Kako savijati plastične cijevi pomoću savijača cijevi
U procesu sastavljanja cjevovoda često je potrebno savijati cijev. Ako se za ugradnju koriste metalno-plastični proizvodi, onda ovaj posao nije vrlo težak zadatak. Metal-plastika je plastični materijal, ali pri radu s njim potrebno je pridržavati se brojnih pravila. Shvatit ćemo kako savijati metalno-plastične cijevi.
Metal-plastika se često koristi za ugradnju inženjerskih sustava stambenih zgrada. Ovaj materijal je prikladan za ugradnju vodovoda, ventilacije i sustava grijanja. Savijanje metalno-plastičnih cijevi vlastitim rukama nije vrlo težak zadatak, međutim, ako se ovaj posao izvede pogrešno, to može dovesti do kvara proizvoda zbog deformacije.
Savijanje cijevi je proces tijekom kojeg se mijenja položaj središnje osi proizvoda. U tom slučaju na vanjskoj stijenci se stvara vlačno naprezanje, a na unutarnjoj stijenci stvara se tlačno naprezanje.
Cijev treba biti savijena, održavajući optimalni radijus savijanja. Ovaj pokazatelj ovisi o:
- veličina cijevi;
- omjer unutarnjih i vanjskih promjera.
Koja se oprema koriste?
Ručno savijati cijev kod kuće nije teško, ali istodobno je rizik od kvarenja izratka prevelik. Stoga je potrebno koristiti savijač cijevi za metalno-plastične cijevi. Ovaj uređaj je:
- mehanički;
- s hidrauličnim pogonom;
- elektromehanički.
Korištenje savijača cijevi omogućuje savijanje metalne plastike bez oštećenja. Prednosti korištenja opreme:
- izuzetno nizak rizik od kvarenja obratka;
- jednostavno korištenje;
- sposobnost savijanja na proizvodima različitih veličina.
Hidraulični
Hidraulički model je znatno skuplji od opružnog savijača cijevi, ali s njim je puno lakše raditi. Ovaj model je opremljen ugrađenom pumpom, zahvaljujući kojoj nije potrebno ulagati veliki fizički napor za savijanje.
Savijač cijevi ima izdržljivo metalno kućište koje pruža zaštitu hidrauličkom dijelu uređaja. Operater upravlja radom uređaja pomoću poluge. Postoje modeli savijača cijevi s otvorenim ili zatvorenim okvirom.
Skupi modeli savijača cijevi opremljeni su električnom hidrauličnom pumpom, jeftinije opcije imaju ručni hidraulički pogon. Druga je opcija prikladna po tome što se može koristiti bez spajanja na izvor napajanja.
Druga verzija savijača cijevi naziva se samostrel. Postoje tri vrste takvih uređaja:
- navijanje;
- trčanje u;
- referenca.
Kada se koristi uređaj prve vrste, savijeni segment se pritisne na valjak određene veličine. Što je veći promjer radnog valjka, to će biti veći radijus savijanja. Kada je uređaj uključen, valjak se počinje okretati, namotavajući savijeni segment metalno-plastične cijevi dok se ne postigne željeni stupanj savijanja.
U opremu ove vrste ugrađena su tri valjka, jedan od njih je stezni, on je taj koji vrši pritisak na cijev i stvara zavoj. Druga dva valjka su potporna. Oprema ove vrste koristi se ako je potrebno savijati metalno-plastični proizvod velike veličine.
Dakle, prije početka montaže cjevovoda, morate naučiti kako savijati metalno-plastičnu cijev kod kuće. Za izvođenje ovog posla vrijedi koristiti jednostavan savijač cijevi opruge.
Profesionalna oprema s hidrauličnim pogonom je skupa i nije je racionalno kupovati za obavljanje jednokratnih radova.
Korištenje opružnog savijača cijevi omogućuje vam savijanje metalno-plastičnih proizvoda što je brže i jednostavnije.
Standardni zahtjevi za radijus savijanja
Prilikom savijanja cijevnih elemenata, njihovi zidovi ne bi trebali mijenjati profil, poprečni presjek i propusnost (promjena unutarnjeg promjera) - to se postiže zbog određenog radijusa okretanja, koji je postavljen standardima.
Prilikom određivanja minimalnih granica zaokruživanja uzimaju se u obzir metode za njegovo dobivanje - najbolje pokazatelje prema dolje daju savijači cijevi s trnom s tehnologijom namota i toplinskom obradom, što omogućuje smanjenje veličine kruga.
Pokazatelj također ovisi o materijalu proizvodnje i dimenzijama proizvoda: vanjski promjer (Dn) i debljina stijenke (S), tablice također pokazuju duljinu ravnog dijela, što je potrebno za dobivanje naznačenih vrijednosti.
Prilikom rada važno je znati dimenzije fragmenta na kojem su dobivene te vrijednosti polumjera - one se izračunavaju zbrajanjem duljina dva ravna dijela i luka izračunate pomoću posebne formule
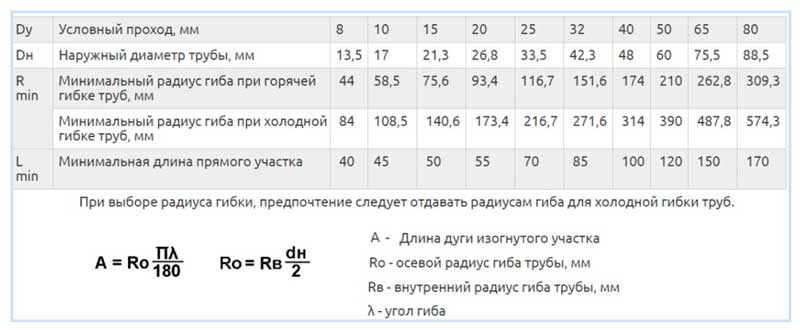
Riža. 2 Minimalni radijus savijanja cijevi čeličnih cjevovoda i proračun duljine luka
Podaci navedeni u tablicama jamče, ovisno o dimenzijskim parametrima, potrebnu GOST elipsu i ovalnost do 12,5%.
Prema GOST 17365-71V za cjevovode za agresivna okruženja, naznačen je sljedeći minimalni polumjer savijanja cijevi:
- za elemente s vanjskim promjerom D do 20 mm. – ne manje od 2,5 D;
- na D, više od 20 mm. polumjer ne smije biti manji od 3,5 D.
U tom slučaju, stanjivanje zidova u zoni savijanja ne smije prelaziti 20% za čelik i 25% za aluminij.
Prednosti primjene hidraulike
U mnogim ručnim i gotovo svim industrijskim jedinicama za savijanje cijevi koristi se hidraulički pogon, koji ima sljedeće prednosti u odnosu na mehaničke vijke:
- beskonačna opskrba pogona savijenom proizvodu;
- sposobnost razvoja velikih statičkih sila u povratnom kretanju, nedostižnih kada se koriste samo električni pogoni;
- male dimenzije glavnih jedinica;
- velika brzina;
- pouzdanost i trajnost;
- nedostatak čvorova za trljanje i dobrog podmazivanja.

Riža. 10 Metoda savijanja čelične metalne gredice
Struktura metalno-plastičnih cijevi
Osnova metalno-plastične cijevi je sloj polietilena. On je taj koji osigurava visoku čvrstoću takvih proizvoda, tako da cijev može obavljati funkciju ležaja. Uz pomoć ljepljivog sastava, aluminijska folija je pričvršćena na polietilenski sloj, koji će, kada se koristi cijev, spriječiti difuziju kisika. Rubovi cijevi su zavareni od kraja do kraja laserom. Temperatura linearne ekspanzije tako proizvedenih cijevi postaje usporediva s temperaturom metalnih cijevi. Zaštitne i dekorativne funkcije obavlja vanjski sloj bijele boje, koji je polietilen.
Dakle, metalno-plastična cijev je struktura koja se sastoji od sljedećih slojeva:
- polietilenski sloj,
- sloj ljepila
- aluminijska folija,
- drugi sloj ljepila
- vanjski sloj polietilena.
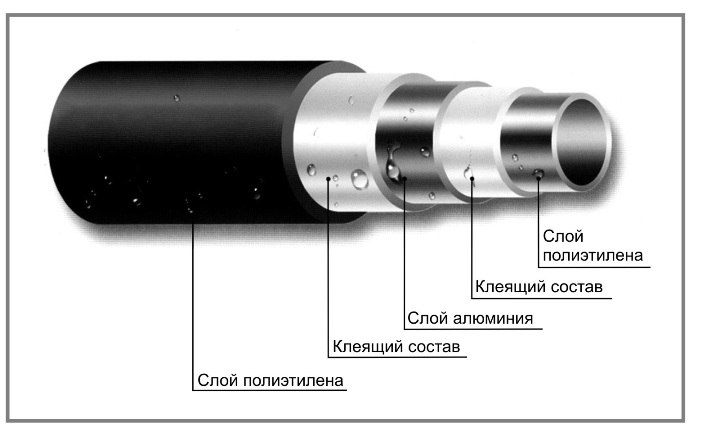
Struktura metalno-plastične cijevi
Jedinstvena višeslojna konstrukcija ovih proizvoda osigurava dugi vijek trajanja. Umreženi polietilen, koji čini unutarnji sloj, omogućuje stvaranje potrebne razine glatkoće unutarnje površine i zaštitu cijevi od kamenca i drugih naslaga, tako da unutarnji promjer metalno-plastične cijevi ostaje nepromijenjen pri normalnom radu. Uvjeti. Zahvaljujući dva polimerna sloja, aluminijska jezgra je pouzdano zaštićena od stvaranja galvanskih parova s mjedenim i čeličnim cjevovodnim elementima. Osim toga, polietilenski slojevi smanjuju toplinsku vodljivost cijevi i intenzitet stvaranja kondenzata na njihovoj površini.
Metode savijanja kvadratnog metalnog profila
Savijanje profila kvadratnog ili pravokutnog presjeka, iako se koristi u industriji, savijeni metalni profil je traženiji u svakodnevnom životu.Prilikom izrade podova staklenika potreban je lučni profil koji se može izraditi jednostavnim uređajem. Princip rada ovog uređaja sastoji se od valjanja profiliranog blanka kroz sustav od tri rotirajuća valjaka, od kojih su dva krajnja vanjska stacionarna, a treći se kreće u uzdužnom smjeru, postavljajući kut savijanja.
Ako je potrebno postići manji radijus zakrivljenosti u pravokutnom profilu, upotrijebite toplinsko zagrijavanje metalnog profila puhaljkom ili plinskim plamenikom uz istovremeni fizički utjecaj.

Riža. 6 Zavoji poluga u ručnim učvršćenjima
Karakteristike metalno-plastičnih proizvoda
Glavne tehničke karakteristike
- Debljina stijenke cijevi promjera 16 mm je 2 mm, a cijevi promjera 20 mm 2,25 mm. Istodobno, aluminijski sloj u takvim proizvodima iznosi 0,2 mm, odnosno 0,24 mm.
- 1 linearni metar cijevi od 16 mm teži 115 g, a cijev od 20 mm 170 g.
- 1 linearni metar cijevi promjera 16 mm sadrži 0,113 litara tekućine, a cijev od 20 mm sadrži 0,201 litara.
- Koeficijent ekspanzije metalno-plastičnih cijevi je 0,26x10-4 po 1 stupnju.
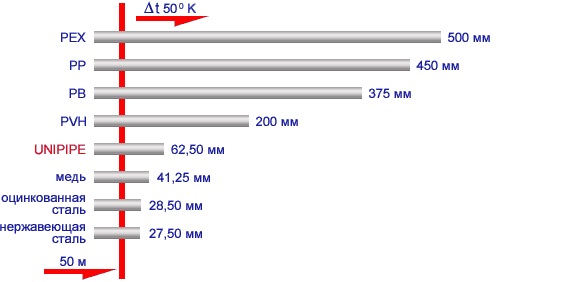
Toplinsko širenje metal-plastike je 10 manje od PEX cijevi
- Koeficijent hrapavosti površine je 0,07.
- Takve cijevi karakterizira koeficijent toplinske vodljivosti jednak 0,43 W / m * K.
- Ljepljivi i zavareni spojevi s aluminijem su 70 odnosno 57 N/mm2.
- S poprečnim rupturom, indeks čvrstoće će biti 2880 H.
- Minimalni polumjer savijanja cijevi od 16 mm ručno je 80 mm, a cijevi od 20 mm je 45 mm.
- Difuzija kisika tijekom rada takvih proizvoda karakterizira indikator jednak 0 g/m3.
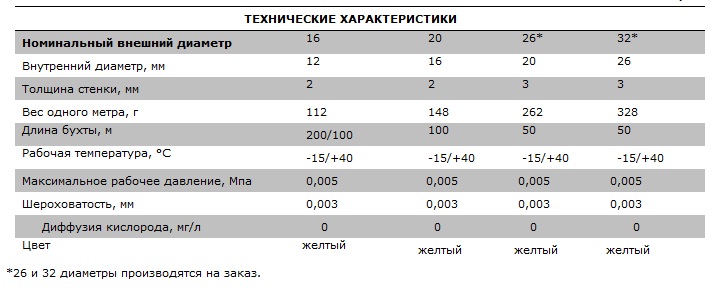
Tehničke karakteristike cijevi različitih promjera
Dopuštena temperatura i tlak
O pritisku koji cijevi izrađene od metal-plastike mogu izdržati treba razmotriti zasebno:
Radna temperatura je u rasponu od 0-95 stupnjeva pri tlaku u cjevovodu od 10 bara. Radna temperatura je ograničena na 0 i 25 stupnjeva ako se tekućina dovodi pod tlakom od 25 bara.
- Maksimalni radni tlak na gornjem temperaturnom pragu radnog medija je 10 bara.
- Kršenje integriteta cjevovoda pri srednjoj temperaturi unutar cijevi od 20 stupnjeva iznosi 94 bara.

Uvjeti pod kojima je vijek trajanja cijevi maksimalan
Ako temperatura i tlak ostanu nepromijenjeni, tada je vijek trajanja metalno-plastičnih cijevi:
- 1 sat pri t=20 stupnjeva i minimalnom tlaku od 5,71 MPa,
- 1 sat na t=95 stupnjeva uz minimalni tlak od 3,3 MPa,
- 100 sati na t=95 stupnjeva uz minimalni tlak od 2,93 MPa,
- tijekom 1 tisuću sati pri t=95 stupnjeva uz minimalni tlak od 2,57 MPa.
Vrijedi napomenuti otpornost na visoke temperature, koju metalno-plastične cijevi posjeduju: karakteristike proizvoda ostaju stabilne čak i uz kratkotrajno zagrijavanje do 110 stupnjeva.