Szerelési módok
Vízcsövek vagy más célú kommunikáció rozsdamentes acélcsövekkel történő lefektetésekor többféle csatlakozás lehetséges, nevezetesen:
- hegesztett;
- karimás összekötő elemek alkalmazása;
- krimpelés.
A vízellátás és a fűtési hálózatok megszervezéséhez szükséges segítséghez nemcsak speciális felszerelésre, hanem képzett szakemberre is szüksége lesz. Az ilyen eljárást általában végrehajtják, és magát a hegesztést inert gáz környezetben végzik. A plazmahegesztés a legmodernebb módszer, amely lehetővé teszi a rozsdamentes csövek minőségi összeillesztését, amelyhez speciális és drága berendezések használata is szükséges.

A présszerelvények minőségi csatlakozást és gyors szerelést biztosítanak, de drágák és speciális szerszámokat igényelnek
Otthoni körülmények között nem mindig lehet hegesztést alkalmazni, mivel ehhez nemcsak speciális felszerelésre van szükség, hanem képzett szakembert is vonzani kell a kezeléséhez. Ebben a tekintetben ilyen esetekben menet nélküli karimás vagy menetes szerelvénycsatlakozásokat használnak.
A karimák valójában két gyűrűelem, amelyek csapokkal vagy csavarokkal vannak összekapcsolva. A karimák használatakor a tömítettség elérése érdekében speciális gumiból vagy más puha polimer anyagból készült tömítőelemet használnak. Az olyan alkatrészeket, mint a meglehetősen nagy méretű karimák, főként akkor használják, ha a csővezeték elemeit időszakonként szét kell szerelni és karbantartani kell, minimális időt fordítva erre. Az ilyen típusú csatlakozások hátránya, hogy meglehetősen rosszul reagálnak a hőmérséklet-változásokra és a csővezetékben lévő nyomáslökésekre.

A hullámos csövek szerelvényeinek élettartama gyakorlatilag korlátlan, csak a tömítéseket kell cserélni, ami akár 30 évig is eltarthat
Megbízhatóbb lehetőség a szerelvények, amelyeket szilikon tömítéssel terveztek a tömítettség biztosítása érdekében. Az ilyen kapcsolatokat többször is szétszedheti, ugyanakkor nem kell aggódnia a megbízhatóságuk miatt.
Műszaki adatok
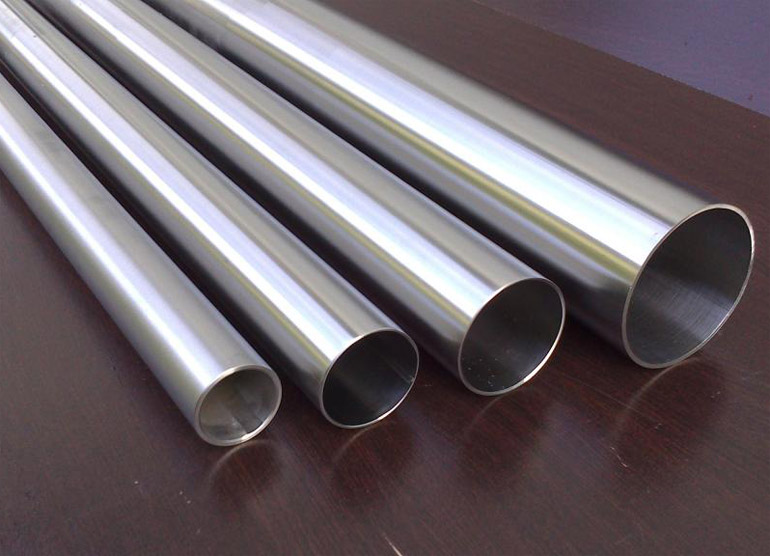
A varrat nélküli rozsdamentes acél csövek szilárdságukkal és rozsdaállóságukkal szemben kedvezőek. A hegesztett varratok hiánya garantáltan megvédi a termékeket a hegesztési korróziótól.
Az elektromos hegesztésű analógokhoz képest számos előnyt lehet megkülönböztetni:
- A csőnek nincs hegesztése - a termék legsebezhetőbb része.
- Végig ugyanaz az ereje.
Ezenkívül az ilyen csövek hatékonyan működnek nagy hordozónyomáson, és képesek ellenállni a pusztító külső hatásoknak. Ez lehetővé teszi, hogy magas páratartalom mellett magas és alacsony környezeti hőmérsékleten is használhatók. Egy egyszerű hordozó küszöbértéke 800 °C, agresszív vegyszerek esetében - 350 °C.
További fontos jellemzők:
- Az anyag szakítószilárdsága nem kevesebb, mint 529 N/nm.
- A relatív nyúlási index nem kevesebb, mint 40%.
- Az acél kéntartalma nem kevesebb, mint 0,02%.
A termékek megengedett görbülete szintén szigorúan szabályozott, és nem haladhatja meg a következő értékeket:
- 0,5 mm-nél nagyobb falvastagságú csövek - 1 mm hosszonként.
- 0,5 mm-nél kisebb falvastagságú és 15 mm-nél nagyobb keresztmetszetű termékek - 2 mm 1 m hosszúságonként.
Vásárláskor előnyben kell részesíteni a nagy hardverboltokat és a népszerű márkák termékeit. Talán a végső költség valamivel magasabb lesz, de a vevő garantáltan minőségi terméket kap a szükséges jellemzőkkel.
A varrat nélküli rozsdamentes csövek csatlakoztatásának jellemzői
Az ilyen termékek fő versenyelőnye a hegesztési varratok hiánya, amelyek a hegesztett csövek legsérülékenyebb pontjai. Emiatt fokozott minőségi és megbízhatósági követelményeket támasztanak a csatlakozási eljárással szemben.

A csövek csatlakoztatása csak hegesztéssel történik, és a folyamat kézi, félautomata vagy automatikus üzemmódban is végrehajtható. Az alábbi technológiák egyikét használják:
- FOGÓCSKAJÁTÉK. A hegesztés inert gáz környezetben történik, amely megvédi a kezelt területet az oxidációtól. A hőforrás egy elektromos ív, amely a volfrámelektróda és a hegesztési pont között képződik. A technológiától függően a varrás egyenletesnek, egyenletesnek bizonyul, és szilárdsági jellemzőiben nem rosszabb, mint maga a cső anyaga.
- HF. Olcsóbb technológia, amely azonban nem ad ilyen erősségi mutatókat. A hegesztés nagyfrekvenciás árammal történik.
- lézer. A lézeres hegesztés varrásszilárdságában nem rosszabb, mint a TIG technológia, miközben lehetővé teszi az olvadási zóna csökkentését és a varrás kevésbé észrevehetővé tételét.
Így a varrat nélküli rozsdamentes acélcsövek biztonságosan nevezhetők az egyik legpraktikusabb, legerősebb, tartós és környezetbarát csőanyagnak, amely lehetővé teszi bármilyen projekt megvalósítását: az ipari csővezetékek telepítésétől az elegáns bútorok gyártásáig. Az ilyen csövek egyetlen hátránya az indokoltan magas költség.
Választható rozsdamentes acél kémény
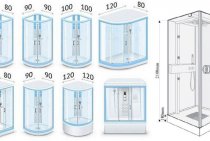
A rozsdamentes acél kémény kialakítása 1,0 és 0,5 méter hosszú hengeres szakaszokat, valamint számos további elemet tartalmaz:
- 90, 120, 135 és 150 fokos szögben elfordul;
- adapterek különböző méretű csövek csatlakoztatásához;
- adapterek szendvics- és egyfalú csövek csatlakoztatásához;
- pólók csatlakozások összekötéséhez;
- lengéscsillapítók vagy belső lengéscsillapítók a huzat beállításához;
- bilincsek a csőszakaszok illesztéseinek megerősítésére a telepítés során;
- konzolok a külső kéménynek az épület falához való rögzítéséhez;
- átmeneti üvegek mennyezetek és tetőszerkezetek kéményes keresztezéséhez.
A szállítókészletben az eladók különféle rögzítőelemeket kínálnak a kémény felszereléséhez és beszereléséhez.
A fentieken kívül feltétlenül vásárolnia kell egy fejet egy csőhöz vagy terelőhöz. Szilárd tüzelőanyag-egységeknél bizonyos esetekben szikrafogóval ellátott fejet kell használni.


Ha a kémény a fa égéstermékeinek eltávolítására szolgál, felszerelhető hálós szikrafogóval ellátott védősapkával
A felsorolt kémény tartozékok lehetővé teszik bármilyen konfigurációjú csatorna összeszerelését. Ennek során a következő követelményeket kell figyelembe venni:
A kémény teljes hosszának meg kell haladnia az 5 métert. Csak ilyen feltételek mellett számíthatunk normál tapadásra.
Szükség esetén a kéményen egy vízszintes átmenetet nem szabad hosszabbítani egy méternél.
Kettőnél több fordulat használata kis szögben a tervezésben nem kívánatos. Ez negatívan befolyásolhatja a tapadást.
Padlóközi padlók és tetők áthaladásakor tűzátkelő berendezés szükséges. A tetőáttörés kialakítása a lejtő dőlésszögétől függ
Fontos, hogy ne csak a tűzbiztonságot, hanem a tömítettséget is biztosítsuk.
A kazánházon belüli kémény szigetelés nélküli egycsövekből készül, a hűtőkamrában elhelyezkedő összes része és a külső alkatrész hőszigetelést igényel, például szendvicscsővel.
Anyagok vásárlásakor a csöveket és alkatrészeket mágnessel ellenőrizni kell. A jó minőségű rozsdamentes acél nem mágneses. Az ausztenites osztályba tartozik, ellenáll a hőnek és az agresszív közegeknek.A ferrites vagy félferrites minőségű hasonló anyagok akkor is korrodálnak, ha a rozsdamentes acélok családjába tartoznak.
A kéménycső belső mérete mindig a fűtőegység műszaki dokumentációjában van feltüntetve. Ha házi készítésű kazánt vagy tűzhelyet szerelnek fel, akkor a kémény keresztmetszete körülbelül 1:10 arányban kerül kiválasztásra a kemencetér méretéhez képest. Magánházakban általában 140-150 milliméteres csöveket használnak.
A megadott adatok hasznosak lesznek a készülék anyagának és teljességének kiválasztásánál.
Előnyeink
Cégünk a rozsdamentes csővezetékek szerelését választotta fő tevékenységének. Az ilyen munkákkal szemben a legmagasabb követelményeket támasztják, és ezeket maradéktalanul betartjuk. Nálunk minden megtalálható, ami a minőségi telepítéshez szükséges, nevezetesen:
- szakképzett szakemberekből álló állandó személyzet, akik a FÁK-ban és külföldön számos létesítményben rozsdamentes acél csővezetékek telepítésével csiszolják szakmai tudásukat;
- modern, csúcstechnológiás berendezések, amelyeket rozsdamentes acélból készült technológiai csővezetékek telepítésére terveztek, és amelyek megfelelnek a piac magas követelményeinek;
- a vágy, hogy a legjobbak legyenek a versenytársak között;
- a bizalom, hogy számos ügyfelünk, miután értékelte a cégünk által gyártott rozsdamentes acél csővezetékek beépítését, újra és újra felveszi velünk a kapcsolatot, és ajánl minket partnereinek.

A Megrendelők gyakran dilemmával szembesülnek: rozsdamentes csővezetéket kell szerelni egy ilyen munkában gazdag sikeres tapasztalattal rendelkező cég bevonásával, vagy megbízni egy kevéssé ismert céget a munkával, aki kész egy kicsit olcsóbban is elvégezni ezeket a munkákat. . Ugyanakkor a Megrendelőknek nem szabad megfeledkezniük arról, hogy ha a rozsdamentes acél csővezeték szerelését szakképzetlen kivitelezőkre bízzák, azzal a kockázattal járnak, hogy komoly problémákkal szembesülnek a berendezések üzembe helyezése és a végtermék gyártása során. Ezért azt javasoljuk, hogy az ilyen felelősségteljes munkát olyan cégekre bízzák, amelyek szakemberei valódi tapasztalattal rendelkeznek a folyamatvezetékek telepítésében.
A cég magas szakmai felkészültségét igazolja a munkatársak száma is. Cégünk – néhány versenytársunktól eltérően – saját nagy létszámú és állandó létszámmal rendelkezik. Ez megerősíti, hogy szakembereink magas szakmai képzésére összpontosítunk, akik mindig készen állnak arra, hogy a munka mennyiségétől, a létesítmény távolságától és bonyolultságától függetlenül kiváló minőségben és a lehető legrövidebb időn belül elvégezzék a rozsdamentes csővezetékek telepítését. a feladatok közül.

Célunk és fő prioritásunk a vásárlók elégedettsége a PUE "RViMA"-val való együttműködés eredményeként. A magas szakmai színvonalon elvégzett rozsdamentes csővezetékek szerelése a kulcsa annak, hogy munkánk pozitív visszajelzést kapjon, és hozzájárul cégünk dinamikus fejlődéséhez.