Milyen elektródákkal kell hegeszteni egy 2 mm-es profilcsövet.
Az elektromos hegesztéshez használt elektródák kiválasztásakor a munkadarabok vastagsága vezérli őket, amely közvetlenül összefügg az átmérőjükkel.
A szükséges adatok a csomagoláson található táblázatokból szerezhetők be, vagy saját maga határozhatja meg a méreteket, mivel az elektróda átmérője megközelítőleg megfelel a falvastagságnak 4 mm-t meg nem haladó értékeknél.
A hegesztési mód és az elektródák típusának kiválasztása
Az elektródákon áthaladó áram közvetlenül összefügg az átmérőjükkel, értékét általában a csomagoláson tüntetik fel. Ezen túlmenően az értéke táblázatokból állítható be, vagy hozzávetőlegesen számításokkal határozható meg, azon a tényen alapulva, hogy 1 mm. Az elektróda vastagsága 30 amper áramot igényel.
A bevonat anyagától függően az elektródák négy fő típusa létezik:
- Savanyú (A). Magas vas- és mangántartalom jellemzi őket, a fémelektróda kis cseppek formájában jut be a varratba, folyadékfürdő képződésével, megszilárdulva a salak könnyen elválasztható. Munka közben a túl magas ívhőmérséklet alávágásokhoz vezet, a varrat nagyon hajlamos a repedésre – ez korlátozza ennek a típusnak a használatát.
- Cellulóz (C). A cellulóz mellett a készítmény ferromangánérceket és talkumot is tartalmaz, amelyek hevítéskor teljesen kiégnek, védőgázt képezve, miközben a varratnak nincs salakbevonata. Az elektróda közepes és nagy cseppekkel kerül a varratba, durva egyenetlen szerkezetet képezve, számos fröccsenéssel.
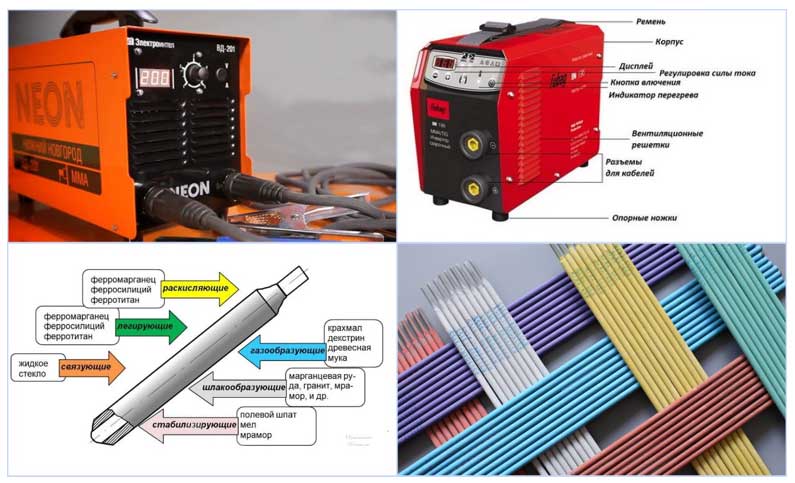
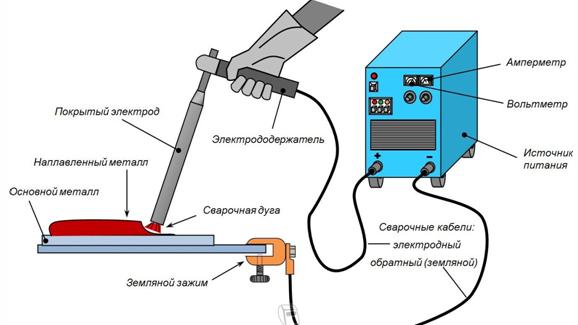
Rizs. 10 Az elektromos ívkészülék és az elektróda megjelenése
Rutil (P). A bevonat főleg titán-dioxidból vagy ilmenitből áll, az elektródafém közepes és kis cseppekkel, kis mennyiségű fröccsenéssel és egyenletes, jó minőségű varrat kialakításával jut a hegesztőmedencébe. A salakbevonat porózus szerkezetű és könnyen elválasztható a varrattól.
Alacsony szén-dioxid-tartalmú acélötvözetek elektromos hegesztésére, amelyekből formázott csövek készülnek, leggyakrabban jó UONI-13/55, MP-3, ANO-4 márkájú elektródákat használnak, az OK 63.34 rozsdamentes acél hegesztésére használható.

11. ábra Vékonyfalú csövek hegesztése
Felkészülés a munkára
A profilcsövek hegesztés nélküli csatlakoztatása elsősorban speciális bilincsekkel és csavarokkal történik. Idővel a rögzítőelemek meglazulnak, ezért a termék gondozása során folyamatosan ellenőrizni kell a szerkezet szilárdságát. Az üzem közbeni problémák csökkentése érdekében a szerkezet összeszereléséhez hegesztést alkalmaznak.
Az erős hegesztés érdekében elő kell készíteni a cső felületét. Ezért:
a csőszakaszokat a szükséges hosszúságra vágják;

Daráló használata csövek vágásához
Javasoljuk, hogy a csöveket speciális szerszámokkal, például fémfűrésszel vágja le, amely lehetővé teszi a vágás lehető legegyenletesebbé tételét.
- ha az elemeket szögben kell összekötni, akkor a csöveket óvatosan egymáshoz kell igazítani, hogy a rések a lehető legkisebbek legyenek. Ez növeli a hegesztés minőségét, és ennek eredményeként a késztermék megbízhatóságát;
- a hegesztési varrat elhelyezésének helyeit meg kell tisztítani a rozsdától, sorjától és egyéb idegen lerakódásoktól. Minden beillesztés negatívan befolyásolja a varrás szilárdságát. A tisztítás történhet egyszerű fémkefével vagy speciális berendezéssel, például darálóval.

Felület előkészítés hegesztés előtt
Ívhegesztő
A kézi ívhegesztést széles körben használják a nemzetgazdaság minden ágazatában és a mindennapi életben fémszerkezetek elemeinek összekapcsolására. Megkülönböztető tulajdonságai más típusú hegesztett kötésekkel összehasonlítva a következők:
- A viszonylag alacsony költség a hegesztőgép és a fogyóeszközök, amelyek az elektródák.
- Kiváló minőségű hegesztett kötések beszerzése általános minőségű fémekből, beleértve a rozsdamentes ötvözeteket is.
- A hegesztési munkák elvégzésének képessége sok nehezen elérhető helyen - ezt elősegíti az alacsony súly és a berendezés elektromos áramhoz való csatlakoztatásának egyszerűsége.

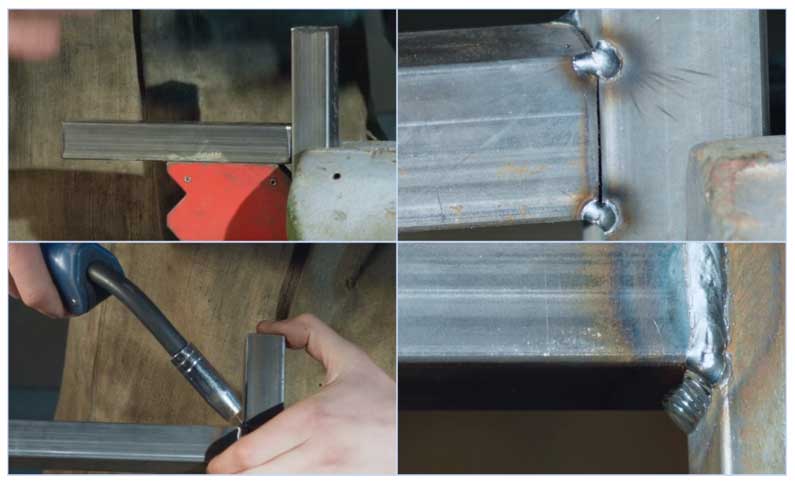
Rizs. 7 Vékony profilcső hegesztése - varratok típusa
Az elektromos ívhegesztéssel végzett munka a következő lépésekből áll:
- A csövek végeit hegesztésre készítik elő, ehhez megtisztítják a rozsdától, majd a nyersdarabokat a szükséges távolságra állítják, hogy a varratokat fémmel töltsék fel az olvadt elektródáról, gyakran speciális eszközöket használnak.
- A hegesztőgép be van kapcsolva, beállítva a szükséges áramerősséget a beépített indikátor szerint, az elektródát a hegesztőgéphez csatlakoztatott tartóba helyezzük, a második végét a csőre rögzítjük.
- A hegesztendő részek egymáshoz viszonyított helyzetét ponthegesztéssel (rögzítéssel) rögzítik, majd az elektromos hegesztést védőruházat, maszk és hegesztőkesztyű segítségével végzik.
- A munka végén a vízkövet leütjük, és a varrást fémkefével megtisztítják.
Félautomata fém inert gázos hegesztés (MIG)
A modern technológiáknak köszönhetően lehetővé vált a profiltermékek legegyszerűbb hegesztése hazai körülmények között, amely nem igényel nagy tapasztalatot és sok éves hegesztői képzést.
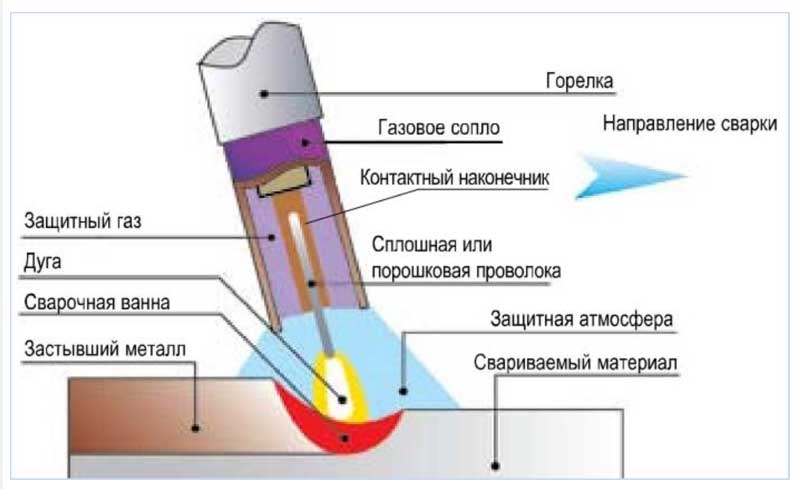
Rizs. 8 Hogyan működik a MIG
A félautomata inert gázos hegesztés (MIG) a hagyományos ívhegesztés fejlődésének egy evolúciós lépése, amelyhez képest a következő előnyökkel rendelkezik:
- Az elektróda helyett egy speciális, 0,6-1,2 mm átmérőjű huzal kerül automatikusan a hegesztési medencébe a pisztolyon keresztül, tekercsbe tekerve - ez automatizálja a folyamatot és csökkenti az elektródák cseréjének idejét.
- A huzallal együtt inert gáz (általában szén-dioxid és argon keveréke) kerül az égőbe a hegesztőhüvelyen keresztül - ez megakadályozza a salakképződést és javítja a hegesztés minőségét.
Ennek a technológiának köszönhetően a félautomata hegesztés a következő előnyökkel rendelkezik az elektromos ívhegesztőgépekkel szemben:
- Lehetővé teszi vékony, 0,5 mm vastag munkadarabok hegesztését.
- Acélt, rozsdamentes acélt, öntöttvasat, alumíniumot és színesfémeket főz.
- A munkavégzés során nincs salak és gyakorlatilag nincs füst - ez kevésbé káros az egészségre, javítja a varrás minőségét az elektromos íves módszerekhez képest.
A MIG hátrányai közé tartozik a terjedelmesség (masszív gázpalackra és az égő huzalellátó rendszerére van szükség), valamint az, hogy nem lehet olyan erős szélben dolgozni, amely kifújja a gázt a hegesztési zónából.
Rizs. 9 Vékonyfalú profilcsövek hegesztése inert gáz környezetben
Hegesztési technika
A keret profilcsőből történő hegesztése a következő típusok bármelyikével elvégezhető:
- gáz;
- elektromos ív.
Gázhegesztés
A gázhegesztés a fém megolvasztásával és az üres tér adalékanyaggal való kitöltésével történik.
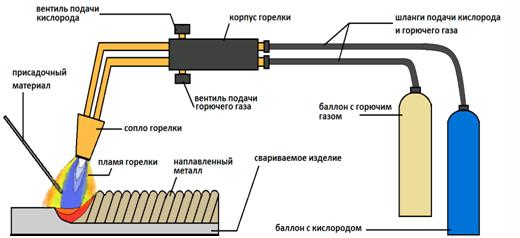
Gázhegesztési technológia
A gázhegesztéshez szüksége lesz:
- speciális hegesztőgép egy sor hegyekkel az égőhöz;
- henger oxigénnel;
- egy henger éghető gázzal (leggyakrabban acetilént használnak);
- töltőhuzal (a huzalnak ugyanabból az anyagból kell készülnie, mint a hegesztendő csövek);
- hegesztőpor (folyasztószer), amely csökkenti a fém oxidációját és védi a varrást. A folyasztószert a cső felületére visszük fel a hegesztés megkezdése előtt;
- a hegesztő egyéni védelmének elemei (maszk).
Gázhegesztéskor szigorúan be kell tartani a biztonsági óvintézkedéseket, mivel a felhasznált gázok robbanásveszélyesek.
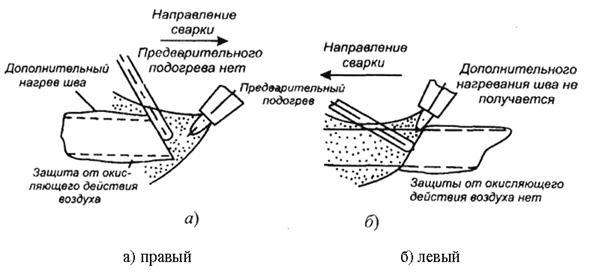
A csövek gázhegesztéssel történő csatlakoztatása kétféleképpen történhet:
- balról jobbra. Az adalékanyagot égővel történő melegítés után szállítjuk, amely lehetővé teszi az 5 mm-nél vastagabb csövek hegesztését. A varrás nem egészen egyenletes, és további finomítást igényel.Ily módon a kaput profilcsőből és más háromdimenziós szerkezetekből hegesztik;
- jobbról balra. Az adalékanyagot az égő elé táplálják, ami lehetővé teszi a legegyenletesebb varrást. Főleg 5 mm-nél kisebb vastagságú csövekhez használják, például hegesztőprofil csőtartókhoz, kerti padokhoz és így tovább.
A hegesztés kialakításának elérhető módjai
A teljes lehűlés után a varrást ajánlott megtisztítani és védeni a korróziótól.
A gázhegesztést nemvasfémekből (sárgaréz, alumínium, réz stb.) készült profilcsövek csatlakoztatására használják.
A gázhegesztés előnyei:
- egyszerűség. A szerkezet gázégővel történő hegesztése nem igényel különleges ismereteket és készségeket;
- elérhetőség. A szükséges alkatrészek (gázok) különösebb nehézség nélkül megvásárolhatók;
- nincs szükség erős elektromos áramforrásra.
Ívhegesztő
Az ívhegesztést vasfémekből, azaz acélból készült profilok összekapcsolásakor alkalmazzák.
Az elektromos ívhegesztés a következőkkel történik:
- hegesztőgép;
- elektródák.
Ívhegesztési technológia
Az elektródák és a hegesztéshez szükséges áram kiválasztása a profilcső fém vastagsága alapján történik.
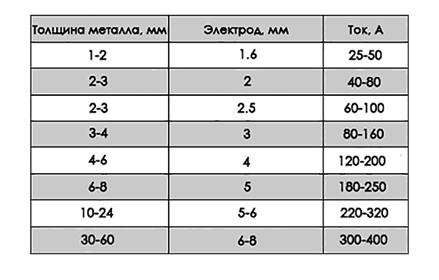
A hegesztendő fém és a felhasznált elektródák arányának táblázata
A táblázat az ajánlott elektródaparamétereket tartalmazza. Annak érdekében, hogy megbizonyosodjon arról, hogy az elektródát helyesen választották ki, kis csőszakaszokon próbavarratot kell végezni.
Az áram erőssége is befolyásolja a varrat minőségét. Ahhoz, hogy a varrás a lehető legerősebb legyen, a lehető legnagyobb áramerősséget kell elérni.
A profilcső inverterrel történő hegesztése a következő sorrendben történik:
- a profilcsövek hegesztett szakaszait biztonságosan rögzítik, hogy megakadályozzák deformációjukat és elmozdulásukat. Ehhez speciális eszközöket és rögtönzött eszközöket is használhat;
- 4-5 ponton ponthegesztést (tackhegesztést) végeznek, amely lehetővé teszi az alkatrészek előcsatlakoztatását;

A szerkezeti hegesztés kezdeti szakasza
- a tervezés helyességét ellenőrzik. Szükség esetén kalapács segítségével kijavítják a hibákat;
- a kötés végül meg van hegesztve. Ugyanakkor ajánlott az elektróda mozgásának sebességét figyelni, hogy a csövek fémének legyen ideje teljesen megolvadni, és ugyanakkor ne süllyedjen a profil belsejébe.
Az 5 mm-nél vastagabb profilcsöveket több lépcsőben hegesztjük, hogy erős varrást kapjunk. Ebben az esetben a hegesztést egymáshoz képest ellentétes irányban hajtják végre.
A hegesztés befejezése után a szerkezetet le kell hűteni, hogy megakadályozzuk a profilcső deformálódását.
A kész varrást speciális eszközökkel, például sarokcsiszolóval tisztítják.

Varratmegmunkálás fúróval
A hegesztési hely minőségi védelmet igényel a környezeti hatásokkal szemben, mivel a magas hőmérsékletnek kitett fém többszörösen gyorsabban rozsdásodik.
Az ívhegesztésről többet megtudhat a videó megtekintésével.
Minden hegesztési munkát a biztonsági óvintézkedések betartásával és a hegesztő védelmét szolgáló eszközökkel kell elvégezni. A hegesztési módszer megválasztása a profilcsövek anyagától, valamint a rendelkezésre álló berendezésektől függ.

