Felület előkészítés
Az ónozás megkezdése előtt a következő lépéseket kell végrehajtania:
- zsírtalanítsa a felületet acetonnal, benzinnel vagy bármilyen más oldószerrel;
- távolítsa el az oxidfilmet a forrasztás helyéről. A tisztításhoz csiszolópapírt, csiszolókorongot vagy acélhuzalsörtéjű kefét használnak. Alternatív megoldásként a maratás is használható, de ez az eljárás sajátossága miatt nem annyira elterjedt.
Nem szabad megfeledkezni arról, hogy az oxidfilmet nem lehet teljesen eltávolítani, mivel egy új képződmény azonnal megjelenik a tisztított helyen. Ezért a sztrippelést nem a fólia teljes eltávolítására, hanem annak vastagságának csökkentésére hajtják végre, hogy egyszerűsítsék a fluxus feladatát.
Forrasztási pont fűtés
Apró alkatrészek forrasztásához legalább 100 W teljesítményű forrasztópáka használható. A hatalmas tárgyakhoz erősebb fűtőeszközre lesz szükség.
 300W-os forrasztópáka
300W-os forrasztópáka
A legjobb fűtési lehetőség gázégő vagy fúvólámpa használata.
 Egyszerű gázégő
Egyszerű gázégő
Ha az égőt fűtőeszközként használja, a következő árnyalatokat kell figyelembe venni:
- ne hevítse túl az alapfémet, mert megolvadhat. Ezért a folyamat során rendszeresen ellenőrizni kell a hőmérsékletet. Ezt úgy lehet megtenni, hogy a fűtött elemet forraszanyaggal megérinti. A forraszanyag megolvasztása tudatja Önnel, hogy a kívánt hőmérsékletet elérte;
- oxigént nem szabad a gázkeverék dúsítására használni, mivel ez hozzájárul a fémfelület erős oxidációjához.
A gázégők típusai és jellemzői
A gázégőt jogosan tekintik a legkényelmesebb eszköznek bármilyen réztermék hegesztéséhez. A készülék kis súlyú és méretű, kényelmes a munkában és gazdaságos. A láng erejének beállításának lehetősége lehetővé teszi a paraméterek beállítását bizonyos típusú munkákhoz.
A gázégő szabványos kialakítása a következő elemeket tartalmazza:
- Csomó a tartály üzemanyaggal való rögzítéséhez.
- Műszerfej.
- Szórófej.
- Csökkentő.
- Lángintenzitás-szabályozó.

Ezenkívül a gyártók további elemeket is tartalmaznak a tervezésben: adapterek, hegyek, lángterelő stb.
Az eszközöket több paraméter szerint osztályozzák. Tehát az eszköz műszaki lehetőségei szerint vannak:
- Háztartás. Olcsó eszközök minimális funkciókészlettel. A tűz hőmérsékletét 1000-1500°C tartományban szabályozzák.
- Szakmai. Drágább égők komoly munkára tervezve. A láng hőmérséklete 1500-2000°C.
A használt gázkeveréktől függően az égők több típusra oszthatók:
- Propán. Speciálisak vagy általánosak. a leggyakoribbnak tartják. A gáz egyenletes, intenzív lángot hoz létre.
- MARR gázon. Lágy, de energikus láng jellemzi őket, amely kíméli a cső anyagát, megakadályozva annak károsodását.
- Acetilén. Leggyakrabban a fő tárgyakon végzett munka során használják. Eldobható hengerekből táplálják, vagy álló helyzetben vannak. A gáz magas lánghőmérsékletet hoz létre, ami pozitív hatással van a gazdaságosságra, de gyakran az alkatrészek túlmelegedéséhez vezet, és növeli a károsodás valószínűségét.
Az eldobható palackos gázégők könnyen használhatóak, áramforrástól függetlenek, kompaktak és biztonságosak. Az egyetlen hátránya a hengerek gyakori cseréjének szükségessége.
A helyhez kötött berendezéseket egy nagy teljesítményű lángos fáklya különbözteti meg, amely gyors és hatékony forrasztást tesz lehetővé. A mindennapi életben rendkívül ritkán használják.
A forrasztás használatának módja
Annak érdekében, hogy a forrasztás után a varrás erős és légmentes legyen, a következőkre van szükség:
- gondosan készítse elő a csöveket forrasztás előtt.Ehhez a csövek végeit fémkefével megtisztítják az oxidoktól és más típusú szennyeződésektől, és a csövek vágása után keletkező sorját egy speciális eszközzel - ferdevágóval - eltávolítják;

Rézcső előkészítése forrasztáshoz
- az egyik cső végét húzza ki néhány milliméterrel, hogy a csövek könnyen illeszkedjenek egymáshoz. Ha a forrasztást szerelvényekkel (különböző konfigurációjú csővezeték összeszerelésére tervezett speciális elemek) végzik, akkor a szerelvény átmérője nő, és nem a cső;

A cső átmérőjének növelése
- feldolgozza a csövek forrasztási helyeit folyasztószerrel;

A cső folyósítása forrasztás előtt
Mivel a folyasztószer mérgező vegyület, a vele való munkavégzés során szigorúan be kell tartani a biztonsági szabályokat: a munkát kesztyűben és szellőző helyen kell végezni.
- készítsen elő egy gázégőt (rézből készült csövek forrasztására tervezett berendezés), és enyhén melegítse fel a forrasztandó területeket;
- óvatosan alkalmazzon forrasztóanyagot a cső teljes kerületén, amely a melegítés során fokozatosan szilárd halmazállapotból folyékony halmazállapotúvá válik, és ezzel kitölti az összes üres helyet;
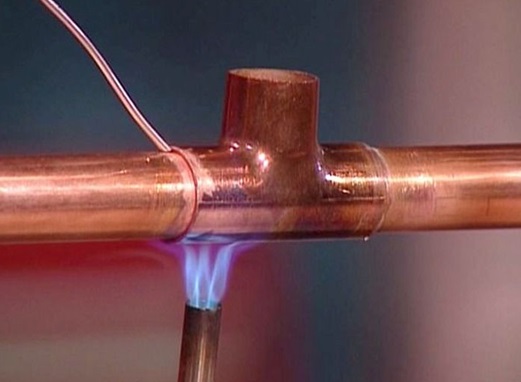
Forrasztás forrasztással
- Hagyja a forraszt teljesen kihűlni, amíg áll. A teljes lehűtéshez a forraszanyag típusától függően átlagosan 3-5 perc szükséges.
A rézcsövek forrasztásának folyamata a videóban látható.
A forrasztóanyag és a folyasztószer kiválasztásakor figyelembe kell venni az anyagok összes fő jellemzőjét, vagyis ha magas hőmérsékletű forrasztóanyagot használnak a forrasztáshoz, akkor a folyasztószert is magas hőmérsékletű forrasztáshoz kell tervezni. A megfelelően kiválasztott és összeillesztett anyagok nemcsak a tömített varrást, hanem a legtartósabb csatlakozást is elősegítik.
A legnépszerűbb modellek és gyártók
Az építőipari piac ma nagyszámú készüléket kínál különböző gyártóktól. Népszerűek a hazai gyártású gázégők: Profi-Tools; Allgas; Donmet. A külföldi gyártók is jó hírnévnek örvendenek: Rothenberger; Kemper; Virax; Rems; Uniweld.
A legtöbb cég különböző osztályú égőket kínál – a kézi mobileszközöktől a professzionális nagy teljesítményű eszközökig. Egy félprofesszionális propánégő ára 1,5-10 ezer rubel. A professzionális egységek drágábbak lesznek - a minimális költség 20 ezer rubel.
Ami a forrasztáshoz kell
Kapilláris csatlakoztatáshoz A rézcsövekhez a következő eszközökre és anyagokra lesz szükség:
- eszközök a csatlakoztatott elemek előkezeléséhez;
- folyasztószer és forrasztás;
- speciális füstszalag;
- menetvágó szerszám és érvéghüvelyek;
Forraszanyagok fajtái
A forraszanyag kétféle - kemény és puha. A lágyforrasz fémekből és alacsony olvadáspontú ötvözetekből (ón, ólom, ezüst stb.) készült huzal. Az ilyen forrasztóanyag átmérője nem haladja meg a 3 mm-t.
A keményforraszanyagok tűzálló fémekből készülnek, és nagyobb átmérőjűek.
Folyasztószer és forrasztópaszta
Folyasztószert vagy pasztát használnak a csatlakozás biztosítására. Ez az anyag megakadályozza az idegen elemek bejutását a csomópontba, a varrás megbízható pórusok nélkül. A folyasztószer bór- vagy sósav, cink-klorid alapú. Annak érdekében, hogy védőfóliát hozzanak létre a csatlakozásnál, gyantát, gyantát és viaszt használnak.

A forrasztófolyasztószereket folyékony, szilárd és speciális pasztákra osztják. A kész keverék drágább, mint más anyagok, de sokkal kényelmesebb vele dolgozni.
Szerelvény
A szerelvényeket speciális alkatrészeknek nevezik, amelyeket a különböző átmérőjű nyersdarabok találkozási helyére szerelnek fel, több csövet összekötve egy ponton, vagy amikor egy másik csővezeték anyagra váltanak.
Ha más anyagból kell szerelvényt használni, akkor fontos, hogy a csövek és idomok anyagának hőtágulási együtthatója és egyéb műszaki paraméterei megegyezzenek
Fényáram
A folyasztószer kiválasztásakor figyelembe kell venni, hogy nem mindegyik lehet aktív az alumíniummal szemben. Javasoljuk ilyen célokra a hazai gyártó termékeinek - F-59A, F-61A, F-64 - használatát, amelyek trietanol-amin hozzáadásával készült ammónium-fluor-borátokból állnak. Az injekciós üvegen általában egy jelölés található - „alumíniumhoz” vagy „alumínium forrasztásához”.
 A hazai termelés fluxusa
A hazai termelés fluxusa
Magas hőmérsékletű forrasztáshoz 34A márkanéven gyártott folyasztószert kell vásárolni. Kálium-kloridból (50%), lítium-kloridból (32%), nátrium-fluoridból (10%) és cink-kloridból (8%) áll. Az ilyen összetétel a legoptimálisabb, ha magas hőmérsékletű forrasztást végeznek.
 Magas hőmérsékletű pakihoz ajánlott folyasztószer
Magas hőmérsékletű pakihoz ajánlott folyasztószer
Fényáram
A legtöbb forrasztóanyag esetében speciális összetételű csövek előkezelése szükséges, amelyet folyósítószernek neveznek.
Folyasztószert állítanak elő:
folyékony formában;

Forrasztóanyagok folyékony formában
paszta formájában.

Forrasztóanyag paszta formájában
Előnyösebb és kényelmesebb a paszta formájában készült folyasztószer használata, mivel a szilárdabb összetétel hozzájárul az egyenletes alkalmazáshoz, és nem terjed el a cső felületén.
A fluxus lehetővé teszi:
- végezze el a csövek további tisztítását az oxidoktól;
- egyenletesebben ossza el a forrasztóanyagot a forrasztási folyamat során;
- védi a kötést a korróziótól és az oxidok képződésétől.
A forrasztáshoz szükséges felszerelések és anyagok
Mint minden technológiai folyamat, a forrasztáshoz is speciális eszközök és szerszámok szükségesek. Először is a következő eszközökre van szükség a rézcsövek forrasztásához.
Égő. Különféle kialakítású lehet. A választásnál érdemes megfontolni, hogy milyen forraszanyaggal fogunk dolgozni, mert mindegyiknek szüksége van egy bizonyos hőmérsékletre.

Fáklya rézcsövek forrasztásához
Szerkezetileg az égők működhetnek:
- éghető gázzal ellátott eldobható patronokból (kompaktabb változat),
- szabványos újratölthető palackokból.

Csővágó rézcsövekhez
Nyersdarabok vágásához a legjobb speciális csővágókat használni. Elvileg egy egyszerű fémfűrésszel is meg lehet boldogulni, de néhány nehezen elérhető helyen nagyon problémás vele vágni, és a vágás tisztasága is alacsony lesz. A szerszám költsége közvetlenül függ a vágható csövek átmérőjétől.
A rézcsövek bekötése drága szerelvények nélkül, teleszkópos dokkolással (egyik cső belép a másikba, ami valamivel nagyobb átmérőjű), majd kapilláris keményforrasztással teljes mértékben kivitelezhető háztartási víz- és fűtéshálózatra, a víz hőmérséklete amely nem haladja meg a 110 fokot. Ehhez speciális csőtágító szükséges.
A sorja, sorja kiküszöbölésére a munkadarab szélén leélező berendezés szükséges, ezek is kaphatók különböző változatban.
Különféle célú csővezetékek forrasztásához, és még inkább olyan elemekhez, amelyek különösen kritikus körülmények között működnek, speciális forrasztóanyagokra van szükség.
- Alapértelmezett. Leggyakrabban használják, de nem ajánlott ivóvízrendszerekben használni.
- Lágy forrasztás. A szerelvények és vörös bronztermékek forrasztásához használt fogyóeszközt széles körben használják rézcsövek sárgaréz szerelvényekkel történő összekapcsolására.
- Kemény forraszanyagok. A legnépszerűbb forrasztóanyagok rézcsövek csatlakoztatásakor. Használata szinte bármilyen kommunikáció, még gázvezeték kapilláris forrasztásánál is megbízható csatlakozást biztosít. Ezek a forrasztóanyagok, amelyek a réz-foszfor-ezüst tartalmú forrasztóanyagok kategóriájába tartoznak, nem igényelnek további folyasztószert. Alumíniumbronzból és 10%-nál több nikkelt tartalmazó ötvözetekből készült termékek összeillesztésekor azonban nem ajánlott, ez a forraszanyag némi ridegsége miatt van.
- Az ezüst forrasztóanyagok a legdrágábbak, de különféle színű anyagok összekapcsolására használhatók.
A forrasztás helyén az oxidok képződésének megelőzése érdekében szabványos és lágyforraszanyagok használatakor a folyasztószeres kezelés kötelező.
forrasztási folyamat
Mielőtt közvetlenül a vágott nyersdarabok csatlakoztatásához kezdene, azokat elő kell feldolgozni. Először az illesztést megtisztítják, a kisebb hibákat és sorjakat kiküszöbölik. Ezt követően az összekötendő csövek felületeit kívülről és belülről ecsettel, kefével kezeljük. Ne használjon súrolószerszámokat, különben karcolások keletkeznek.
Ha szükséges, egy cső kitágul. A rézcsövek átmérőjének olyannak kell lennie, hogy az egyik munkadarab szabadon belépjen a másikba. Előtte fel kell melegíteni, különben mechanikai sérülések jelennek meg, ami tovább befolyásolja a csatlakozás tömítettségét.
A varratba való levegő behatolása elleni védelem és a jobb tapadás érdekében folyasztószert vagy pasztát viszünk fel a felületre.

Csak az előkészítő munka befejezése után kezdje el a forrasztást és a csöveket égővel melegíteni. A melegítést egyenletesen kell végrehajtani a túlmelegedés elkerülése érdekében.
Miután a csövek felmelegedtek, a forrasztóhuzalt a köztük lévő résbe vezetik. Megolvad és kitölti a rést a csőcsatlakozásnál, varratot képezve. Lehűlés után a folyasztószert eltávolítjuk.
Biztonság
A sérülések és egyéb kellemetlen következmények elkerülése érdekében fontos betartani a biztonsági előírásokat: a csővezetékeket csak védőkesztyűben és védőszemüvegben, munkaruhában szerelje fel és javítsa, ügyeljen arra, hogy az égő lángja és a forró fém ne érintkezzen a védtelen bőrrel, ne dolgozzon nyílt tüzet gyúlékony anyagok közelében
Alapvető hibák
A rézcsövek forrasztásának folyamata nem különösebben bonyolult, azonban a kezdők gyakran követnek el hibákat, amelyek később befolyásolják a csatlakozás minőségét. A kezdők által elkövetett gyakori hibák:
- a forrasztás helyének elégtelen előkezelése;
- préselés - a csövek közötti elegendő rés figyelmen kívül hagyása, aminek következtében a varrás egyenetlen;
- rossz forrasztás használata;
- a csövek túlmelegedése, ami a teljesítmény romlásához vezet;
- a folyasztószer nem kellően alapos tisztítása forrasztás után, ami korróziót okoz.
Ezenkívül egy előre elkészített tervezési sémát kell követni.
Videó feldolgozása
A telepítési folyamat jobb megértéséhez nézze meg az alábbi videót:
Iratkozz fel az új cikkekre - sok érdekes dolog vár rád!
Az égők fajtái
Az építőipari piacon bemutatott berendezések több típusra oszlanak.
Rögzített és eldobható hengeres égők
Az ilyen eszközök eldobható gázpalackokkal vannak felszerelve propánnal, acetilénnel stb. Az ilyen típusú berendezések használatának előnyei közé tartozik a mobilitás, a könnyű kezelhetőség és a biztonság.
Egy ilyen eszköz használható vízvezeték- és fűtési rendszerek telepítéséhez.
Kézi égők
Az ilyen berendezések előnyei közé tartozik mindenekelőtt a kompaktság. Kézi forrasztópáka segítségével kényelmes csővezetéket összeszerelni egy kis helyiségben, forrasztó csöveket a leginkább megközelíthetetlen helyeken.

A kézi égő egy eldobható éghető gázpalackon működik. A szerszám lánghossz-szabályozóval van felszerelve, a készlet általában különböző átmérőjű fúvókákat tartalmaz. A szerszám nem igényel elektromos csatlakozást. Ha betartja az összes munkaszabályt, a kapcsolat megbízható és tartós. Egy kézi szerszám könnyen megbirkózik a légkondicionáló rendszerek és egyéb háztartási kommunikáció telepítésével.
Professzionális égők
A professzionális kategóriába tartozó berendezések különösen tűzálló forraszanyaggal is képesek dolgozni. Ipari létesítmények szerkezeteinek beépítésére használják, ahol a csővezeték jelentős terhelésnek van kitéve.
A nagy súly és méretek nem teszik lehetővé, hogy szűk lakásban dolgozzon. Háztartási és személyes használatra nem tanácsos ilyen eszközöket vásárolni - a háztartási kommunikációhoz nincs szükség ilyen csatlakozási minőségre, és az eszköz költsége magasabb, mint a többi típusé.
Házi készítésű égők
Néha a mesterek saját kezűleg összeállított eszközöket használnak. Jellemzőikben különböznek, és mind a kézi, mind a helyhez kötött típusokhoz tartoznak. A házi készítésű égők ugyanazokból az alapelemekből állnak, mint a vásárolt égők. Az ilyen eszközök használata azonban nem ajánlott, mivel nincs garancia a biztonságos működésre. És teljesítmény szempontjából általában rosszabbak, mint a gyári berendezések.


