Savijači opružnih cijevi za savijanje bakrenih cijevi
Dizajn opružnih uređaja iznimno je jednostavan. Aktivni element u njima je vrlo jaka čelična opruga sa zavojnicama koje čvrsto pristaju jedna uz drugu. Krutost opruge spriječit će klizanje bakrene cijevi, deformaciju ili lomljenje unutar opreme.Kada je cijev savijena pod određenim kutom, čelična opruga će se ispasti, premještajući se na drugo slobodno mjesto.

Glavni uvjet koji osigurava ravnomjerno savijanje je podudarnost između dimenzija opruge i cijevi.
Glavne prednosti koje ima opružni ručni savijač cijevi:
Alat je lagan i svestran.

Mogu raditi u skučenim prostorima. Ako želite promijeniti putanju dijela cjevovoda, nije potrebno demontirati dio sustava kako biste ga transportirali do stroja. Opružni savijač cijevi će moći oblikovati dio na radnom stolu. Opružni ručni savijač cijevi može dati bilo koji oblik bakrenoj cijevi bez ograničenja, a da pritom proizvod ne savija pod oštrim kutom. Uređaj vrlo pažljivo oblikuje elemente cjevovoda .
Nedostaci savijača opružnih cijevi:
- Prikladno je raditi s ovim uređajem samo za kratke duljine cjevovoda.Nema oznaka sa stupnjevima, savijanje se vrši "na oko".
S oprugom odgovarajućeg promjera, bakrena cijev se može savijati brzo i bez oštećenja.
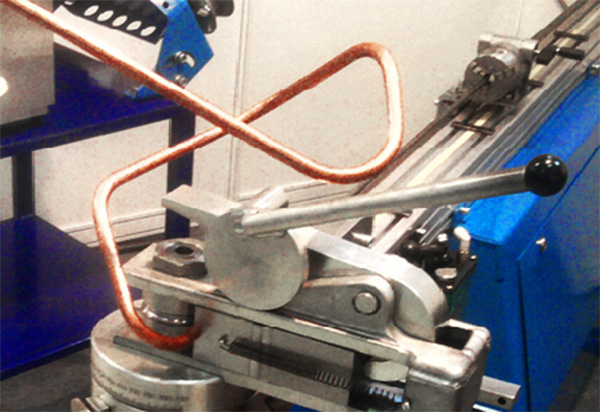
Ručni polužni savijač cijevi za bakrene cijevi
Sljedeća vrsta alata, savijač cijevi s polugom za bakrene cijevi, u svom dizajnu ima dvije poluge. Na jednom od njih nalazi se cipela, a druga je opremljena predloškom za savijanje. Obje poluge imaju oznake savijanja, zahvaljujući kojima se kut savijanja može podesiti.
Za postavljanje cijevi u alat za polugu potrebno je raširiti ručke na strane.
Nakon što se uvjerite da cijev leži točno u utorima predloška, treba je pričvrstiti nosačem. Poluga s cipelom je položena tako da se nulte oznake na njoj i na predlošku podudaraju. Glatkim pokretom poluga se okreće do željenog kuta savijanja.

Prednosti savijača bakrenih cijevi s polugom:
- Mala težina, kompaktna i pristupačna cijena.Omogućuje savijanje bakrenog proizvoda bez puno fizičkog napora.Maksimalni kut savijanja je 180 stupnjeva, što je sasvim dovoljno za domaće potrebe.
Nedostaci savijača cijevi s polugom:
- Ručni savijač cijevi je beskoristan pri radu s proizvodima velikih dimenzija. Alat se ne može koristiti za savijanje cijevi drugih promjera.
Kako sami napraviti savijač cijevi
Ako je potrebno, možete vlastitim rukama napraviti učinkovit ručni savijač cijevi.
Najjednostavniji uređaj lako je izraditi na temelju betonske ploče. Osim toga, potreban vam je samo bušilica i određeni broj čeličnih klinova. Na ploči se izrađuju oznake u obliku mreže sa ćelijama od 4x4 ili 5x5 cm. U čvorovima mreže izbušene su duboke rupe, nakon čega se u njih učvršćuju igle. Savijač cijevi je spreman.
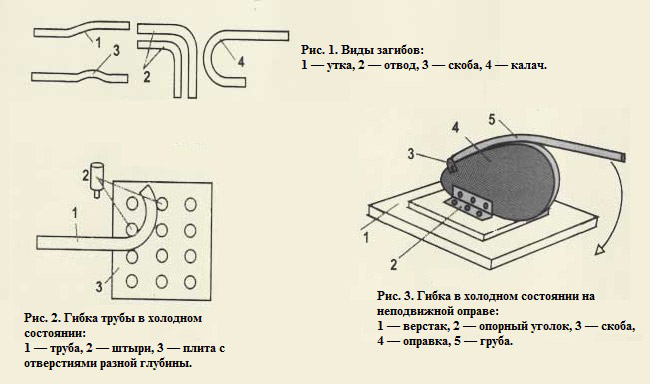
Zatim se bakrena cijev postavlja između igle i lagano savija u potrebnom smjeru. Pomicanjem proizvoda između klinova možete promijeniti radijus savijanja.
Sljedeći uređaj je strukturno složeniji i već izgleda kao pravi savijač cijevi. Prije svega, izrađuje se baza, za koju je najprikladnija jaka pravokutna željezna cijev s debljinom stijenke od najmanje 3 mm. Odmaknuvši se od jednog ruba 2-3 cm, napravi se rupa. Njegov promjer mora odgovarati veličini glavne remenice.
Za izračunavanje duljine baze potrebno je odrediti maksimalni polumjer savijanja koji će biti sposoban savijač cijevi i ovom pokazatelju dodati 5 cm. Odrezali smo višak cijevi. Čep za savitljive cijevi bit će izrađen u obliku ukosnice. Na jednom kraju bit će matica, a na drugom - element u obliku slova T.
Zatim nastavljamo s proizvodnjom ručke za savijanje cijevi. Za to su savršene željezne ploče debljine 4 mm ili više.Širina ploča mora odgovarati dimenzijama baze.
Nakon pripreme svih elemenata budućeg savijača cijevi, možete početi sastavljati uređaj. Baza je čvrsto stegnuta u škripcu, remenica je umetnuta u napravljenu rupu, ručke su fiksirane.
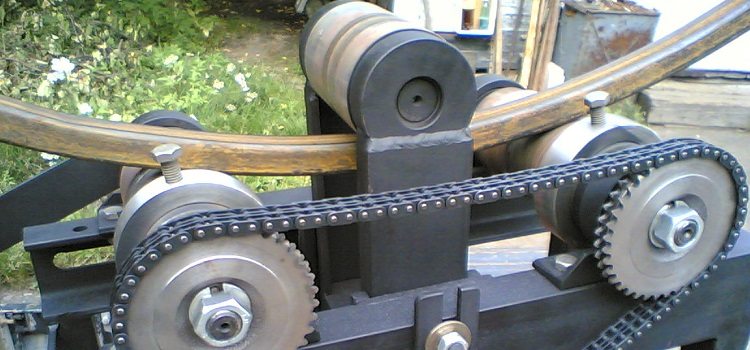
Neki obrtnici samostalno sastavljaju složene i funkcionalne hidraulične instalacije. Za to se koriste hidraulička dizalica za automobil, valjci, željezni kanal, cipela i čelični pričvršćivači. Najvažnija točka je izbor valjaka, jer će ovaj dio osigurati ispravno pristajanje cijevi i, kao rezultat, kvalitetu zavoja.
Značajke bakrenih cijevi i njihova primjena
Bakrene cijevi se široko koriste u svakodnevnom životu iu mnogim područjima nacionalnog gospodarstva. To je zbog impresivnog popisa prednosti koje razlikuju ovaj materijal od plastičnih ili željeznih kolega:
- Dobra otpornost na mehanička naprezanja, udarce, savijanje.
- Dug vijek trajanja, mjeren desecima godina.
- Otporan na rast patogenih mikroorganizama, što bakrene cijevi čini najboljom opcijom za opskrbu pitkom vodom.
- Jednostavnost instalacije i održavanja.
- Otporan na stvaranje plaka na unutarnjim stijenkama cjevovoda. Tijekom rada, zazor cjevovoda se ne smanjuje, blokade se ne stvaraju.
- Širok raspon radnih temperatura.
- Mali koeficijent toplinskog širenja.
- Otpornost na koroziju.

U izgradnji cjevovodnih mreža koriste se dvije vrste bakrenih cijevi:
- Žareno.
- Neožareno.
Žareni proizvodi imaju široku primjenu, lako se savijaju, imaju dobru otpornost na visoke temperature, pritiske ili kemikalije. Ali što se tiče snage, takva će cijev izgubiti nezapaljena.
Nežareni proizvodi se teže savijaju, dok radijus savijanja ne smije biti manji od tri promjera cijevi.
Što su savijači cijevi
Uređaji za savijanje cijevi razlikuju se po svom dizajnu i namjeni. Mehanički su i prijenosni ručni.
Za savijanje cijevi malih promjera, potonja opcija je sasvim prikladna. Ručni savijač cijevi za bakrene cijevi može se nositi s proizvodima tankih stijenki promjera koji ne prelazi 50 mm (prema DU - cijevi od dva inča). Da bi preklop dobio željeni oblik, mora imati fizički napor, što je glavni nedostatak dizajna, no potrošače privlači pristupačna cijena i mala težina.

Zasebno se mogu razlikovati elektrohidraulički ili električni strojevi s CNC (računalno numeričko upravljanje). Jedna od funkcija kontrole programa bit će savijanje bakrenih cijevi, uključujući i one malih promjera. Naravno, ne isplati se kupiti takav stroj samo za savijanje cijevi.
Prema mehanizmu savijanja, savijači cijevi mogu se podijeliti u tri skupine:
Samostrel ručni savijač cijevi.

Oprema ima oblik samostrelnog oružja, a samo savijanje se odvija po principu navlačenja tetive. Željeni kut pričvršćen je na dio bakrene cijevi pomoću predloška koji je uključen u komplet uređaja za samostrel. Predlošci (obrasci) ispunjavaju se samo u jednom primjerku, dizajniranom za cijev određenog promjera.
Više neće biti moguće savijati cijev promjera različitog od predloška. Ova vrsta opreme neće moći savijati kut veći od 90 stupnjeva. Ručni savijač cijevi prikladan je samo za male cijevi, promjera od 10 mm do 22 mm.. Segmentni savijači cijevi.
Cijev se izvlači pomoću posebnog segmenta. Vizualno, uređaj podsjeća na mali stroj za savijanje cijevi promjera ne većeg od 42 mm. Maksimalni kut savijanja za segmentni stroj je 180 stupnjeva.

Segment ima oblik polu-diska, rotira se ručkom. Bakreni proizvod savijen je oko tijela segmenta pod pravim kutom. Princip savijanja je stvaranje napreznog stanja neravnomjernog kompresije na mjestu deformacije.
Kao rezultat ovog procesa povećava se duktilnost bakra (ili bilo kojeg drugog metala), smanjuje se prirodna hrapavost stijenki i osigurava glatka cirkulacija radnog medija u šupljini cijevi. Stroj može biti ručni, poluautomatski , a ponekad i potpuno automatski. Optimalan rad ručnog trna moguć je kada je sustav ispravno postavljen. Poluautomatski uređaji mogu programirati kut deformacije, neki modeli samostalno osiguravaju stabilno podmazivanje trna za njegovo kretanje unutar cijevi.
Savijač cijevi tipa samostrela je ručno učvršćenje
Stroj za savijanje cijevi može se izraditi ručno. Najvažniji radni elementi za njega bit će valjkasta matrica (poželjno je predvidjeti mogućnost podešavanja promjera), prednja stezaljka koja odgovara promjeru matrice, vodilice, trnovi trna i stezne stezaljke za trn.
Osnova strukture bit će standardni potporni okvir, koji preuzima sva opterećenja procesa. Pogon za rad najčešće se koristi polugom, ali za ozbiljnije svrhe koriste se hidraulički pogoni. Nacrti opreme s trnom mogu se pronaći na Internetu.
Značajke savijanja bakrene cijevi na savijaču cijevi
Bakrena cijev, sa stajališta savijanja na stroju za savijanje cijevi, ima 2 stanja - mekana i tvrda. Čvrste i polučvrste bakrene cijevi imaju veću krutost. Tijekom proizvodnje, takve cijevi se podvrgavaju toplinskoj obradi kako bi se povećale radne karakteristike - čvrstoća i duktilnost. Bakrene cijevi bez toplinske obrade (nežarene bakrene cijevi) zbog svoje krutosti izuzetno se teško savijaju čak i do 3D radijusa.
Stoga kod savijanja bakrenih cijevi na polumjere savijanja manje od 3D treba koristiti meke cijevi, a još bolje meke cijevi povećane plastičnosti, odnosno tvrde i polukrute bakrene cijevi podvrgnuti toplinskoj obradi – žarenju.Žarena bakrena cijev je više plastika, ali ima manju tvrdoću. Dobro je deformiran (savija se), ali nakon savijanja treba ga toplinski ojačati. Zbog činjenice da se bakar ne razlikuje po gustoći od čelika, ali ne korodira, debljina stijenke cijevi vrlo rijetko prelazi 1,5-2 mm.
Žarene bakrene cijevi malog promjera (do 38 mm) mogu se lako savijati na BMK strojevima za savijanje cijevi za male polumjere (od 1,5 D) čak i bez posebne opreme.
Prilikom savijanja žarenih bakrenih cijevi promjera većeg od 38 mm na savijačima cijevi, potrebno je jednostavnom opremom odabrati optimalni radijus savijanja ili izraditi složenu opremu. Za savijanje takvih bakrenih cijevi, oprema uključuje poseban valjak za savijanje s ravnim dijelom, razbijač nabora i čelični fleksibilni trn.
Nakon savijanja na stroju za savijanje cijevi, poželjno je termički očvrsnuti proizvode od žarenih bakrenih cijevi, čime se povećava njihov učinak.
Sve okrugle bakrene cijevi proizvedene su u skladu s GOST817-2006 i imaju sljedeće podatke u oznaci:
1. slovo određuje način izrade (D - hladno oblikovano, vučeno ili hladno valjano, G-prešano)
2. i 3. slova - oblik cijevi (KR-okrugla)
4. slovo - točnost izrade (N, P, I, K, S, U)
5. slovo - stanje (M-meko, P-polutvrdo, T-tvrdo, L-meko povećana plastičnost, F-polutvrdo povećana čvrstoća, H-tvrdo povećana čvrstoća)
Daljnje dimenzije D (promjer) i S (debljina stijenke), duljina, itd.
Posebni uvjeti za točnost (T), za zakrivljenost (O), zahtjevi za vlačnost (P), zahtjevi za tvrdoću (H), uvjeti namota u zavojnicama (BTH) - slobodno namotavanje, (BU) - uređeno namotavanje, (BS) - spiralno namota, definirani su u GOST 817-2006.
Savijač cijevi i stroj za savijanje cijevi za savijanje bakrenih cijevi
LLC "Baltic Engineering Company" proizvodi savijače cijevi za savijanje bakrenih cijevi i posebnu opremu za njih.
Savijači cijevi s trnom za savijanje bakrenih cijevi vanjskog promjera od 3 do 30 mm:
- Programabilni ručni savijač cijevi CM-30 PARTNER u 2- i 3-osnoj verziji
- Poluautomatski stroj za savijanje trna CE-30 PARTNER u 2- i 3-osnoj verziji
- Trn automatski stroj za savijanje cijevi CE-30 PARTNER.3X
Savijači cijevi s trnom za savijanje bakrenih cijevi vanjskog promjera od 3 do 51 mm:
- Poluautomatski stroj za savijanje trna CE-51 MASTER
- Trn automatski stroj za savijanje cijevi CE-51 MASTER.3X
Savijači cijevi s trnom za savijanje bakrenih cijevi vanjskog promjera do 80 mm:
- Poluautomatski stroj za savijanje cijevi CE-80 PROFi
- Automatski stroj za savijanje trna CE-80 PROFI.3X
Korištenje strojeva za savijanje cijevi serije PARTNER, MASTER i PROFI omogućit će vam izradu proizvoda bilo koje složenosti od bakrenih cijevi!

