyppiset ominaisuudet, joita esiintyy kaikissa PEX-tyypeissä:
- lisääntynyt lämpötilan ja paineen kestävyys;
- molekyylimuisti tai kyky palauttaa muoto järjestelmän liiallisen taipumisen tai jäätymisen jälkeen;
- kestävyys "hitaiden" ja "nopeiden" halkeamien muodostumiselle, ts. materiaalin kyky säilyttää elastisuus ja muut ominaisuudet pitkään - järjestelmän pitkäikäisyys.
PEX-putkia voidaan valmistaa teollisesti kolmella tavalla:
- peroksidi tai PEX-A
- silaani tai PEX-B
- säteily tai PEX-C
PEX-C: silloitus (kovilla röntgensäteillä) ei ole paksuudeltaan tasaista. Ulkopinnalla havaitaan suurin molekyylien silloittumisprosessi. Sisällä on alhaisin. Keskimääräinen silloitusprosentti on 78 %.
PEX-B: silloitusprosessi (kemiallinen menetelmä käyttäen silaania) etenee kahdelta pinnalta - ulko- ja sisäpinnalta syvälle putken seinämään. Tässä tapauksessa molemmilla pinnoilla on suuri silloitusprosentti, pienin prosenttiosuus putken paksuuden keskellä. Keskimääräinen silloitusprosentti on noin 75 %.
PEX-A: Tämän kemiallisen menetelmän erityispiirteet ovat, että polyeteeni ja silloitteen initiaattori - peroksidi sekoitetaan alustavasti tasaisesti. Silloitus suoritetaan korkeassa paineessa sulassa tilassa. Tällä menetelmällä saavutetaan suuri silloitusprosentti, keskimäärin 85 %.
PEX-B- ja PEX-C-putkia käytetään lämmitykseen ja kuuman veden syöttöön, mutta materiaalin epätavallisen rakenteen vuoksi niillä on useita rajoituksia, jotka liittyvät tämän materiaalin plastisuuteen ja kestävään lujuuteen.
PEX-A-putkilla on optimaaliset lujuus- ja lämpöominaisuudet. Suuri silloitusprosentti antaa tarvittavat ominaisuudet käytettäväksi lämmitys- ja kuumavesijärjestelmissä.
Suoraan markkinoista
Ei ole mikään salaisuus, että markkinoilla on monia halpoja jäljitelmiä luotetuista tuotemerkeistä. Ne eivät kestä lämpötila- ja painetestejä, vetolujuustestejä eivätkä vastaa ilmoitettujen raaka-aineiden ominaisuuksia. Yleensä nämä ovat Kaakkois-Aasiasta peräisin olevia väärennöksiä, jotka on tehty raaka-aineita ja teknologiaa säästäen, ilman valvontaa. Siksi asiakas saa kukaan ei tiedä mitä, eikä voi sitten korvata tappioitaan. Nykyinen tilanne on erittäin hälyttävä, koska läsnä on valtava määrä "asiantuntijoita", jotka työskentelevät rakennusmarkkinoilla, ostavat putkia ja tekevät asennukset yksityisasiakkaille omin käsin. Työskenteleessään polymeeriputkien kanssa he tietävät erittäin hyvin, mitä he ovat tekemisissä (etenkin metalli-muoviputket), he tietävät delaminaatioista ja vuodoista.
III. Metalli-polymeeri metalli-muoviputket.
Ensimmäinen kerros on silloitettua polyeteeniä (PEX) Nykyaikaiset metalli-muoviputket (PEX-al-PEX) koostuvat viidestä kerroksesta, joista jokainen vaikuttaa koko putken laatuun, luotettavuuteen ja kestävyyteen.
PEXin lyhyet ominaisuudet on esitetty sivuston tämän osan alussa. Yleensä valmistaja yrittää valita optimaalisimman hinta-laatusuhteen.
Toinen ja neljäs kerros ovat liimakoostumus.
Kuten tiedetään, polyeteenin ja alumiinin lineaarinen lämpölaajenemiskerroin on erilainen, ja käytön aikana putken eri kerrokset laajenevat eri tavalla, mikä johtaa merkittäviin jännityksiin rakenteessa, mikä voi johtaa eheyden rikkomiseen ja myöhempään tuhoutumiseen. putkesta. Tämä on yksi metalli-muoviputkien suurimmista haitoista, jonka valmistajat yrittävät minimoida parantamalla alumiinin polymeeriin sitomiseen käytettyä liimakoostumusta.
"Polymeeri-alumiini" -liitoksen lujuuden ongelma ratkaistaan vain putkille, joiden valmistuksessa kerrosten kiinnittämiseen käytetään erityistä korkealaatuista liimakoostumusta.
Kolmas kerros on alumiinifoliota.
Tähän mennessä alumiinikerroksen hitsauksessa on käytössä kolme päämenetelmää.Pukkuja valittaessa tulee kiinnittää erityistä huomiota sekä itse alumiinikerrokseen että hitsausmenetelmään. Metallipolymeeriputkien valmistajat käyttävät sekä puhdasta alumiinia että luotettavampaa seostettua
Alumiinikerroksen hitsaus limityksellä (kuva 1, a) suoritetaan ultraäänipistoolilla, joka suorittaa kerrosten pisteen "kauterisoinnin". Tällä menetelmällä on useita merkittäviä haittoja: ensimmäinen on jatkuvan hitsin ja sen seurauksena korkealaatuisen liitoksen puuttuminen; toinen - alumiinifolion reunat, kun lämpötila ja paine muuttuvat, alkavat liikkua ja rikkoa polyeteenin ja liimakerroksen, mikä rikkoo putken eheyttä.
Hitsaus volframitangolla inertissä kaasussa (kuva 1, b) on luotettavampaa, mutta tämä menetelmä johtaa alumiinikerroksen ohenemiseen hitsauskohdassa, alumiinin ominaisuuksien ja lujuusominaisuuksien rikkomiseen hitsauskohdassa. . Nykyaikaisin ja luotettavin on laserpiikkihitsaus (kuva 1, c): alumiinikerros hitsauskohdassa ei ohene eikä sen fysikaalisia ja kemiallisia ominaisuuksia rikota.
Hitsauksen luotettavuudella on suuri merkitys laajennettaessa putkea esimerkiksi sen sisällä olevan veden jäätymisen, lämpötilan ja paineen nousun, putken venyttämisen vuoksi työkalulla (jos liitännät on tehty liikkuvalla holkilla). Laajentumisen seurauksena polyeteeni- ja alumiinikerrosten siirtyminen, liimakerroksen vaurioituminen ja alumiinifolion sauman repeytymisvaara. Toisin kuin liikkuvat holkkiliitokset, puristusliittimet ovat nopeampia, vähemmän hankalia, halvempia eivätkä vahingoita putkea.
Viides kerros on silloitettua polyeteeniä (PEX).
Suojatoimintoja suorittavana ulkokerroksena on PEX:n ohella viime aikoina käytetty usein korkeatiheyksistä polyeteeniä REND.
Erityistä huomiota tulee kiinnittää lupaaviin metallipolymeeriputkiin, jotka on valmistettu lämmönkestävästä polyeteenistä PE-RT/AL/PE. Näiden putkien ominaisuus on suurempi sitoutuvien hiiliatomien määrä (jopa 6) PEX-putkiin verrattuna
Lämmönkestävästä polyeteenistä valmistetut metallipolymeeriputket sopivat sekä patteri- tai lattialämmitykseen, lumensulatusjärjestelmiin että kylmän ja kuuman veden syöttöön.
Asennustekniikka
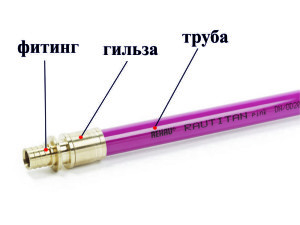
Silloitetusta polyeteenistä valmistettujen putkien asennus suoritetaan muotoiltujen liitososien - metallisten liitoselementtien avulla. Toisin kuin muut muovituotteet, jotka on liitetty samalla tavalla, PEX:n elastisuus varmistaa liitosten maksimaalisen tiiviyden ja alhainen lineaarilaajenemiskerroin varmistaa, että putkisto ei vuoda käytön aikana.
Yhteysvaihtoehtoja on kaksi:
- puristusliittimet - kiinnitys tapahtuu puristamisesta mutterilla laajennusliittimen päälle.Tarvittava työkalu on jakoavain;
- puristusliittimet - segmentti puristetaan erityisellä holkilla, jonka asentamiseen tarvitaan manuaaliset puristuspihdit tai hydraulinen työkalu.
PEX-putkien liittäminen puristusliittimiin suoritetaan seuraavan algoritmin mukaisesti:
- Tuote leikataan mittoihin ja puhdistetaan purseista.
- Puristusmutteri ja halkaistu rengas asennetaan putkeen, joka kiinnitetään 1 cm:n etäisyydelle reunasta.
- Putki työnnetään kiinnitysnippaan.
- Putki puristetaan työkalulla - jakoavaimella kiristämällä liittimen mutteri.
PEX-putki- ja puristusliitos
Teknologia silloitetusta polyeteenistä valmistettujen putkien liittämiseen puristusliittimillä:
- Putki leikataan tarvittavan pituisiksi aihioiksi, puhdistetaan purseista.
- Puristusliittimeen asennetaan kaksi segmenttiä, kunnes se pysähtyy.
- Puristuspihtien avulla puristetaan liittimen metallireunaa, kunnes pihtien kädet tulevat yhteen.
Myös juottamiseen suunniteltuja tavanomaisia polyeteeniliittimiä on olemassa. Tällaista asennusta varten tarvitset työkalun putkien juottamiseen, halpa kiinalainen juotosrauta maksaa noin 2-3 tuhatta ruplaa. Työkalun mukana tulee päänauhat eri halkaisijoille (16, 20 mm jne.).
Juotosjärjestys on seuraava:
- Putki leikataan ja purseet poistetaan.
- Juotosrauta kuumennetaan käyttölämpötilaan.
- Kuumennetun juotosraudan suuttimiin asennetaan putki ja liitin, jossa niitä pidetään 5-10 sekuntia, sitten elementit poistetaan ja liitetään yhteen. Putken ja liittimen puristamiseen kuluu 16-30 sekuntia.
II. Polypropeeni
Polypropeenia saadaan polymeroimalla propeenia.
Sen lajikkeet:
- homopolymeeri (PP-C);
- lohkokopolymeeri (PP-B);
- satunnaiskopolymeeri (PP-RC).
Silloitetusta polyeteenistä (PEX) ja polypropeenista (PP) valmistettujen putkien vertailuominaisuudet:
 |
Tämä kuva näyttää "sallitun kehäjännityksen suhteessa käyttöikään" silloitettua polyeteeniä (PEX) ja polypropeenia (PP-C) käytettäessä käyttölämpötilassa 95 °C. Voidaan nähdä, että lujuuden heikkenemisnopeus lämpötilan noustessa ja polypropeenista valmistettujen putkien on paljon suurempi kuin silloitettujen polyeteenien.
Verrataan edelleen PEX:tä ja PP-RC:tä, ottaen molemmissa tapauksissa tyypin PN20 putket (esimerkiksi tyyppi PN40 tarkoittaa määritelmän mukaan, että tämä putki kestää 40 atm:n painetta 20 °C:ssa 50 vuotta) putken kanssa. eri ulkohalkaisijat 20 ja 110 mm ja vertaa seinäpaksuuksia:
 |
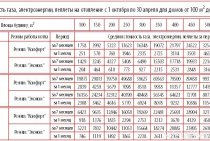
Verrataan nyt PN20-putkien sallittuja käyttöpaineita eri lämpötiloissa, mutta yhdellä yleisellä ehdolla - 50 vuoden käyttöikä:
 |
Tästä vertailusta voidaan nähdä, että PEX-putket kestävät korkeampia paineita korkeissa lämpötiloissa kuin PP-RC-putket.
Polypropeeniputkien asennus kanavattomaan asennukseen suoritetaan suorissa osissa, jotka vaativat erityisiä liitostekniikoita (hitsaus, juottaminen, liima), toisin kuin PEX-putket (liitosmenetelmät - puristuskierre tai holkki, tarjoavat aina yksinkertaisuuden ja luotettavuuden, koska PEX putkilla on molekyylimuisti). PP-putkissa esiintyvät voimakkaat jännitykset edellyttävät kompensointilaitteiden asentamista. PEX-putkilinjat ovat vailla kaikkia näitä puutteita, koska ne ovat joustavia ja itsekompensoituvia reittejä, joiden asennus suoritetaan lahden avulla. Teräsputkien vaihtaminen PEX-putkilla kaupunkiolosuhteissa voittaa vaihtamisen propeeniputkilla, koska. tässä tapauksessa tarvitaan erityisen virtuoosireitin rakentaminen, joka säilyttää muiden yhteyksien olemassa olevan rakenteen ennallaan.