Milyen további eszközökre lesz szükség a forrasztópákával végzett munka során
Amikor a kérdéses szerszámmal dolgozik, nemcsak fogyóeszközökkel, hanem segédeszközökkel is rendelkeznie kell.
Speciális állványra van szükség, hogy ne tartsa a kezében a fűtött forrasztópákát. Az állvány megvásárolható, de kialakítása annyira primitív, hogy önállóan is elkészíthető. Ehhez szükség van egy darab fa deszkára, amelyen acélhuzal támasztékok vannak elhelyezve, szarvak formájában ívelve.
Reszelő vagy reszelő – a csípés kiélezéséhez szükséges. A szerszám működése során a csúcs deformálódik, ezért ki kell egyenlíteni. Amellett, hogy a reszelő megtisztítja és beigazítja a hegyet, fel lehet vele készíteni a szerszámot különböző vastagságú anyagok megmunkálására is.
Szennyezett heggyel dolgozni nagyon nehéz, ezért ha még csak tanul, akkor ügyeljen a szerszám forrasztásra való előkészítésére
Fogó vagy csipesz - ezek az eszközök fontos szerepet játszanak a forrasztópákával végzett munka során. Valójában, amikor egy vezeték vagy egy alkatrész magját felmelegítik, a hő a teljes felületen áthalad
Szigetelés nélkül nehéz lesz kézzel tartani a vezetéket, mert megéghet. Ehhez fogót használnak, ha vastag vezetékeket forrasztanak, vagy csipeszt (a műanyag alap kötelező jelenlétével), ha kis félvezető elemekkel vagy vékony vezetékekkel dolgoznak.
Szivacs - a forrasztópáka hegyének megtisztítására szolgál a forrasztás során a különféle anyagoktól - koromtól, idegen részecskéktől és egyéb dolgoktól. Különböző anyagokból készült szivacsokat használnak a csípés tisztítására - viszkóz, cellulóz, fém. A szivacsok forrasztópáka tisztítására való használatának módját az alábbi anyag ismerteti részletesen.
Az alkatrészek forrasztással történő összekapcsolása után szükség lehet alkoholra, ha folyósítószert, elektromos szalagot vagy hőre zsugorodó csövet használtak a terület elszigetelésére és a külső tényezőktől való védelmére.
Indukciós forrasztópáka készülék
Bármely indukciós (impulzusos) forrasztópáka egy leléptető transzformátorból, egy rövidzárlati gombból és egy 1-3 mm vastag rézhuzalból készült hegyből áll. Egyes kiviteleknél tápforrást és egyéb elemeket is hozzáadnak hozzájuk.
Így néz ki a legegyszerűbb indukciós forrasztópáka diagramja:
Meg kell jegyezni, hogy ebben az áramkörben a transzformátornak két szekunder tekercselése van: az egyik táplálja a lámpát, hogy megvilágítsa a forrasztási pontot, a másik pedig a csúcsot. https://www.youtube.com/embed/z-a__qL-Fq4
Az impulzusos és az indukciós forrasztópáka nem ugyanaz. Az impulzusos forrasztópákáknak nevezzük, amelyek nagyfrekvenciás feszültségátalakítót tartalmaznak. A lecsökkentő transzformátorral ellátott példaeszköz nem impulzuskészülék.
Mi a forrasztópáka és hogyan működik a készülék
Az elektromos forrasztópáka egy olyan típusú elektromos szerszám, amelynek segítségével két alkatrész lágy anyagokkal van összekötve. Ilyen lágy anyag a forrasztás, amely megolvad és folyékony lesz a magas hőmérséklet hatására. Amikor a magas hőmérsékletnek való kitettség megszűnik, a forrasztóanyag megszilárdul (ami szinte azonnal megtörténik), ezáltal megbízható kapcsolatot biztosít. A szóban forgó eszköz az elektronikai mérnökök fő fegyvere, amelyen keresztül nem csak a vezetékek és félvezető elemek összekapcsolása, hanem szétválasztása is történik.

A készülék külsőleg egyszerű kialakítású, de belül különböző részekből áll, amelyek célját meg kell érteni.Egyáltalán nem szükséges ismerni a forrasztópáka eszközét a helyes használat megtanulásához, de ezek az információk segítenek abban, hogy meghibásodjon. Az eszköz a következő elemekből áll, amelyek saját jellemzőkkel rendelkeznek:
- Alapja egy vörösrézből készült fémrúd. Ez a rúd az, amely felmelegszik és megolvasztja a forraszt az alkatrészek csatlakoztatásakor. A rúd alapjaként vörös rezet használnak, mivel ez az anyag magas hővezető képességgel rendelkezik (jól átadja a hőt). A rúd vége ék alakú, ami a kis félvezető elemekkel való munkához szükséges. A rúd végét csípésnek hívják, mint a csavarhúzóknál
- A fűtőelem egy acélcső, amelybe egy vörös réz rúd van behelyezve. A csövet csillám- vagy üvegszálas kompozícióba csomagolják, amelyre nikrómhuzalt tekernek. Amikor az áram áthalad a vezetéken, az felmelegszik, és hőt ad át a fémcsőnek. Ennek eredményeként a rúd felmelegszik, és működőképes állapotba kerül. A nikróm huzal tetején csillám védőréteg található. Megvédi a spirált a forrasztópáka fém testével való érintkezéstől, ezáltal növeli az elektromos készülék biztonságát. Második védelmi funkciója a hő visszatartása, és nem továbbadása a készülék acélházára.
- Fogantyú - hőálló műanyagból vagy fából készült, és lehetővé teszi a mester számára, hogy kényelmesen dolgozzon a szerszámmal
- Vezetékek és dugó az aljzathoz való csatlakoztatáshoz. A vezetékek a nikróm huzal vezetékeihez csatlakoznak. A biztonságos csatlakozás érdekében alumínium bilincseket használnak, amelyeket forrasztanak a megbízható érintkezés érdekében. A csomóponton lévő bilincseket erős forrasztópákákon használják, és az alacsony teljesítményű eszközökön az egyesülést további rögzítés nélkül, de kötelező forrasztással hajtják végre. A nikróm menettel ellátott rézhuzal összekötésére szolgáló alumínium lemezeket a csatlakozás megbízhatóságának növelésére, valamint a hő eltávolítására használják. Minél erősebb a forrasztópáka, annál erősebben melegszenek fel a rézhuzalok, így az alumínium bilincsek hőleadást végeznek. Ez az információ hasznos lesz, ha egy erős forrasztópáka javítása során úgy döntenek, hogy eltávolítják az alumíniumlemezeket. A rézkábel magjának vastagságát a készülék teljesítményétől függően választjuk meg
- Az acél test a szerszám azon része, amely a fűtőelemet tartalmazza. A testen lehet (modelltől függően) egy menetes csavar, amelyen keresztül a rúd rögzítve van. A ház kialakításában a fogantyúhoz közelebbi lyukak lehetnek, amelyek célja a hő eltávolítása
A forrasztópáka belsejében lévő elrendezése az alábbi képen látható.
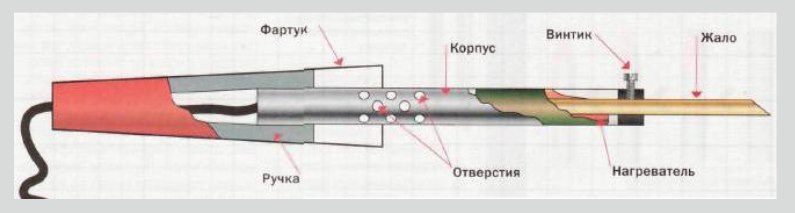
Hasznos megérteni a forrasztópáka készülékét mindenki számára, aki meghibásodás esetén javítást tervez.
Hibák
A Kandan forrasztópáka meggyőző előnyei ellenére van néhány hátránya:
- A forrasztópáka ára meglehetősen magas, és azoknak, akik ritkán használnak ilyen eszközöket, gyakran olcsóbbat kell keresniük.
- A márkának hamisítványai vannak. A török forrasztópákák leple alatt más, nagyon hasonló készülékek is készülhetnek, de ezeknek nem lesz közük az eredeti céghez. Ez a termék rosszabb minőségű lesz.
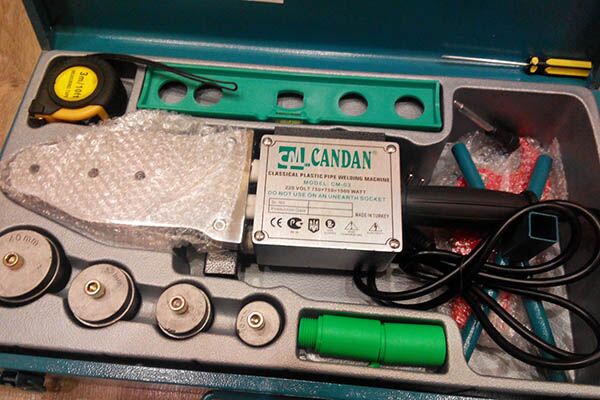
A Candan forrasztópákák jellemzői
A forrasztópáka számos modellje alapkivitelben további munkaeszközökkel van felszerelve. Minden az adott fajtától függ, mivel a felszereltség változhat, de gyakran találhat állványt, ollót, mérőszalagot, szinteket és fúvókákat. A legtöbb esetben a forrasztópáka kétállású kapcsolóval van felszerelve, amely további fűtőelemek csatlakoztatásával növeli vagy csökkenti a szerszám teljesítményét.
Az égési mutatók a márka jellemzőinek is betudhatók.Ha a fűtőspirál be van kapcsolva, a piros lámpák világítanak. A Candan CM 06 forrasztópáka modell termosztát vezérléssel rendelkezik, amely segít a hőmérséklet szabályozásában 50 és 320 Celsius fok között. Más modellek beállítási értékei eltérőek lehetnek. A beállítási lépés körülbelül 10 fok. A munka kényelme érdekében a szerszám fogantyúi gumírozottak.
Az eredeti szerszámok a cég logójával vannak ellátva, amely a dobozon és magán a forrasztópáka mellett található. A kínai példányokon a gyártás dátuma matricára, míg az eredetire az oldallapra van rányomva. A lemez rögzítése az eredetiben szegecsekkel készült, míg a hamisítványnál minden oda van csavarozva.
Modellek
Az eszközök kínálatában számos nagyon népszerű modell található, amelyek közül érdemes megjegyezni a következőket:
Forrasztópáka csövekhez Candan CM-01. A teljesítményszabályozásnak két szintje van. A maximális teljesítmény 1500 watt. Tartozékkal és csővágóval együtt. Hőmérséklet szabályozás 50-350 Celsius fok között. A készlet 4 fúvókát tartalmaz.
 Forrasztópáka csövekhez Candan CM-01
Forrasztópáka csövekhez Candan CM-01
Forrasztópáka csövekhez Candan CM-3.
 Forrasztópáka csövekhez Candan CM-3
Forrasztópáka csövekhez Candan CM-3
Forrasztópáka csövekhez Candan CM-06 1500 W. A fűtőtest teflon bevonatú. A forrasztópáka súlya csomagolással együtt 5 kg. A maximális csőméret 63 mm, a legkisebb pedig 16 mm. A hőmérséklet beállításának lehetősége 50 és 350 Celsius fok között.
 Candan CM-06 csőforrasztópáka
Candan CM-06 csőforrasztópáka
A Candan forrasztópáka használata
A polipropilén forrasztópáka megjelenése észrevehetően eltér a mindenki számára ismert szokásos eszköztől. Ez nem csak a márka modelljére vonatkozik, hanem az egész típusra. A működési elv is némileg eltérő lesz, ezért ismernie kell a Candan polipropilén csövek forrasztópáka használatára vonatkozó utasításokat.
Ennek az eszköznek a működési elve nagyon hasonló az otthoni vasalókban használthoz. Közvetlen bekapcsolás előtt itt fel kell készítenie a forrasztópákát a munkához. A szerszámhoz egy speciális állványt csavaroznak, és egy fúvókát szerelnek fel, amely a csövek forrasztásának fő részévé válik. Ha különböző csőátmérőkkel kell dolgoznia, akkor két megfelelő méretű fúvókát kell beépíteni a forrasztópákaba.
Az előkészítő eljárások után már megkezdheti a hálózathoz való csatlakozást. A felmelegítéshez be kell állítani a megfelelő hőmérsékletet, majd mindkét fűtőelemet be kell kapcsolni. A bemelegítés 10-30 percig tarthat. A jelzőnek tájékoztatnia kell a felmelegedésről. Ezt követően már folytathatja a közvetlen forrasztást.
Ezután elő kell készítenie a forrasztandó csődarabokat és idomokat. Forrasztópákával egyszerre kell felmelegíteni a szerelvényt és egy csődarabot. Amikor az alkatrészek elérik a kívánt állapotot és a végeik megolvadnak, az alkatrészeket gyorsan össze kell kapcsolni. Mindent először meg kell tenni, különben az újraolvasztott polipropilén elveszíti tulajdonságait.
Következtetés
Nem véletlen, hogy a Candan márka előkelő helyet foglal el a polipropilén forrasztópákák piacán. Ez egy keresett terület, amely leginkább a szakemberek iránt érdeklődik. Ez az eszköz az ilyen szakemberek számára készült. Üzleti igényekhez nagyon kedvező ára van, bár magáncélra drágának tűnhet. A termékek minősége és megbízhatósága mindezt teljes mértékben megtéríti.
Az elektromos forrasztópáka működési elve
Amikor bekapcsolja a forrasztópákát az elektromos hálózatban, az áram áthalad a nikróm tekercsen és felmelegíti azt. Az ebben a folyamatban felszabaduló hő a rézrúdba kerül. A rúd 300 - 350 C hőmérsékletre hevíthető. A felhevített rézrúd (a forrasztópáka "szúrása") megolvasztja a forraszt és felmelegíti a forrasztandó részeket.
Az elektromos forrasztópákák teljesítménye és fűtőelem típusa különbözik. Nagyméretű alkatrészek, nagy keresztmetszetű fémlemezek, huzalok forrasztásához, ónozásához vastag „csípés” és legalább 80-100 W teljesítményű forrasztópáka szükséges.A 40-80 W fűtőelem-teljesítményű elektromos forrasztópáka a rádióelektronikában használatos, és kiválóan alkalmas elektromos berendezések kisebb javítására. A kis teljesítményű (20 - 40 W) vékony "csípés" forrasztópáka nagyon kicsi, statikus feszültségre érzékeny alkatrészek (például elektronikus alkatrészek) forrasztására szolgál.
klikker az adsense számára
Ma a leggyakoribb elektromos forrasztópáka spirálfűtéssel - EPSN. A fűtőelem (fűtőelem) kerámia vagy csillámcsőből áll, amelyre nikróm spirál van feltekerve. Ezek a forrasztópákák a legmegbízhatóbbak és a legtartósabbak. Kiválóan alkalmasak azokra az esetekre, amikor nem kell olyan gyakran forrasztani.
Ma már kerámia fűtőtesttel ellátott elektromos forrasztópáka is készül. Amint az alkalmazásuk gyakorlata mutatja, nagyon szeszélyesek. A fűtőelem egy vékony, keskeny kerámialapból áll, amelynek belsejében egy nagyon vékony nikrómhuzal spirál van. Amikor folyadék kerül egy ilyen forrasztópákára (vagy inkább fűtőelemre), ha az sikertelenül esik, vagy erősen deformálódik, a spirál vékony vezetéke elszakad, és a forrasztópáka már nem is javítható.
Ha elég gyakran forraszt, akkor az egyszerű elektromos forrasztópákák nélkülözhetetlenek. Egyszerűen be kell szereznie egy sor különféle kapacitású és cserélhető „piszkálóval” ellátott forrasztópáka-készletet, vagy vásárolnia kell egy elektromos forrasztóállomást. A forrasztóállomás fel van szerelve egy „csípés” fűtési hőmérséklet-szabályozóval, a beállított hőmérséklet automatikus fenntartásával, egy kényelmes állvánnyal a forrasztópáka számára, egy fürdőkáddal a tisztítószivacshoz, antisztatikus védelemmel és néhány további funkcióval.
Az elektromos forrasztópáka forrasztása és munkavégzése során emlékeznie kell a forrasztóberendezések működésére és a biztonsági óvintézkedésekre. Megfelelő használat és gondozás mellett minden forrasztóberendezés hosszú ideig tart, és az elvégzett munka kiváló minőségű lesz.
A témával kapcsolatos kérdéseit fórumunkon megvitathatja.
Forrasztópáka-fajták különböző okokból
Amellett, hogy a vezetékek és táblák forrasztópákait teljesítmény és feszültség szerint típusokba sorolják, vannak más kritériumok is a szétválasztásukra. Annak ismerete, hogy milyen típusú forrasztópákákról van szó, és milyen alapon osztják fel őket, szükséges a megfelelő eszköz kiválasztásához a rá rendelt feladatok függvényében.
A tervezési jellemzők szerint a forrasztópákák a következő típusúak:
- A rudak a legelterjedtebb forrasztószerszámok. Készüléküket és működési elvüket a fenti anyag ismerteti. Ez a típus a legalkalmasabb a ház körüli forrasztáshoz - amikor háztartási készülékeket kell javítani, vagy két elektromos vezetéket kell csatlakoztatni, kiküszöbölve az ellenállás csökkenését a csomópontnál
- Pisztoly - a lőfegyverekhez való megjelenésük hasonlósága miatt hívják őket. A szerszám munkarésze közvetlenül a fogantyúhoz képest 90 fokos szögben helyezkedik el, ami növeli a megfelelő munkavégzés kényelmét. Az ilyen forrasztópáka a javítási munkák során használatos.
- Forrasztóállomások - helyhez kötött forrasztópákáknak is nevezik. Az eszközök azért kapták ezt a nevet, mert vezérlőegységekkel vannak felszerelve, amelyeken keresztül szabályozzák a feszültséget, teljesítményt, áramot, hőmérsékletet.
A rúdkészülékeket háztartási gépeknek is nevezik, mivel az otthoni kézművesek körében találták alkalmazásukat. Azonban nemcsak otthoni mesterek, hanem szakemberek is használják őket. Bonyolultabb ragasztókezelések végrehajtásakor forrasztóállomásokat használnak, amelyek három fő típusra oszthatók:
- Infravörös - a forrasztási folyamat infravörös sugárzással történik.Az infravörös sugárzás hullámhossza 2-10 mikron, a fűtési zóna 10-60 mm.
- Forró levegő - a forraszanyag olvasztását forró levegőáramnak kitéve végzik (hasonlóan a hajszárító működéséhez). A szerszám fúvókájából kilépő felmelegített levegő hőmérséklete 100 és 500 fok között mozog. A levegőáram fókuszálása fúvókával történik. Az áramlás létrehozása kompresszor vagy turbina használatával valósul meg. A turbinás modellek a készülék belsejében beépített villanymotort tartalmaznak, amely a járókerékhez kapcsolódik. A motor forgása hajtja a járókereket, ami végső soron hozzájárul a légáramlás létrehozásához. A forrasztópáka kompresszoros modelljei légnyomást hoznak létre az állomás szerkezetében elhelyezett membránkompresszorokon keresztül
- Digitális - ezek modern professzionális forrasztópákák, amelyek működési elve megegyezik a rúdeszközökkel. Különlegességük, hogy a szakember az érintett alkatrészek forrasztásától függően állítja be a megfelelő feszültség-, áram- és teljesítményparamétereket.
A forrasztópáka osztályozásának másik fontos jellemzője a fűtésük elve.
Hogyan kell használni a forrasztószivacsot
A forrasztópáka hegyének tisztításához speciális szivacsokat használnak, amint azt fentebb említettük. A kezdőkben gyakran felmerül a kérdés, hogy miért van szükség ezekre az elemekre, és hogyan kell helyesen használni őket. Számos fontos szabályt ismernie kell a szivacsok megfelelő használatához a készülék csípésének tisztításához.
- A forrasztópákák kerámia hegyét nem szabad fémszivaccsal megtisztítani, mert ez károsítja a felület felső rétegét.
- Egyáltalán nem szükséges speciális szivacsot vásárolni, mivel egy közönséges szövetdarab is betöltheti a szerepét. Ez a módszer azonban alkalmas olyan esetekben, amikor gyorsan kell forrasztania valamit. Ha hosszú ideig forrasztást tervez, akkor ilyen esetekben jobb, ha speciális szivacsot vásárol
- A viszkózszivacsokat használat előtt vízbe kell áztatni. A szivacsot azonban nem kell nagyon nedvesíteni, mert elég, ha nedves. A szúrást munka közben a szivacsra töröljük. A hegy száraz tisztítására a viszkóz szivacsok nem alkalmasak
- Rézforgács - a hegy száraz tisztítására szolgál, de az ilyen szivacs hátránya, hogy meglehetősen drága, és néha még drágább is, mint maga a forrasztópáka (modelltől függően)
- Fémszivacs – nem kifejezetten forrasztópákával való munkavégzéshez készült, de ez nem akadályozza meg, hogy a szerszám hegyének tisztítására használják. Az ilyen szivacs előnye, hogy 10-szer olcsóbb, mint a rézforgács, de ugyanolyan jól megbirkózik a csípés száraz tisztításának feladatával.
Most, hogy a forrasztópákával történő forrasztás technológiája ismert, elkezdheti a képzést. A forrasztás befejezését csak elegendő gyakorlás után kezdheti el.
Összefoglalva, meg kell jegyezni, hogy az elektromos forrasztópáka helyettesíthető hagyományos öngyújtóval. Ha a vezetékeket forrasztópáka nélkül kell forrasztani, akkor ez nagyon egyszerűen megtörténik - a magokat nyílt tűzzel (öngyújtóval) hevítik, majd forraszt kell helyezni a találkozásukra, és a nyílt tűznek való kitettséget folytatni kell. . Amikor a forrasztás megolvad, a vezetők összekapcsolódnak.
A szerszám munkáját teljes felelősséggel kell kezelni, és a legfontosabb, hogy ne felejtsük el, hogy a forrasztópáka olyan elektromos készülék, amelyet nem lehet szétszedni, ha csatlakoztatva van a hálózathoz. Tilos továbbá a szerszámot a konnektorra csatlakoztatva huzamosabb ideig hagyni, mert tűz keletkezhet. És még egy fontos pont - ne ellenőrizze a csípés melegítési hőmérsékletét a kezével, mert így nagyon súlyos égési sérülést szenvedhet.
Kapcsolódó publikációk
A pisztolyos lyukasztó működési elve fényképes leírással
A csavarhúzó működése és a szerszám kialakítása - amit tudnia kell a használat során
Megtanulják, hogyan kell használni a ragasztópisztolyt rúddal
A darálót saját kezűleg gyorsan és egyszerűen megjavítjuk
A rézhuzalok forrasztásának módja a folyamat összes titka
A kezdő villanyszerelők és elektronikai mérnökök számára hasznos lesz megtanulni, hogyan kell elvégezni a huzalok forrasztásának folyamatát. Új forrasztópáka használata előtt el kell végezni a hegyes ónozási eljárást. Ehhez a csípést üzemi hőmérsékletre melegítjük, és teljes felületével a gyantába mártjuk. Ezután meg kell olvasztani a forrasztóanyagot a hegy teljes felületén, ezáltal megóvja a korrozív támadásoktól és a gyorsított kopástól. Ezután folytatjuk a vezetékek forrasztásának közvetlen eljárását.
A teljes technológia három fő szakaszra osztható:
- A huzal előkészítése forrasztáshoz. Ehhez a mag egy részét meg kell szabadítani a szigeteléstől. A magot meg kell tisztítani a szennyeződésektől, és ha ez mechanikusan nem lehetséges, akkor gyanta vagy folyasztószert kell használni. Mielőtt a mag felületét gyantával vagy folyasztószerrel kezelné, csiszolható csiszolópapírral vagy reszelővel
- Bádogozás - a forrasztópákát fel kell melegíteni a megfelelő hőmérsékletre. Ha gyantát használnak, akkor hozzá kell vinni a huzal lecsupaszított részét, és fel kell melegíteni a magot. Ebben az esetben a magot olvasztott gyantába merítjük, és ezáltal megtörténik a tisztítási folyamat. Ezt követően fel kell venni a forraszt, és fel kell melegíteni egy forrasztópákával. Az olvadt forrasztóanyagot felvisszük a magra, és ezzel az ónozási folyamatot hajtjuk végre. Ennek eredményeként egy rézhuzalt kapunk, amelynek a mag felületén vékony forrasztóréteg található. Ezt a folyamatot a rézhuzalok megbízható és jó minőségű csatlakoztatása érdekében hajtják végre. Hasonló eljárást hajtanak végre a huzal második végével.
- Csatlakozás - most össze kell kötni a magokat úgy, ahogy a forrasztás után is maradnak. Ezután a csatlakoztatott vezetékekre forraszt kell felhordani, és forrasztópákával megolvasztani. Ennek eredményeként a megolvadt forrasztóanyag szétterül és megkeményedik, biztosítva az alkatrészek összekapcsolását.
Ha a csatlakoztatott vezetékeket utólag zsugorcsővel tervezik szigetelni, akkor azt először a kábelre kell felhelyezni. Ezzel befejeződik a huzalok forrasztópáka, gyanta és ón forrasztási folyamata. Ebben nincs semmi nehéz, ha minden műveletet az utasításoknak megfelelően hajtanak végre.
A forrasztási folyamat némileg eltérő lesz, ha a forrasztandó vezetékek előcsavartak. Ebben az esetben a huzal minden magját nem kell ónozni, és csavarás után gyantával vagy folyasztószerrel kezeljük, és a teljes külső felületen megolvasztjuk a forrasztást.
Ez érdekes! Ha gyanta helyett folyasztószert használnak, akkor a forrasztási technológia kissé eltér. A különbség abban rejlik, hogy a mag egy részét a folyasztószerbe mártják, majd forrasztópákával forrasztóanyag hozzáadásával felmelegítik. A további lépések megegyeznek a fenti utasításokban leírtakkal.
És most a forrasztópákával való munka megtanulásakor a legfontosabb dolog a gyakorlat.. Szinte lehetetlen megtanulni a vezetékek vagy mikroáramkörök forrasztását első alkalommal, mivel ez kezdetben képzést igényel. A forrasztási huzalok és félvezető elemek technológiájának elsajátításának sikere a képzésen történik.
Forrasztópáka típusai huzalok teljesítményével történő forrasztásához
A vizsgált eszközök típusait olyan paraméterek szerint osztályozzák, mint a teljesítmény. Ami a teljesítményt illeti, a következő besorolásokkal készülnek - 12, 20, 40, 60, 100 W és még több
Ezt a paramétert fontos figyelembe venni az eszköz kiválasztásakor. Kevesen tudják, milyen teljesítményű forrasztópáka vásárlása, ezért nagyon gyakran a kezdők olyan eszközt vásárolnak, amely nem birkózik meg a feladatokkal

Minél nagyobb a teljesítmény, annál nagyobb a szerszám képessége, de ha a táblára forrasztott félvezető elemekkel dolgozunk, akkor itt nincs szükség nagy teljesítményű eszközökre.Az alkatrészek forrasztással történő csatlakoztatásának biztosításához elő kell őket melegíteni. Az alkatrészek fűtési hőmérsékletének magasabbnak kell lennie, mint a forraszanyag olvadási hőmérséklete a minőségi csatlakozás érdekében. Ha az eszköz teljesítménye nem elegendő a forrasztandó alkatrészek felmelegítéséhez, akkor az eljárás végrehajtása rendkívül nehéz lesz.
Ebből a következő következik:
- A 12 és 20 W teljesítményű szerszámokat kizárólag félvezető elemekkel - kondenzátorokkal, ellenállásokkal, diódákkal, tranzisztorokkal stb. Nagyon nehéz lesz két nagy keresztmetszetű elektromos vezeték csatlakoztatását ilyen eszközökkel forrasztani.
- A 40-100 W teljesítményű készülékek a legnépszerűbbek, mivel alkalmasak félvezető elemekkel és rézhuzalokkal való munkára.
- A 100 W-tól nagyobb teljesítményű forrasztópáka gázvízmelegítők és más nagy alkatrészek hőcserélőinek forrasztására szolgál.
A rúd mérete a szerszám teljesítményétől függ, és közvetlen hatással van a kis vagy nagy alkatrészekkel való munkavégzés képességére. Minél nagyobb a készülék teljesítménye, annál gyorsabban melegszik fel a hegy, ami azt jelenti, hogy a konnektorba való bedugást követően a szerszám rövid időn belül forrasztásra is használható.
Ez érdekes! Minél nagyobb a készülék teljesítménye, annál gyorsabban melegszik fel a csúcs, de a legtöbb rádióalkatrész nem engedi meg a 70 fokos hőmérsékletet. Ebből kiderül, hogy nagy teljesítményű forrasztópáka használatakor nem szabad 3 másodpercnél tovább befolyásolni a félvezető elemeket.
A rézkábel alumíniummal történő forrasztásának jellemzői
Mint tudják, a vezetékek és kábelek vezetői rézből és alumíniumból készülnek. A rézvezetők a leghatékonyabbak, de gyakran előfordul, hogy két különböző maganyagú vezetéket kell egymáshoz kötni. Azonnal meg kell jegyezni egy nagyon fontos pontot, hogy lehetetlen a rezet alumíniummal forrasztani. Ez a fizikai tulajdonságaiknak köszönhető:
- A réz melegítéskor (amikor az áram halad) kevésbé tágul, ami nagy vezetőképességgel jár
- Az alumínium jobban hevítve kitágul
A kábelmagok állandó tágulásával és összehúzódásával forraszanyag segítségével a találkozásnál mikrorepedések keletkeznek. Idővel növekednek, és ezen a területen az ellenállás nő, és az áram nagysága nő. Minél nagyobb az áramerősség, annál nagyobb a terhelés, ami végül a kommunikáció megszakadásához vezet. Ezért nem lehet alumíniumot rézzel forrasztani, mivel az ilyen csatlakozás megbízhatatlannak minősül.
Ha két különböző anyagú vezetéket kell csatlakoztatni, a következő módszereket kell alkalmazni:
- Kösd össze őket egy csavarral. A csatlakozási pontot gondosan szigetelni kell. Ez a módszer azonban szintén nem tekinthető megbízhatónak, mert az ellenállás megnő a csomópontnál.
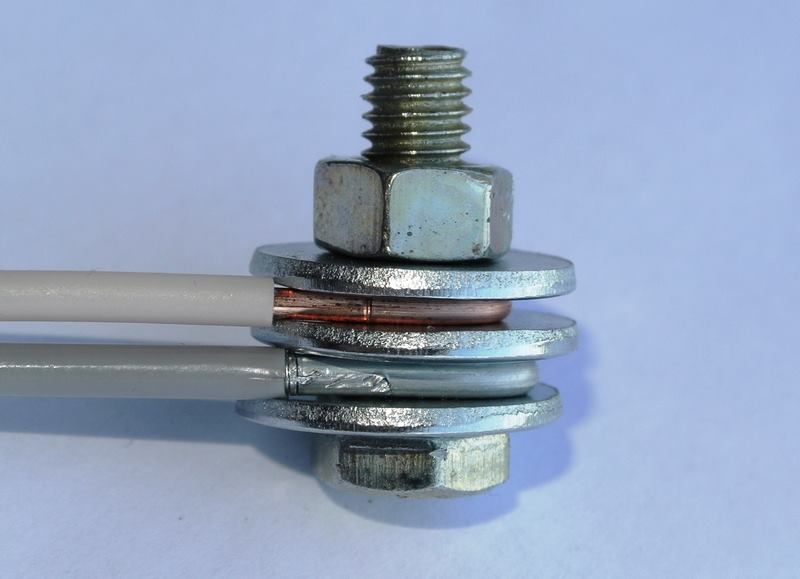
- Használjon csavarkötést. Ehhez használhat egy csavart anyával és három alátéttel. Tekerje fel a huzalszálakat a csavartengely alátétjei közé, és nyomja össze őket az anyával. Ez a módszer azonban elavultnak tekinthető, és ma a csavarok helyett sorkapcsokat használnak.
Bármilyen helyzetből mindig találsz kiutat, de a legfontosabb az, hogy jól csináld.
A forrasztópáka típusai a tápfeszültség nagysága szerint
A szóban forgó szerszámokat különböző típusokban gyártják, és az első kritérium, ami alapján a készülékek különböznek egymástól, a tápfeszültségük. E paraméter szerint a forrasztópáka a következő tápfeszültségek szerint van besorolva - 12, 24, 36, 42, 220 és 380 V. Miért gyártanak különböző feszültségű eszközöket? Egy teljesen jogos kérdés, amelyre a következőképpen lehet válaszolni:
- Az emberi biztonság érdekében.Ha a munkát egy szerszámmal nedves helyiségben végzik, akkor csak olyan eszközöket szabad használni, amelyek legfeljebb 36 V feszültségről működnek, de nem több. Ebben az esetben a készülék testét földelni kell, ami megakadályozza az áramütést.
- A készülék hatóköre. A készüléket nem csak otthoni forrasztásra használják, hanem a gyártásban is, ahol különféle nagyméretű alkatrészek csatlakoztatására szolgál. Ilyen célokra 220 V-os hálózatról működő nagy teljesítményű szerszámokat használnak. Személygépkocsik és teherautók, valamint motorkerékpárok forrasztási munkáinál 6, 12 és 24 V állandó feszültségről működő eszközöket használnak.
- Teljesítmény - minél nagyobb teljesítményű eszközre van szükség, annál magasabbnak kell lennie a tápfeszültség paraméterének. Például egy kis teljesítményű, 12 W-os forrasztópáka esetében egyáltalán nincs értelme 220 V-os feszültséget előállítani. Valójában ehhez egy nagyon vékony nikrómszálat kell nagyszámú fordulattal megtennie. Az eredmény egy nagy, nagyon kis teljesítményű szerszám. Hasonló a helyzet a nagy teljesítményű eszközökkel, amelyeket nehéz megvalósítani, ha tápfeszültségüket 12 vagy 24 V-ra tervezték

Ez érdekes! A nikrómhuzal fűtőelemként történő alkalmazása lehetővé teszi olyan forrasztópákák gyártását, amelyek nem csak váltakozó, hanem egyenfeszültségen is működnek. A különbség a huzal vastagságában, valamint a fordulatok számában rejlik.
Mikroáramkörök forrasztása forrasztópákával
Külön figyelembe kell venni a mikroáramkörök forrasztásának folyamatát, amelyek ma megtalálhatók a modern TV-kben, számítógépekben, telefonokban és egyéb berendezésekben.
A mikroáramkörök forrasztása előtt meg kell értenie, hogy itt nemcsak az elem forrasztása vagy kiforrasztása fontos, hanem a céljuk megértése is.

Ha hagyományos forrasztórudakat használnak a vezetékek és a félvezető elemekkel ellátott nyomtatott áramkörök forrasztásához, akkor mikroáramkörökkel végzett munka során forró levegős eszközöket vagy, ahogyan más néven is hívják, hajszárítót kell használni. Fő előnyük, hogy az alkatrészek forrasztása vagy kiforrasztása nagyon gyorsan megtörténik. A mikroáramkörökkel való munkához anyagokat és eszközöket is elő kell készítenie. A Flux LTI-t antioxidánsként, a csipeszt pedig segédeszközként használják.
A forgács forrasztásának folyamata forró levegős szárítóval a következő:
- A forrasztott elem lehet mikroprocesszor, vezérlő vagy mikroelemek - ellenállások, diódák vagy kondenzátorok. Forrasztásuk vagy kiforrasztásuk előtt a nyomtatott áramköri lapon lévő alkatrészek és helyek szárait folyasztóvá kell tenni
- Ha felülről speciális anyagokkal feltöltött mikroelemet kell forrasztani, akkor forrasztás előtt ezeket el kell távolítani. Ehhez acetont vagy speciális oldószereket használnak.
- Az alkatrész megtisztítása után megkezdheti a forrasztást. Ehhez vigyen magával forrasztópákát, amelyet elő kell melegíteni. Helyezze el az alkatrésztől 2-3 cm távolságra
- Csipesz segítségével kis erőfeszítéssel megfeszítjük az alkatrészt. Amint az alkatrész lábai megolvadnak, leválik a deszkáról
- Hasonló módon rögzítik az alkatrészt a táblához
Szükség esetén forrasztóanyagot használnak, amikor az alkatrészeket új táblára forrasztják. Először a forrasztóanyagot kell felhordani, majd folytassa a mikroelemek forrasztásával. A forrasztópákával végzett mikroáramkörök kezelésének részletes folyamatát az alábbi videó mutatja be.