Eszközök
A puha és rugalmas rézcső átmérőjét manuálisan is megnövelheti, ha egyszerűen ráhúzza egy megfelelő méretű kúpos lapra.
A megfelelő geometriájú harangot azonban nagyon nehéz ilyen kézműves módon beszerezni. A falak vastagsága egyenetlen lehet, így a vékonyabb falak túlságosan, a vastagabbak pedig egyáltalán nem nyúlhatnak. Az ember által kifejtett erő is egyenetlen, ezért a cső működés közben meghajolhat, és a nyersdarab megferdülhet, aminek következtében a foglalat aszimmetrikus és ferde lesz.
Ahhoz, hogy a szétszerelést ügyesen lehessen elvégezni, és a cső szélétől a kívánt formájú foglalatot képezzenek, amely tovább tudja biztosítani a szerkezeti elemek megbízható csatlakozását, különféle szerszámokat használnak.
Expander
Ez egy kézi mechanizmus, amelyben a fáklyázás egyszerű erőkifejtéssel történik, csakúgy, mint egy kúpos kivágás esetén. A bővítő két fogantyúból és egy bővítőből áll - egy csúszó kúpos elemből, amelyet a csőbe helyeznek. A karoknak kitéve a bővítő részei különböző irányokba térnek el, megfeszítve a csövet.

A bővítő olcsó, és lehetővé teszi a munka gyors és nagy erőfeszítés nélküli elvégzését. Ezzel az eszközzel azonban nehéz minőségi eredményt elérni. A falak egyenetlenül húzódnak, a vékonyabb részek eltörhetnek.
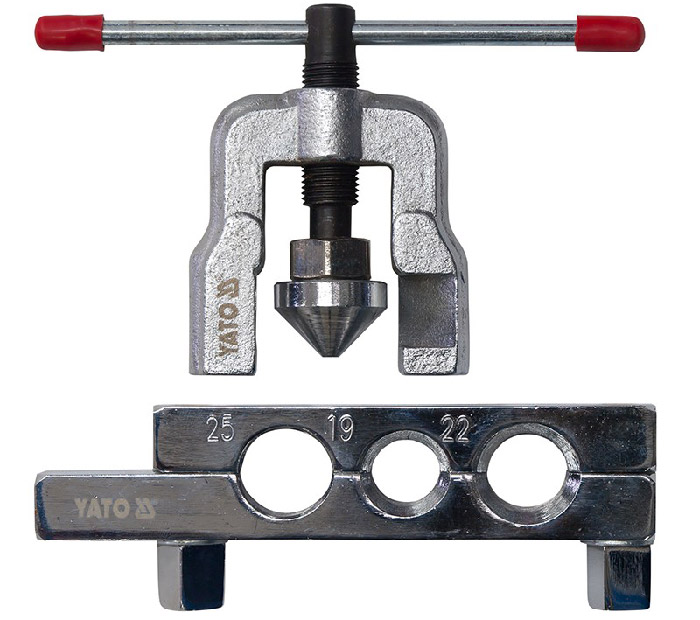
kúpos fáklyázó gép
Ez egy kis készlet két szerszámból: egy szerszámból és egy fáklyás szerszámból.
A mátrix egy satu több hengeres lyukkal, felülről 45⁰-re kiterjesztve. A furatok mérete megfelel a szabványos csőátmérőknek.
A szóró a következőkből áll:
- házak vezetőkkel,
- kúpos bővítő,
- vezérlő mechanizmus,
- erőcsavar.
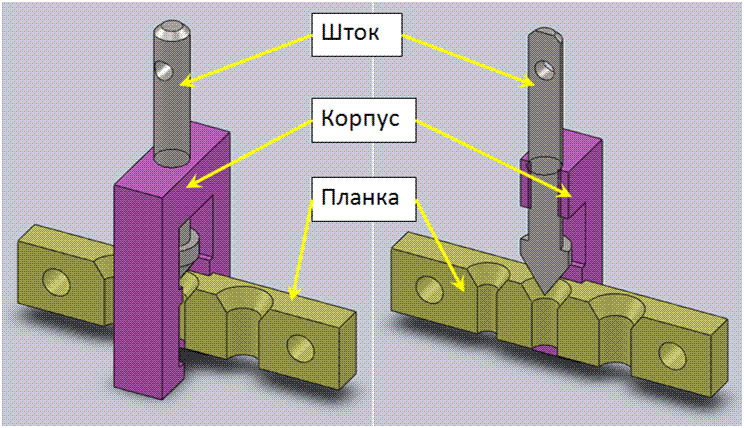
Amikor a vezérlőmechanizmust meghajtó erőcsavart elforgatjuk, a bővítő fokozatosan becsavarodik a cső szélébe, kiterjesztve azt. A vezetők biztosítják a cső és a tágító relatív helyzetének változatlanságát, aminek következtében nincsenek torzulások, és egyenletes és tiszta aljzatot kapunk.
Mechanikus fáklya
Ez a szerszám hasonló az előzőhöz, de a munkateste nem egy kúp, hanem egy görgőkészlet. A görgők nem nyúlnak, hanem kigörgetik a cső falait, egyenletesen és fokozatosan tágítva azt, aminek köszönhetően a fém a teljes kiszélesedő felületen azonos vastagságú, a foglalat pedig szép és szimmetrikus.
Elektromos hajtású fáklya
Az ilyen tágítógép a mechanikus tágítógép mellett elektromos hajtású is, így a csőtágítási munkák gyorsabban és kevesebb munkával valósulnak meg.
Mikor szükséges a fékcsövek kilyukadása?
A fékcsöveken keresztül, amint azt fentebb említettük, a rendszer minden eleméhez nagynyomású fékfolyadék kerül. Amikor az ilyen csövek kapacitása romlik, az egész rendszer rosszul kezd működni, ami különösen a féktávolság jelentős növekedéséhez vezet. Azt, hogy a fékrendszer elemei, beleértve a csöveket is, diagnosztikát (és esetleg javítást) igényelnek, az alábbi jellemzők jelezhetik:
- idegen hangok és lüktető mozgások megjelenése a fékpedál lenyomásakor;
- a fékpedál szabad mozgása lenyomva;
- a fékfolyadék szivárgása, ami a nyomás csökkenéséhez és ennek megfelelően nem hatékony fékezéshez és a fékbetétek intenzív kopásához vezet;
- az autó oldalra hajtása fékezéskor (ez a helyzet ugyan közvetett jel, de azt is jelezheti, hogy a fékcsövek javításra szorulnak).

A szörnyű állapotú régi fékcsöveket sürgősen ki kell cserélni, még akkor is, ha nincs szivárgás.
Azonban annak fő jele, hogy a fékcsövek nem látják el maradéktalanul funkcióikat, és kiszélesedést igényelnek, a féktávolság növekedése. A fékcsövek teljesítményének romlásának leggyakoribb okai:
- az ilyen csövekkel felszerelt hatszögletű fejek tervezésének megsértése;
- a menetes csatlakozások minőségének és megbízhatóságának romlása, alom vagy kokszos folyadék bejutása beléjük.
Az ilyen meghibásodások, amelyek negatívan befolyásolják a fékrendszer egyes elemeinek műszaki állapotát, jelentősen csökkentik működésének hatékonyságát. Éppen ezért a szakértők és az autógyártók azt javasolják, hogy félévente diagnosztizálják. Ha futásteljesítményhez kötött, akkor 50 000 kilométerenként el kell végezni egy ilyen eljárást, és a gumicsöveket műszaki állapotuktól függetlenül 125 ezer kilométerenként kell cserélni.
Végrehajtási jellemzők
A rézből készült csövek peremezése szükséges lehet, ha:
- a cső vágott végét a kívánt konfigurációval kell ellátni;
- a termék végét tengelykapcsolóval kell előkészíteni a csatlakoztatáshoz (ebben az esetben kiszélesedéssel beállítják a cső olyan geometriai paramétereit, mint a belső átmérő, hajlítási szög stb.);
- elő kell készíteni a rézcsövek végeit forrasztással történő csatlakozásukhoz.

A csöveket speciális szerszámmal - csővágóval - vágják le. réz vagy alumínium csövekhez
A rézcső speciális szerszámokkal és rögzítőelemekkel történő minőségi kiszélesítéséhez a következő lépéseket kell végrehajtania.
- A cső végét, amelynek a csatlakozását meg kell tenni, gondosan megtisztítjuk.
- A lecsupaszított végére speciális hüvelyt helyeznek.
- Speciális szerszámmal vagy rögzítéssel a cső végét kiszélesítik, amíg a tágulási szög 45 ° -os lesz.
- Az eljárás befejezése után a termék végét eltávolítják a készülékből. Ezután azonnal elkezdheti a csatlakozást.

Dörzsár - eszközök a rézcsövek végeinek csupaszítására
Ha rézre van szükség a forrasztással történő csatlakoztatáshoz, akkor az ilyen eljárás végrehajtásához szükséges műveletek sorrendje így fog kinézni.
- A kiszélesítendő csővég felületét alaposan megtisztítjuk (ehhez a legjobb, ha speciális kefét használunk).
- Speciális eszközzel a rézcső végét olyan mértékben kitágítják, hogy egy másik cső végét is bele lehet illeszteni, és egyúttal 0,124 mm-es hézagot tartani a csatlakoztatott elemek között. Ehhez természetesen mérőeszköz használata szükséges.
- A csőszakasz már kiszélesedő belső felületére egyenletes rétegben folyasztószert visznek fel, amely a megbízható és szoros csatlakozás kialakításához szükséges.
- A második csatlakozóelem vége a cső átmérőjével megegyező mélységig be van helyezve a kiszélesedő részbe.
- Gázégő, elektromos forrasztópáka vagy fúvóka segítségével a jövőbeni csatlakozás helyét addig melegítik, amíg a forrasztóanyag megolvad.
- Az olvadt forrasztóanyag kitölti az összes rést a csatlakoztatott rézcsövek élei között, aminek eredményeként megbízható és szoros csatlakozás jön létre.
Csőtágítás
A termék átmérőjének növelése szükséges a csővezeték elemek illesztés nélküli csatlakoztatásakor, például rézcsövek kapilláris forrasztásakor. Az így létrejövő tágulás lehetővé teszi, hogy egy csövet a másikba helyezzen.
A legegyszerűbb kiszélesítő szerszám egy közönséges kúp, amelyet egy rögzített csőbe csavarnak, kiterjesztve a szélét.
A továbbfejlesztett modell racsnival van felszerelve, amely lehetővé teszi az erő beállítását, ennek köszönhetően a falak védve vannak a szakadástól. A csőtágítást egy tágító is végzi, a munkatestének több szegmense van, amelyek a fogantyúk összenyomásakor szétválnak, megnyújtva a csövet.
ennek köszönhetően a falak védve vannak a szakadástól. A csőtágítást egy tágító is végzi, a munkatestének több szegmense van, amelyek a fogantyúk összenyomásakor szétválnak, megnyújtva a csövet.
A fent leírt eszközökkel fáklyázás a legegyszerűbb, de a kapott hüvely minősége messze nem tökéletes.
A legjobb minőségű kiszélesedés akkor érhető el, ha olyan szerszámot használunk, amelynek munkateste egy excenteres kúp. Amikor a fogantyút, amely szintén fel van szerelve egy biztonsági mechanizmussal, elfordítja, a kúp elkezd gördülni a cső belső falán, csökkentve a vastagságát és meghajlítva a szélét. Az így kapott bővítmény kiváló minőségű.
Az ilyen eszközöket főként lágyfémekből készült csövekhez használják. Az acélcsövek is bővíthetők, de ez a folyamat hidegen jelentős erőfeszítést igényel. Ezért kívánatos az ilyen csövek előmelegítése, ami után a kéziszerszámmal való fáklyázás sokkal könnyebbé válik.
KÖVETELÉS
1. Expander-kalibrátor, amely tartalmaz egy központi csatornás testet, a fúrólyuk berendezéshez csatlakozó meneteket és a külső felületen lévő mélyedéseket, amelyben görgők vannak elhelyezve, tengelyekre szerelve és letörésekkel ellátott hengerek formájában, a felső végei a tengelyek korlátozott kifelé mozgási lehetőséggel készülnek, a két karosszériarész között kialakított gyűrűs üregben rugós gyűrűs dugattyú van felszerelve axiális mozgás lehetőségével, és a gyűrűs dugattyú dugattyú alatti ürege van összeköttetésben a központi csatornával, azzal jellemezve, hogy a tengelyek felül és alul prizmás végekkel vannak felszerelve, amelyek a testbe vannak behelyezve, korlátozott hosszirányú felfelé és radiális kifelé mozgás lehetőségével a dugattyú tolóereje és ferde felületei hatására, amelyek lefelé rugós terhelésűek és korlátozott hosszirányú felfelé mozgásra vannak kialakítva, kölcsönhatásba lépve a tengely alsó végével, mindegyik központi tengelyével a második tengely a megfelelő síkban helyezkedik el, párhuzamosan a test tengelyével, míg a test ferde felületekkel készül a tengelyek megfelelő felső prizmaszerű végeihez, és a test központi csatornája a dugattyú alatt van ellátva technológiai szűkítés.
2. Az 1. igénypont szerinti berendezés, azzal jellemezve, hogy a tengely prizmaszerű végei a központi tengelyükre szimmetrikusan vannak kialakítva.
3. Az 1. vagy 2. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek a házban úgy vannak elhelyezve, hogy az egyes tengelyek teteje a készülék forgása során az aljához képest a kerület mentén előre elmozdul. a tengely.
4. Az 1. vagy 2. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek a görgőkkel való érintkezési pontokon kopásálló betétekkel vannak ellátva.
5. A 3. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek a görgőkkel való érintkezési pontokon kopásálló betétekkel vannak ellátva.
6. Az 1. vagy 2. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek kenés céljából oldalsó zárt hosszanti üregekkel vannak ellátva.
7. A 3. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek kenés céljából oldalsó zárt hosszanti üregekkel vannak ellátva.
8. Az 5. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek kenés céljából oldalsó zárt hosszanti üregekkel vannak ellátva.
9. A 6. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek az oldalsó zárt üregekkel összeköttetésben lévő és zsírral feltöltött hengeres csatornával vannak ellátva, a központi csatornában pedig a henger ellenkező végére rugós dugattyú van. csatorna.
10. A 7. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek az oldalsó zárt üregekkel összeköttetésben lévő és zsírral feltöltött hengeres csatornával vannak ellátva, a központi csatornában pedig a henger ellenkező végére rugós dugattyú van. csatorna.
11. A 8. igénypont szerinti berendezés, azzal jellemezve, hogy a tengelyek az oldalsó zárt üregekkel összeköttetésben lévő és zsírral feltöltött hengeres csatornával vannak ellátva, a központi csatornában pedig a henger ellenkező végére rugós dugattyú van. csatorna.
Szerszámok és szerelvények
A rézből készült csövek saját kezű fáklyázásához speciális szerszámokat használnak. Az ilyen eszközök kézi és elektromos meghajtással is rendelkezhetnek. Légkondicionáló, vízellátó és fűtési rendszerek telepítésére használják. Az elektromos hajtással felszerelt szerszámok gyakran több funkciót is kombinálnak: segítségükkel a rézcsövet nemcsak ki lehet terjeszteni, hanem a kívánt szögbe is hajlítani.
A rézből készült csövek tágítására használt minden eszköz a képlékeny alakváltozás elvén működik, ezért nagyon fontos, hogy a lehető leggondosabban kezelje ezt a folyamatot, anélkül, hogy megsértené az anyagszerkezet egyenletességét, megtartva a falvastagság egyenletességét. a termékek minősége, valamint belső felületük simasága
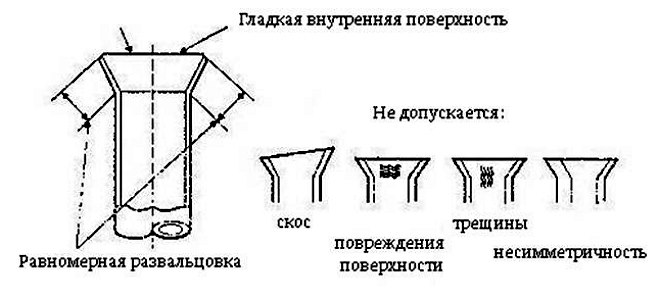
A helyes fáklyázás vázlata és példák a helytelenül végrehajtott műveletekre
Minta
Ez egy kúp alakú nyersdarab, amely a réznél keményebb fémötvözetből készül. Az ilyen eszközök előnyei az alacsony ár és a könnyű használat. Eközben a használata egy réztermék falának törésével járhat, ami rossz minőségű fáklyát eredményez.

Ezzel a legegyszerűbb eszközzel egy csövet fújhatsz ki, de nem kell beszélni a munka minőségéről
Mechanikus fáklya
Ennek az eszköznek a fő munkateste egy keményötvözet henger, amely a rézcső szélén gördülve megadja a kívánt konfigurációt. A mechanikus expander alkalmazása lehetővé teszi a cső megmunkált szakaszának egyenletes deformációját, a végén azonos vastagságú falak kialakítását, amelyek belső felületük jó minőségű.

A kéziszerszámok kiváló minőségű permetezést és jó munkasebességet biztosítanak
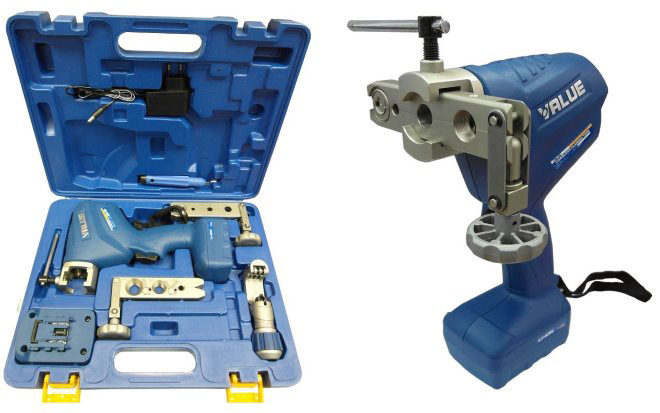
Bővítő elektromos hajtással
Egy ilyen, cserélhető fúvókák egész készletével rendelkező eszköz, amely a mechanikus szerszám összes előnyével rendelkezik, lehetővé teszi a rézcsövek nagyobb termelékenységgel és kevesebb munkával történő fújását. Az elektromos fáklyázógép talán egyetlen hátránya a meglehetősen magas ára.
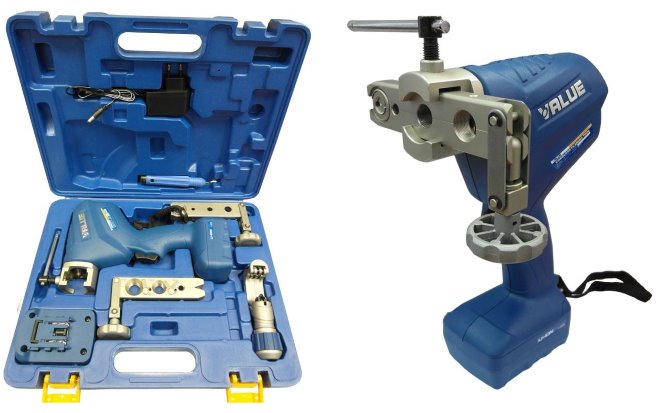
Ennek a fáklyázógépnek az akkumulátora körülbelül 100 műveletet bír ki.
Expander
Egy ilyen kézi eszköz, amely a karos mechanizmus elvén működik, lehetővé teszi a cső végének egy mozdulattal történő kiszélesítését. Az egyszerű kialakítású eszköznek számos jelentős hátránya is van, amelyek közül a legjelentősebb a munkadarab falvastagságának szabályozásának hiánya. Így az expander használata, amelyet leggyakrabban a saját kezű fáklyázást végzők választanak, nem garantálja a minőségi eredményt.
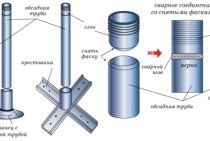
Kúpos harang beszerzése
Az eljárás technológiájának megértéséhez példát vehetünk a rézcsövek kiterjesztésére. A munkavégzés sorrendje a következő:
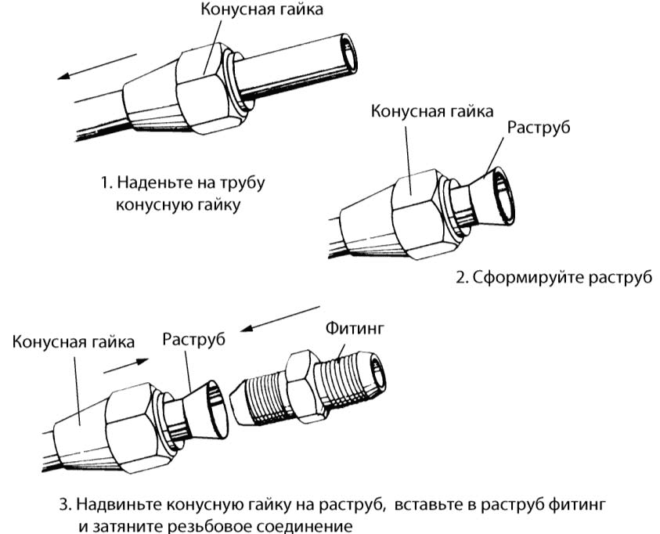 A kúpos harang működési vázlata
A kúpos harang működési vázlata
- A csövet gondosan levágják. A jó minőségű kiszélesedéshez a homlokfelület és a sík közötti szögnek szigorúan 90 fokosnak kell lennie.
- A munkadarab fémfeldolgozása a sorja és oxidok tisztításából és eltávolításából áll.
- A csőre menetes hüvelyt helyeznek.
- A munkadarabot az ágyban rögzítjük a megfelelő átmérőjű leszállólyukban. A csővégnek (munkarésznek) néhány milliméterrel az ágy fölé kell emelkednie.
- Csavarja be a csavart, támasztsa rá a kiszélesedő kúpot a végére, és addig gyakoroljon nyomást, amíg a szelvény deformációja el nem éri a határt - 45 fokos szögben ferde szoknya képződik.
- A munkadarabot eltávolítjuk a keretről, a hüvelyt a megmunkált élre mozgatjuk.
A munkadarabon kúppal történő munkavégzés megkönnyítése érdekében jobb, ha a munkafelületet kenőanyaggal fedjük le.Mozgassa a csavart előre-hátra, fokozatosan elérve a kívánt eredményt - ez segít elkerülni az esetleges fémtörést a deformációs területen.
A kézi bővítővel végzett munka saját műveleti algoritmussal rendelkezik:
 A kézi csőtágító használata
A kézi csőtágító használata
- A munkadarab végét a fej megfelelő átmérőjére rögzítjük ütközésig (több átmérő is létezik).
- Az álló fogantyú tartása közben a mozgatható fogantyú a kerület mentén mozog, ezáltal szétterül a fej állkapcsa. A munka erőszak nélkül történik, nehogy eltörjön a cső.
- Az átmérő kitágulása után a munkadarabot eltávolítjuk a szerszámból.
- Ellenőrizze a második cső könnyű bejutását a kapott aljzatba.
Eszközválasztási tippek
A rézcső fáklyázása, anyagának nagy plaszticitása miatt, nem nehéz. Az ilyen technológiai műveletek kiváló minőségű teljesítményének elérése érdekében azonban csak speciális szerszámot szabad használni. A fáklyázást a legegyszerűbb eszközökkel, amelyek tartalmazzák az üreseket és a bővítőket, számos negatív következmény kísérheti.
- A csövek fala, ha kis vastagságúak, elakad.
- Törések léphetnek fel a csövek falában, amelyeket egy ilyen műszer érint.
- Ebben az esetben gyakorlatilag lehetetlen elérni a csőfalak egyenletes vastagságát, ami végső soron befolyásolja a kialakítandó kötés megbízhatóságát.

Egy speciális eszközben a rézcső szigorúan merőlegesen van rögzítve, és a deformáció pontosan a kúp mentén történik
Eközben a kifejezetten fáklyázásra tervezett eszközök használata a következő előnyökkel jár.
- A csőfalak fokozatos (a szerszámgörgők minden egyes menetére lépésről lépésre végrehajtott) deformációja miatt gyakorlatilag kizárt a csőfalak szakadása.
- A rézcső falvastagságának egyenletessége megvalósul, még akkor is, ha kezdetben ez a paraméter nem volt egyenletes.
- A cső belső felülete a kiszélesedés után tökéletesen sima és egyenletes lesz.
Ezenkívül egy speciális eszköz használata lehetővé teszi a cső végének gyors és hatékony kiszélesítését még azok számára is, akik még soha nem végeztek ilyen eljárást saját kezűleg.

A peremelő készlet a következőket tartalmazhatja: excenteres peremezés, dörzsár, csővágó, csőtágító és csőhajlító rugók
A fáklyázás hatékony végrehajtása érdekében különös figyelmet kell fordítani a szerszám kiválasztására. Ebben az esetben olyan paramétereket kell figyelembe venni, mint:
- annak az anyagnak a jellemzői, amelyből a cső készült, különösen a plaszticitás mértéke;
- a termék belső átmérője;
- külső átmérője;
- fáklyázási mélység;
- az a távolság, amelyen a termék kiáll a szerszám munkarésze fölé;
- a rézcsövek belső furatainak középpontjai közötti távolság (ha a kiválasztott eszköz lehetővé teszi több termék egyidejű fellángolását);
- a munkadarabok falvastagsága;
- hornyok kialakításának szükségessége a rézcső megmunkált részén;
- összekötő varratok jelenléte a munkadarab felületén.