Miért van szükség a fémek izzítására?
Az izzítási folyamat pontos jellege, amelynek a fémet alávetik, nagymértékben függ az izzított fém céljától.
Lényeges különbség van az izzítási módok között a gyári izzítás között, ahol hatalmas mennyiségű acéllemezt állítanak elő, és a kis autóműhelyben végzett izzítás között, amikor csak egy alkatrész igényel ilyen kezelést.
Röviden, a hidegmegmunkálás plasztikus deformáció a fém szemcseszerkezetének tönkretétele vagy torzítása révén.
Az izzítás során a fémet vagy ötvözetet olyan hőmérsékletre hevítik, amelyen átkristályosodás következik be - a régi - deformálódott és megnyúlt - szemcsék - nem deformálódó és kerek - helyett új szemcsék képződnek. Ezután a fémet adott sebességgel lehűtik. Más szóval, a fémben lévő kristályok vagy szemcsék, amelyek a műanyag hideg megmunkálása során elmozdultak vagy deformálódtak, újra felépülhetnek és visszaállhatnak természetes állapotukba, de magasabb izzítási hőmérsékleten.
Oldatos részek rézbevonata elektrolittal
Fém alkatrészeknél a rézbevonat otthon is elvégezhető. Fontolja meg a rézbevonatot, az alkatrészt elektrolitos oldatba engedve. Ehhez a következőkre van szüksége:
- kis rézlemezek
- több méter vezető huzal;
- áramforrás, legfeljebb 6 V feszültséggel;
- az áramszabályozáshoz reosztát és ampermérő használata is javasolt.
Működési eljárás
- A rezet jól oldó folyadékként hagyományos elektrolitot használnak. Megvásárolhatod, vagy otthon is elkészítheted. Ehhez szükség lesz 3 ml kénsav, minden 100 ml desztillált vízhez. A szükséges oldatot a keletkező elektrolit legfeljebb 20 g hozzáadásával lehet előállítani. rézszulfát.
- A rézbevonat megkezdése előtt az alkatrészt csiszolópapírral meg kell tisztítani, hogy eltávolítsuk az oxidréteget a felületről.
- Ezután az alkatrészt forró szódaoldattal zsírtalanítjuk, és tiszta vízzel mossuk.
- Az elkészített elektrolit oldatot a kívánt térfogatú üvegedénybe öntik.
- Ezután két rézlemezt leeresztenek oda, vezető vezetékekre. Két rézlemez közé hasonló vezetékre függesztik fel az otthoni rézbevonatozásra szánt alkatrészt. Gondoskodni kell arról, hogy a rézlemezek és az alkatrész teljesen el legyenek öntve elektrolitoldattal.
- A következő szakaszban a rézlemezek vezetékeinek végeit a pozitívhoz, a munkadarabot pedig az áramforrás negatív kapcsaihoz csatlakoztatják. Sorosan egy reosztátot és egy ampermérőt kell csatlakoztatni a létrehozott elektromos áramkörhöz. Az áramkörben lévő áram bekapcsolása után reosztát állítja be 15 mA per 1 cm-re? az alkatrész felülete.
- Miután a munkadarabot 15-20 percig az oldatban tartotta, ki kell kapcsolnia a tápegységet, és el kell távolítania a terméket az oldatból. Ez alatt a rövid idő alatt az alkatrész felületét vékony rézréteg borítja. A bevonat vastagsága a rézbevonat folyamatának időtartamától függ. Így bármely termék felületének rézbevonata elérhető 300 mikron vagy annál nagyobb réteggel.
Réz és ötvözeteinek hegesztése acéllal. Hogyan kell hegeszteni rezet és acélt
A gyakorlatban a réz és acél hegesztését leggyakrabban tompakötésekben végzik. A szerkezet jellegétől függően az ilyen kötésben a varratok külső és belsőek lehetnek.
Sárgaréz acélra hegesztésére a gázhegesztés a legjobb, vörösréz acélra hegesztéséhez pedig a fémívhegesztés a legjobb.
Jó eredmények érhetők el akkor is, ha szénelektródákkal fluxusréteg alatt és gázhegesztéssel BM-1 fluxus alatt végezzük.A gyakorlatban a sárgaréz és acél gázhegesztését gyakran réz töltőanyag felhasználásával végzik.
Az azonos vastagságú színesfém és acél hegesztett élek előkészítése ugyanúgy történik, mint a vasfémek hegesztésekor.
A 3 mm-nél kisebb vastagságú lemezeket vágás nélkül, a 3 mm-től kezdődően ferde élekkel hegesztjük.
Ha az élek ferdesége nem megfelelő, vagy ha a hegesztendő részek végein szennyeződések vannak, nem lehet jó behatolást elérni. Ennek alapján nagy vastagságú részek hegesztésekor, amelyekben X-alakú horony van kialakítva, nem szabad tompítani.
A réz acéllal történő hegesztése nehéz feladat, de meglehetősen kivitelezhető például vegyi berendezések alkatrészeinek, rézhuzalnak acéltömbbel történő felületkezelésére és hegesztésére.
Az ilyen kötések hegesztési minősége megfelel a velük szemben támasztott követelményeknek. A réz szilárdsága növelhető, ha legfeljebb 2% vasat viszünk a készítménybe. Több vas esetén az erő csökkenni kezd.
Szénelektródával történő hegesztéskor egyen polaritású egyenáramot kell alkalmazni.
Az elektromos ív feszültsége 40-55V, hossza kb. 14-20mm. A hegesztőáramot az elektróda (szén vagy grafit) átmérőjének és minőségének megfelelően választják ki, és 300-550 A tartományban van. A felhasznált folyósítószer ugyanaz, mint a réz hegesztésénél, ezen az oldalon ezen folyósítószerek összetételét adjuk meg.
A folyasztószert bevezetik a hegesztési zónába, és a horonyba öntik.
 A hegesztési módszert "balra" használják.
A hegesztési módszert "balra" használják.
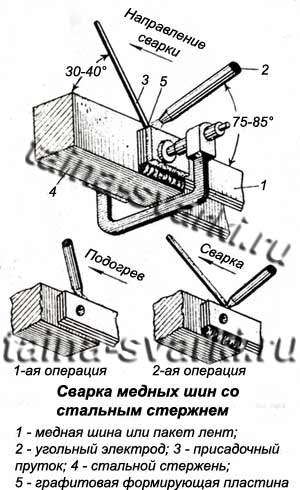
A legjobb eredményt a réz gyűjtősínek acél gyűjtősínekre történő hegesztésekor a csónakos hegesztés éri el. Az ilyen hegesztés sémája az ábrán látható. Először a réz éleket szénelektródával hevítik, majd az elektróda és a töltőrúd meghatározott helyzetével hegesztik (lásd az ábrát). A hegesztési sebesség 0,25 m/h. A réz öntöttvas hegesztése ugyanazokkal a technológiai módszerekkel történik.
Kis vastagságú (1,5 mm-ig) gyengén ötvözött bronz hegesztése legfeljebb 2,5 mm vastagságú acélra nem fogyó volfrámelektródával átfedéssel, argon környezetben, automata gépen, töltőhuzallal, töltőhuzallal végezhető. átmérője 1,8 mm oldalról táplálva.
Ebben az esetben nagyon fontos, hogy az ívet a réz oldalról az átfedésre irányítsuk. Ilyen hegesztési módok: áramerősség 190A, ívfeszültség 11,5V, hegesztési sebesség 28,5m/h, huzalelőtolás 70m/h
A réz és a sárgaréz villámgyors tompahegesztéssel jól hegeszt az acélra.
Ezzel a hegesztési módszerrel az acélélek elég erősen, a színesfém élei pedig enyhén megolvadnak. Figyelembe véve ezt a körülményt, és figyelembe véve ezen fémek fajlagos ellenállásának különbségét, vegyük a túlnyúlást acélnál 3,5d, sárgaréznél 1,5d, réznél 1,0d, ahol d a vizsgálandó rudak átmérője. hegesztett.
Az ilyen rudak ellenállásos tompahegesztéséhez acélhoz 2,5d, sárgarézhez 1,0d és rézhez 1,5d pálca ajánlott. A csapadék fajlagos ellenállását 1,0-1,5 kg/mm2 tartományba vesszük.
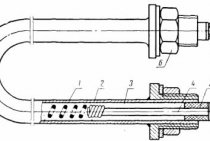
A gyakorlatban gyakran válik szükségessé a 8-12 mm átmérőjű csapok hegesztése rézből és ötvözeteiből acélra, vagy acél csapokat réztermékekre.
Az ilyen hegesztést fordított polaritású egyenárammal végezzük OSC-45 finom fluxusú, előmelegítés nélkül.
A 12 mm átmérőjű rézcsapok vagy 10 mm átmérőjű L62 sárgaréz csapok 400 A áramerősség mellett jól hegeszthetők acélra vagy öntöttvasra.
Az LS 59-1 márkájú sárgaréz csapokat pedig nem használják hegesztésre.
Az acélcsapok rosszul vannak hegesztve réz- és sárgaréz termékekhez.
Elektródák rézhegesztéshez
A réz töltőhuzal nélküli csatlakoztatásához speciális bevonattal ellátott fogyóelektródákat használnak. Amikor megolvad, salakréteget hoz létre, amely megvédi a hegesztési helyet a levegővel való érintkezéstől. A bevonatot alkotó adalékok a fémmel kombinálva javítják a varrat minőségét. A salakréteg lelassítja a hézag lehűlését, ami segít több gáz eltávolításában.
A nem fogyó szén- és grafitelektródákat a varrat létrehozásához szükséges töltőhuzallal együtt használják. A választásnál vegye figyelembe, hogy:
- réz kézi hegesztésénél a bevonat színe piros;
- a szürke bevonatú minőségek nemvasfémekhez készültek;
- a tűzálló fémeket kék elektródákkal főzik;
- sárga bevonattal hőálló ötvözött acél.
Az acél otthoni rézbevonatának folyamatának jellemzői
A rézbevonat otthoni előállításához számos, magából a technológiai folyamatból eredő követelménynek eleget kell tenni, mivel a merítési módszer elektrolit felhasználásával jár. Ez az oldat maró, párolgásnak kitéve, és mivel üzem közben fel is melegszik, a párolgás intenzív lesz. Az otthoni galvanizáláshoz gondoskodnia kell a védőfelszerelésről és a jó szellőzésről.
Az otthoni rézzel végzett galvanizálás a meglehetősen primitív berendezés ellenére mégis kiváló eredményeket ad. Az összes fém közül az acél biztosítja a legerősebb kapcsolatot a rézfóliával, ezért az acél rézbevonata során kiváló, tartós áramvezetőket kapunk. Az acéltermékek rézfóliával való bevonása vonzóbb megjelenést kölcsönöz az elemnek.
 A rézbevonat eredménye
A rézbevonat eredménye
Acél rézbevonata elektrolitba merítéssel
A rézbevonat megkezdése előtt fel kell készíteni otthonát, munkahelyét, a szükséges anyagokat és egyéni védőeszközöket ezekhez a munkákhoz. Ezt követően elő kell készítenie a munkadarabot. Az oxidfilmet vékony csiszolóval és finom fémkefével kell eltávolítani a felületéről. A fólia eltávolítása után az alkatrészt lemossuk, meleg szappanos vízben zsírtalanítjuk, majd erős nyomás alatt ismét tiszta vízzel mossuk.
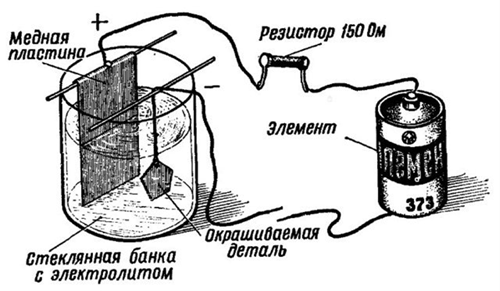 Acél rézbevonásának sémája elektrolitban
Acél rézbevonásának sémája elektrolitban
Két rézlemezt helyezünk egy edénybe (lehetőleg üvegbe), amelyek elektromosan kapcsolódnak egymáshoz. Ezek a lemezek anódok, és egy vezetővel vannak összekötve az áramforrás plusz pontjával. A forrás mínuszához egy vezető csatlakozik, amely a megmunkálandó munkadarabhoz kapcsolódik, amely ebben az áramkörben a katód. Az anódáramkörben reosztát található az áramerősség beállításához, ampermérő pedig a szabályozáshoz.
Az elkészített elektrolitoldatot a réz-szulfátot, desztillált vizet és savat tartalmazó tartályba öntik. Az oldatot olyan mennyiségben öntjük, amely elegendő az elektródák és a munkadarab teljes befedéséhez. Az áramkörre feszültség kerül, a reosztát az alkatrészterület négyzetcentiméterére 15 mA-es áramot állít be.
Fél óra elteltével a feszültséget eltávolítjuk, a rézbevonatú részt eltávolítjuk az oldatból, megszabadítjuk a vezetőtől, alaposan mossuk és szárítjuk. A folyamat befejeződött. Szükséges megjegyzés: minden műveletet légzőkészülékben, gumikesztyűben és bekapcsolt szellőztetés mellett kell végezni.
Hegesztőgép rézhez
A fő egységek félautomata, automata, argon, inverter egységek. Mindegyik eszköz más-más gyártási módban végzi a munkát, jellegzetes tulajdonságokkal van felszerelve.
- A rézlemezek összekapcsolása volfrám típusú szervekkel végezhető argon környezetben. A modern típusú inverterek háztartási hálózatról táplálkoznak, független hűtőrendszerrel vannak felszerelve, könnyűek.
- Huzallal félautomata telepítéseket használnak. Vannak különféle csomópontok, beleértve a hazaiakat is, amelyek teljesítmény szempontjából nem rosszabbak az importált analógoknál.
- A rézvezetékeket is inverter köti össze, fő jellemzője a költséghatékony, alacsony fogyasztás. A beragadás elleni védelem, a melegindítás lehetővé teszi a kezdő mester számára, hogy előzetes képzés nélkül működjön.
Házi készítésű hegesztőgép szénelektródákkal történő hegesztéshez
Otthoni használatra a legjobb választás egy legfeljebb 3,5 kW teljesítményű egység. A kimeneti teljesítmény elegendő 5 mm vastag réz csatlakoztatásához. Az alacsony erőforrású mechanizmusok nem károsítják a háztartási elektromos hálózatot, megakadályozzák a készülékek meghibásodását.
Patinálás előkészítése
Mint minden vegyszerekkel végzett munka során, a biztonságnak kell az első helyen állnia. A feketítéshez használt vegyületek többsége nagyon mérgező. A kibocsátott gőzök egészségre veszélyesek lehetnek, ha a légkörbe kerülnek. Vannak bizonyos általános szabályok, amelyeket nem szabad figyelmen kívül hagyni:
- az anyagokat speciális kémcsövekben kell tárolni, szorosan lezárva, dugókkal a lezáráshoz;
- az oldatokat tartsa távol a gyermekektől;
- a folyamatot egy speciális, beépített szellőzéssel ellátott szekrényben kell végrehajtani (a szekrényajtóknak kissé nyitva kell lenniük).
Feldolgozás előtt az anyagot alaposan le kell mosni, meg kell tisztítani és zsírtalanítani kell a legjobb hatás elérése érdekében.
 Réz és más fémek patinálása, oxidációja
Réz és más fémek patinálása, oxidációja
Oxidáció és patinálás - ezek a fogalmak nem szinonimák, ezeknek a folyamatoknak a következményei sorrendben különböznek egymástól.
A réz oxidációja - oxidok és oxidok képződése a fém felületén az oxigéntartalmú elemekkel és más bizonyos kémiai reagensekkel való kölcsönhatás miatt.
Patinálás - vékony klór- és kénvegyületréteg képződése a fém megfelelő vegyületeknek való kitételével. Mindkét folyamat az anyag színének megváltozásához vezet, amihez természetes körülmények között jelentős időre lenne szükség.
Lépésről lépésre vonatkozó utasítások a réz olvasztásához
A rézkohászat, ha mindent előkészít egy ilyen technológiai folyamat végrehajtásához, és helyesen közelíti meg a megvalósítást, lehetővé teszi, hogy akár otthon is készítsen réztermékeket dekorációs és tisztán gyakorlati célokra.
A réz olvasztásához a következő eszközökre, felszerelésekre és kellékekre lesz szüksége:
- tokos kemence (lehetőleg állítható fűtési hőmérséklettel);
- tégely, amelyben rezet fog olvasztani (a réz olvasztására kerámiából vagy tűzálló agyagból készült tégelyeket használnak);
- fogó, amellyel a forró tégelyt eltávolítják a kemencéből;
- horog (közönséges acélhuzalból készülhet);
- háztartási porszívó;
- faszén;
- az öntvény végrehajtásának formája;
- gázégő és kürt.

A legkisebb mennyiségű szennyeződés az elektromos rézben található
Első lépés
A zúzott állapotban lévő rezet tégelybe helyezik. Szem előtt kell tartani: minél kisebbek a fémdarabok, annál gyorsabban megolvad. Az olvasztótégely rézzel való megtöltése után kemencébe kerül, amelyet hőmérséklet-szabályozó segítségével a kívánt állapotra kell melegíteni. A soros tokos kemencék ajtajában szükségszerűen van egy ablak, amelyen keresztül megfigyelheti az olvadási folyamatot.

A betekintő ablak lehetővé teszi a folyamat vezérlését az ajtó újbóli kinyitása nélkül, így nem csökken a sütő hőmérséklete
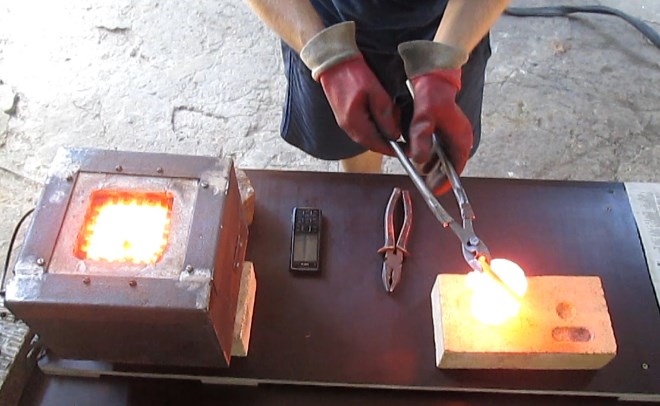
második lépés
Miután a tégelyben lévő összes réz megolvadt, speciális fogóval el kell távolítani a kemencéből. A felületen szükségszerűen oxidfilm van, amelyet acél kampóval kell a tégely egyik falához mozgatni. Az olvadt fémet, miután felülete felszabadul az oxidfilmből, a lehető leggyorsabban és legpontosabban kell önteni egy korábban elkészített formába. Ennek az eljárásnak a részleteit és szabályait jól szemlélteti egy videó, amely könnyen megtalálható az interneten.
Nagyon gyorsan kell öntőformákba önteni a fémet, ha a választott fűtési mód nem tudja biztosítani a kívánt hőmérsékletet.
Harmadik lépés
Abban az esetben, ha nem áll rendelkezésére tokos kemence, akkor a tégelyt rézzel melegítheti fel gázégő segítségével, függőlegesen a tartály alja alá helyezve.
Ugyanakkor fontos annak biztosítása, hogy a gázégő lángja egyenletesen oszlik el a tégely aljának teljes területén.
Negyedik lépés
Ha otthon alacsony olvadáspontú rézalapú ötvözetek (sárgaréz és néhány) olvasztására van szükség, akkor fűtőberendezésként egy közönséges fúvópisztoly használható, függőlegesen is a tégely alja alá helyezve. Az ezzel és a korábbi módszerekkel végzett olvasztás során az olvadt fém felülete aktívan kölcsönhatásba lép az oxigénnel, ami intenzív oxidációhoz vezet. Az oxidáció intenzitásának csökkentése érdekében az olvadt rezet meg lehet szórni zúzott faszénnel.

Réz olvasztása fújólámpával házi készítésű tűzhelyen
Ötödik lépés
Ha otthoni műhelyében van kovács, akkor réz, sárgaréz vagy bronz olvasztására is használható. Ebben az esetben a zúzott fémtégelyt vörösen izzó faszénrétegre helyezzük. A hevítés és olvasztás folyamatának intenzívebb lebonyolítása érdekében a szén égési zónájába levegőt lehet juttatni, amelyhez egy hagyományos porszívó alkalmas, amely nem visszahúzásra, hanem fújásra működik. Abban az esetben, ha porszívót használ, egy kis átmérőjű fúvólyukkal ellátott fém hegyet kell készíteni a tömlőjén.

Az olvasztási folyamat még hatékonyabb lesz gázkemencében
A tokos kemence kiválasztásakor a rézzel és ötvözeteivel végzett öntési műveletekhez figyelni kell arra a hőmérsékleti rendszerre, amelyet egy ilyen eszköz biztosíthat. Az olvadt fém típusától függően egy ilyen kemencének a következő fűtési hőmérsékleteket kell biztosítania:
- réz - 1083°;
- különböző minőségű bronz - 930-1140 °;
- sárgaréz - 880-950°.
Lehetséges, hogy úgy dönt, hogy saját maga készít egy olvasztókemencét, ha megnézi a videót.
A kémiai összetételében ötvöző adalékot nem tartalmazó közönséges réznek olvadt állapotban nincs jó folyékonysága, ezért összetett konfigurációjú és kis méretű termékek öntésére nem alkalmas. Erre a célra a legjobb sárgaréz használata, és olyan ötvözetet választani, amelynek felülete világosabb (ez azt jelzi, hogy az ilyen márkájú sárgaréz alacsonyabb olvadáspontú).
A patinálás célja
 A sötétített réz használatának fő célja az, hogy a feldolgozandó fém öregedési hatását keltse. Az ókorban a legtöbb tárgy (érmék, figurák, különféle ajándéktárgyak, háztartási cikkek) ebből az anyagból készült. Korunkhoz érve a tárgyak bizonyos átalakulásokon mentek keresztül - az oxidációs folyamatok megváltoztatták ezeknek a dolgoknak a színét és általános megjelenését, létrehozva az ókor minden jelét, és ezáltal értéket.
A sötétített réz használatának fő célja az, hogy a feldolgozandó fém öregedési hatását keltse. Az ókorban a legtöbb tárgy (érmék, figurák, különféle ajándéktárgyak, háztartási cikkek) ebből az anyagból készült. Korunkhoz érve a tárgyak bizonyos átalakulásokon mentek keresztül - az oxidációs folyamatok megváltoztatták ezeknek a dolgoknak a színét és általános megjelenését, létrehozva az ókor minden jelét, és ezáltal értéket.
Manapság a rézpatinálás mesterségesen történik, de egyetlen célt követnek - ritka megjelenést kölcsönözni a dolgoknak, felkelteni a figyelmet, felkelteni a vásárlási kedvet.
A réz jellemzői
A réz az egyik első olyan fém, amelyet az ember megtanult kivonni és feldolgozni. A rézből és ötvözeteiből készült termékeket már a Kr.e. 3. században használták, amint azt a történelmi adatok és a régészeti ásatások eredményei is bizonyítják. A réz széleskörű elterjedését nagyban elősegítette, hogy különféle mechanikai módszerekkel meglehetősen könnyen feldolgozható. Ráadásul könnyen megolvasztható.
A réz, amelynek felületét kifejezett sárgásvörös szín jellemzi, lágysága miatt könnyen megmunkálható plasztikus deformációval. A réz felületét, amikor kölcsönhatásba lép a környező levegővel, oxidfilm borítja, ami olyan gyönyörű színre festi.
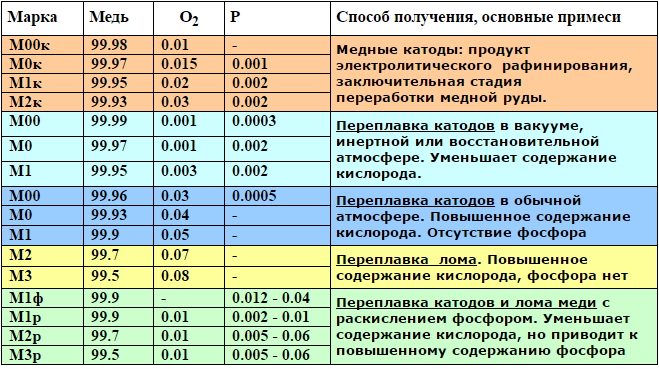
Műszaki rézminőségek és kémiai összetételük
Nagy jelentőséggel bírnak a réz olyan jellemzői, mint az elektromos és hővezető képesség, amelyekben a második helyen áll az összes fém között, csak az ezüst után. Ezeknek a tulajdonságoknak köszönhetően a belőle készült termékeket aktívan használják az elektromos iparban, valamint olyan esetekben, amikor biztosítani kell a gyors hőelvonást egy felhevült tárgyról.
A réz másik fontos paramétere, amely közvetlenül befolyásolja a belőle készült termékek előállításához felhasznált energia és munkaerő mennyiségét, az olvadáspont. A tiszta réz esetében a hőmérséklet, amelyen a fém szilárdból folyékonyra változik, 1083°. Ha a rezet ónnal keverjük össze, és bronzot kapunk, akkor az ilyen ötvözet olvadáspontja már 930–1140 ° lesz, a benne lévő fő ötvöző adalékanyag tartalmától függően. Például a sárgaréz, amelyet cink hozzáadásával nyernek az alapfémhez, még alacsonyabb olvadásponttal rendelkezik, amely 900-1050 ° tartományba esik.
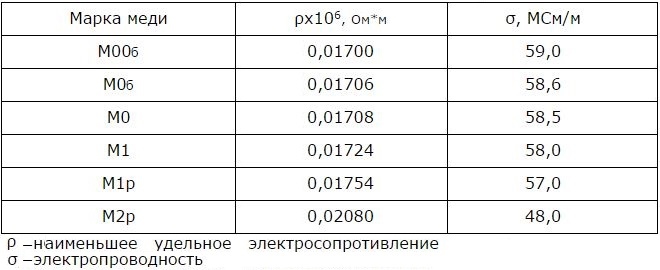
A réz elektromos tulajdonságai 20°-on
Ha úgy dönt, hogy otthon hajt végre egy ilyen technológiai folyamatot, fontos tudni még egy paramétert - a forráspontját. 2560 ° -on a réz szó szerint forrni kezd, ami jól látható a folyamat videóján.
A folyékony fém felületén a buborékok megjelenését és a benne lévő aktív gázképződést elősegíti a rézből annak oxidációja következtében felszabaduló szén, amely erős melegítés során következik be.

Az olvasztási technológiától függően a rézöntvény felületén sekély pórusok maradhatnak, amelyek köszörüléssel könnyen eltávolíthatók.
Hogyan olvaszthatunk rezet otthon
A rézből készült tárgyakat, valamint a különféle termékeket, amelyekben ez szerepel, széles körben használják a mindennapi életben. Ezért sokan feltesznek egy szokásos kérdést: „Hogyan olvasztjuk meg a rezet?”
A technológiával kapcsolatos elképzelések birtokában az emberek megtanulták, hogyan készítsenek különféle tárgyakat tiszta fémből, valamint az abból nyert ötvözetekből - bronzból és sárgarézből.
- 1 Olvadáspont
- 2 Réz olvadás
Olvadási hőmérséklet
Az olvadás egy olyan folyamat, amely a fémek szabványos szilárd állapotából folyékony állagúra való fokozatos átalakulását jellemzi. Minden fémvegyületnek vagy tiszta formában lévő fémnek megvan a maga hőmérséklete, amelynek hatására olvadni kezd.
Ebben az esetben fontos tényező, hogy milyen szennyeződéseket tartalmaz az olvadt vegyület összetétele.
Tehát a réz 1083 Celsius fokos hőmérsékleten olvadni kezd. Ha ónt adunk hozzá, akkor az olvadáspont csökken, és körülbelül 930-1140 Celsius fok lesz.
Ebben az esetben az ilyen ingadozás az ötvözetben lévő ón mennyiségének köszönhető. A réz és cink vegyülete még alacsonyabb hőmérsékleten - 900-1050 fokon - megolvad. Bármely fém felmelegedése a sok kristályból képződött rács fokozatos pusztulásával jár.
Melegítéssel az olvadási hőmérséklet a maximálisan szükséges szintre emelkedik, majd növekedése leáll, és az elért szinten marad, amíg a teljes fém megolvad, majd csökkenni kezd.
A lehűlés a hőmérsékletváltozás fordított folyamata. Ahogy lehűl, leesik és egy bizonyos szinten "lefagy", amíg a fém teljesen megszilárdul.
Így a rézből a forrás során kilép a szén, amely az oxidáció és a levegővel való szoros érintkezés eredményeként keletkezik.
Olvadó réz
A réz olvasztásának technológiáját már az ókorban is széles körben alkalmazták, amikor az emberek tüzet használtak fém olvasztására nyilak, nyílhegyek és egyéb fegyverek, háztartási cikkek készítéséhez.
A réz otthoni olvasztása is lehetséges. Ehhez szüksége lesz:
- Az olvasztótégely, ahol a réz megolvasztódik, és a fogó, amely szükséges a tégely kemencéből való eltávolításához vagy a tűzről való eltávolításához.
- Faszén.
- Tokos kemence (jobb, ha a fűtési hőmérsékletet szabályozzák benne).
- Kürt.
- Közönséges porszívó.
- Öntőforma, amelybe olvadt folyadékot öntenek.
- Acélhuzalból készült horog.
- Gázégő, ha nincs tokos kemence.
Az olvasztási algoritmus több lépésenkénti lépést tartalmaz:
Darálja meg a fémet, és öntse a tégelybe. Sőt, minél kisebbek a töredékek, annál hamarabb éri el az olvadt állapotot. Helyezze a tégelyt az olvasztási folyamat elindításához szükséges legmagasabb hőmérsékletre felmelegített kemencébe (itt egyébként hőmérséklet-szabályozóra lesz szüksége). Sok tokos kemencében ablak van bevágva az ajtóba. Ezen keresztül biztonságosan nyomon követheti a folyamatot.
A folyékony, végül megolvadt réz állapot elérésekor a fogós tégelyt a lehető legkörültekintőbben meg kell próbálni, és a lehető leghamarabb ki kell venni a kemencéből. A folyékony anyag felületén film képződik, amelyet dróthorog segítségével a tégely széléhez kell mozgatni. A fóliától megtisztított fémet a lehető leggyorsabban öntse egy előre elkészített formába.
Ha nincs tokos kemence, a réz megolvasztható hagyományos gázégővel. De akkor a réz szorosan érintkezik a levegővel, és maga az oxidációs folyamat sokkal gyorsabb lesz. Ezért, hogy megakadályozzuk a vastag film kialakulását a fém felületén, a rezet, amikor eléri a folyékony halmazállapotot, zúzott faszénnel szórjuk meg.
A rezet és ötvözeteit kovácsolással is megolvaszthatja. Ehhez a szenet jól fel kell melegíteni, és rá kell helyezni egy fémtégelyt (előőrölt réz). A felfűtési folyamat felgyorsítása érdekében fúvó üzemmódban bekapcsolt porszívót irányítson a szénre
Különös figyelmet kell fordítani a cső hegyére. Fémnek kell lennie, mert a műanyag magas hőmérséklet hatására megolvad.