Tee-se-itse mehupuristimet
On täysin mahdollista tehdä mehupuristin omin käsin, tärkeintä on löytää työkaaviot ja piirustukset sellaisista kotitekoisista tuotteista, mikä ei ole vaikeaa. Monet niistä kodin käsityöläisistä, joilla on jo kokemusta tällaisten laitteiden valmistuksesta, jakavat mielellään valokuvia laitteistaan ja jopa videoita, joissa esitetään yksityiskohtaisesti niiden valmistusprosessi ja toimintaperiaate.

Kotitekoiset mehupuristimet
Useimmiten he pyrkivät valmistamaan ruuvityyppisiä puristimia omin käsin. Samaan aikaan on pidettävä mielessä, että tällaiseen laitteeseen ei voi tehdä tehokasta ruuvia ilman pätevää sorvaajaa. Voit valmistaa kotitekoisen puristimen ilman kolmansien osapuolten asiantuntijoita, jos vaihdat ruuvimekanismin tavanomaiseen tunkkiin (mekaaninen tai hydraulinen), joka on jokaisen autoilijan arsenaalissa.
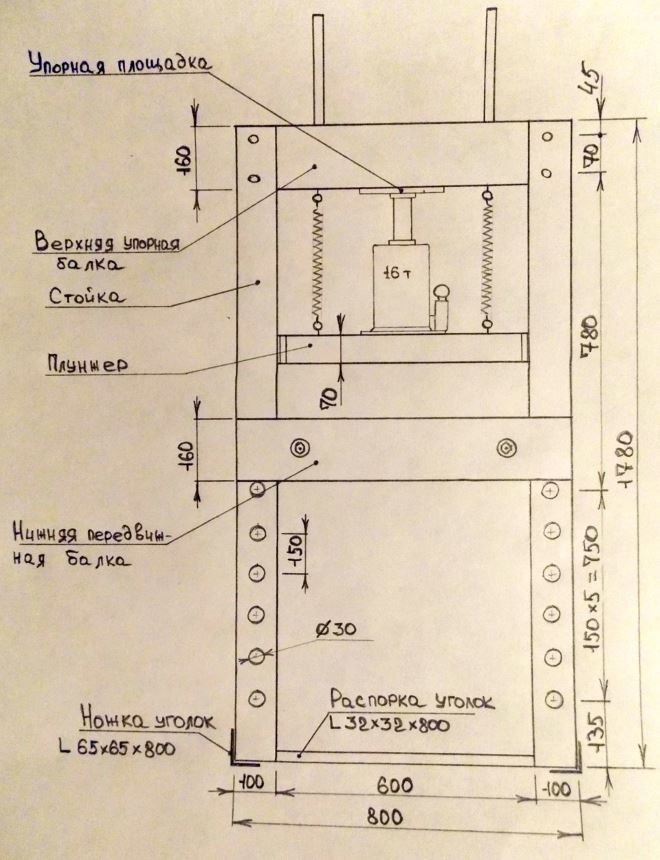
Puristimen piirustus autonoskin perusteella
Tee-se-itse-mehupuristimen tärkein kantava elementti on runko.
Sen vahvuuteen tulee kiinnittää erityistä huomiota. Tällaisen kehyksen valmistukseen, joka lepää nosturia vasten ja luo tarvittavan paineen, voit käyttää neliömäistä metalliputkea, jonka poikkileikkaus on 40x40 ja seinämän paksuus vähintään 3 mm.
Kun lasket kotitekoisen puristimen rungon korkeutta, sinun tulee ottaa huomioon viemäriritilöiden, vuorausten ja raaka-ainepussien kokonaispaksuus sekä tunkin korkeus. Kehyksen leveys voidaan valita mielivaltaisesti - tärkeintä on, että säilytyslokero asetetaan puristetun mehun keräämiseen luotuun aukkoon.

Tunkki voidaan yksinkertaisesti asettaa männän päälle tai kiinnittää jäykästi ylätankoon
Kun suunnittelet omenoiden tai viinirypäleiden puristimen suunnittelua omin käsin, on kiinnitettävä erityistä huomiota sen vakauteen. Tämän ongelman tehokkaaksi ratkaisemiseksi rungon pohjaan voidaan hitsata kolme neliömäistä putkea, jotka toimivat jalkoina ja varmistavat yksikön vakauden.
Jalkojen päälle asetetaan laudoista tai puulevystä tehty teline, jolle lava asetetaan.
Viemäriritilät, joiden kanssa omena, viinirypäle tai mikä tahansa muu puristin toimivat, tulee valmistaa vain kovapuusta (tammi tai pyökki). Levyjen, joista tällaiset ritilät valmistetaan, paksuuden on oltava vähintään 20 mm.
Pussit, joihin laitetaan omenamassaa tai muita mehun puristamiseen tarkoitettuja raaka-aineita, voidaan valmistaa erilaisista kankaista (pääasia on, että tällainen kangas on erittäin kestävää ja siitä ommeltavat pussit eivät hajoa aiheuttaman korkean paineen alaisena). tunkki). Tällaisina kankaina voit käyttää erityisesti tavallisia säkkikangas-, juutti-, puuvilla- ja pellavakankaita, chintsia ja synteettisiä materiaaleja.

Puisia säleitä sisältäväksi kehykseksi vanhan pesukoneen säiliö sopii varsin hyvin.
Voit tehdä omenapuristimen omilla käsilläsi tai puristimen muiden raaka-aineiden käsittelyyn vielä monimutkaisemman suunnittelukaavion mukaan, johon kuuluu sekä tunkin että ruuvimekanismin samanaikainen käyttö. Jälkimmäistä tällaisessa puristimessa käytetään hedelmä- tai marjamassan kiinnittämiseen, joka sijoitetaan ruostumattomasta teräksestä valmistettuun rei'itettyyn koteloon.
Tarvittavan paineen luovana mekanismina käytetään nosturia, joka asennetaan puristimen runkorakenteen alaosaan. Yläjalkansa avulla tunkki lepää tukitason alaosaa vasten, joka pystyy liikkumaan puristuskehyksen sivuohjaimia pitkin.Siten, kun tunkki nostetaan ylös, myös tukitaso nousee, liikkuen kohti mäntää, joka on varustettu ruuvin alaosalla.

Ruuvipuristin tunkilla
Siten on täysin mahdollista tehdä itsenäisesti tehokas puristin omena-, rypäle- ja jopa granaattiomenamehun saamiseksi, eikä tämä vaadi merkittäviä taloudellisia kustannuksia, erityistietoja, taitoja ja kykyä käsitellä monimutkaisia laitteita.
Mitä ovat polttoainepelletit
Ulkoisesti tällaiset polttoaineet, kuten pelletit, ovat sylinterimäisiä rakeita, joiden halkaisija voi olla valmistukseen käytetystä laitteesta riippuen 5–10 mm ja pituus 10–60 mm. Raaka-aine, josta tämä polttoaine valmistetaan, on seuraavilla toiminta-aloilla toimivien yritysten tuotantojäte:
- puuntyöstö ja puutuotteiden valmistus eri tarkoituksiin (näillä alueilla toimivien yritysten toiminnan tuloksena syntyvää sahanpurua ja lastua käytetään raaka-aineena puutyyppisten pellettien valmistuksessa);
- maataloustuotteiden viljely ja jalostus (tässä tapauksessa pelletit valmistetaan oljesta, heinästä, vehnästä, riisistä tai tattarikuorista, auringonkukan kuorista);
- hiilen ja turpeen jalostus, jonka hienojakeisia jakeita käytetään myös polttoainebrikettien valmistukseen.

Polttoainepellettien väri riippuu raaka-aineesta ja sen valmistustekniikasta.
Polttoainepellettien tuotantoa harjoittavat useimmiten ne yritykset, joiden seurauksena päätoiminnasta syntyy suuri määrä tällaisen polttoaineen valmistukseen soveltuvaa jätettä. Siten tällaiset yritykset eivät ainoastaan ratkaise tuotantojätteidensä kierrätysongelmaa, vaan saavat myös lisävoittoa tästä.
Käytön tehokkuuden kannalta kivihiili on edelleen suosituin polttoainetyyppi, mutta polttoainepelleteillä on siihen verrattuna yksi merkittävä etu: niiden käyttö mahdollistaa polttoaineen syöttöprosessin automatisoinnin kattilaan mahdollisimman paljon. Lisäksi, kuten edellä mainittiin, puupellettien ja olkipellettien tuhkapitoisuus on alhainen: sen arvo on 20 kertaa pienempi kuin perinteisten kiinteiden polttoaineiden.
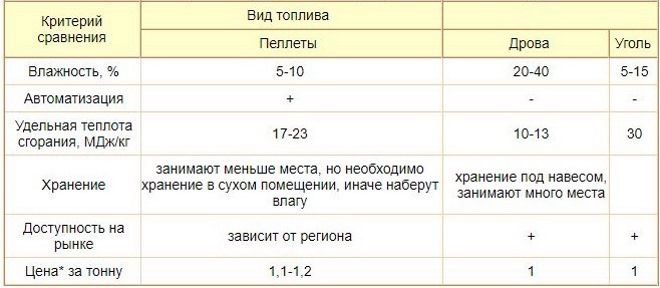
Erilaisten kiinteiden polttoaineiden vertailu
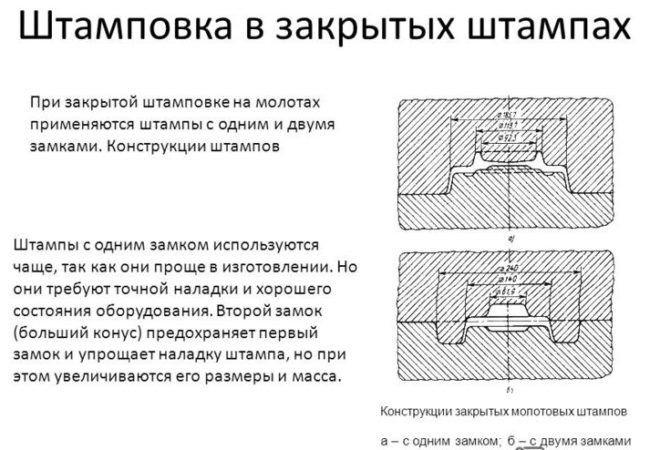
Avointen ja suljettujen meistien ominaisuudet
 suljettu leimaus
suljettu leimaus
Leimauslaitteet voidaan varustaa avoimilla tai suljetuilla meistillä. Avoimessa suulakkeessa ylimääräinen metalli virtaa ulos purseeseen tai välähdystä, joka suorittaa tietyn toiminnon. Tämän tekniikan tärkeimmät haitat ovat: seoksen menetys salamassa, tuotteen laadun heikkeneminen leikattujen kuitujen vuoksi purseiden poiston aikana.
Suljettuja muotteja käytetään yksinkertaisen muotoisten tuotteiden valmistukseen. Tämä salamaton tekniikka säästää metallia, ei jäysteenpoistokustannuksia ja korkealaatuinen tuote monipuolisen puristuksen ansiosta. Metallikuituja ei leikata. Suljettua muottikäsittelymenetelmää käytetään matalan sitkeyden metalliseoksille. Tärkeimmät haitat ovat: seoksen tarkan annostelun tarve, leiman monimutkainen suunnittelu.
Nykyaikaisessa tuotannossa leimaaminen on pääasiassa valmistelevaa toimenpidettä, joka mahdollistaa osien valmistuksen elektroniikkaan sekä lentokoneisiin tai laivoihin. Tuloksena oleville tuotteille suoritetaan edelleen hitsaus, leikkaus, niittaus ja muut käsittelymenetelmät teknologisesta prosessista riippuen.
Aiheeseen liittyvä video: Metallileimaus
Valikoima kysymyksiä
- Mikhail, Lipetsk - Mitä levyjä metallin leikkaamiseen tulisi käyttää?
- Ivan, Moskova - Mikä on metallivalssatun teräslevyn GOST?
- Maksim, Tver — Mitkä ovat parhaat telineet valssattujen metallituotteiden säilytykseen?
- Vladimir, Novosibirsk - Mitä metallien ultraäänikäsittely tarkoittaa ilman hankaavia aineita?
- Valeri, Moskova - Kuinka takoa veitsi laakerista omin käsin?
- Stanislav, Voronezh — Mitä laitteita käytetään galvanoidun teräksen ilmakanavien valmistukseen?
Mekanismit metallin käsittelyyn
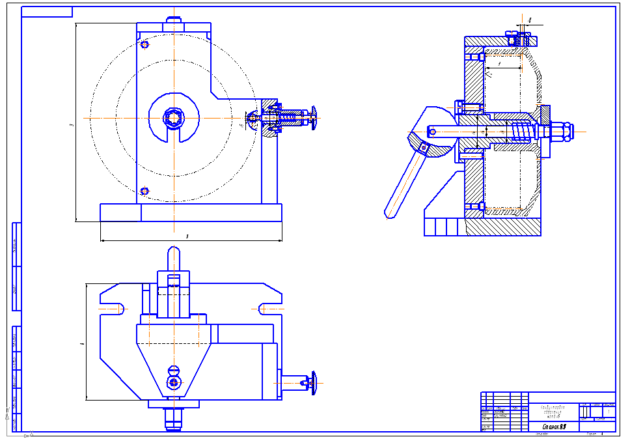
Hydraulinen puristin pystyy kehittämään merkittävän, jopa 2 tuhannen tonnin voiman. Sitä käytetään paksuseinäisten tuotteiden taivutukseen tai takomiseen. Mekanismin toiminta perustuu kahden toisiinsa yhteydessä olevan hydraulisylinterin mäntien liikkeeseen, joilla on eri halkaisijat. Halkaisijoiden ero on se, joka määrää voiman, jonka metallimeistopuristin voi kehittää.
 Hydraulinen puristuspiirustus
Hydraulinen puristuspiirustus
Säteittäinen taontakone on suunniteltu suorittamaan muovaustoimenpiteitä sylinterimäisten tuotteiden saamiseksi. Mekanismin rakenne sisältää induktiouunin osan esilämmittämiseksi. Työstössä työkappaletta pyöritetään sähkömoottorilla sen kulkiessa taontavyöhykkeen läpi.
 Piirustus säteittäisestä taontakoneesta
Piirustus säteittäisestä taontakoneesta
Sähkömagneettiset puristimet ovat uusia korkean suorituskyvyn ja kustannustehokkaita lävistyslaitteita. Toimintaperiaate perustuu sähkömagneettisen sydämen liikkeeseen, joka ohjaa koneen toimilaitteen metalliosaan.
 Piirustus sähkömagneettisesta puristimesta
Piirustus sähkömagneettisesta puristimesta
Polttoainebrikettien valmistus kotona
Polttoainebriketit, jotka ovat viime aikoina saavuttaneet kasvavaa suosiota asuin- ja teollisuustilojen lämmityspolttoaineena, voidaan valmistaa myös käsin. Luonnollisesti pellettien valmistukseen kannattaa valmistaa laitteet, jos saatavilla on riittävä määrä edullisia raaka-aineita.
Polttoainepellettien tuotantoon suunniteltuina kotitekoisina laitteina voidaan käyttää puristus- tai ekstruusiotyyppisiä laitteita. Voit tehdä tällaisen laitteen sekä valmiin tehomekanismin perusteella että tyhjästä. Ensimmäisessä tapauksessa päätyökappaleena käytetään hydraulista nosturia tai pientä puristinta, joka on myös varustettu hydraulisella käyttömekanismilla. Valmistettaessa laitteita pellettien valmistukseen tyhjästä, vipu- tai ruuvimekanismia voidaan käyttää voimarunkoon, joka tarjoaa tarvittavan paineen.

Pellettien valmistukseen tarkoitetun kotitekoisen koneen perustana voit ottaa tehdasrakeistimen suunnittelun. Klikkaa piirrosta suurentaaksesi
Riippumatta pellettien tuotantoon tarkoitettujen kotitekoisten laitteiden suunnittelusta, tällaisen laitteen valmistuksessa on tarpeen ratkaista seuraavat tekniset ongelmat:
- tee puristimelle tukialusta ja asenna siihen pystysuorat telineet, joihin kaikki rakenneosat kiinnitetään;
- tee sopivalla halkaisijalla konematriisi, jonka onteloon puristetaan esivalmistettu seos;
- tee lävistys, joka painaa seosta pellettejä muodostettaessa;
- varusta rei'itys sauvalla ja kytke se tehohydraulimekanismiin;
- tee halkaisijaltaan suuren putken tai metallilevyn avulla rumpu, jossa kaikki seoksen komponentit sekoitetaan;
- metallilevystä kourujen valmistukseen raaka-aineiden lastaamiseen ja valmiiden tuotteiden purkamiseen.

Kotitekoisen pelletointikoneen kokoaminen
Kaikki kotitekoisen pellettipuristimen elementit on kiinnitetty sen pohjaan ja pystysuoraan telineeseen. Tässä tapauksessa on tarpeen varmistaa niiden oikea avaruudellinen sijainti suhteessa toisiinsa.
Erilaisia leimaustekniikoita
Aihioiden prosessoinnin leimausprosessi voidaan suorittaa kuumalla tai kylmällä menetelmällä.Nämä teknologiset lajikkeet sisältävät erikoislaitteiden käytön ja tiettyjen metallinkäsittelyolosuhteiden käytön.
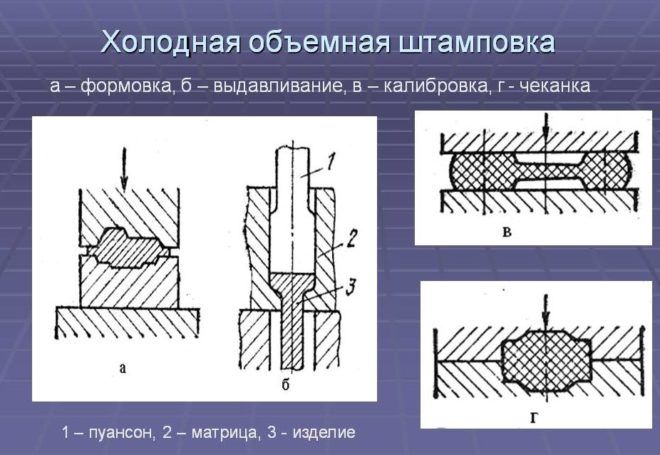 Kylmäleimaus on yksi leimaamisen lajikkeista
Kylmäleimaus on yksi leimaamisen lajikkeista
Kuumaleimausmenetelmällä prosessoidaan työkappaleet, jotka on esilämmitetty erityisissä laitteissa ennalta määrättyyn lämpötilaan. Kuumaleimaus on tarpeen, kun laiteteho ei riitä kylmäseoksen käsittelyyn. Lämmityslaitteet voivat olla sähkö- tai plasmauuneja. Tämä menetelmä vaatii tarkan laskennan valmiin osan parametreista ottaen huomioon metallin kutistumisen jäähdytyksen aikana.
Kylmäleimauksessa osat muodostuvat meistopuristimen elementtien mekaanisesta paineesta. Kylmäleimausta pidetään yleisimpana metallinkäsittelymenetelmänä. Se ei vaadi lisälaitteita, monimutkaisia laskelmia ja osien mekaanista jalostusta. Tämän menetelmän ansiosta materiaalin lujuusominaisuudet paranevat. Saaduille tuotteille on ominaista korkea pinnanlaatu ja tarkkuus.
Erilaisia teknologisia toimintoja
Tekniset toiminnot metallilevyllä ovat erottelua ja muotoilua.
Jakoleimaustoimenpiteet suoritetaan laitteille, jotka on varustettu erikoistyökalulla. Tämän seurauksena tietty osa erotetaan työkappaleesta suoraa tai tiettyä ääriviivaa pitkin. Arkin osan erottaminen tapahtuu seuraavissa prosesseissa:
- Leikata. Tämän toiminnon suorittamiseksi laitteet on varustettu kiekoilla, tärinälaitteilla tai giljotiinileikkureilla.
- Leikkaaminen. Tämä toimenpide erottaa tuloksena olevan tuotteen äärimmäiset osat.
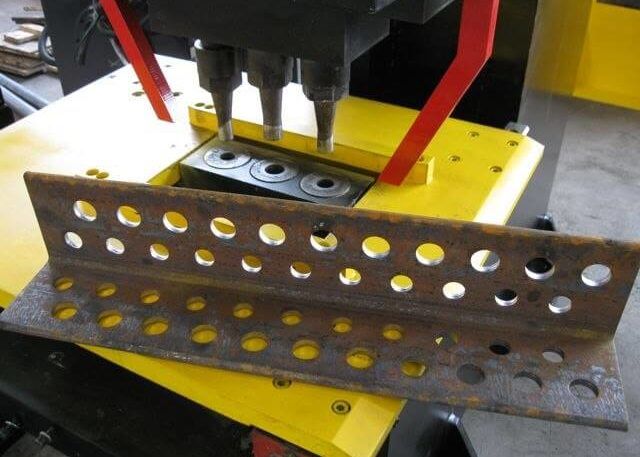
- Lävistys. Metallilevyyn luodaan leimaa käyttämällä erilaisia kokoonpanoja.
- Vähentää. Työkappaleesta saadaan muotoiltu osa, jolla on suljettu ääriviiva.



Muotoa muuttavat toiminnot on suunniteltu luomaan tuote, jolla on muut parametrit ja mitat ilman mekaanista tuhoa. Näitä toimintoja on seuraavan tyyppisiä:
- Laippaus. Työkappaleen ääriviivat tai sisäiset reiät alistetaan suuttimella tietyn kokoisten helmien muodostamiseksi.
- Huppu. Tämä operaatio on eräänlainen taonta, jossa tilaelementti saadaan tasaisesta materiaalista.
- Puristus. Onton työkappaleen päiden kaventamiseksi käytetään suulaketta, jossa on kartiomainen suulake, jossa on kapeneva työskentelyalue.
- Taivutus. Toimenpiteen seurauksena pinnan kaarevuus muuttuu taivuttamalla metallia ja muotoilemalla työkappaletta.
- Muotoilu on yksittäisten osien muodon muutosta pienentämällä osan paksuutta rikkomatta tuotteen ulkomuotoa.
- Puklyovka. Kytkentä kahden levyn leimalla ilman lisäelementtejä.