I. Térhálósított polietilén
A polietilén magasabb hőmérsékleten és nyomáson történő alkalmazásának sürgető igénye (fűtési és melegvíz-rendszerekhez) a nagy molekulatömegű polietilén előállítására szolgáló módszerek kidolgozásához vezetett. Ezt a polimer további nagynyomású térhálósításával érték el. Ezt a folyamatot keresztkötésnek nevezik, és az így kapott polietilén térhálós polietilén (vagy PEX).
A polietilén térhálósítás alatt azt a folyamatot értjük, amelyben a molekuláris egységek széles hálós, háromdimenziós hálózattá kapcsolódnak keresztkötések kialakulása miatt.
A szén- és hidrogénatomokat tartalmazó molekulaláncok térhálósítása során bizonyos tényezők hatására egyes hidrogénatomok szakadnak le a polietilén molekulák láncszemeiről. A kialakult szabad kötést a láncok egymáshoz kötésére használják.
A PEX csövek iránti kereslet különféle gyártástechnológiák kifejlesztéséhez vezetett, amelyek természetesen jelentősen befolyásolják a végtermék fogyasztói tulajdonságait.
Először is megjegyezzük azokat a megkülönböztető jellemzőket, amelyek minden típusú PEX-ben jelen vannak:
- fokozott ellenállás a hőmérséklettel és a nyomással szemben;
- molekuláris memória vagy az alak visszaállításának képessége a rendszer túlzott hajlítása vagy lefagyása után;
- ellenállás a "lassú" és "gyors" repedések kialakulásával szemben, azaz. az anyag azon képessége, hogy hosszú ideig megőrizze rugalmasságát és egyéb tulajdonságait - a rendszer élettartama.
A PEX csövek ipari gyártásának három módja van:
- peroxid vagy PEX-A
- szilán vagy PEX-B
- sugárzás vagy PEX-C
PEX-C: a térhálósodás (kemény röntgensugárzással) nem egyenletes vastagságú. A külső felületen a molekulák legnagyobb keresztkötési folyamata figyelhető meg. A belsőnek van a legalacsonyabb. A térhálósodás átlagos százaléka 78%.
PEX-B: a térhálósítási folyamat (kémiai módszer szilán alkalmazásával) két felületről megy végbe - külső és belső mélyen a csőfalba. Ebben az esetben mindkét felület magas százalékos térhálósodást mutat, a legkisebb százalék a csővastagság közepén. A térhálósodás átlagos százaléka körülbelül 75%.
PEX-A: ennek a kémiai módszernek az a sajátossága, hogy a polietilént és a térhálósító iniciátort - peroxidot előzetesen egyenletesen elkeverik. A térhálósítást olvadt állapotban, nagy nyomáson végezzük. Ezzel a módszerrel magas százalékos térhálósodás érhető el, átlagosan 85%.
A PEX-B és PEX-C csöveket fűtésre és melegvízellátásra használják, de az anyag szokatlan szerkezete miatt számos korlátjuk van az anyag plaszticitásával és tartós szilárdságával kapcsolatban.
A PEX-A csövek optimális szilárdságúak és termikus tulajdonságokkal rendelkeznek. A térhálósodás magas százaléka biztosítja a szükséges tulajdonságokat a fűtési és melegvíz-rendszerekben történő felhasználáshoz.
Közvetlenül a piacokról
Nem titok, hogy a piacon számos megbízható márka olcsó utánzata található. Nem viselik el a hőmérsékleti és nyomáspróbákat, a szakítószilárdsági vizsgálatokat és nem felelnek meg a bejelentett alapanyagok jellemzőinek. Ezek általában Délkelet-Ázsiából származó hamisítványok, amelyeket nyersanyag- és technológiamegtakarítással, minden ellenőrzés nélkül készítenek. Ezért az ügyfél nem tudja mit kap, majd nem tudja kompenzálni a veszteségeit. A jelenlegi helyzet nagyon riasztó az építőipari piacokon dolgozó „szakemberek” nagy száma miatt, akik csöveket vásárolnak fel és saját kezűleg végzik a szerelést magánügyfelek számára. A polimer csövekkel dolgozva tökéletesen tudják, hogy mivel foglalkoznak (főleg a fém-műanyag csövek), ismerik a leválást, szivárgást.
III. Fém-polimer fém-műanyag csövek.
Az első réteg térhálósított polietilén (PEX) A modern fém-műanyag csövek (PEX-al-PEX) öt rétegből állnak, amelyek mindegyike befolyásolja a cső egészének minőségét, megbízhatóságát és tartósságát.
A PEX rövid jellemzőit az oldal ezen részének elején mutatjuk be. Általában a gyártó megpróbálja kiválasztani a legoptimálisabb ár-minőség arányt.
A második és negyedik réteg a ragasztóanyag.
Mint ismeretes, a polietilén és az alumínium lineáris hőtágulási együtthatója eltérő, és működés közben a cső különböző rétegei eltérően tágulnak, ami jelentős feszültségekhez vezet a szerkezetben, ami az integritás megsértéséhez és az azt követő tönkremenetelhez vezethet. a cső. Ez a fém-műanyag csövek egyik fő hátránya, amelyet a gyártók igyekeznek minimalizálni az alumínium és a polimer kötésére használt ragasztóanyag-összetétel javításával.
A "polimer-alumínium" kapcsolat szilárdságának problémája csak olyan csövek esetében megoldott, amelyek gyártása során speciális, kiváló minőségű ragasztóanyagot használnak a rétegek rögzítésére.
A harmadik réteg alumínium fólia.
A mai napig három fő módszert alkalmaznak az alumíniumréteg hegesztésére.A csövek kiválasztásakor különös figyelmet kell fordítani magára az alumíniumrétegre és a hegesztési módszerre is. A fém-polimer csövek gyártói tiszta alumíniumot és megbízhatóbb ötvözetet is használnak
Az alumíniumréteg átfedéssel történő hegesztését (1. ábra, a) ultrahangos pisztollyal végezzük, amely a rétegek pontszerű "kauterizálását" végzi. Ennek a módszernek számos jelentős hátránya van: az első a folyamatos hegesztés hiánya, és ennek eredményeként a jó minőségű csatlakozás; a második - az alumíniumfólia szélei, amikor a hőmérséklet és a nyomás megváltozik, elkezdenek mozogni és megtörik a polietilént és a ragasztóréteget, megsértve a cső integritását.
A volfrámrúddal végzett inert gázban végzett hegesztés (1. ábra, b) megbízhatóbb, de ez a módszer az alumíniumréteg elvékonyodásához vezet a hegesztési helyen, és megsérti az alumínium tulajdonságait és szilárdsági jellemzőit a hegesztési helyen. . A legmodernebb és legmegbízhatóbb a lézeres tompahegesztés (1. ábra, c): a hegesztési helyen az alumíniumréteg nem vékonyodik el, fizikai és kémiai tulajdonságai nem sérülnek.
A hegesztés megbízhatósága nagy jelentőséggel bír a cső bővítésekor, például a benne lévő víz megfagyása, a hőmérséklet és a nyomás növekedése, a cső szerszámmal történő nyújtása (mozgatható hüvelyt használó csatlakozások esetén). A tágulás következménye a polietilén és az alumínium réteg elmozdulása, a ragasztóréteg károsodása és az alufólia varratának elszakadásának veszélye. A mozgatható hüvelyes csatlakozásokkal ellentétben a présszerelvények gyorsabbak, kevésbé körülményesek, olcsóbbak és nem károsítják a csövet.
Az ötödik réteg térhálósított polietilén (PEX).
Védő funkciókat ellátó külső rétegként a PEX mellett a nagy sűrűségű polietilén REND-et gyakran használják mostanában.
Különös figyelmet kell fordítani a PE-RT/AL/PE hőálló polietilénből készült ígéretes fém-polimer csövekre. Ezeknek a csöveknek a jellemzője, hogy a PEX csövekhez képest megnövekedett számú kötő szénatom (akár 6-ig)
A hőálló polietilénből készült fém-polimer csövek egyaránt alkalmasak radiátoros vagy padlófűtésre, hóolvasztó rendszerre, valamint hideg- és melegvízellátásra.
Szerelési technológia
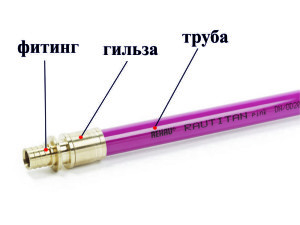
A térhálósított polietilénből készült csövek felszerelése formázott szerelvények - fém összekötő elemek - segítségével történik. Más műanyag termékektől eltérően, amelyek hasonló módon vannak csatlakoztatva, a PEX rugalmassága biztosítja a csatlakozások maximális tömítettségét, az alacsony lineáris tágulási együttható pedig azt, hogy a csővezeték működés közben ne szivárogjon.
Két csatlakozási lehetőség van:
- kompressziós szerelvények - a rögzítés a tágulási szerelvény feletti anyával történő préselés miatt következik be.A szükséges szerszám egy csavarkulcs;
- présszerelvények - a szegmenst speciális karmantyúval préselik, melynek felszereléséhez kézi présfogó vagy hidraulikus szerszám szükséges.
A PEX csövek kompressziós szerelvényekkel történő csatlakoztatása a következő algoritmus szerint történik:
- A terméket méretre vágják és megtisztítják a sorjaktól.
- A csőre egy nyomóanyát és egy osztott gyűrűt kell felszerelni, amely a szélétől 1 cm távolságra van rögzítve.
- A csövet rá kell nyomni az illesztőgombra.
- Szerszámmal - villáskulccsal - a csövet a szerelvényen lévő anya meghúzásával préseljük.
PEX cső- és présszerelvény
A térhálósított polietilénből készült csövek présszerelvényekkel történő összekötésének technológiája:
- A csövet a szükséges hosszúságú darabokra vágják, megtisztítják a sorjaktól.
- Két szegmens van beépítve a présszerelvénybe ütközésig.
- Nyomófogó segítségével a vasalat fém szélét addig nyomják, amíg a fogó kezei össze nem érnek.
Vannak hagyományos, forrasztásra tervezett polietilén szerelvények is. Egy ilyen telepítéshez szüksége lesz egy szerszámra a csövek forrasztásához, egy olcsó kínai forrasztópáka körülbelül 2-3 ezer rubelbe kerül. A szerszámhoz különböző átmérőjű (16, 20 mm stb.) fejpánt tartozik.
A forrasztási sorrend a következő:
- A csövet levágják és sorjázzák.
- A forrasztópáka üzemi hőmérsékletre melegszik.
- A fűtött forrasztópáka fúvókáira egy csövet és egy idomot szerelnek fel, ahol 5-10 másodpercig tartják, majd az elemeket eltávolítják és összeillesztik. A cső és a szerelvény összenyomása 16-30 másodpercet vesz igénybe.
II. Polipropilén
A polipropilént propilén polimerizálásával állítják elő.
A fajtái:
- homopolimer (PP-C);
- blokk-kopolimer (PP-B);
- random kopolimer (PP-RC).
Térhálósított polietilénből (PEX) és polipropilénből (PP) készült csővezetékek összehasonlító jellemzői:
 |
Ez az ábra a térhálós polietilén (PEX) és polipropilén (PP-C) "megengedett kerületi feszültségét az élettartam függvényében" mutatja 95°C-os üzemi hőmérsékleten. Látható, hogy a szilárdság csökkenése a hőmérséklet emelkedésével és a polipropilénből készült csövek sokkal nagyobb, mint a térhálósított polietiléné.
Hasonlítsuk tovább a PEX-et és a PP-RC-t, figyelembe véve mindkét esetben a PN20 típusú csöveket (a PN40 típus például értelemszerűen azt jelenti, hogy ez a cső 50 évig 20 °C-on 40 atm nyomást bír el) különböző 20 és 110 mm-es külső átmérők, és hasonlítsa össze a falvastagságokat:
 |
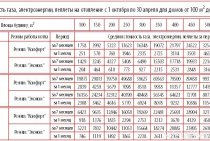
Hasonlítsuk össze a PN20 csövek megengedett üzemi nyomásait különböző hőmérsékleteken, de egy általános feltétel mellett - 50 éves élettartam:
 |
Ebből az összehasonlításból látható, hogy a PEX csövek képesek ellenállni a nagyobb nyomásnak magas hőmérsékleten, mint a PP-RC csövek.
A polipropilén csövek beszerelése csatorna nélküli fektetés körülményei között egyenes szakaszokban történik, amelyekhez speciális csatlakozási technológiát igényelnek (hegesztés, forrasztás, ragasztás), ellentétben a PEX csövekkel (csatlakozási módok - préselt menetes vagy hüvelyes, mindig egyszerűséget és megbízhatóságot biztosítanak, mert a PEX a csövek molekuláris memóriával rendelkeznek). A PP-csövekben fellépő erős igénybevételek kompenzáló berendezések beépítését teszik szükségessé. A PEX csővezetékek mindezen hiányosságoktól megfosztanak, mivel rugalmas és önkompenzáló nyomvonalak, amelyek felszerelése öblök segítségével történik. Az acélcsövek PEX-re cseréje városi körülmények között nyeri a propilén csövek cseréjét, mert. ebben az esetben az útvonal különösen virtuóz kialakítására van szükség, a többi kommunikáció meglévő struktúrájának változatlan megőrzésével.