Zašto nam je potrebno žarenje metala
Točna priroda procesa žarenja kojem je metal podvrgnut uvelike ovisi o namjeni žarenog metala.
Značajna je razlika u metodama žarenja između žarenja u tvornicama u kojima se proizvodi ogromna količina čeličnog lima i žarenja u maloj autoradionici, kada samo jedan dio zahtijeva takvu obradu.
Ukratko, hladna obrada je plastična deformacija uništavanjem ili izobličenjem zrnaste strukture metala.
Tijekom žarenja metal ili legura se zagrijava na temperaturu na kojoj dolazi do rekristalizacije – stvaranja novih zrna umjesto starih – deformiranih i produljenih – zrna – nedeformabilna i okrugla. Zatim se metal hladi određenom brzinom. Drugim riječima, kristalima ili zrncima unutar metala koji su bili pomaknuti ili deformirani tijekom hladne plastične obrade dopušteno je da se ponovno izgrade i vrate u svoje prirodno stanje, ali na povišenoj temperaturi žarenja.
Bakarenje dijelova u otopini s elektrolitom
Za metalne dijelove, bakrene ploče se mogu obaviti kod kuće. Razmislite o bakrenju, spuštanjem dijela u otopinu s elektrolitom. Za to trebate imati:
- male bakrene ploče
- nekoliko metara vodljive žice;
- izvor struje, napona do 6 V;
- također se preporučuje korištenje reostata za regulaciju struje i ampermetra.
Operativni postupak
- Kao tekućina koja dobro otapa bakar, koristi se konvencionalni elektrolit. Možete ga kupiti ili napraviti kod kuće. Ovo će zahtijevati 3 ml sumporne kiseline, za svakih 100 ml destilirane vode. Tražena otopina može se dobiti dodavanjem do 20 g u nastali elektrolit. bakreni sulfat.
- Prije početka postupka bakrenja, dio se mora očistiti brusnim papirom kako bi se uklonio oksidni film s površine.
- Zatim se dio odmasti vrućom otopinom sode i ispere čistom vodom.
- Pripremljena otopina elektrolita ulijeva se u staklenu posudu potrebnog volumena.
- Zatim se tamo spuštaju dvije bakrene ploče, na vodljive žice. Između dviju bakrenih ploča na sličnu je žicu obješen dio namijenjen bakrenju kod kuće. Potrebno je osigurati da su bakrene ploče i dio potpuno preplavljeni otopinom elektrolita.
- U sljedećoj fazi, krajevi žica s bakrenih ploča spojeni su na pozitivan, a radni komad na negativne terminale izvora struje. U stvoreni električni krug serijski se moraju spojiti reostat i ampermetar. Nakon uključivanja struje u krugu, postavlja li je reostat unutar 15 mA po 1 cm? površina dijela.
- Nakon što obradak držite u otopini 15-20 minuta, morate isključiti napajanje i ukloniti proizvod iz otopine. Tijekom ovog kratkog vremenskog razdoblja, površina dijela će biti prekrivena tankim slojem bakra. Debljina prevlake ovisit će o trajanju procesa bakrenja. Tako je moguće postići bakreno prevlačenje površine bilo kojeg proizvoda sa slojem od 300 mikrona ili više.
Zavarivanje bakra i njegovih legura sa čelikom. Kako zavariti bakar i čelik
U praksi se zavarivanje bakra i čelika najčešće izvodi u čeonim spojevima. Ovisno o prirodi strukture, šavovi u takvom spoju mogu biti vanjski i unutarnji.
Za zavarivanje mesinga na čelik najbolje je plinsko zavarivanje, a za zavarivanje crvenog bakra na čelik najbolje je zavarivanje metala lukom.
Dobri rezultati se također postižu zavarivanjem ugljičnim elektrodama ispod sloja fluksa i plinskim zavarivanjem pod fluksom BM-1.Često se u praksi plinsko zavarivanje mjedi na čelik izvodi pomoću bakra kao materijala za punjenje.
Priprema zavarenih rubova s istom debljinom obojenog metala i čelika provodi se na isti način kao i kod zavarivanja željeznih metala.
Listovi debljine manje od 3 mm zavareni su bez rezanja, a listovi, počevši od 3 mm, sa zakošenim rubovima.
Ako je kos rubova nedovoljan, ili ako na krajevima dijelova koji se zavaruju ima prljavštine, nemoguće je postići dobar prodor. Na temelju toga, kod zavarivanja dijelova velikih debljina u kojima je napravljen utor u obliku slova X, ne smije se raditi zatupljivanje.
Zavarivanje bakra s čelikom težak je zadatak, ali sasvim izvediv za navarivanje i zavarivanje, na primjer, dijelova kemijske opreme, bakrene žice s čeličnim blokom.
Kvaliteta zavarivanja takvih spojeva zadovoljava zahtjeve za njima. Čvrstoća bakra može se povećati uvođenjem do 2% željeza u njegov sastav. S više željeza, snaga počinje opadati.
Kod zavarivanja ugljičnom elektrodom mora se koristiti istosmjerna struja istosmjernog polariteta.
Napon električnog luka je 40-55V, a njegova duljina je približno 14-20mm. Struja zavarivanja odabire se u skladu s promjerom i kvalitetom elektrode (ugljične ili grafitne) i kreće se u rasponu od 300-550A. Korišteni fluks je isti kao i za zavarivanje bakra, sastav ovih tokova dat je na ovoj stranici.
Tok se unosi u zonu zavarivanja, ulijevajući ga u utor.
 Metoda zavarivanja koristi se "lijevo".
Metoda zavarivanja koristi se "lijevo".
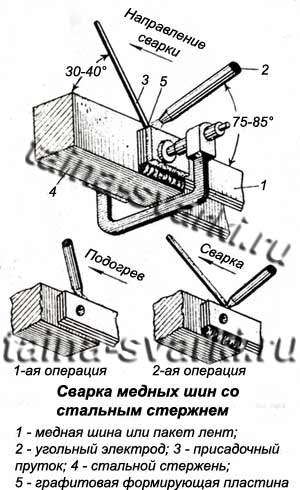
Najbolji rezultati pri zavarivanju bakrenih sabirnica čelikom postižu se zavarivanjem "u čamcu". Shema takvog zavarivanja prikazana je na slici. Najprije se bakreni rubovi zagrijavaju ugljičnom elektrodom, a zatim se zavaruju s određenim položajem elektrode i šipke za punjenje (vidi sliku). Brzina zavarivanja je 0,25m/h. Zavarivanje bakra s lijevanim željezom provodi se istim tehnološkim metodama.
Zavarivanje niskolegirane bronce male debljine (do 1,5 mm) na čelik debljine do 2,5 mm može se izvesti s preklapanjem s nepotrošnom volframom elektrodom u okruženju argona na automatskom stroju s žicom za punjenje s promjera 1,8 mm doveden sa strane.
U ovom slučaju, vrlo je važno usmjeriti luk na preklapanje s bakrene strane. Takvi načini zavarivanja: jačina struje 190A, napon luka 11,5V, brzina zavarivanja 28,5m/h, brzina dodavanja žice 70m/h
Bakar i mjed su dobro zavareni na čelik sučeonim zavarivanjem.
Ovom metodom zavarivanja čelični rubovi su prilično jako otopljeni, a rubovi obojenog metala su lagano otopljeni. Uzimajući u obzir ovu okolnost, i uzimajući u obzir razliku u specifičnim otporima ovih metala, uzmimo prevjes za čelik jednak 3,5d, za mesing 1,5d, za bakar 1,0d, gdje su d promjeri šipki koje treba zavarene.
Za otporno čeono zavarivanje takvih šipki preporuča se štap od 2,5d za čelik, 1,0d za mesing i 1,5d za bakar. Specifični otpor oborina uzima se u rasponu od 1,0-1,5 kg/mm2.
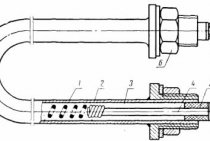
U praksi je često potrebno zavariti klinove promjera 8-12 mm od bakra i njegovih legura na čelik, ili čelične klinove na bakrene proizvode.
Takvo zavarivanje se izvodi na istosmjernoj struji obrnutog polariteta pod finim fluksom razreda OSC-45 bez predgrijavanja.
Bakreni klinovi promjera do 12 mm ili L62 mjedeni klinovi promjera do 10 mm pri struji od 400 A dobro su zavareni na čelik ili lijevano željezo.
A klinovi od mesinga marke LS 59-1 ne koriste se za zavarivanje.
Čelični klinovi su slabo zavareni na bakrene i mjedene proizvode.
Elektrode za zavarivanje bakra
Za spajanje bakra bez žice za punjenje koriste se potrošne elektrode s posebnim premazom. Kada se otopi, stvara sloj troske koji štiti mjesto zavarivanja od kontakta sa zrakom. Aditivi koji čine premaz, u kombinaciji s metalom, poboljšavaju kvalitetu šava. Sloj troske usporava hlađenje spoja, što pomaže u uklanjanju više plinova.
Ugljične i grafitne elektrode koje se ne troše koriste se zajedno s žicom za punjenje potrebnom za stvaranje šava. Prilikom odabira imajte na umu sljedeće:
- za ručno zavarivanje bakra, boja premaza je crvena;
- razredi sa sivim premazom namijenjeni su za obojene metale;
- vatrostalni metali kuhaju se plavim elektrodama;
- sa žutim premazom od legiranog čelika otpornog na toplinu.
Značajke procesa bakrenog povlačenja čelika kod kuće
Za proizvodnju bakrene ploče kod kuće potrebno je ispuniti niz zahtjeva koji proizlaze iz samog tehnološkog procesa, budući da metoda uranjanja uključuje korištenje elektrolita. Ova otopina je kaustična, podložna isparavanju, a budući da će se tijekom rada i zagrijavati, isparavanje će biti intenzivno. Za galvanizaciju kod kuće, trebali biste se pobrinuti za zaštitnu opremu i dobru ventilaciju.
Galvanizacija bakrom kod kuće, unatoč prilično primitivnoj opremi, ipak daje izvrsne rezultate. Od svih metala, čelik pruža najjaču vezu s bakrenom folijom, stoga se tijekom bakrenog prevlačenja čelika dobivaju izvrsni, izdržljivi vodiči struje. Oblaganje čeličnog proizvoda bakrenim filmom dat će predmetu privlačniji izgled.
 Rezultat presvlačenja bakrom
Rezultat presvlačenja bakrom
Bakreno prevlačenje čelika s uranjanjem u elektrolit
Prije početka postupka bakrenja potrebno je pripremiti svoj dom, radno mjesto, potrebne materijale i osobnu zaštitnu opremu za te radove. Nakon toga trebate pripremiti radni komad. Oksidni film treba ukloniti s njegove površine tankim šmirglom i finom metalnom četkom. Nakon uklanjanja filma, dio se ispere, odmasti u toploj vodi sa sapunom i ponovno ispere čistom vodom pod jakim pritiskom.
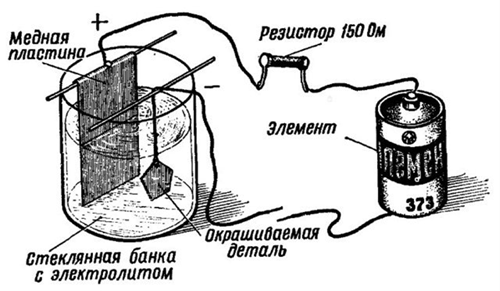 Shema bakrenja čelika u elektrolitu
Shema bakrenja čelika u elektrolitu
Dvije bakrene ploče stavljaju se u posudu (po mogućnosti staklenu), međusobno električno povezane. Ove ploče su anode, a spojene su vodičem na plus izvora struje. Provodnik je spojen na minus izvora, spojen na radni komad koji se obrađuje, a to je katoda u ovom krugu. Reostat je uključen u anodni krug za podešavanje jačine struje i ampermetar za kontrolu.
Pripremljena otopina elektrolita se ulijeva u posudu, koja uključuje bakreni sulfat, destiliranu vodu i kiselinu. Otopina se izlije u količini dovoljnoj da potpuno pokrije elektrode i radni komad. Napon se primjenjuje na krug, struja se postavlja pomoću reostata brzinom od 15 mA po kvadratnom centimetru površine dijela.
Nakon pola sata, napon se uklanja, bakreni dio se uklanja iz otopine, oslobađa od vodiča, temeljito se ispere i osuši. Proces dovršen. Neophodna napomena: sve radnje treba izvoditi u respiratoru, gumenim rukavicama i uz uključenu ventilaciju.
Stroj za zavarivanje bakra
Glavne jedinice su definirane kao poluautomatske, automatske, argonske, inverterske jedinice. Svaki od uređaja obavlja posao na drugačiji način proizvodnje, opremljen je prepoznatljivim karakteristikama.
- Spajanje bakrenih ploča može se izvesti pomoću organa tipa volfram u okruženju argona. Invertori modernog tipa napaja se iz kućne mreže, opremljeni su neovisnim sustavom hlađenja i lagani su.
- Kod žice se koriste poluautomatske instalacije. Postoje različiti čvorovi, uključujući domaće, koji nisu inferiorni u odnosu na uvezene analoge u pogledu performansi.
- Bakrene žice su također povezane inverterom, glavna značajka je isplativa, niska potrošnja energije. Zaštita od lijepljenja, vrući start omogućit će majstoru početniku da radi bez prethodne obuke.
Domaći aparat za zavarivanje ugljičnim elektrodama
Za kućnu upotrebu, najbolji izbor je jedinica snage do 3,5 kW. Izlazna snaga je dovoljna za spajanje bakra debljine 5 mm. Mehanizmi s malim resursima neće naštetiti električnoj mreži kućanstva, spriječiti kvar uređaja.
Priprema za patiniranje
Kao i kod svakog rada s kemikalijama, sigurnost mora biti na prvom mjestu. Većina spojeva koji se koriste za crnjenje vrlo su otrovni. Ispuštene pare mogu biti opasne po zdravlje ako se ispuste u atmosferu. Postoje određena standardna pravila koja se ne smiju zanemariti:
- potrebno je čuvati tvari u posebnim epruvetama, čvrsto zatvorenim čepovima za brtvljenje;
- držite otopine izvan dohvata djece;
- proces se mora odvijati u specijaliziranom ormariću s ugrađenom ventilacijom (vrata ormarića trebaju biti lagano otvorena).
Prije obrade materijal treba temeljito oprati, očistiti i odmastiti kako bi se postigao najbolji učinak.
 Patiniranje, oksidacija bakra i drugih metala
Patiniranje, oksidacija bakra i drugih metala
Oksidacija i patinacija - ovi pojmovi nisu sinonimi, posljedice svakog od ovih procesa međusobno se međusobno razlikuju.
Oksidacija bakra - stvaranje oksida i oksida na površini metala zbog njegove interakcije s elementima koji sadrže kisik i drugim određenim kemijskim reagensima.
Patiniranje - stvaranje tankog sloja spojeva klora i sumpora izlaganjem metala odgovarajućim spojevima. Oba procesa dovode do promjene boje materijala, za što bi u prirodnim uvjetima bilo potrebno dosta vremena.
Korak po korak upute za taljenje bakra
Taljenje bakra, ako pripremite sve što je potrebno za provedbu takvog tehnološkog procesa i ispravno pristupite njegovoj provedbi, omogućuje vam izradu bakrenih proizvoda u dekorativne i čisto praktične svrhe čak i kod kuće.
Da biste rastopili bakar, trebat će vam sljedeći alati, oprema i pribor:
- muflna peć (po mogućnosti s podesivom temperaturom grijanja);
- lončić u kojem ćete topiti bakar (za taljenje bakra služe lonci od keramičke ili vatrostalne gline);
- klešta s kojima će se vrući lončić izvaditi iz peći;
- kuka (može se napraviti od obične čelične žice);
- kućanski usisavač;
- drveni ugljen;
- oblik u kojem će se lijevanje izvesti;
- plinski plamenik i truba.

Najmanja količina nečistoća nalazi se u električnom bakru
Prvi korak
Bakar u zgnječenom stanju stavlja se u lončić. Treba imati na umu: što su komadi metala manji, to će se brže otopiti. Lončić, nakon što se napuni bakrom, stavlja se u peć, koja se pomoću regulatora temperature mora zagrijati do potrebnog stanja. U vratima serijskih peći za muflanje nužno je predviđen prozor kroz koji možete promatrati proces taljenja.

Prozor za pregled omogućit će vam da kontrolirate proces bez ponovnog otvaranja vrata, a time ne snižavate temperaturu u pećnici
korak dva
Nakon što se sav bakar u lončiću otopi, mora se ukloniti iz peći pomoću posebnih kliješta. Na površini je nužno prisutan oksidni film, koji se čeličnom kukom mora premjestiti na jednu od stijenki lonca. Otopljeni metal, nakon oslobađanja njegove površine od oksidnog filma, treba što brže i točnije uliti u prethodno pripremljeni kalup. Pojedinosti i pravila za izvođenje ovog postupka dobro su prikazani u videu koji je lako pronaći na Internetu.
Bit će potrebno vrlo brzo uliti metal u kalupe ako način grijanja koji ste odabrali nije mogao osigurati željenu temperaturu.
Treći korak
U slučaju da nemate na raspolaganju muflnu peć, tada možete zagrijati lončić s bakrom pomoću plinskog plamenika, postavljajući ga okomito ispod dna spremnika
Istodobno, važno je osigurati da plamen plinskog plamenika bude ravnomjerno raspoređen po cijelom području dna lončića.
Četvrti korak
Ako je kod kuće potrebno rastopiti legure na bazi bakra niskog taljenja (mjed i neke), tada se kao uređaj za grijanje može koristiti obična puhalica, koja se također postavlja okomito ispod dna lonca. Tijekom taljenja provedenog ovom i prethodnim metodama, površina rastaljenog metala aktivno će stupiti u interakciju s kisikom, što će dovesti do intenzivne oksidacije. Kako bi se smanjio intenzitet oksidacije, rastaljeni bakar može se posuti zdrobljenim ugljenom.

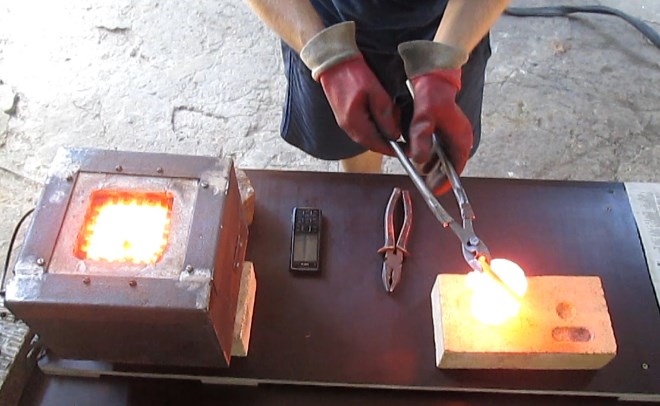
Topljenje bakra s plamenikom u domaćoj peći
Peti korak
Ako vaša kućna radionica ima kovačnicu, ona se također može koristiti za taljenje bakra, mjedi ili bronce. U tom slučaju, lončić s drobljenim metalom stavlja se na sloj užarenog drvenog ugljena. Kako bi se proces zagrijavanja i taljenja odvijao intenzivnije, u zonu izgaranja ugljena može se dovoditi zrak, za što je prikladan konvencionalni usisavač, koji ne radi za uvlačenje, već za puhanje. U slučaju da ćete koristiti usisavač, na njegovom crijevu morate napraviti metalni vrh s malom rupom za puhanje.

Proces taljenja bit će još učinkovitiji u plinskoj peći
Prilikom odabira muflne peći za operacije lijevanja s bakrom i njegovim legurama, treba obratiti pozornost na temperaturni režim koji takav uređaj može pružiti. Ovisno o vrsti rastopljenog metala, takva peć treba osigurati sljedeće temperature grijanja:
- bakar - 1083 °;
- razne vrste bronce - 930–1140°;
- mjed - 880–950°.
Moguće je da se odlučite sami napraviti peć za taljenje gledajući video.
Obični bakar, koji u svom kemijskom sastavu ne sadrži aditive za legiranje, nema dobru fluidnost u rastaljenom stanju, stoga nije prikladan za lijevanje proizvoda složene konfiguracije i malih veličina. U te svrhe najbolje je koristiti mjed, te odabrati leguru čija je površina svjetlija (to ukazuje da mjed ove marke ima nižu točku taljenja).
Svrha patiniranja
 Glavna svrha korištenja zatamnjenog bakra je dati efekt starenja metalu koji se obrađuje. U antičko doba većina predmeta (kovanice, figurice, razni suveniri, kućanski predmeti) izrađivana je od ovog materijala. Došavši u naše vrijeme, predmeti su prošli neke transformacije - oksidacijski procesi promijenili su boju i opći izgled ovih stvari, stvarajući sve znakove antike, a time i vrijednosti.
Glavna svrha korištenja zatamnjenog bakra je dati efekt starenja metalu koji se obrađuje. U antičko doba većina predmeta (kovanice, figurice, razni suveniri, kućanski predmeti) izrađivana je od ovog materijala. Došavši u naše vrijeme, predmeti su prošli neke transformacije - oksidacijski procesi promijenili su boju i opći izgled ovih stvari, stvarajući sve znakove antike, a time i vrijednosti.
Danas se bakreno patiniranje radi umjetno, ali imaju jedan cilj - dati stvarima rijedak izgled, privući pažnju, izazvati želju za kupnjom.
Karakteristike bakra
Bakar je jedan od prvih metala koje je čovjek naučio vaditi i prerađivati. Proizvodi od bakra i njegovih legura korišteni su već u 3. stoljeću prije Krista, o čemu svjedoče povijesni podaci i rezultati arheoloških istraživanja. Širokoj upotrebi bakra uvelike je olakšala činjenica da se prilično lako obrađuje raznim mehaničkim metodama. Osim toga, lako se može rastopiti.
Bakar, čija se površina odlikuje izraženom žućkastocrvenom bojom, zbog svoje mekoće, lako se može obraditi plastičnom deformacijom. Površina bakra, kada je u interakciji s okolnim zrakom, prekrivena je oksidnim filmom, koji ga boji u tako lijepu boju.
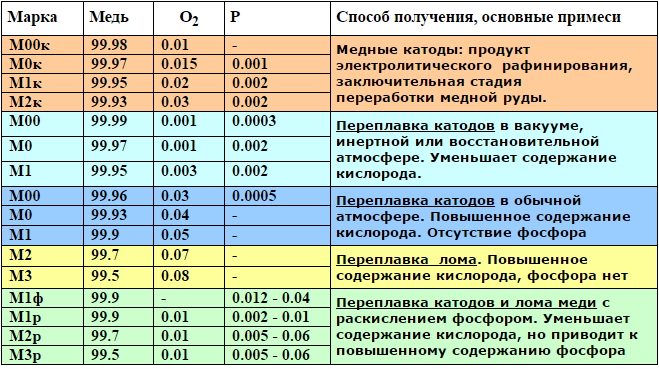
Tehnički razredi bakra i njihov kemijski sastav
Od velike su važnosti takve karakteristike bakra kao što su električna i toplinska vodljivost, u kojoj je na drugom mjestu među svim metalima, na drugom mjestu nakon srebra. Zbog ovih svojstava proizvodi izrađeni od njega aktivno se koriste u električnoj industriji, kao iu slučajevima kada je potrebno osigurati brzo uklanjanje topline iz grijanog predmeta.
Drugi važan parametar bakra, koji izravno utječe na količinu energije i rada potrošene u proizvodnji proizvoda od njega, je točka taljenja. Za čisti bakar, temperatura pri kojoj metal prelazi iz krutog u tekući je 1083°. Ako pomiješate bakar s kositrom i dobijete broncu, tada će talište takve legure biti već 930–1140 °, ovisno o sadržaju glavnog legirajućeg aditiva u njoj. Kao što je mjed, koji se dobiva dodavanjem cinka osnovnom metalu, ima još nižu točku taljenja, koja je u rasponu od 900-1050 °.
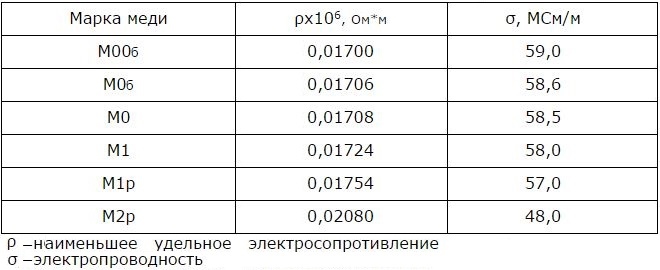
Električna svojstva bakra pri 20°
Ako se odlučite provesti kod kuće takav tehnološki proces, važno je znati još jedan parametar - njegovu točku vrelišta. Na 2560 ° bakar počinje doslovno ključati, što je jasno vidljivo na videu ovog procesa.
Pojavu mjehurića na površini tekućeg metala i stvaranje aktivnog plina u njemu olakšava ugljik koji se oslobađa iz bakra kao rezultat njegove oksidacije, koja se događa tijekom jakog zagrijavanja.

U skladu s tehnologijom taljenja, na površini bakrenog ingota mogu ostati plitke pore, koje se lako mogu ukloniti brušenjem.
Kako rastopiti bakar kod kuće
Predmeti od bakra, kao i razni proizvodi u koje je uključen, naširoko se koriste u svakodnevnom životu. Stoga mnogi postavljaju sasvim standardno pitanje: "Kako sami rastopiti bakar?"
Imajući ideju o ovoj tehnologiji, ljudi su naučili kako napraviti razne predmete od čistog metala, kao i legura dobivenih iz njega - bronce i mjedi.
- 1 Talište
- 2 Taljenje bakra
Temperatura taljenja
Taljenje je proces koji karakterizira postupni prijelaz metala iz standardnog krutog stanja u tekuću konzistenciju. Svaki metalni spoj ili metal u svom čistom obliku ima svoju temperaturu, pod čijim se utjecajem počinje topiti.
Važan čimbenik u ovom slučaju je koje su nečistoće uključene u sastav otopljenog spoja.
Dakle, bakar se počinje topiti na temperaturi od 1083 stupnja Celzijusa. Ako mu se doda kositar, tada će se talište smanjiti i iznosit će otprilike 930-1140 stupnjeva Celzija.
U ovom slučaju, takva je fluktuacija posljedica količine kositra uključenog u slitinu. Spoj bakra i cinka topi se na još nižoj temperaturi - 900-1050 stupnjeva. Zagrijavanje bilo kojeg metala povezano je s postupnim uništavanjem rešetke formirane od mnogih kristala.
Zagrijavanjem temperatura taljenja raste na maksimalnu potrebnu razinu, zatim njezin rast prestaje i ostaje na dostignutoj razini sve dok se cijeli metal ne otopi, nakon čega počinje opadati.
Hlađenje je obrnuti proces promjene temperature. Kako se hladi, pada i "zamrzava" se na određenoj razini dok se metal potpuno ne skrutne.
Dakle, ugljik izlazi iz bakra tijekom procesa vrenja, nastao kao rezultat oksidacije i njegovog bliskog kontakta sa zrakom.
Taljenje bakra
Tehnologija taljenja bakra naširoko se koristila od davnina, kada su ljudi koristili vatru za topljenje metala za izradu strijela, vrhova strijela i drugog oružja te kućanskih predmeta.
Također je moguće topljenje bakra kod kuće. Za to će vam trebati:
- Lončić u kojem će se topiti bakar, te klešta potrebna za vađenje lončića iz peći ili uklanjanje s vatre.
- Drveni ugljen.
- Muffle peć (bolje je ako se u njoj regulira temperatura grijanja).
- Rog.
- Običan usisavač.
- Kalup u koji se ulijeva rastopljena tekućina.
- Kuka od čelične žice.
- Plinski plamenik, ako nema muflne peći.
Algoritam topljenja uključuje nekoliko koraka korak po korak:
Sameljite metal i ulijte u lončić. Štoviše, što su fragmenti manji, prije će doći do rastaljenog stanja. Lončić stavite u peć zagrijanu na najvišu moguću temperaturu potrebnu za početak procesa taljenja (ovdje će vam, inače, trebati regulator temperature). Mnoge muflne peći imaju prozor urezan u vrata. Kroz njega možete sigurno pratiti proces.
Po dolasku u tekuće, konačno rastaljeno stanje bakra, lončić s hvataljkama treba što pažljivije isprobati i što prije izvaditi iz peći. Na površini tekuće tvari stvorit će se film, pomaknite ga do ruba lončića pomoću žičane kuke. Ulijte metal očišćen od filma što je brže moguće u unaprijed pripremljeni oblik.
Ako nema muflne peći, bakar se može rastopiti pomoću konvencionalnog plinskog plamenika. Ali tada će bakar biti u bliskom kontaktu sa zrakom, a sam proces oksidacije bit će mnogo brži. Stoga, kako bi se spriječilo stvaranje debelog filma na površini metala, bakar se, kada dosegne tekuće stanje, posipa drobljenim ugljenom.
Također možete topiti bakar i njegove legure kovačnicama. Da biste to učinili, ugljen je potrebno dobro zagrijati i na njega staviti lonac s metalom (prethodno samljeti bakar). Da biste ubrzali proces zagrijavanja, usmjerite usisavač na ugljen, uključen u načinu puhanja
Posebnu pozornost treba obratiti na vrh cijevi. Mora biti metal, jer će se plastika rastopiti pod utjecajem visoke temperature.