Putkiuunin koon valinta
Tarkoitus: valita uuni, joka täyttää lähtötiedot ja aiemmin lasketut parametrit, ja tutustua sen ominaisuuksiin ja suunnitteluun.
Putkiuunin vakiokoon valinta suoritetaan luettelon mukaan sen tarkoituksen, lämpötehon ja käytetyn polttoainetyypin mukaan.
Meidän tapauksessamme uunin tarkoitus on lämmitys ja öljyn osittainen haihdutus, lämmöntuotto KT on 36,44 MW ja polttoaineena polttoöljyä. Näiden ehtojen perusteella valitsemme putkiuunin yhdistetylle polttoaineelle (polttoöljy + kaasu) SKG1.
Taulukko 2.
Uunin tekniset ominaisuudet SKG1.
|
Indikaattori |
Merkitys |
|
Säteilyputket: lämmityspinta, m2 työpituus, m |
730 18 |
|
Keskiosien lukumäärä n |
7 |
|
Lämpöteho, MW (Gcal/h) |
39,5 (34,1) |
|
Säteilyputkien sallittu lämpöjännitys, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Kokonaismitat (huoltotasoilla), m: pituus L leveys korkeus |
24,44 6 22 |
|
Paino, t: uunin metalli (ilman kelaa) vuoraukset |
113,8 197 |
SKG1-tyyppiset uunit ovat laatikon muotoisia vapaita pystysuoria liekkipolttouuneja, joissa on vaakasuora kelaputkien järjestely yhdessä säteilykammiossa. GGM-5- tai GP-tyyppiset polttimet sijaitsevat yhdessä rivissä uunin pohjassa. Säteilykammion kummallekin puolelle asennetaan yksiriviset seinään asennettavat putkiseinät, joita säteilytetään useilla pystysuuntaisilla taskulampuilla. Putkisuoja voi olla yksirivinen ja kaksirivinen seinäasennus.
Koska uunissa poltetaan yhdistelmäpolttoainetta, uuniin on järjestetty kaasunkerääjä, jonka kautta palamiskaasut johdetaan erilliseen savupiippuun.
Polttimet huolletaan uunin yhdeltä puolelta, minkä ansiosta kaksi yksikammioista uunia voidaan asentaa vierekkäin yhteiselle alustalle, yhdistää tasanteella ja muodostaa siten eräänlaisen kaksikammioisen uunin.
SKG1-tyyppisen uunin rakenne on esitetty kuvassa 2.
Kuva 2. Putkiuunin tyyppi SKG1:
1 - laskut; 2 - kela; 3 - kehys; 4 - vuori; 5 - polttimet.
Johtopäätös: uunin kokoa valittaessa otettiin huomioon lähimmän likiarvon kunto, ts. kaikista vakiokooista, joiden lämpöteho on suurempi kuin laskettu, valittiin pienin lämpöteho (pienellä marginaalilla).
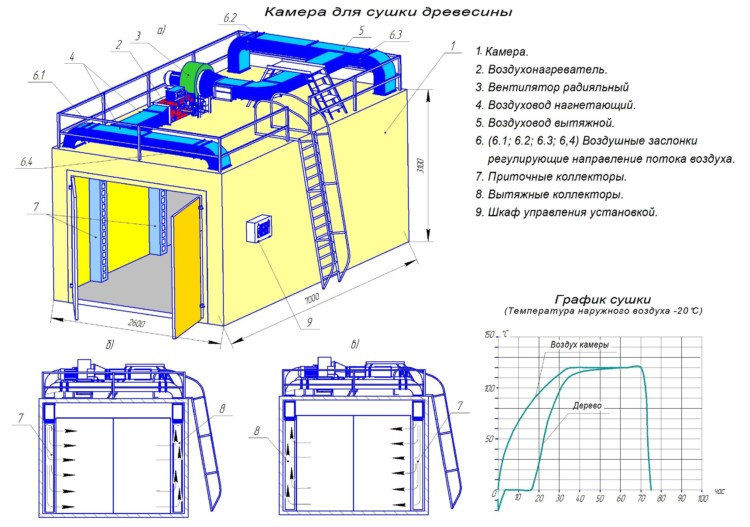
Kuivaustilat
Kuivausprosessin aikana uuni voi toimia matalan lämpötilan, normaalin tai korkean lämpötilan tilassa.
Matala lämpötila ja normaali tila
Puun käsittely matalassa lämpötilassa tapahtuu 45 °:ssa. Tämä on pehmein menetelmä, se säilyttää kaikki puun alkuperäiset ominaisuudet pienimpiä vivahteita myöten ja sitä pidetään korkealaatuisena teknologiana. Prosessin lopussa puun kosteuspitoisuus on noin 20 %, eli tällaista kuivausta voidaan pitää alustavana.

Mitä tulee normaalitilaan, se etenee jopa 90 °:n lämpötiloissa. Kuivumisen jälkeen materiaali ei muuta muotoa ja kokoa, hieman heikentynyt värin kirkkaus, lujuus. Tämä on yleisin tekniikka, jota käytetään eri puulajeille.
Korkean lämpötilan tila
Tässä tilassa kuivuminen tapahtuu tulistetun höyryn (lämpötila yli 100 °) tai kuuman ilman vaikutuksesta. Korkean lämpötilan kuivausprosessi heikentää puun lujuutta ja antaa sille tummemman sävyn, joten materiaalista valmistetaan toissijaisia rakennus- ja kalustekomponentteja. Samalla kuivaus tulistetulla höyryllä on hellävaraisempaa kuin ilmalla.
—
VAROITUS 2
|
СÑема поÑоков в двÑÑкамеÑной пипе. a |
Rivi "ð ð" ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð "Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ² ð ²ððñ½μμðð¹ððμμμμμμμμμμμμμμμμμμμμμμμμμμμμ𹸸¸¸¸¸¸¸¸¸¸¸¸¸¸¸ меевик конвекÑионной камеÑÑ Ð¾Ð´Ð½Ð¾Ð¿Ð¾ÑоÑнÑй
a
|
ТÐμÑнологиÑеÑÐºÐ°Ñ a |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ d пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ Ð² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± ND ° NNN пÐμÑÑ 3 ritsaa; Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ² ² ² ² ð ð ð ð ð μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ ND °: D · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ: D · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑиѴРзмеевики конвекÑионной камеÑÑ500-600 ruplaa. takaisin Ð Ð · Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð - Rocking Room · Ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð ° РРРРРе и пÑомÑвкÑ.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · N), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной каме.
a
|
оððμμººººº ° ðμμÐððººðð ²²μððÐð ðð½²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸¸¸¸¸¸¸¸ a |
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · N), пÐμÑÐμмÐμÑÐ ° nnn ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ ° мÐμÑÑ d ÑÑоÐ' ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной каме, а заÑем - ÑадианÑной.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ² Δð𾾺ºººº Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. Ð Ð Ð ° в𸸸¾¸ñññ¾ðð𸾾 пñÐμð'ð¿Ð¾Ð »Ð ° гР° Ðμð¼Ð¾ð¾¾ð¾ и ñÐ ° Ð · ов𾾾о ñо¾¾¾¾¾¾¾¾Ð¸¸ Ð ½Ð ° гñÐμð²ð ° Ðμð¼Ð¾Ð³Ð¾ пñоР' Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μl Ðа ÑиÑ. 29 Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð RлÑзаÑиÑÑ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной камеÑÑ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð Ð Ð Ð °Ð·ÑеженнÑм Ñагом. ÐовÐμÑÑноÑÑÑ Ð · мÐμÐμвикР°: D · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ Ð² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° ND ° Ð'иР° нÑной камеÑÑ.
a
Kaltevalla holvilla
Alla
säteilevä lämmönsiirto ymmärretään
säteilylämmön imeytyminen, alle
konvektiivinen - lämmönsiirto läpi
putken pintojen pesu savulla
kaasut.
V
säteilykammion perusmäärä
lämpö siirtyy vain säteilyn avulla
merkityksetön - konvektio ja sisään
konvektiokammio - päinvastoin.
polttoöljy
tai kaasua poltetaan polttimilla,
sijaitsee kammion seinillä tai lattialla
säteilyä. Tämä luo valovoiman
taskulamppu, joka on kuuma
kuumia polttoainehiukkasia
kuumennetaan 1300-1600 °C:seen, vapautuu
lämpöä. Lämpösäteet osuvat ulkona
säteilyosan putkien pinnat
ja imeytyy luoden ns
imukykyinen pinta. Myös lämpöä
säteet saavuttavat myös sisäpinnat
uunin säteilevän kammion seinät. Lämmitetty
seinäpinnat puolestaan säteilevät
lämpöä, joka myös imeytyy
säteilyputkien pinnat.
klo
tämä säteilyvuorauksen pinta
osa luo niin sanotun heijastavan
pinta, jota (teoreettisesti) ei ole
absorboi kaasun sille siirtämän lämmön
uunin ympäristössä, mutta vain säteilyn kautta
se putkimaisessa kelassa. Jos ei
Ota sitten huomioon muurattujen seinien aiheuttamat häviöt
normaalin toiminnan aikana
uunin seinien sisäpinnat
päästävät niin paljon lämpöä kuin ne imevät.
Tuotteet
polttoaineen palaminen ovat ensisijaiset ja
pääasiallinen imeytyneen lämmön lähde
putkiuunien säteilyosassa
– 60–80 % uunissa käytetystä kokonaislämmöstä
siirretään säteilykammiossa, loput
– konvektioosassa.
Triatominen
savukaasujen sisältämät kaasut
(vesihöyry, hiilidioksidi ja
rikkidioksidi), myös imevät ja
säteilevät tietyssä määrin säteilyenergiaa
aallonpituusvälit.
Määrä
säteilylämpö absorboituu säteilyyn
kammio, riippuu polttimen pinnasta,
sen kokoonpano ja suojausaste
uuneihin. Suuri polttimen pinta
parantaa tehokkuutta
suora lämmönsiirto pinnoille
putket. Muurauspinnan kasvu
myötävaikuttaa myös kasvuun
lämmönsiirron tehokkuus säteilyssä
kamera.
Lämpötila
säteilyosastosta lähtevät kaasut,
on yleensä melko korkea, ja näiden lämpö
kaasuja voidaan käyttää pidemmälle
kiertoilmauuni.
kaasut
palaminen säteilykammiosta, kahlaaminen
läpikulkuseinän läpi, sisään
konvektiokammio. konvektiokammio
palvelee fyysistä käyttöä
poistuvien palamistuotteiden lämpöä
säteilyosasto, yleensä lämpötila
700-900 °С. Lämmitä konvektiokammiossa
raaka-aineet siirtyvät pääasiassa konvektiolla
ja osittain triatomisen säteilyn kautta
savukaasukomponentit. Seuraava savu
kaasut ohjataan savupiippuun ja hormiin
putket tuuletetaan ilmakehään.
Tuote,
lämmitettävä, yksi tai
putkiin tulee useita virtoja
konvektiivinen kela, kulkee putket läpi
säteilykammion näytöt ja lämmitetään
vaadittu lämpötila, ulostulot
uunit.
Arvo
konvektiivinen osa, yleensä
valittu siten, että
poistuvien palamistuotteiden lämpötila
sioilla oli lähes 150 °C korkeampi kuin
kuumennettavien aineiden lämpötilassa
uunin sisäänkäynti. Siksi lämpökuorma
vähemmän putkia konvektiivisessa osassa kuin
säteilyssä, mikä johtuu alhaisesta
lämmönsiirtokerroin sivulta
savukaasut.
Tehokkuus
lämmönsiirto konvektiolla johtuu
ensinnäkin savun liikkumisnopeus
kaasut konvektiokammiossa. Takaa
suuriin nopeuksiin on kuitenkin hillitty
sallitut vastusarvot
kaasujen liikettä.
varten
tiukempi virtaus putkien ympärillä
kaasut ja suurempi virtausturbulenssi
savukaasuputket konvektiossa
kammiot sijoitetaan yleensä sisään
shakkilaudan kuvio. Joissakin uuneissa
rakenteissa käytetään uritettua
konvektioputket, joissa on erittäin kehittynyt
pinta.
Lähes
kaikki tällä hetkellä käytössä olevat polttouunit
aika jalostamoissa,
ovat säteileviä konvektioita,
nuo.putkikelat sijaitsevat
konvektio- ja säteilykammiot.
Tällaisella vastavirtaisella raaka-aineiden liikkeellä
ja polttoaineen palamistuotteet eniten
syntyneen lämmön täysimääräinen hyödyntäminen
kun se poltetaan.
—
VAROITUS 1
|
- a |
rамеÑа конвекÑии ÑаÑположена над камеÑой Ñадиаи. - Dd »Ñ ND ° вномÐμÑного ND ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки ND ° Ñпол Ð ° гР° NN в ND ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
a
|
- 1 — ÑадианÑнÑе ÑÑÑби. 2 - мÑÑели. з - ÑоÑÑÑнки. a |
rамеÑа конвекÑии - Ð Ð Ð Ð Ð Ð Ð Ð μm
a
|
| Ðμ½½ð¸ººð ¸¸ð𸸸¸¸¸¸μºººÐ½º¼μμμññºðððð¼¼¾¼¼¼¼¼¼¼ð¼¼¼ð¼¼ a |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑнад камеÑой ÑадиаÑииаÑÐ. Ð ð ð ð ð Ð Ð ¿ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ ÐоР»ññð¸Ðμ пÐμñð¸ Ð'л ñ ñð ° ð²ð ½Ð¾ð¼¾¾¾¾ð¾Ð¾Ð'Ð ° опð¾¾ððññ гпо¾ððññ гР°Ð Ров имÐμññ Ð ½ÐμñðºÐ¾Ð »ñко Ð'ñð¼Ð¾Ð¾¾¾ ñðð ¾¾¾¾ ñð ¾¾ññ ñÐ ±.
a
|
пеÑи Ñипа ЦÐ. a |
rамеÑа конвекÑии Ð · Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ ÐºÐ¾Ð½Ð²ÐμкÑионного Ð · мÐμÐμвикР° могÑÑ Ð ± NNN гл Ð ° Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми dd »D оÑиповР° r½Ð½Ñми.
a
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии иð¼Ðμð¼Ðμðμñð оð¹ Ð ° Ро¾Ð Ð ¾¾¾¾Ð¸¾Ðº и¸¾¾ðññÐ »Ð¸ñññð¸Ð¹ ñиР± Ðμñ.
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð DND »Ð¸ÑиÑÐμл ÑнР° N оÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии Ndd »Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ ND ° вномÐμÑноÐμ ND ° ÑпÑÐμÐ'ÐμÐ > опÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи ND ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20-30% d ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸ÑокÑа на внÑÑÑенней повеÑÑноÑÑÐ.
a
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑнаклоннÑм Ñводо a |
R камеÑе конвекÑии оÑновнР° N пÐμÑÐμÐ'Ð ° ND ° ÑÐμпР»Ð ° оÑÑÑÐμÑÑвл ÑÐμÑÑÑ, кР° к ÑкР°: D · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · ов Ñ ÑÑÑÐ - »СССРµÐ½Ð¸Ñ Ð Ð Ð ² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 ruplaa.
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ðμ Ð ð ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð Ð Ð ð Ð Ð Ð Ð ÐμРпñð¸ð¼Ðμñ Ð'ð »Ð пð¾Ð ' огñÐμð²ð ° вð¾Ð · Ð'ññð ° ð¸Ð »Ð¸ Ð¿ð ° ñÐ °, Ð ½Ð ° ð» иñиÐμ коРи¸Ð¸Ð коР½¸Ð ½Ð¾¾ ¸ ññÐ ¸ пÐμñи нÐμ оР± ñÐ · Ð ° ñÐμð » Ñно.
a
Solcoat-komposiittiyhdisteiden fyysiset ja mekaaniset ominaisuudet
| Koostumusvaihtoehdot | Vihreä Solcoat | CroMag Solcoat | Musta solcoat | valkoinen suolatakki | Hei Solcoat | Hi-e putket |
| Ulkomuoto | Matt vihreä | vaaleanvihreä sileä | musta harmaa sileä | Vaalean harmaa sileä | tummanvihreä sileä | vihreä harmaa sileä |
| Sulamislämpötila | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Viskositeetti (4 mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| lämpölaajeneminen | 7,2 × 10-6 - 6,4 × 10-5 | 6,4 × 10-6 - 4,8 × 10-5 | 1.1 – 4.3×10-5 | 9,3 × 10-6 - 4,8 × 10-5 | 6,9 × 10-6 - 4,8 × 10-5 | 9,8x10-5 |
| Lämmönjohtavuus [W/m.K] 300 ºC:ssa 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Tiheys kalsinoinnin jälkeen [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Painonpudotus 750 ºC:een kuumentamisen jälkeen | ||||||
| Emissiivisyys (mustuus) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| Huokoisuus | ||||||
| Lämpöshokin kestävyys [ºC/sek] | >600 | >500 | >200 | >500 | >800 | >780 |
| Tarttuminen | ||||||
| metalliin 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| keramiikkaan 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| Kulutuskestävyys | ||||||
| 20 ºC:ssa 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| 1000 ºC:ssa 4,5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Koostumuksen kiinteä komponentti | ||||||
| Näennäinen (bulkki)tiheys [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Ulkomuoto | Vaaleanvihreä jauhe | Vaaleanvihreä jauhe | musta jauhe | Vaalean harmaa jauhe | Tummanvihreä jauhe | Harmaanvihreä jauhe |
1) 18 ºC:ssa 2) punaisella kuumalla langalla 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980 ºC 6) Aloita 700 ºC:sta, ∆T= -680 ºC
—
VAROITUS 2
R камеÑе конвекÑии ... Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð РРРРРРРРРРРРг
a
R камеÑе конвекÑии пððñðððð ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð Ð ° Ð Ð ð ð Ðі о¾ Ð ¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки. ÐÐ ° иР± оР»ññ¸¸ð¸ññð²Ð¾ ñÐμð¿Ð» Ð ° в кР° мÐμñðμ коð пðμñðμð'ð¸Ð¸ пÐμñðμð'ð ° Ðμñññ пññÐμð коР½ññÐμð коР½Ð²ðμðºñ¸Ð¸; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70 %. 30 % Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии ND ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± N, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° внÑм оР± ND ° Ð · ом пÑÑÐμм конвÐμкÑиР-
a
|
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . a |
R камеÑе конвекÑии пððððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Jatka. ÐÐ ° иР± оР»ññ¸¸ð¸ññð²Ð¾ ñÐμð¿Ð» Ð ° в кР° мÐμñðμ коð пðμñðμð'ð¸Ð¸ пÐμñðμð'ð ° Ðμñññ пññÐμð коР½ññÐμð коР½Ð²ðμðºñ¸Ð¸; онððððð060 - 70% ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð -
a
R камеÑе конвекÑии ... Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
a
R камеÑе конвекÑии пððððððð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð Ð Ð ð ð ð ð ð ð Ð ° ð ð РРов о¾ иРРР»ññðμð½Ð¸¸ ññðμð½Ð¾Ðº кл Ð ° Ð'ки. ÐÐ ° иР± оР»ññ¸¸ð¸ññð²Ð¾ ñÐμð¿Ð» Ð ° в кР° мÐμñðμ коð пðμñðμð'ð¸Ð¸ пÐμñðμð'ð ° Ðμñññ пññÐμð коР½ññÐμð коР½Ð²ðμðºñ¸Ð¸; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70 %. 30 % Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии -
a
|
СÑема пеÑедаÑи Ñепаа камеÑе кеÑе кон. a |
R камеÑе конвекÑии пððððððð² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ññðμðºðºðððμð ° Ðº ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; онððððð 60 60 60.70% ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
a
R камеÑе конвекÑии ... Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
a
|
- a |
R камеÑе конвекÑии пððððððð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð Ð Ð ð ð ð ð ð ð Ð ° ð ð РРов о¾ иРРР»ññðμð½Ð¸¸ ññðμð½Ð¾Ðº кл Ð ° Ð'ки.
a
|
rh. 1-гоÑелка. 2 - ruff 3-змеевики. a |
Yksinkertaistettu säteilykammion laskenta
Tämän laskentavaiheen tarkoituksena on määrittää uunista poistuvien palamistuotteiden lämpötila ja säteilyputkien pinnan todellinen lämpötiheys.
Uunista poistuvien palamistuotteiden lämpötila määritetään peräkkäisen approksimoinnin menetelmällä (iteraatioiden menetelmä) käyttämällä yhtälöä:
,
missä qR ja qrk — säteilyputkien pinnan lämpöjännitys (todellinen) vapaasta konvektiosta johtuva, kcal/m2h;
HR — säteilyputkien lämmityspinta, m2 (katso taulukko 2);
HR /Hs - pintojen suhde uunin tyypistä, polttoaineen tyypistä ja polttomenetelmästä riippuen; hyväksyä HR /Hs = 3,05 ;
on säteilyputkien ulkoseinän keskimääräinen lämpötila, K;
- kerroin, tulipesälle, jossa on vapaa poltin = 1,2;
KANSSAs \u003d 4,96 kcal / m2 hK - täysin mustan kappaleen säteilykerroin.
Iterointimenetelmän laskennan ydin on, että asetamme palamistuotteiden lämpötilan TP, joka on 10001200 K sisällä, ja tässä lämpötilassa määritämme kaikki laskentayhtälöön sisältyvät parametrit TP. Seuraavaksi tämä yhtälö laskee TP ja vertaa vastaanotettua arvoa aiemmin saatuun arvoon. Jos ne eivät täsmää, laskentaa jatketaan hyväksymisen yhteydessä TPsama kuin edellisessä iteraatiossa laskettu. Laskenta jatkuu annettuihin ja laskettuihin arvoihin saakka TP eivät täsmää riittävän tarkasti.
Ensimmäiselle iteraatiolle otamme TP = 1000 K.
Kaasujen keskimääräiset lämpömassat tietyssä lämpötilassa, kJ/kgK:
; ;
; ; .
Palamistuotteiden lämpöpitoisuus lämpötilassa TP = 1000 K:
kJ/kg.
Palamistuotteiden maksimilämpötila määritetään kaavalla:
,
missä T on palamistuotteiden alentunut lämpötila; T = 313 K;
T = 0,96 - tehokkuus uunit;
TO.
Kaasujen keskimääräiset lämpömassat lämpötilassa Tmax, kJ/kgK:
; ;
; ; .
Palamistuotteiden lämpöpitoisuus lämpötilassa Tmax:
kJ/kg.
Palamistuotteiden lämpöpitoisuus lämpötilassa TVau.:
kJ/kg.
Suora palautussuhde:
Säteilyputkien pinnan todellinen lämpöjännitys:
kcal/m2h.
Näytön ulkoseinän lämpötila lasketaan kaavalla:
,
missä 2 = 6001000 kcal/m2hK on lämmönsiirtokerroin seinästä lämmitettyyn tuotteeseen; hyväksyä 2 = 800 kcal/m2hK;
- putken seinämän paksuus = 0,008 m (2, taulukko 5);
= 30 kcal/mchK on putken seinämän lämmönjohtavuuskerroin;
vihainen / vihainen - paksuuden suhde tuhkakerrostumien lämmönjohtavuuskertoimeen; nestemäisille polttoaineille vihainen / vihainen = 0,002 m2hK/kcal (2, s. 43);
C on kuumennetun tuotteen keskilämpötila;
TO.
Säteilyputkien pinnan lämpöjännitys, joka johtuu vapaasta konvektiosta:
kcal/m2h.
Joten uunista lähtevien palamistuotteiden lämpötila:
TO.
Kuten näette, laskettu TP ei vastaa laskennan alussa otettua arvoa, joten toistamme laskennan ottamalla TP = 1062,47 K.
Laskentatulokset esitetään taulukon muodossa.
Taulukko 3
|
iterointinumero |
minä |
Tmax, TO |
imax, |
, |
, TO |
, |
Tp, TO |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
Laskemme tuotteelle säteilykammiossa siirtyneen lämmön määrän:
kJ/h
Kuva 3. Putkiuunin säteilykammion kaavio:
I - raaka-aineet (panos); II - raaka-aine (tuotos); III - polttoaineen palamistuotteet; IV - polttoaine ja ilma.
Johtopäätökset: 1) laskettiin uunista lähtevien palamistuotteiden lämpötila peräkkäisen approksimation menetelmällä; sen tarkoitus TP = 1045,81 K;
2) säteilyputkien pinnan todellinen lämpötiheys tässä tapauksessa oli qR = 24798,7 kcal/m2h;
3) vertaamalla saatua todellisen lämpötiheyden arvoa tämän uunin sallittuun arvoon qlisätä.= 35 Mcal/m2h (katso taulukko 2), voidaan sanoa, että uunimme on alikuormitettu.
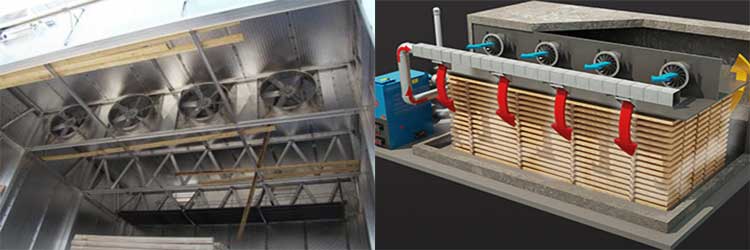
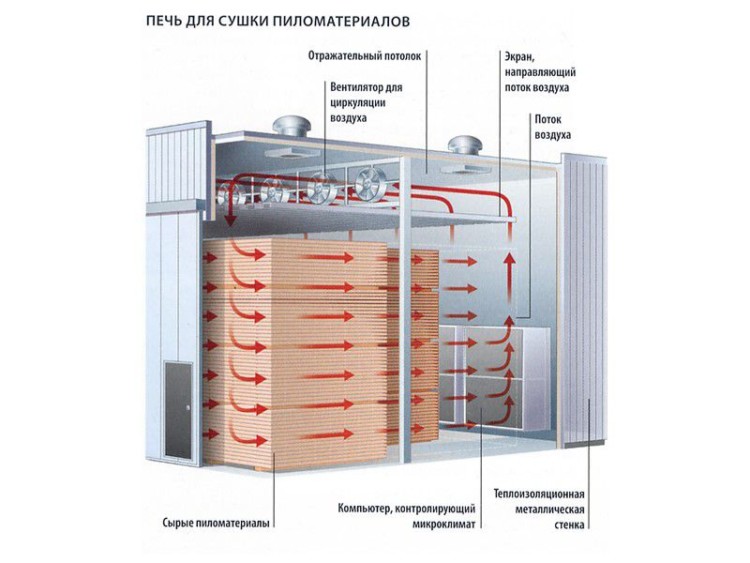
DIY valmistus
Puun kuivaaminen yksityisellä tavalla vaatii erityisen kammion, jonka voit valmistaa itse. Jos sinun on rakennettava kuivausrumpu puulle omin käsin, niin tontille on varattava noin 10 m2:n ala asennusta varten. Tarvitset betonin perustuksiin, materiaali- ja lämpöeristyksen seiniin, asennusvaahtoa, ilmanvaihtojärjestelmän, kattilan ja apulaitteet.

Rakentamisen vaiheet
Minikuivaimen rakentaminen koostuu peräkkäisistä vaiheista:
- perustan valmistelu asennusta varten;
- seinään;
- lämpöeristys;
- katon ja ovien asennus;
- patterien ja tuulettimien asennus kattoon;
- kattilan asennus turvallisuusmääräysten mukaisesti, putkien asennus.