למה אנחנו צריכים חישול של מתכות
האופי המדויק של תהליך החישול אליו נתונה המתכת תלוי במידה רבה במטרת המתכת המחושלת.
יש הבדל משמעותי בשיטות החישול בין חישול במפעלים שבהם מייצרים כמות עצומה של פח, לבין חישול בבית מלאכה קטן לרכב, כאשר רק חלק אחד מצריך טיפול כזה.
בקיצור, עבודה קרה היא דפורמציה פלסטית על ידי הרס או עיוות של מבנה הגרגירים של המתכת.
במהלך חישול המתכת או הסגסוגת מחוממת לטמפרטורה שבה מתרחשת התגבשות מחדש - היווצרות גרגרים חדשים במקום ישנים - מעוותים ומוארכים - גרגרים - בלתי מעוותים ועגולים. ואז המתכת מקוררת בקצב נתון. במילים אחרות, גבישים או גרגרים בתוך המתכת שנעקרו או מעוותים במהלך עבודת פלסטיק קר, רשאים להיבנות מחדש ולהתאושש למצבם הטבעי, אך בטמפרטורת חישול גבוהה.
ציפוי נחושת של חלקים בתמיסה עם אלקטרוליט
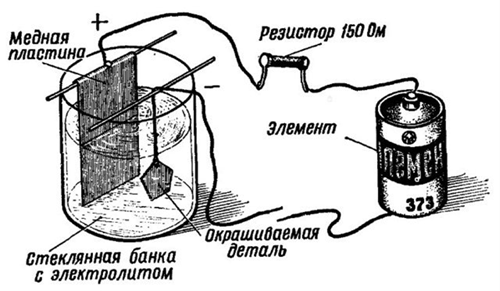
עבור חלקי מתכת, ציפוי נחושת יכול להתבצע בבית. שקול ציפוי נחושת, עם הורדת החלק לתמיסה עם אלקטרוליט. בשביל זה אתה צריך:
- צלחות נחושת קטנות
- כמה מטרים של חוט מוליך;
- מקור זרם, עם מתח עד 6 V;
- כמו כן, מומלץ להשתמש בראוסטט לוויסות הזרם ובמד זרם.
נוהל הפעלה
- כנוזל הממיס היטב נחושת, נעשה שימוש באלקטרוליט רגיל. אתה יכול לקנות אותו או להכין אותו בבית. זה ידרוש 3 מ"ל חומצה גופרתית, על כל 100 מ"ל מים מזוקקים. את התמיסה הנדרשת ניתן להשיג על ידי הוספת עד 20 גרם לאלקטרוליט שנוצר. נחושת גופרתית.
- לפני תחילת תהליך ציפוי הנחושת, יש לנקות את החלק בנייר זכוכית כדי להסיר את סרט התחמוצת מהמשטח.
- לאחר מכן, החלק הוא degreased עם תמיסת סודה חמה, ושטוף עם מים נקיים.
- תמיסת האלקטרוליט המוכנה מוזגת למיכל זכוכית בנפח הדרוש.
- לאחר מכן, שני לוחות נחושת מורידים שם, על חוטים מוליכים. בין שתי לוחות נחושת, חלק המיועד לציפוי נחושת בבית תלוי על חוט דומה. יש צורך להבטיח כי לוחות הנחושת והחלק מוצפים לחלוטין בתמיסת אלקטרוליט.
- בשלב הבא, קצוות החוטים מלוחות הנחושת מחוברים לחיובי, ואת חומר העבודה לטרמינלים השליליים של המקור הנוכחי. בסדרה, יש לחבר ריאוסטט ומד זרם למעגל החשמלי שנוצר. לאחר הפעלת הזרם במעגל, האם הוא מוגדר על ידי ריאוסטט בטווח של 15 mA לכל 1 ס"מ? שטח הפנים של החלק.
- לאחר ששמרת את חומר העבודה בתמיסה במשך 15-20 דקות, עליך לכבות את אספקת החשמל ולהסיר את המוצר מהתמיסה. במהלך פרק זמן קצר זה, פני החלק יהיו מכוסים בשכבה דקה של נחושת. עובי הציפוי יהיה תלוי במשך תהליך ציפוי הנחושת. לפיכך, ניתן להשיג ציפוי נחושת של פני השטח של כל מוצר בשכבה של 300 מיקרון ומעלה.
ריתוך של נחושת וסגסוגותיה בפלדה. כיצד לרתך נחושת ופלדה
בפועל, ריתוך של נחושת ופלדה מתבצע לרוב במפרקי קת. בהתאם לאופי המבנה, התפרים במפרק כזה יכולים להיות חיצוניים ופנימיים.
עבור ריתוך פליז לפלדה, ריתוך גז הוא הטוב ביותר, ולריתוך נחושת אדומה לפלדה, ריתוך קשת מתכת הוא הטוב ביותר.
תוצאות טובות מתקבלות גם כאשר ריתוך עם אלקטרודות פחמן מתחת לשכבת שטף וריתוך גז תחת שטף BM-1.לעתים קרובות בפועל, ריתוך גז של פליז לפלדה מתבצע באמצעות נחושת כחומר מילוי.
הכנת קצוות מרותכים באותו עובי של מתכת ופלדה לא ברזליות מתבצעת באותו אופן כמו בעת ריתוך מתכות ברזליות.
יריעות בעובי של פחות מ-3 מ"מ מרותכות ללא חיתוך, ויריעות, החל מ-3 מ"מ, עם קצוות משופעים.
אם השיפוע של הקצוות אינו מספיק, או אם יש לכלוך בקצוות של החלקים לריתוך, אי אפשר להשיג חדירה טובה. בהתבסס על כך, כאשר ריתוך חלקים בעוביים גדולים שבהם נוצר חריץ בצורת X, אין לעשות קהה.
ריתוך נחושת עם פלדה הוא משימה קשה, אבל די ריאלי עבור משטח וריתוך, למשל, חלקים של ציוד כימי, חוט נחושת עם בלוק פלדה.
איכות הריתוך של מפרקים כאלה עונה על הדרישות עבורם. ניתן להגביר את חוזק הנחושת על ידי הכנסת עד 2% ברזל להרכבה. עם יותר ברזל, הכוח מתחיל לרדת.
בעת ריתוך עם אלקטרודת פחמן, יש להשתמש בזרם ישר בקוטביות ישירה.
המתח של הקשת החשמלית הוא 40-55V, ואורכה הוא כ-14-20 מ"מ. זרם הריתוך נבחר בהתאם לקוטר ואיכות האלקטרודה (פחמן או גרפיט) והוא בטווח של 300-550A. השטף המשמש זהה לריתוך נחושת, הרכב השטפים הללו ניתן בדף זה.
השטף מוכנס לאזור הריתוך, שופך אותו לתוך החריץ.
 שיטת הריתוך משמשת "שמאל".
שיטת הריתוך משמשת "שמאל".
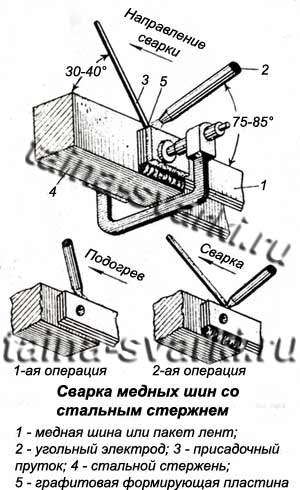
התוצאות הטובות ביותר בעת ריתוך פסי נחושת עם פלדה מתקבלות על ידי ריתוך "בסירה". התוכנית של ריתוך כזה מוצגת באיור. ראשית, קצוות הנחושת מחוממים עם אלקטרודת פחמן, ולאחר מכן ריתוך עם מיקום מסוים של האלקטרודה ומוט המילוי (ראה איור). מהירות הריתוך היא 0.25m/h. ריתוך של נחושת עם ברזל יצוק מתבצע באותן שיטות טכנולוגיות.
ניתן לבצע ריתוך של ברונזה סגסוגת נמוכה בעובי קטן (עד 1.5 מ"מ) לפלדה בעובי של עד 2.5 מ"מ בחפיפה עם אלקטרודת טונגסטן שאינה מתכלה בסביבת ארגון במכונה אוטומטית עם חוט מילוי עם א. קוטר של 1.8 מ"מ מוזן מהצד.
במקרה זה, חשוב מאוד לכוון את הקשת לחפיפה מצד הנחושת. מצבי ריתוך כאלה: חוזק זרם 190A, מתח קשת 11.5V, מהירות ריתוך 28.5m/h, מהירות הזנת חוט 70m/h
נחושת ופליז מרותכים היטב לפלדה על ידי ריתוך קת הבזק.
בשיטה זו של ריתוך, קצוות הפלדה נמסים די חזק, והקצוות של מתכת לא ברזלית נמסים מעט. בהתחשב בנסיבות אלו, ובהתחשב בהבדל בהתנגדויות הספציפיות של מתכות אלו, קח את התלייה עבור פלדה שווה ל-3.5d, עבור פליז 1.5d, עבור נחושת 1.0d, כאשר d הם הקטרים של המוטות שיש להיות. מְרוּתָך.
לריתוך קת התנגדות של מוטות כאלה, מומלץ מקל של 2.5d עבור פלדה, 1.0d עבור פליז ו-1.5d עבור נחושת. ההתנגדות הספציפית של משקעים נלקחת בטווח של 1.0-1.5 ק"ג/ממ"ר.
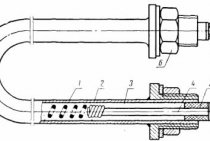
בפועל, לעיתים קרובות נוצר צורך לרתך ניטים בקוטר של 8-12 מ"מ מנחושת וסגסוגותיה לפלדה, או חתיכים מפלדה למוצרי נחושת.
ריתוך כזה מתבצע על זרם ישר של קוטביות הפוכה תחת דרגת שטף עדין OSC-45 ללא חימום מוקדם.
חתיכות נחושת בקוטר של עד 12 מ"מ או חתיכים פליז L62 בקוטר של עד 10 מ"מ בזרם של 400A מרותכים היטב לפלדה או ברזל יצוק.
וגם חתיכים העשויים ממותג פליז LS 59-1 אינם משמשים לריתוך.
חתיכים מפלדה מרותכים בצורה גרועה למוצרי נחושת ופליז.
אלקטרודות לריתוך נחושת
כדי להצטרף לנחושת ללא חוט מילוי, משתמשים באלקטרודות מתכלות עם ציפוי מיוחד. כאשר הוא נמס, הוא יוצר שכבת סיגים המגנה על אתר הריתוך ממגע עם אוויר. התוספים המרכיבים את הציפוי, בשילוב עם המתכת, משפרים את איכות התפר. שכבת הסיגים מאטה את התקררות המפרק, מה שעוזר לסלק יותר גזים.
אלקטרודות פחמן וגרפיט לא מתכלות משמשות יחד עם חוט המילוי הנדרש ליצירת תפר. בעת הבחירה, זכור כי:
- עבור ריתוך ידני של נחושת, צבע הציפוי אדום;
- ציונים עם ציפוי אפור מיועדים למתכות לא ברזליות;
- מתכות עקשן מבושלות עם אלקטרודות כחולות;
- עם ציפוי צהוב פלדת סגסוגת עמידה בחום.
תכונות של תהליך ציפוי נחושת פלדה בבית
כדי לייצר ציפוי נחושת בבית, יש צורך למלא מספר דרישות הנובעות מהתהליך הטכנולוגי עצמו, שכן שיטת הטבילה כוללת שימוש באלקטרוליט. תמיסה זו היא קאוסטית, נתונה לאידוי, ומכיוון שהיא תתחמם גם במהלך הפעולה, האידוי יהיה אינטנסיבי. עבור ציפוי אלקטרוני בבית, כדאי לדאוג לציוד מגן ואוורור טוב.
אלקטרוניקה עם נחושת בבית, למרות הציוד הפרימיטיבי למדי, בכל זאת נותן תוצאות מצוינות. מכל המתכות, הפלדה מספקת את החיבור החזק ביותר עם סרט נחושת, ולכן במהלך ציפוי נחושת של פלדה מתקבלים מוליכים זרם מצוינים ועמידים. ציפוי מוצר פלדה בסרט נחושת יעניק לפריט מראה אטרקטיבי יותר.
 תוצאה של ציפוי נחושת
תוצאה של ציפוי נחושת
ציפוי נחושת של פלדה עם טבילה באלקטרוליט
לפני תחילת תהליך ציפוי הנחושת, כדאי להכין את הבית, מקום העבודה, החומרים הדרושים וציוד המגן האישי לעבודות אלו. לאחר מכן, עליך להכין את חומר העבודה. יש להסיר את שכבת התחמוצת מעל פני השטח שלו עם אמרי דק ומברשת מתכת עדינה. לאחר הסרת הסרט, החלק נשטף, מסירים שומנים במי סבון חמימים ושוטפים שוב במים נקיים בלחץ חזק.
 ערכת ציפוי נחושת של פלדה באלקטרוליט
ערכת ציפוי נחושת של פלדה באלקטרוליט
שתי לוחות נחושת מונחות במיכל (רצוי זכוכית), מחוברים חשמלית זה לזה. לוחות אלה הם אנודות, ומחוברים באמצעות מוליך לפלוס של מקור הזרם. מוליך מחובר למינוס של המקור, המחובר לחומר העבודה המעובד, שהוא הקתודה במעגל זה. ריאוסטט כלול במעגל האנודה כדי להתאים את עוצמת הזרם ומד זרם לשליטה.
תמיסת האלקטרוליט המוכנה מוזגת לתוך המיכל, הכולל נחושת גופרתית, מים מזוקקים וחומצה. התמיסה מוזגת בכמות מספקת כדי לכסות לחלוטין את האלקטרודות ואת חומר העבודה. מתח מופעל על המעגל, זרם מוגדר על ידי rheostat בקצב של 15 mA לסנטימטר מרובע של שטח החלק.
לאחר חצי שעה, המתח מוסר, החלק המצופה נחושת מוסר מהתמיסה, משוחרר מהמוליך, שוטף היטב ומייבש. התהליך הושלם. הערה הכרחית: כל הפעולות צריכות להתבצע במכונת הנשמה, כפפות גומי ועם אוורור מופעל.
מכונת ריתוך לנחושת
היחידות העיקריות מוגדרות כיחידות חצי אוטומטיות, אוטומטיות, ארגון, אינוורטר. כל אחד מהמכשירים מבצע עבודה בצורה שונה של ייצור, מצויד במאפיינים ייחודיים.
- החיבור של לוחות נחושת יכול להתבצע על ידי איברים מסוג טונגסטן בסביבת ארגון. ממירים מסוג מודרני מופעלים על ידי רשת ביתית, מצוידים במערכת קירור עצמאית, ובעלי משקל קל.
- עם חוט, מתקנים חצי אוטומטיים משמשים. ישנם צמתים שונים, כולל מקומיים, שאינם נחותים מהאנלוגים המיובאים מבחינת ביצועים.
- חוטי נחושת מחוברים גם באמצעות מהפך, התכונה העיקרית היא חסכונית, צריכת חשמל נמוכה. הגנה מפני הידבקות, התחלה חמה תאפשר למאסטר מתחיל לפעול ללא הכשרה מוקדמת.
מכונת ריתוך תוצרת בית לריתוך עם אלקטרודות פחמן
לשימוש ביתי, הבחירה הטובה ביותר היא יחידה עם הספק של עד 3.5 קילוואט. הספק המוצא מספיק לחיבור נחושת בעובי של 5 מ"מ. מנגנוני משאבים נמוכים לא יפגעו ברשת החשמל הביתית, ימנעו כשל של מכשירי חשמל.
הכנה לפטינה
כמו בכל עבודה עם כימיקלים, הבטיחות חייבת להיות בראש סדר העדיפויות. רוב התרכובות המשמשות בהשחרה הן רעילות מאוד. האדים הנפלטים עלולים להיות מסוכנים לבריאות אם ישוחררו לאטמוספירה. ישנם כללים סטנדרטיים מסוימים שאסור להזניח:
- יש צורך לאחסן חומרים במבחנות מיוחדות, סגורות היטב עם פקקים לאיטום;
- להרחיק פתרונות מהישג ידם של ילדים;
- התהליך חייב להתבצע בארון מיוחד עם אוורור מובנה (דלתות הארונות צריכות להיות מעט פתוחות).
לפני העיבוד, יש לשטוף את החומר היטב, לנקות ולהסיר שומנים כדי להשיג את האפקט הטוב ביותר.
 פטינה, חמצון של נחושת ומתכות אחרות
פטינה, חמצון של נחושת ומתכות אחרות
חמצון ופטינה - מושגים אלו אינם נרדפים, ההשלכות של כל אחד מהתהליכים הללו נבדלות בסדר זה מזה.
חמצון של נחושת - היווצרות תחמוצות ותחמוצות על פני המתכת עקב האינטראקציה שלה עם יסודות המכילים חמצן וריאגנטים כימיים מסוימים אחרים.
פטינציה - יצירת שכבה דקה של תרכובות כלור וגופרית על ידי חשיפת המתכת לתרכובות המתאימות. שני התהליכים מובילים לשינוי בצבע החומר, שעבורו, בתנאים טבעיים, יידרשו פרקי זמן ניכרים.
הוראות שלב אחר שלב להמסת נחושת
התכת נחושת, אם מכינים את כל הדרוש ליישום תהליך טכנולוגי כזה ומתקרבים ליישומו בצורה נכונה, מאפשרת לייצר מוצרי נחושת למטרות דקורטיביות ומעשיות גרידא גם בבית.
על מנת להמיס נחושת, תזדקק לכלים, הציוד והאספקה הבאים:
- תנור מופל (רצוי עם טמפרטורת חימום מתכווננת);
- כור היתוך בו תמיסו נחושת (היתוך היתוך מקרמיקה או חרסית עקשן משמשים להמסת נחושת);
- מלקחיים שבעזרתם יוסר כור ההיתוך החם מהכבשן;
- וו (זה יכול להיות עשוי מחוט פלדה רגיל);
- שואב אבק ביתי;
- פֶּחָם;
- הצורה שבה יבוצע הליהוק;
- מבער גז וצופר.

הכמות הקטנה ביותר של זיהומים נמצאת בנחושת חשמלית
צעד ראשון
נחושת במצב כתוש מונחת בכור היתוך. יש לזכור: ככל שחתיכות המתכת קטנות יותר, כך היא תימס מהר יותר. כור ההיתוך, לאחר מילוי נחושת, ממוקם בכבשן, אשר באמצעות בקר טמפרטורה, יש לחמם למצב הנדרש. בדלתות של תנורי מופל סדרתיים, מסופק בהכרח חלון שדרכו אתה יכול לצפות בתהליך ההיתוך.

חלון הצפייה יאפשר לך לשלוט בתהליך מבלי לפתוח את הדלת שוב, ובכך לא להוריד את הטמפרטורה בתנור
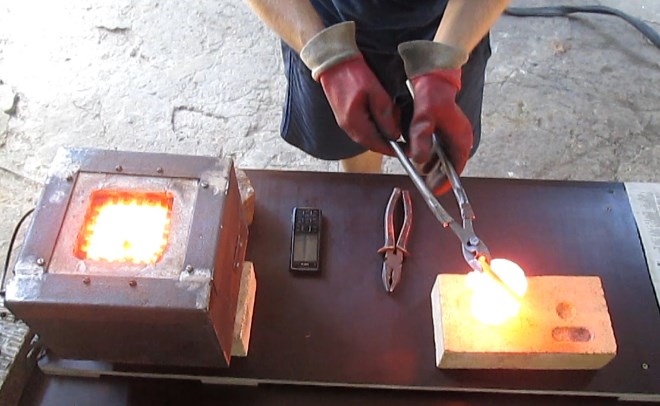
שלב שני
לאחר שכל הנחושת בכור ההיתוך נמסה, יש להוציאה מהכבשן באמצעות מלקחיים מיוחדים. סרט תחמוצת קיים בהכרח על פני השטח, אשר חייב להיות מועבר לאחד מקירות כור ההיתוך עם וו פלדה. את המתכת המותכת, לאחר שחרור פני השטח שלה מסרט התחמוצת, יש לשפוך במהירות ובדייקנות ככל האפשר לתוך תבנית שהוכנה קודם לכן. הפרטים והכללים לביצוע הליך זה מודגמים היטב על ידי סרטון שקל למצוא באינטרנט.
יהיה צורך לצקת את המתכת לתבניות מהר מאוד אם שיטת החימום שבחרתם לא הצליחה לספק את הטמפרטורה הרצויה.
שלב שלוש
במקרה שאין ברשותכם תנור מופלה, תוכלו לחמם את כור ההיתוך עם נחושת באמצעות מבער גז, ולהניח אותו אנכית מתחת לתחתית המיכל.
יחד עם זאת, חשוב לוודא כי להבת מבער הגז מפוזרת באופן שווה על פני כל שטח תחתית כור ההיתוך.
שלב רביעי
אם בבית יש צורך להמיס סגסוגות על בסיס נחושת בהמסה נמוכה (פליז וכמה), אז ניתן להשתמש בלפיד רגיל כמכשיר חימום, גם למקם אותו אנכית מתחת לתחתית כור ההיתוך. במהלך ההתכה המבוצעת בשיטות זו ובשיטות קודמות, פני המתכת המותכת יקיימו אינטראקציה אקטיבית עם חמצן, מה שיוביל לחמצון אינטנסיבי. כדי להפחית את עוצמת החמצון, ניתן לפזר נחושת מותכת בפחם כתוש.

המסת נחושת עם מפוח בתנור תוצרת בית
שלב חמישי
אם לסדנה הביתית שלכם יש משולש, ניתן להשתמש בו גם להמסת נחושת, פליז או ברונזה. במקרה זה, כור ההיתוך עם מתכת כתוש מונח על שכבת פחם לוהט. על מנת שתהליך החימום וההתכה יתבצע בצורה אינטנסיבית יותר, ניתן להזרים אוויר לאזור הבעירה של הפחם, לו מתאים שואב אבק קונבנציונלי, הפועל לא לנסיגה, אלא לנשיפה. במקרה שתשתמשו בשואב אבק, יש לעשות קצה מתכת עם חור נופח בקוטר קטן על הצינור שלו.

תהליך ההיתוך יהיה יעיל עוד יותר בכבשן גז
בבחירת תנור מופל לפעולות יציקה עם נחושת וסגסוגות שלה, יש לשים לב למשטר הטמפרטורה שמכשיר כזה יכול לספק. בהתאם לסוג המתכת המומסת, תנור כזה צריך לספק את טמפרטורות החימום הבאות:
- נחושת - 1083°;
- דרגות שונות של ברונזה - 930–1140°;
- פליז - 880–950°.
יתכן שתחליט לעשות תנור היתוך בעצמך על ידי צפייה בסרטון.
לנחושת רגילה, שאינה מכילה תוספים מתג בהרכב הכימי שלה, אין נזילות טובה במצב מותך, ולכן היא אינה מתאימה ליציקת מוצרים בעלי תצורה מורכבת וגדלים קטנים. למטרות אלו עדיף להשתמש בפליז, ולבחור בסגסוגת שצבע פניה בהיר יותר (זה מעיד על פליז של מותג זה יש נקודת התכה נמוכה יותר).
מטרת הפטינה
 המטרה העיקרית של שימוש בנחושת כהה היא לתת את השפעת ההזדקנות למתכת המעובדת. בימי קדם, רוב הפריטים (מטבעות, פסלונים, מזכרות שונות, כלי בית) נעשו מחומר זה. לאחר שהגיעו לזמננו, חפצים עברו כמה טרנספורמציות - תהליכי חמצון שינו את הצבע והמראה הכללי של הדברים האלה, ויצרו את כל הסימנים של העת העתיקה, ולכן, ערך.
המטרה העיקרית של שימוש בנחושת כהה היא לתת את השפעת ההזדקנות למתכת המעובדת. בימי קדם, רוב הפריטים (מטבעות, פסלונים, מזכרות שונות, כלי בית) נעשו מחומר זה. לאחר שהגיעו לזמננו, חפצים עברו כמה טרנספורמציות - תהליכי חמצון שינו את הצבע והמראה הכללי של הדברים האלה, ויצרו את כל הסימנים של העת העתיקה, ולכן, ערך.
כיום, פטינת נחושת נעשית באופן מלאכותי, אך הם חותרים למטרה אחת - לתת לדברים מראה נדיר, למשוך תשומת לב, לעורר רצון לרכוש אותו.
מאפיינים של נחושת
נחושת היא אחת המתכות הראשונות שהאדם למד לחלץ ולעבד. מוצרים מנחושת וסגסוגותיה שימשו כבר במאה ה-3 לפני הספירה, כפי שמעידים נתונים היסטוריים ותוצאות של חפירות ארכיאולוגיות. השימוש הנרחב בנחושת הוקל במידה רבה על ידי העובדה שקל למדי לעבד אותה בשיטות מכניות שונות. בנוסף, ניתן להמיס אותו בקלות.
נחושת, אשר פני השטח שלה נבדל בצבע אדום צהבהב בולט, בשל רכותה, ניתנת לעיבוד בקלות על ידי דפורמציה פלסטית. פני הנחושת, כאשר היא מקיימת אינטראקציה עם האוויר שמסביב, מכוסה בסרט תחמוצת, שצובע אותה בצבע כה יפה.
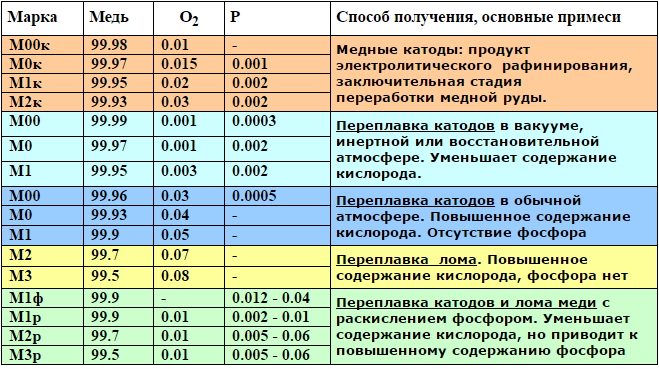
ציוני נחושת טכניים והרכבם הכימי
יש חשיבות רבה למאפיינים של נחושת כמו מוליכות חשמלית ותרמית, שבה היא מדורגת במקום השני מבין כל המתכות, במקום השני רק לכסף. בשל תכונות אלה, מוצרים העשויים ממנו נמצאים בשימוש פעיל בתעשיית החשמל, כמו גם במקרים בהם יש צורך להבטיח הסרת חום מהירה מחפץ מחומם.
פרמטר חשוב נוסף של נחושת, המשפיע ישירות על כמות האנרגיה והעבודה הנצרכת בייצור מוצרים ממנה, הוא נקודת ההיתוך. עבור נחושת טהורה, הטמפרטורה שבה המתכת משתנה ממוצק לנוזל היא 1083°. אם אתה מערבב נחושת עם פח ומקבל ברונזה, אז נקודת ההיתוך של סגסוגת כזו תהיה כבר 930-1140 מעלות, בהתאם לתוכן של תוסף הסגסוג העיקרי בו. כמו פליז, המתקבל על ידי הוספת אבץ למתכת הבסיס, יש נקודת התכה נמוכה עוד יותר, שהיא בטווח של 900-1050 מעלות.
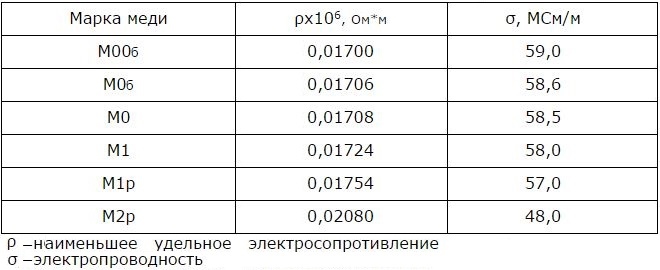
תכונות חשמליות של נחושת ב-20°
אם תחליט ליישם בבית תהליך טכנולוגי כמו, חשוב לדעת עוד פרמטר אחד - נקודת הרתיחה שלו. ב-2560 מעלות נחושת מתחילה ממש לרתוח, וזה נראה בבירור בסרטון של תהליך זה.
הופעת הבועות על פני המתכת הנוזלית ויצירת גז פעיל בה מקלה על ידי פחמן המשתחרר מנחושת כתוצאה מהחמצון שלה, המתרחש במהלך חימום חזק.

בכפוף לטכנולוגיית ההיתוך, עלולות להישאר נקבוביות רדודות על פני מטיל הנחושת, אותן ניתן להסיר בקלות על ידי שחיקה.
איך להמיס נחושת בבית
פריטים עשויים נחושת, כמו גם מוצרים שונים שבהם הוא כלול, נמצאים בשימוש נרחב בחיי היומיום. לכן, רבים שואלים שאלה די סטנדרטית: "איך להמיס נחושת בעצמך?"
לאחר שיש להם מושג על הטכנולוגיה הזו, אנשים למדו כיצד ליצור חפצים שונים ממתכת טהורה, כמו גם סגסוגות המתקבלות ממנה - ברונזה ופליז.
- 1 נקודת התכה
- 2 המסת נחושת
טמפרטורת התכה
התכה היא תהליך המאפיין את המעבר ההדרגתי של מתכת ממצב מוצק סטנדרטי לעקביות נוזלית. לכל תרכובת מתכת או מתכת בצורתה הטהורה יש טמפרטורה משלה, שבהשפעתה היא מתחילה להימס.
גורם חשוב במקרה זה הוא אילו זיהומים כלולים בהרכב התרכובת המומסת.
אז, נחושת מתחילה להמיס בטמפרטורה של 1083 מעלות צלזיוס. אם מוסיפים לו פח, אזי נקודת ההיתוך תרד ותהיה בערך 930-1140 מעלות צלזיוס.
במקרה זה, תנודה כזו נובעת מכמות הפח הכלולה בסגסוגת. תרכובת של נחושת ואבץ נמסה בטמפרטורה נמוכה עוד יותר - 900-1050 מעלות. חימום של מתכות כלשהן קשור להרס הדרגתי של הסריג שנוצר מגבישים רבים.
עם החימום, טמפרטורת ההיתוך עולה לרמה המקסימלית הנדרשת, ואז הצמיחה שלה נעצרת ונשארת ברמה שהגיעה עד שהמתכת כולה נמסה, ולאחר מכן היא מתחילה לרדת.
קירור הוא תהליך הפוך של שינוי טמפרטורה. כשהיא מתקררת היא נופלת ו"קופאת" ברמה מסוימת עד שהמתכת מתמצקת לחלוטין.
כך, פחמן יוצא מהנחושת בתהליך הרתיחה, הנוצר כתוצאה מחמצון ומגע קרוב שלו עם אוויר.
המסת נחושת
הטכנולוגיה של המסת נחושת הייתה בשימוש נרחב מאז ימי קדם, כאשר אנשים השתמשו באש כדי להמיס מתכת לייצור חצים, ראשי חץ וכלי נשק אחרים, וכלי בית.
אפשר גם המסת נחושת בבית. בשביל זה תצטרך:
- כור ההיתוך שבו תימס הנחושת, והמלקחיים הדרושים להוצאת הכור מהכבשן או להוצאתו מהאש.
- פֶּחָם.
- תנור מופל (עדיף אם טמפרטורת החימום מווסתת בו).
- צופר.
- שואב אבק רגיל.
- תבנית אליה יוצקים נוזל מותך.
- וו עשוי חוט פלדה.
- מבער גז, אם אין תנור מופל.
אלגוריתם ההיתוך כולל מספר שלבים צעד אחר צעד:
טוחנים את המתכת ויוצקים לתוך כור ההיתוך. יתר על כן, ככל שהשברים קטנים יותר, כך הם מגיעים מוקדם יותר למצב המותך. מניחים את כור ההיתוך בתנור מחומם לטמפרטורה הגבוהה ביותר האפשרית הדרושה כדי להתחיל את תהליך ההיתוך (כאן, אגב, תצטרך בקר טמפרטורה). לתנורי מופל רבים יש חלון חתוך לדלת. באמצעותו, אתה יכול לפקח בבטחה על התהליך.
בהגיעו למצב נוזלי, לבסוף מותך, של נחושת, יש לנסות את כור ההיתוך עם המלקחיים בזהירות האפשרית ולהוציאו מהכבשן בהקדם האפשרי. ייווצר סרט על פני החומר הנוזלי, העבירו אותו לקצה כור ההיתוך באמצעות וו תיל. יוצקים את המתכת שנוקה מהסרט במהירות האפשרית לצורה מוכנה מראש.
אם אין תנור מופל, ניתן להמיס נחושת באמצעות מבער גז רגיל. אבל אז נחושת תהיה במגע הדוק עם אוויר, ותהליך החמצון עצמו יהיה הרבה יותר מהיר. לכן, כדי למנוע היווצרות של סרט עבה על פני המתכת, נחושת, כאשר היא מגיעה למצב נוזלי, מפזרים פחם כתוש.
אתה יכול גם להמיס נחושת וסגסוגות שלה עם מזיזה. לשם כך יש לחמם היטב פחם ולהניח עליו כור היתוך עם מתכת (טחינת נחושת מראש). כדי להאיץ את תהליך החימום, הפנה שואב אבק על הפחם, מופעל במצב ניפוח
יש להקדיש תשומת לב מיוחדת לקצה הצינור. זה חייב להיות מתכת, כי הפלסטיק יימס בהשפעת טמפרטורה גבוהה.