אילו אלקטרודות לרתך צינור פרופיל 2 מ"מ.
בעת בחירת אלקטרודות לריתוך חשמלי, הם מונחים על ידי עובי חלקי העבודה, הקשור ישירות לקוטר שלהם.
ניתן לקבל את הנתונים הדרושים מהטבלאות שעל האריזה או לקבוע את הממדים בעצמכם, בהינתן שקוטר האלקטרודה תואם בערך לעובי הדופן בערכים שאינם עולים על 4 מ"מ.
בחירת מצב ריתוך וסוג האלקטרודות
הזרם המועבר דרך האלקטרודות קשור ישירות לקוטר שלהן, ערכו מצוין בדרך כלל על האריזה. בנוסף, ניתן לקבוע את ערכו מטבלאות או לקבוע בקירוב על ידי חישובים, בהתבסס על העובדה ש-1 מ"מ. עובי האלקטרודה דורש זרם של 30 אמפר.
ישנם ארבעה סוגים עיקריים של אלקטרודות בהתאם לחומר הציפוי:
- חמוץ (א). הם מאופיינים בתכולה גבוהה של ברזל ומנגן, אלקטרודת המתכת עוברת לתוך התפר בצורה של טיפות קטנות עם היווצרות של אמבט נוזלי, כאשר מתמצק, הסיגים מופרדים בקלות. בזמן העבודה, טמפרטורת קשת גבוהה מדי מובילה לחתכים, התפר נוטה מאוד לסדקים - זה מגביל את השימוש בסוג זה.
- תאית (C). בנוסף לתאית, ההרכב כולל עפרות פרומנגן וטלק, שנשרפים לחלוטין בחימום, ויוצרים גז מגן, בעוד שלתפר אין ציפוי סיגים. האלקטרודה נכנסת לתפר עם טיפות בינוניות וגדולות, ויוצרת מבנה לא אחיד מחוספס עם ניתזים רבים.
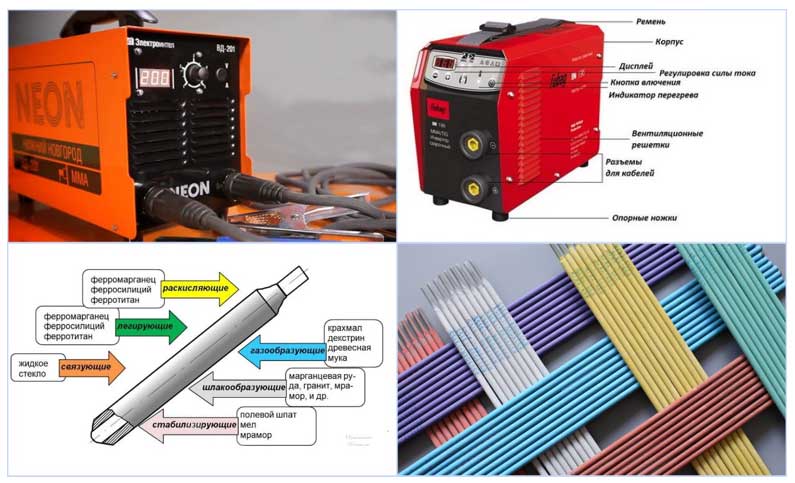
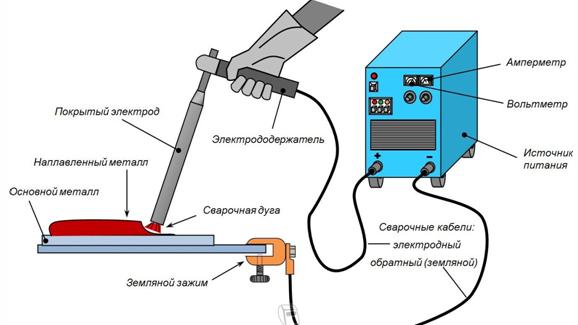
אורז. 10 הופעת מכשיר הקשת החשמלית והאלקטרודה
רוטיל (פ). הציפוי מורכב בעיקר מטיטניום דו חמצני או אילמניט, מתכת האלקטרודה עוברת לבריכת הריתוך עם טיפות בינוניות וקטנות עם כמות קטנה של נתזים ויצירת תפר אחיד ואיכותי. ציפוי הסיגים בעל מבנה נקבובי והוא מופרד בקלות מהתפר.
לריתוך חשמלי של סגסוגות פלדה דלת פחמן, שמהן עשויות צינורות מעוצבים, משתמשים לרוב באלקטרודות טובות של המותגים UONI-13/55, MP-3, ANO-4, ניתן להשתמש ב-OK 63.34 לריתוך נירוסטה.

איור 11 ריתוך של צינורות דקים
הכנה לעבודה
חיבור צינורות פרופיל ללא ריתוך מתבצע בעיקר באמצעות מהדקים וברגים מיוחדים. עם הזמן, המחברים מתרופפים, ולכן כאשר מטפלים במוצר, יש צורך לבדוק כל הזמן את חוזק המבנה. כדי להפחית בעיות במהלך הפעולה, ריתוך משמש להרכבת המבנה.
כדי להשיג ריתוך חזק, יש צורך להכין את פני השטח של הצינור. לזה:
חלקי צינור נחתכים באורך הנדרש;

שימוש במטחנה לחיתוך צינורות
מומלץ לחתוך צינורות בכלים מיוחדים, למשל, מסור, המאפשר לבצע את החיתוך כמה שיותר אחיד.
- אם יש צורך לחבר את האלמנטים בזווית, אז הצינורות מותאמים בזהירות זה לזה, כך שהפערים יהיו קטנים ככל האפשר. זה יגדיל את איכות הריתוך, וכתוצאה מכך, את האמינות של המוצר המוגמר;
- המקומות שבהם הריתוך אמור להיות ממוקם מנוקים מחלודה, כתמים ומשקעים זרים אחרים. כל הכללה משפיעה לרעה על חוזק התפר. ניקוי יכול להתבצע עם מברשת מתכת פשוטה או ציוד מיוחד, כגון מטחנה.

הכנת פני השטח לפני הריתוך
ריתוך קשת
ריתוך קשת ידני נמצא בשימוש נרחב בכל מגזרי הכלכלה הלאומית ובחיי היומיום לחיבור אלמנטים של מבני מתכת. המאפיינים הייחודיים שלו בהשוואה לסוגים אחרים של מפרקים מרותכים הם:
- העלות הנמוכה יחסית של מכונת הריתוך והחומרים המתכלים, שהם האלקטרודות.
- השגת חיבורים מרותכים באיכות גבוהה בדרגות נפוצות של מתכות, כולל סגסוגות אל חלד.
- היכולת לבצע עבודות ריתוך במקומות רבים שקשה להגיע אליהם - זה מקל על משקל נמוך וקלות חיבור הציוד לחשמל.

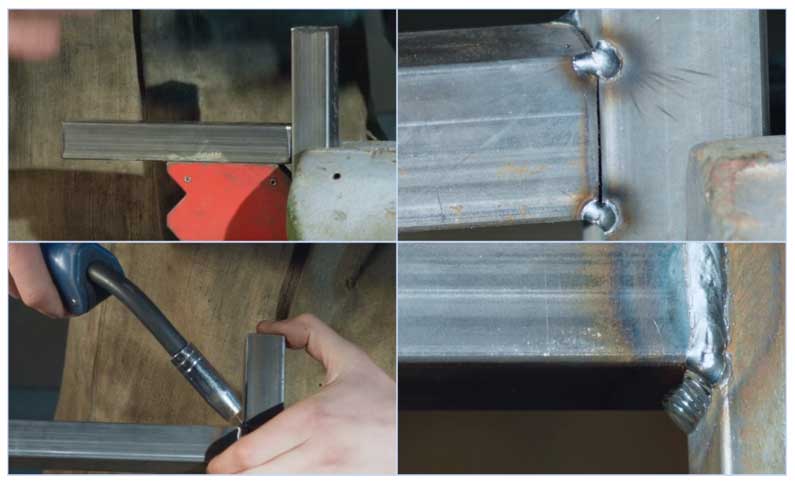
אורז. 7 ריתוך צינור פרופיל דק - סוג התפרים
ביצוע עבודה באמצעות ריתוך קשת חשמלי מורכב מהשלבים הבאים:
- קצוות הצינורות מוכנים לריתוך, לשם כך הם מנוקים מחלודה, ולאחר מכן החסר נקבעים במרחק הנדרש כדי למלא את התפר במתכת מהאלקטרודה המותכת, לעתים קרובות נעשה שימוש במכשירים מיוחדים לכך.
- מכונת הריתוך מופעלת, קובעת את הזרם הנדרש לפי המחוון המובנה, האלקטרודה מוכנסת למחזיק המחובר למכונת הריתוך, הקצה השני קבוע על הצינור.
- מיקום החלקים לריתוך זה ביחס לזה נקבע על ידי ריתוך נקודתי (הדבקות), ולאחר מכן מתבצע ריתוך חשמלי באמצעות ביגוד מגן, מסכה וכפפות של הרתך.
- בסיום העבודה מפילים אבנית ומנקים את התפר בעזרת מברשת מתכת.
ריתוך גז אינרטי מתכת חצי אוטומטי (MIG)
הודות לטכנולוגיות חדישות, ניתן היה לרתך מוצרי פרופיל בצורה הפשוטה ביותר בתנאים ביתיים, אשר אינו מצריך ניסיון רב והכשרה רבת שנים כרתך.
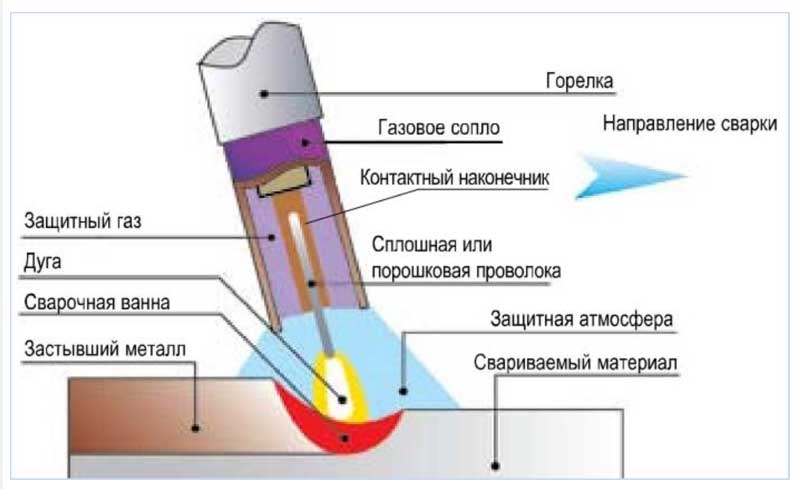
אורז. 8 איך MIG עובד
ריתוך גז אינרטי למחצה (MIG) הוא שלב אבולוציוני בפיתוח ריתוך קשת קונבנציונלי, בהשוואה אליו יש לו את היתרונות הבאים:
- במקום אלקטרודה, חוט מיוחד בקוטר של 0.6 עד 1.2 מ"מ מוזרם אוטומטית לבריכת הריתוך דרך הלפיד, נלווה לסלילים - זה עושה את התהליך אוטומטי ומצמצם את זמן החלפת האלקטרודות.
- יחד עם החוט, מסופק למבער גז אינרטי (בדרך כלל תערובת של פחמן דו חמצני וארגון) דרך שרוול הריתוך - הדבר מונע היווצרות סיגים ומשפר את איכות הריתוך.
הודות לטכנולוגיה זו, לריתוך חצי אוטומטי יש את היתרונות הבאים על פני מכונות קשת חשמליות:
- מאפשר לרתך חלקי עבודה דקים בעובי של 0.5 מ"מ.
- מבשל פלדה, נירוסטה, ברזל יצוק, אלומיניום ומתכות לא ברזליות.
- בעת ביצוע עבודה, אין סיגים ואין כמעט עשן - זה פחות מזיק לבריאות, משפר את איכות התפר בהשוואה לשיטות קשת חשמלית.
החסרונות של MIG כוללים נפחיות (נדרשים בלון גז מסיבי ומערכת אספקת חוטים למבער) וחוסר האפשרות לעבוד ברוחות חזקות המוציאות גז מאזור הריתוך.
אורז. 9 ריתוך צינורות פרופילים דקים בסביבת גז אינרטי
טכניקת ריתוך
ריתוך של מסגרת מצינור פרופיל יכול להתבצע על ידי כל אחד מהסוגים הבאים:
- גַז;
- קשת חשמלית.
ריתוך גז
ריתוך גז מיוצר על ידי המסת המתכת ומילוי החלל הריק בתוסף.
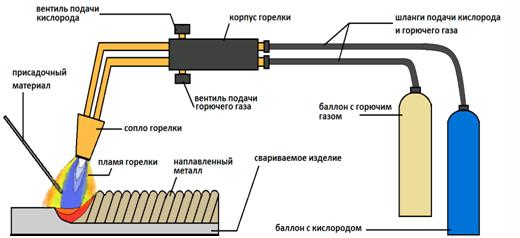
טכנולוגיית ריתוך גז
עבור ריתוך גז תצטרך:
- מכונת ריתוך מיוחדת עם סט טיפים למבער;
- צילינדר עם חמצן;
- צילינדר עם גז דליק (לרוב נעשה שימוש באצטילן);
- חוט מילוי (נדרש שהחוט יהיה עשוי מאותו חומר כמו הצינורות המרותכים);
- אבקת ריתוך (שטף), המפחיתה את חמצון המתכות ומגינה על התפר. השטף מוחל על פני הצינור לפני תחילת הריתוך;
- אלמנטים של הגנה אישית של הרתך (מסכה).
בעת ריתוך גז, יש להקפיד על אמצעי זהירות, שכן הגזים המשמשים הם נפיצים.
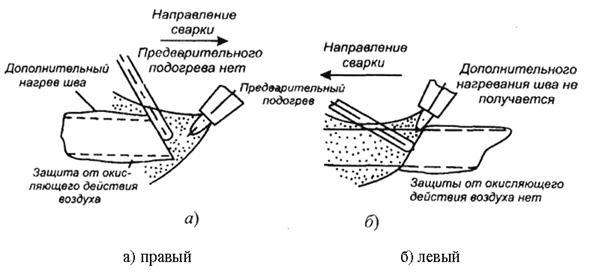
חיבור צינורות באמצעות ריתוך גז יכול להתבצע בשתי דרכים:
- משמאל לימין. התוסף מסופק לאחר חימום במבער המאפשר ריתוך צינורות בעובי של יותר מ-5 מ"מ. התפר לא ממש אחיד ודורש עידון נוסף.בדרך זו, השער מרותך מצינור פרופיל ומבנים תלת מימדיים אחרים;
- מימין לשמאל. התוסף מוזן לפני המבער, מה שמאפשר לקבל את התפר האחיד ביותר. הוא משמש בעיקר לצינורות בעובי של פחות מ-5 מ"מ, כגון מסבך צינור פרופיל ריתוך, ספסל בגינה וכן הלאה.
דרכים זמינות ליצירת ריתוך
לאחר קירור מוחלט, מומלץ לנקות את התפר ולהגן עליו מפני קורוזיה.
ריתוך גז משמש לחיבור צינורות פרופיל העשויים ממתכות לא ברזליות (פליז, אלומיניום, נחושת וכן הלאה).
היתרונות של ריתוך גז הם:
- פַּשְׁטוּת. ריתוך מבנה עם מבער גז אינו דורש ידע ומיומנויות מיוחדים;
- זמינות. את הרכיבים הנדרשים (גזים) ניתן לרכוש ללא קושי רב;
- אין צורך במקור חזק של זרם חשמלי.
ריתוך קשת
ריתוך קשת משמש כאשר מצטרפים פרופילים העשויים ממתכות ברזליות, כלומר פלדה.
ריתוך קשת חשמלי מתבצע באמצעות:
- מכונת ריתוך;
- אלקטרודות.
טכנולוגיית ריתוך קשת
בחירת האלקטרודות והזרם הנדרש לריתוך מתבצעת על בסיס עובי המתכת של צינור הפרופיל.
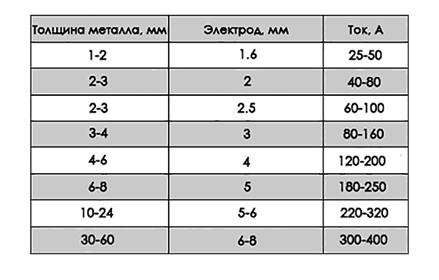
טבלת היחס בין המתכת לריתוך והאלקטרודות בשימוש
הטבלה מציגה את פרמטרי האלקטרודה המומלצים. כדי לוודא שהאלקטרודה נבחרה בצורה נכונה, יש צורך לבצע תפר בדיקה על חלקים קטנים של צינורות.
חוזק הזרם משפיע גם על איכות הריתוך. כדי להפוך את התפר חזק ככל האפשר, יש צורך להשיג את חוזק הזרם הגבוה ביותר האפשרי.
ריתוך צינור פרופיל עם מהפך מתבצע בסדר הבא:
- חלקים מרותכים של צינורות פרופיל קבועים היטב כדי למנוע עיוות ותזוזה שלהם. כדי לעשות זאת, אתה יכול להשתמש הן במכשירים מיוחדים והן בכלים מאולתרים;
- ב-4-5 נקודות מבוצע ריתוך נקודתי (ריתוך טאק), המאפשר חיבור מראש של החלקים;

השלב הראשוני של ריתוך מבני
- נבדקת נכונות העיצוב. במידת הצורך, בעזרת פטיש, פגמים מתוקנים;
- המפרק מרותך לבסוף. יחד עם זאת, מומלץ לנטר את מהירות תנועת האלקטרודה כדי שמתכת הצינורות תספיק להימס לחלוטין ובמקביל לא לשקוע בתוך הפרופיל.
צינורות פרופיל בעובי של יותר מ-5 מ"מ מומלץ לרתך במספר שלבים לקבלת תפר חזק. במקרה זה, הריתוך מתבצע בכיוונים מנוגדים זה לזה.
לאחר השלמת הריתוך, יש לקרר את המבנה כדי למנוע עיוות של צינור הפרופיל.
את התפר המוגמר מנקים בעזרת כלים מיוחדים, למשל מטחנת זווית.

עיבוד תפר עם מקדחה
אתר הריתוך דורש הגנה איכותית מפני השפעות סביבתיות, שכן מתכת החשופה לטמפרטורות גבוהות מחלידה פי כמה מהר יותר.
אתה יכול ללמוד עוד על ריתוך קשת על ידי צפייה בסרטון.
יש לבצע כל עבודות ריתוך תוך הקפדה על אמצעי זהירות ושימוש באמצעים להגנה על הרתך. בחירת שיטת הריתוך תלויה בחומר שממנו עשויים צינורות הפרופיל וכן בציוד הזמין.

