Izbor cijevi za grijanje
Nakon što ste se orijentirali koji kotao za grijanje će grijati vodu u vašoj kući, možete odabrati cijevi za grijanje radijatora i sustava u cjelini. Tradicionalni materijali za cijevi za grijanje:
- željezo;
- bakar;
- plastične.
Prilično skupe i koje zahtijevaju poziv stručnjaka za zavarivanje, čelične ili bakrene cijevi sve se više u praksi zamjenjuju metalno-plastičnim ili polipropilenskim cijevima.
Metalno-plastične cijevi
Spajanje i ugradnja metalno-plastičnih cijevi može se izvesti pomoću kompresijskih i prešanih spojnica.
Za spajanje pomoću kompresijskih spojnica i naknadnog spajanja cijevi za grijanje trebat će vam:
- ključevi;
- ekspander;
- opruge za savijanje cijevi.
Glavni nedostaci spojeva na kompresijskim spojevima su:
- njihova relativno visoka cijena;
- krhkost gumenih brtvi pod utjecajem visokih temperatura;
- periodične "jednostavne" cijevi za grijanje ljeti, što također ne utječe baš povoljno na trajnost gumenih dijelova.
Zbog toga se svakih pet godina ili češće javlja potreba za preventivnim radom na zatezanju spojeva.

Pravila za spajanje metalno-plastičnih cijevi pomoću prešanog spoja
Pouzdan neraskidivi spoj na press spojnicama omogućuje ugradnju grijanja s plastičnim cijevima, skrivajući ih izravno u zidovima. Ove cijevi će trajati bez zamjene dugi niz godina ako temperatura vode za grijanje koja teče kroz njih ne prelazi 80°C.
Nedostatak korištenja ove vrste veze može se nazvati samo potrebom kupnje posebne opreme za ugradnju
Polipropilenske cijevi
Nedavno je vodeće mjesto među prikladnom opremom za opskrbu vodom i toplinom zauzela cijev za kotao za grijanje od polipropilena. Korištenje polipropilena je zbog činjenice da je vrlo izdržljiv, ne boji se odmrzavanja sustava i ima vrlo pristupačnu cijenu.
Polipropilenske cijevi mogu se savijati prilično ravnomjerno (za razliku od metal-plastike). Oni će trajati dugo ako se poštuju sva pravila rada.
Njihov jedini nedostatak je potreba za korištenjem posebnog alata za zavarivanje.
Postoje sljedeće značajke spajanja cijevi od polipropilena zavarivanjem:
- Prikladnije je zavariti polipropilenske cijevi zajedno s partnerom. Glavni uvjet za visokokvalitetno spajanje plastičnih cijevi je odabir ispravnog vremena zagrijavanja kako se ne bi pregrijale i precizna fiksacija, koja ne dopušta pomake i pomake duž osi prvih nekoliko sekundi nakon spajanja grijane cijevi. dijelovi.
- Zavarivanje i montaža cijevi za grijanje izvodi se pri pozitivnim temperaturama okoline - iznad +5 °C. Prilikom rada zimi potrebno je stvoriti "toplinsku zonu" gdje se zavaruju polipropilenske cijevi.
Za kvalitetan rad na lemljenju polipropilenskih cijevi potrebno je poštivati sve zahtjeve uputa priloženih uređaju.
Bilo bi dobro napraviti nekoliko probnih zavara na pojedinačnim kratkim duljinama cijevi koristeći jeftine spojnice kako biste stekli barem početnu vještinu rukovanja setom za zavarivanje.
Spajanje metalno-plastičnih cijevi za grijanje
Za metalno-plastične cijevi mogu se koristiti slične metode spajanja, s iznimkom navojnih. Budući da je njihov princip rada opisan gore, nema smisla ponavljati.
 Ugradnja kompresijskog spoja za metalno-plastične cijevi
Ugradnja kompresijskog spoja za metalno-plastične cijevi
Temeljno novu verziju veze predstavljaju prešani spojevi. Dijele se na stiskanje i prešanje ili slip-on.
Stimp press spojnice
Navlaka koja komprimira cijev može se pričvrstiti izravno na tijelo ili se nalazi zasebno. Ova vrsta rada izvodi se uz pomoć posebnih kliješta. Alat ima uklonjivu glavu, koja se odabire na temelju promjera čahure.
 Dijagram spajanja za presovanje
Dijagram spajanja za presovanje
Ožičenje grijanja bez zavarivanja cijevi savijanjem press fitinga izvodi se na sljedeći način:
- Izrežite cijev pomoću rezača cijevi.
- Očistite posjekotinu.
- Nanesite mjerač kako biste uklonili zaobljenost koja se javlja nakon podrezivanja alatom.
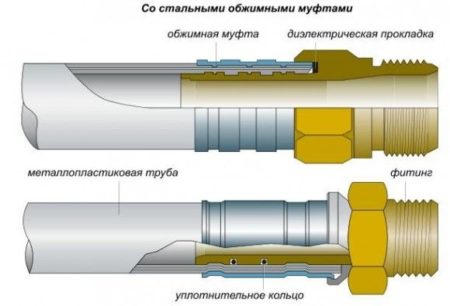
- Stavite kompresijski prsten.
- Stavite dielektričnu brtvu i brtveni prsten na spojnicu, zatim pritisnite element u unutarnju šupljinu cijevi.
- Stiskanje pomoću kliješta.
Ako je posao obavljen ispravno, na unutarnjoj strani rukavca bit će jasno vidljive dvije trake gdje je došlo do kompresije. Ove zone ne bi se trebale podudarati s mjestima brtvila, inače će se s vremenom uništiti, što će značajno smanjiti vijek trajanja priključka (5-10 godina umjesto 20-30).
klizni okov
Razlika ove opcije povezivanja je u tome što se prsten ne stisne, već se navlači na cijev. Da biste obavili posao, trebat će vam posebna preša, a ne klešta.
 klizni okov
klizni okov
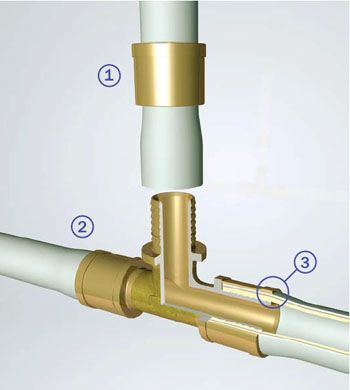
Uputa za spajanje:
- Izrežite cijev i stavite metalni prsten na nju.
- Proširite kraj dijela s ekspanderom.
- Umetnite spojnicu do graničnika.
- Gurnite spojnicu čeljustima preše i pritisnite okov.
Kako se montira klizna armatura možete vidjeti na ovom videu:
https://youtube.com/watch?v=KKjkMvK5HZ4
Preporuke predstavljene u članku pomoći će vam da popravite ili instalirate cijevi za grijanje bez zavarivanja. Najčešće korištena opcija su kompresijski spojevi, koji ne zahtijevaju prethodnu pripremu i korištenje posebnih alata.
Prednosti i nedostaci svake metode
Nit
prednosti:
- pouzdanost;
- jednostavnost montaže, mogućnost rastavljanja;
- niska cijena.
Nedostaci:
- naprezanje u šupljinama niti, povećava zamor materijala, smanjujući njegovu čvrstoću;
- potreba za korištenjem sredstava za zaključavanje kako bi se spriječilo odvrtanje radnog elementa.
prirubnice
prednosti:
jednostavnost i praktičnost povezivanja i odspajanja za višekratnu upotrebu.
Negativna svojstva:
- visok intenzitet rada u proizvodnji, stoga je cijena visoka;
- tijekom dugotrajnog rada, smanjenje mjesta njegovog spajanja, gubitak nepropusnosti.
lijepljenje
Prednosti ove metode uključuju to što nije naporan proces koji ne zahtijeva velike vještine i trud.
Ali čekanje na lijepljenje ponekad doseže tri dana, što nije uvijek prikladno.
Ova vrsta veze ne može se pripisati pouzdanim metodama.
Zavarivanje
prednosti:
- pouzdanost;
- izdržljivost;
- nepropusnost;
- sposobnost spajanja dijelova bilo kojeg oblika.
Nedostaci:
- pojava zaostalih naprezanja;
- mogućnost promjene geometrije;
- opasnost od uništenja pod utjecajem vibracija i udarnih opterećenja.
Truba
U usporedbi sa svim vrstama, utičnice imaju prednost niske cijene, malih aksijalnih i bočnih pomaka cijevi, što je vrlo korisno u slučaju promjena temperature i skupljanja tla.
Negativan pokazatelj leži u poteškoćama priključka i nedovoljnoj pouzdanosti pri povišenom tlaku.
Pritiskom
Uobičajeni pozitivni čimbenik je izvrsno samocentriranje spojenih dijelova, stabilno stanje pod udarnim opterećenjima. Jednostavnost i ne naporan proces.
Nije moguće obrnuti rastavljanje ili pomicanje jedan drugog. Evo nekoliko nedostataka ove metode.
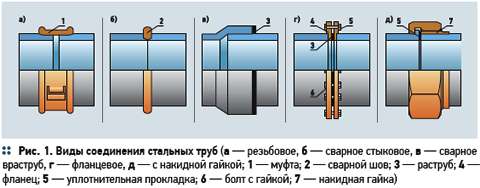
 Metode spajanja metalnih cijevi
Metode spajanja metalnih cijevi
Nodularno željezo i okovi izrađeni od njega
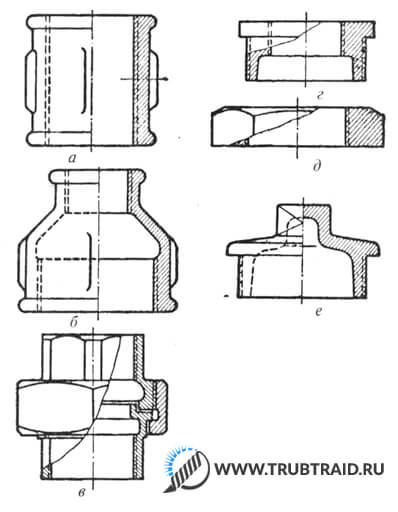
Najčešći dijelovi nodularnog lijeva za spajanje čeličnih cijevi i ostalih dijelova cjevovoda su: A) ravne spojke B) prijelazne spojke C) spojne matice D) futorki E) kontramatice E) čepovi.
Za apsolutno brtvljenje sustava s navojnim spojem potrebno je koristiti brtve, kao što su brtve. Osim njih, uz druge vrste pričvršćivanja, koriste se dodatni detalji. Ako je potrebno upotrijebiti artikulaciju elemenata linije pomoću prirubnica, odnosno bez spojnice, tada su uz brtve potrebni i vijci.
Prilikom spajanja uspona pod kutom, koriste se okovi od nodularnog željeza: ravna i prijelazna koljena, T, križevi.
Spojnica od lijevanog željeza ima nizak ovratnik po cijelom obodu obujma kundaka, koji služi za povećanje čvrstoće dijela, za razliku od čeličnog parnjaka koji nema takav element.
Kvaliteta spojeva ovisi ne toliko o metodama brtvljenja, materijalima, koliko o majstoru i kvaliteti njegovog rada. Ako je odgovoran, točan, ima osnovno vodoinstalatersko znanje, vještine u radu s ključem ili ključem za cijevi, onda ne možete pronaći boljeg stručnjaka. U skladu s elementarnim pravilima za ugradnju cjevovodnih sustava, cjevovod će funkcionirati dugi niz godina. To može potvrditi svatko tko je barem jednom bio uključen u instalaciju cjevovodnog sustava, čak i najkraćeg i najjednostavnijeg.
Isprobajte sami, eksperimentirajte i uvjerite se da ste najbolji stručnjak za ugradnju cjevovodnih sustava pomoću navojne metode povezivanja linijskih elemenata.
Detaljan opis svake metode
S navojem
Mogu se raditi na više načina, najčešći je cijeđenje.
Sljedeći alati pomoći će vam u tome:
- Ključ za cijevi.
- Spojnica s unutarnjim navojem.
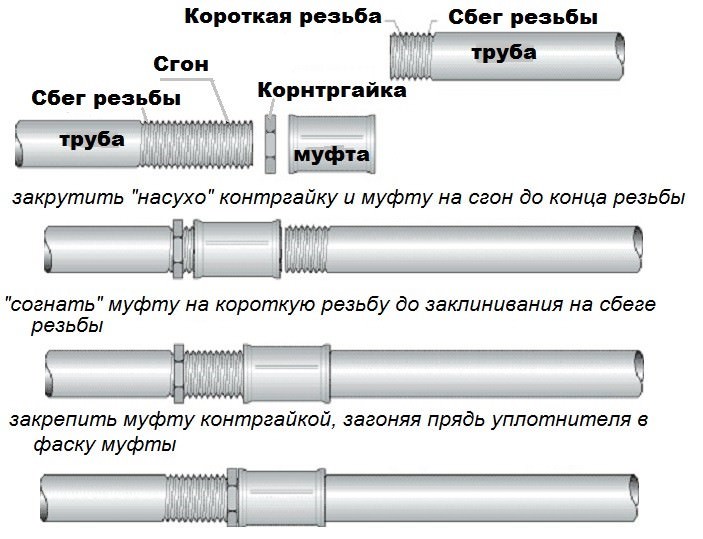
- Brtve za brtvljenje. Možda: uže od konoplje, FUM traka ili brtvilo.
- Zaporna matica.
Dvije cijevi imaju vanjski navoj. Stavili smo brtvilo na njih. Jedna nit je duža od druge. Gdje ima više zavoja, matica se zavrti, do kraja. Zatim spojka. Zatim ga namotamo na drugi dio, uvijajući kampanju s prvim. Kada se spojnica prestane motati, podupiremo je sigurnosnom maticom
Zatežemo ključeve, pažljivo, bez obzira što spojka pukne
prirubnice
Za prirubnički spoj trebat će vam:
- dvije prirubnice;
- paronit brtva;
- vijci, podloške, matice;
- ključevi;
- ručno lučno zavarivanje;
- razini.
Prirubnice moraju biti zavarene. Izbjegavajte pomicanje, moraju biti u istoj ravnini.
Hvatamo uz pomoć horizontalne razine. U gornje rupe pričvršćujemo dva vijka. Dio stavljamo na rub cijevi, tako da su vijci na vrhu. Na njih stavljamo libelu i uhvatimo poziciju mjehurića između traka u sredini. Kada smo uhvaćeni, na gornjoj točki napravimo zavarivanje. Vodoravna ravnina je spremna.
Preuređujemo razinu, u okomitom položaju, naslanjajući je na zrcalo prirubnice. Libelu hvatamo laganim podešavanjem donjeg kraja prirubnice koji još nije zalijepljen. Nakon što ste uspostavili vertikalu, stavite drugu kvačicu. A onda još dva dobivaju četiri uniformna dijela.
Zatim zavarivač zavari prirubnicu s obje strane. Slično, manipulacije se izvode s drugom cijevi.
lijepljenje
Ova metoda se rijetko koristi u metalnim dijelovima. Sam proces ne zahtijeva posebnu vještinu od osobe, ali traje jako dugo.
Ovaj posao zahtijeva:
- ljepilo. BF-2 ili 88N ili EDP;
- kićanka.
Prije lijepljenja dijelova prvo nanesite prvi sloj na njihove površine i ostavite da se osuši. Ovaj sloj će biti vezni sloj. Svako ljepilo ima vrijeme sušenja u uputama. Zatim se razmazuje drugi sloj i dijelovi se stavljaju pod prešu na dan ili čak i više. Sve ovisi o ljepilu.
Nakon čišćenja šava od mrlja ljepila.
 Crimp konektori za čelične cijevi
Crimp konektori za čelične cijevi
Zavarivanje
Postupak zavarivanja se koristi u gotovo svim spojevima metalnih cijevi.
Da bi se dobio šav, koriste se metode zavarivanja kao što su:
Plinsko zavarivanje se koristi za dobivanje trajnih spojeva u cijevima malog promjera s minimalnom debljinom.
Stanica za plinsko zavarivanje sastoji se od:
- cilindar s kisikom;
- acetilen;
- gumena crijeva;
- plamenika.
Kontaktno zavarivanje se rijetko koristi. Više se ova metoda dokazala u radu s plastičnim cijevima.
Najčešći način dobivanja trajnih spojeva je elektrolučno zavarivanje, dijeli se na:
- priručnik
- poluautomatski u zaštitnim plinovima
Tijekom izgradnje cjevovoda spojevi se dobivaju samo zavarivanjem
Važan dio je priprema spoja za zavarivanje
Cijev se mora spojiti na drugu:
- bez prijeloma i pomaka;
- spoj se mora očistiti;
- napraviti kosinu;
- postavite razmak od 1-3 mm.
Potrebna oprema za zavarivanje:
- elektrode;
- izvor napajanja (transformator ili ispravljač);
- kabel;
- osobna zaštitna oprema za zavarivača kombinezoni, rukavice, četke.
Čelno lemljenje polietilenskih cijevi i uz pomoć električne spojke
Truba
Ova vrsta veze naširoko se koristi u cijevima od lijevanog željeza za industriju nafte i plina, stambene i komunalne usluge. Jedna od najjednostavnijih opcija za jednodijelne spojeve.
Glavni postupak za dobivanje spoja je zatvaranje razmaka između utičnice i površine stožaste cijevi. Za to se koristi cementni materijal.
Za brtvljenje utičnice koristi se cement razreda 300-400, koji se temeljito miješa s vode u omjeru devet dijelova cementa na jedan dio vode. Zvono se lopaticom puni cementnim mortom i kova čačkanjem dok se ovaj ne počne odbijati od cementa.
Pritiskom
Ova metoda dobivanja jednodijelnog šava postala je neophodna za spojeve malog promjera od obojenih metala. Konvencionalno elektrolučno zavarivanje nije sposobno zavariti takve metale po svojim tehničkim parametrima, stoga su u ovom slučaju pronašli drugačiji pristup.
Za spajanje takvih cijevi od obojenih metala tankih stijenki koriste se prešani spojevi s kompresijskim rukavima. Oni izvode stiskanje u unutarnjem dijelu cijevi, a vanjske brtve osiguravaju nepropusnost spoja.
Prednosti i nedostaci skrivene sheme za polaganje cijevi za grijanje

Što se tiče prednosti, to je jedna, ali značajna - estetska ljepota. Sa skrivenim polaganjem cijevi za grijanje u zid ili pod, ne narušavaju unutrašnjost prostorije
Ovo je važno za sobe s panoramskim ostakljenjem, prozorima od poda do stropa itd. Dekor je također važan u sobama s masivnim namještajem; ne morate razmišljati o štetnosti proizvoda od topline iz cijevi
Ali skrivena shema ima više nedostataka:
- Skrivena ugradnja cijevi za grijanje vlastitim rukama težak je zadatak. Da biste pouzdano sakrili obris, morate se pridržavati regulatornih zahtjeva.
- Značajan gubitak topline. Prije nego što rashladna tekućina zagrije kuću, prvo mora zagrijati estrih ili zid, zatim završni sloj, tek tada toplina ulazi u prostoriju.
- Povećanje cijene rada. Da biste sakrili konture, morate kupiti cijevi od čelika ili s armaturom, rukavima, izolacijom, izolacijskim materijalima - sve će to zahtijevati ulaganja.
Prije početka rada određuju se sve nijanse - pristup ključnim čvorovima autoceste, polaganje, uzimajući u obzir opterećenje na podu, zidu. Također, izračunava se optimalna veličina poprečnog presjeka za cirkulaciju rashladne tekućine bez povećanja svojstva linearne ekspanzije cijevi.

I još jedna važna nijansa, o kojoj izvedba kruga ovisi o skrivenom rasporedu, je ispravan nagib cijevi za grijanje. Standardni standard nagiba je 0,5 cm po metru autoceste. Očitanja možete smanjiti na 0,2 cm, ali samo ako je dobra crpka integrirana u sustav i krug je odabran s ispravnim promjerom unutarnjeg tunela.
Značajke cijevi za skrivenu instalaciju
Koje su cijevi najprikladnije za polaganje skrivenog tipa - ovo pitanje najčešće postavljaju vlasnici privatnih kuća
Profesionalci preporučuju da obratite pozornost na metalno-plastične cijevi s ojačanjem. Plastični dijelovi propadaju pod utjecajem UV zraka, pa su vrlo prikladni za ugradnju u estrih debljine zida
Što se tiče čeličnih proizvoda, oni se teže savijaju, pa se u dijelovima za tokarenje mora koristiti više okova. Povećani broj konektora povećava rizik od curenja. Ispada da su PP cijevi s armaturom najbolja opcija za skrivenu ugradnju sustava grijanja.
Mogućnosti za polaganje cjevovoda za grijanje u kući

Postoje dvije vrste instalacije - otvorene i skrivene. Otvorena mreža postavlja se uz dno zidova, zatvorena mreža može se uvući u podni estrih. Izbor metode ovisi o zahtjevima vlasnika, vještini majstora. Ako se slijedi tehnologija polaganja, parametri performansi mreže se ne smanjuju.
Ali postoje neke nijanse koje prvo treba riješiti:
- Tehnika rasporeda ovisi o materijalu cijevi za krug. Na primjer, čelični elementi imaju minimalni indeks toplinske ekspanzije. Ovo svojstvo omogućuje, bez puno rizika, udubljenje konture u estrih, uziđivanje u zidove. Rizik od curenja zbog deformacije ili puknuća je minimalan. Metalno-plastična kontura ima značajno linearno širenje, pa je bolje ne skrivati takve cijevi u zidovima i podu.
- Visokokvalitetna izolacija cjevovoda će smanjiti gubitak topline. Namot će spriječiti rizik od razbijanja zidova kruga u slučaju jakog linearnog širenja.
Najčešće, majstori odabiru otvorenu verziju izračuna. Ali samo u slučaju kada ne govorimo o konturama toplog poda.
Skriveni stajling

Cjevovod je položen u zidove, pod ili se uzdiže do stropa s rasporedom iza visećeg ili porubljenog završetka. Najprikladnije je baviti se skrivenim polaganjem tijekom velikog remonta ili u fazi izgradnje objekta.
Značajke formiranja kontura skrivenog tipa:
- minimalni broj spojeva, zavoja, zavoja - takve mreže su manje izložene riziku od deformacije, propuštanja;
- dostupnost priključnih zona za pregled, preventivno održavanje;
- stare cijevi za grijanje ne mogu se sakriti u podnom estrihu.
Kako se ne bi zaboravili svi detalji uređenja, preporuča se izraditi detaljni tehnički plan za sustav grijanja. Takva shema pomoći će vam da brzo pronađete glavnu jedinicu za zatvaranje ako cijevi za grijanje u podnom estrihu propuštaju.
Otvorite zaslon
Polaganje cijevi za grijanje na otvoreni način najlakša je i najpristupačnija opcija za kućnog majstora. Nije važna složenost kruga ili broj zavoja - s pravim odabirom sekcije, performanse se ne smanjuju.
Dodatne prednosti otvorene mreže uključuju:
- Niska cijena rada. Zbog nepostojanja dodatnih rukava i drugih elemenata, troškovi neće biti tako impresivni.
- Mogućnost brzog ažuriranja, popravka. Svi detalji ostaju na vidiku, obnova neće potrajati.
Kako i kako zabrtviti spojeve cijevi
Vrste brtvila, metode brtvljenja
Kako bi se spriječilo curenje radnog medija cjevovoda, potrebno je kvalitetno zabrtviti zavoje cijevi.
Kod navoja čeličnih cijevi kao brtve se koriste:

- brtva. Ova metoda brtvljenja navojnog spoja zahtijeva relativno debele krajeve cijevi. Prisutnost ravnomjernih krajeva cijevi nikada ne može osigurati nepropusnost. Kada koristite gumenu ili plastičnu brtvu, ovaj se problem uspješno rješava. Ova opcija je idealna u slučaju artikulacije s zakretnom maticom;
- navijanje. Kao materijali mogu poslužiti lanene niti, polimerne niti, FUM trake u kombinaciji s brtvilima za stvrdnjavanje, bojama, pastama.
Prilikom ugradnje plastičnih uspona koristi se metoda brtvljenja koja se temelji na svojstvima deformacije materijala. Bit ove metode je da se plastična cijev s vanjskim navojem uvija u uspon s unutarnjim navojem. Plastika tijekom deformacije pridonosi izvrsnom punjenju međuprostora, eliminirajući pojavu praznina.
Kada je riječ o visokotlačnim konstrukcijama cjevovoda, cilindrični navojni spojevi cijevi ovdje nisu sasvim prikladni. U takvim slučajevima koristi se spoj konusnog tipa. Načelo spajanja je da se prilikom uvrtanja promatra čvrsto pritiskanje cijevi do takve mjere dok razmak potpuno ne nestane.
Materijali za brtvljenje
Da bi spoj bio nepropusni, kao brtvila se koriste:

- lan (kugla);
- azbest;
- FUM traka;
- prirodno sušivo ulje;
- bijela;
- minium;
- grafitno mazivo itd.
Pouzdana brtva pri uvijanju čeličnih cijevi na niti je lanena niti impregnirana crvenim olovom ili bjelilom. Ova veza je jednostavna za ugradnju, pouzdana u smislu brtvljenja. Pečat se koristi jako dugo, ne gubi svoju popularnost ni danas, unatoč pojavi umjetnih analoga.
Za one koji imaju malo iskustva u ugradnji armatura i cijevi, predlažemo da ni u kojem slučaju ne koriste lan bez boje. U početku, spoj neće propuštati vlagu. Ali proći će nekoliko mjeseci, vlakna lana će se smočiti i početi se raspadati. Stoga će se kvaliteta svih priključaka pogoršati, a nakon još mjesec-dva voda će procuriti na spoju.
Mnogi ljudi koriste FUM traku, koja ni na koji način nije inferiornija od starih tradicionalnih materijala - vuča s bojom.
Ponekad nema nepropusnosti na spoju uspona. Da biste uklonili ovaj nedostatak, potrebno je zamijeniti brtveni materijal i očistiti navojni dio od prljavštine i ostataka brtvila. Nakon toga ponovno namotajte lanenu nit, FUM traku ili drugo brtvilo, sastavite strukturu.
Paste, brtvila kemijskog podrijetla koriste se kao dodatna brtvila, koja će pomoći u jačanju ovog dijela cjevovoda.
Pravila za odabir promjera cijevi za grijanje

Veličina odjeljka utječe na brzinu cirkulacije rashladne tekućine. Ako je promjer odabran pogrešno, transport zagrijane tekućine bit će spor, uređaji će se neravnomjerno zagrijavati. Standardi protoka tekućine 0,4–0,6 m/s. Smanjenje kretanja na 0,2 m/s. će izazvati stagnaciju vode, stvara se zagušenje zraka. Podložno cirkulaciji rashladne tekućine brzinom od 0,7 m / s. potrošnja energije se povećava, čuje se buka. Optimalni parametar za brzinu kretanja vode u sustavu je 0,3-0,7 m/s. Iz ovog izračuna odaberite promjer cijevi za grijanje.
Preporuke stručnjaka za odabir proizvoda:
- ako u mrežu nije spojeno više od 2 radijatora, veličina presjeka je do 16 mm;
- kada se integrira 1 baterija snage 7 kW ili nekoliko radijatora kapaciteta do 2 kW (ukupno ukupna snaga ne smije biti veća od 7 kW) - dopušteni presjek kruga je 20 mm;
- s ukupnom snagom grupe radijatora u liniji od 11 kW potrebna je cijev promjera 25 mm;
- opskrba toplinom na slijepom ožičenju, na primjer, na udaljeno krilo kuće, zahtijeva ugradnju elemenata s poprečnim presjekom od 25 mm;
- dijelovi promjera 32 mm montirani su u mrežu s 12 baterija ukupne snage do 19 kW;
- ako kućni sustav ima više od 20 radijatora, čija ukupna snaga nije veća od 30 kW, bit će potrebni proizvodi veličine 40 mm.
Također je važno uzeti u obzir kapacitet cjevovoda. Ako brzina vode u liniji nije veća od 0,4 m/s, polipropilenski krug osigurava prijenos standardne količine topline
Tablica oslobađanja toplinske energije ovisno o presjeku cijevi:
| Toplinska energija (kW) | Vanjski promjer (mm) | Unutarnji promjer (mm) |
|---|---|---|
| 4,1 | 13,2 | 20 |
| 6,3 | 16,6 | 25 |
| 11,5 | 21,2 | 32 |
| 17 | 26,6 | 40 |
Spajanje metalnih cijevi za grijanje bez zavarivanja
Najbrži način spajanja bez zavarivanja je kompresijski spoj. Ipak, razmotrit ćemo druge metode: navojno spajanje i ugradnju kopče za popravak i ugradnju. Potonji se koristi i za pristajanje i za uklanjanje propuštanja nastalih uslijed pucanja metala.
Nit
Bit će moguće stvoriti navojnu vezu samo ako postoji slobodan pristup cijevi, t.j. u početnoj fazi instalacije. U drugim slučajevima, urezivanje će biti prilično problematično ili nemoguće. Sam postupak se provodi prema sljedećoj shemi:
- Očistite cijev od boje i hrđe. Ako nakon prethodnog zavarivanja postoji progib metala, treba ih odrezati. Površina koja se spaja mora biti čista i glatka.
- Korištenjem turpije zakosite kraj gdje je napravljen rez.
- Uzmite kalup prikladne veličine, uvijte ručke u nju. Rezače podmažite mašću ili svinjskom mašću.
 umrijeti
umrijeti
Ugradite alat na cijev, pazite da se nalazi strogo okomito.
Napravite pola okreta matrice u smjeru kazaljke na satu, a zatim četvrtinu okreta u smjeru suprotnom od kazaljke na satu. Zatim ponavljajte pokret dok se nit ne prereže.
Sada ćemo shvatiti kako se zabiti u cijev za grijanje bez zavarivanja. Da biste to učinili, morat ćete koristiti spojnicu s maticom. Može imati tri grane za stvaranje ožičenja. Prilikom stvaranja navoja, treba imati na umu da na jednoj cijevi treba biti 2 puta duži. Pričvršćivanje kvačila:
- Na duži navoj se uvija matica, zatim spojnica.
- Na drugu cijev je pričvršćena matica.
- Dijelovi su međusobno usklađeni, nakon čega se spojnica uvija od dugog navoja i djelomično uvija na kratki. Element bi trebao biti otprilike u sredini reza.
- Ostaje zaviti matice s obje strane, nakon što se brtveni materijal (fum-traka, vuča) omota na navoje.
Takva se veza smatra dovoljno snažnom i može trajati više od jedne godine.
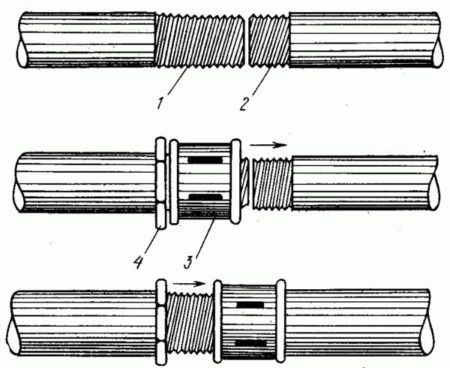 Montaža utičnice s navojem
Montaža utičnice s navojem
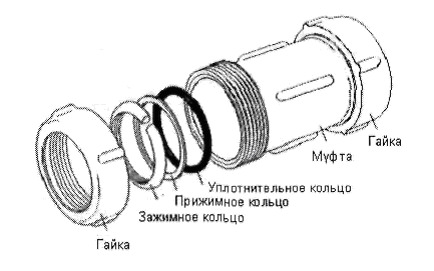
Kompresijski spojevi za čelične cijevi
Ova vrsta veze omogućuje grijanje bez zavarivanja cijevi i navoja. Istodobno, stručnjaci ističu visoku pouzdanost kompresionih spojnica, čiji je lider u proizvodnji Gebo. To često uzrokuje zbrku koncepata - mnogi te uređaje za povezivanje nazivaju po popularnom proizvođaču (živopisna analogija je marka Xerox, koja je postala poznato ime za kopiranje dokumenata).
 Kompresijski spoj
Kompresijski spoj
Među prednostima ove metode povezivanja može se izdvojiti brzina rada i odsutnost potrebe za korištenjem posebnog alata. Sve što trebate su dva ključa za držanje i stezanje okova.
Radni postupak je sljedeći:
- Stavite dijelove za pričvršćivanje na cijev u slijedu: matica, stezni prsten, stezni prsten, brtveni prsten.
 Shema ugradnje kompresijskog spoja
Shema ugradnje kompresijskog spoja
Stavite spojnicu, provjerite jesu li svi elementi pravilno smješteni i bez izobličenja.
Zategnite maticu. Jedna nit bi trebala ostati vidljiva. Ako nakon dovoda rashladne tekućine dođe do malog curenja, matica se može zategnuti.
Učinite isto za drugu stranu okova.
Više o kompresijskim spojnicama možete saznati gledajući video:
Spojnica za popravak i ugradnju
Prilikom rada starih sustava ili prekoračenja tlaka, često se postavlja pitanje kako zabrtviti cijev za grijanje bez zavarivanja. U te se svrhe koristi isječak za popravak i montažu. Može se izraditi u obliku spojnice ili T-a. Vanjski dio dijela je metalni sa steznim vijcima, unutra se nalazi gumena brtva.
Element se često koristi za hitno otklanjanje curenja, ali se može koristiti i kao trajna opcija za spajanje vodovodnih cijevi. Upute za korištenje:
- Očistite spojeve cijevi od boje i drugih naslaga koje mogu utjecati na buduću nepropusnost.
- Nanesite gumenu brtvu na spoj. Pazite da njegov rez ne padne u spoj gornjeg i donjeg dijela kopče.
- Podmažite rez brtvilom i, ako je moguće, ostavite neko vrijeme da se osuši.
- Ugradite dijelove kaveza, pričvrstite ih vijcima.
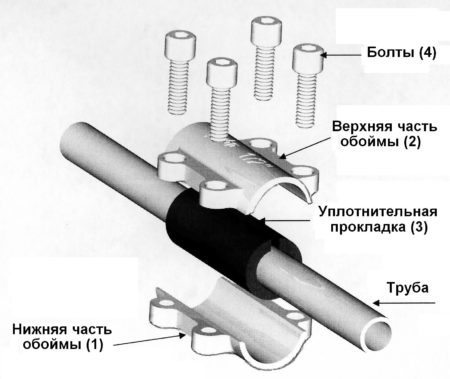 Shema ugradnje kopče za popravak i montažu
Shema ugradnje kopče za popravak i montažu
Sve su to mogućnosti za stvaranje jake veze između metalnih cijevi bez uporabe aparata za zavarivanje. Sada ćemo opisati nekoliko metoda za rad s metalno-plastičnim dijelovima.

