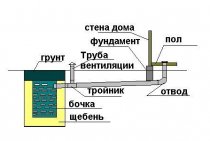
Vamzdžių sujungimas litavimo būdu
Apsvarstykite varinių vamzdžių sujungimą su jungiamosiomis detalėmis, o po to litavimą, kuris gali būti žemos ir aukštos temperatūros. Pirmuoju būdu litavimas atliekamas 300 ºC temperatūroje. Antrasis metodas naudojamas sistemoms su didelėmis apkrovomis pramoniniais tikslais.
Movos veikia kaip varinių vamzdžių jungtys, papildomai reikalingas alavo-švino lydmetalis ir srautas.
Vamzdžių litavimo technologija bus tokia:
- Pirmiausia nupjaunamas tam tikro dydžio vamzdis. Šis procesas turi būti atliekamas atsargiai, atsižvelgiant į esamų jungiamųjų detalių matmenis.
- Vamzdžių galai turi būti patikrinti, ar nėra defektų, tokių kaip drožlės, įtrūkimai ar įtrūkimai. Jei jie nebus pašalinti, baigus visus darbus kils problemų dėl jungties sandarumo.
- Įsitikinę, kad galai nuvalyti, galite pradėti jungti. Atsižvelgiant į tai, kad bus jungiami keli vamzdžiai, o jie gali būti skirtingų sekcijų, atitinkamai reikia parinkti ir jungiamąsias detales.
- Tada vamzdžio galas ir vidinės movos sienelės turi būti apdorotos srautu, kuris nuriebalins paviršius, kad būtų gauta aukščiausios kokybės jungtis.
- Dabar vamzdžio galas įsriegiamas į vario vamzdžio jungtį ir pašildomas. Jis turi būti parinktas taip, kad skerspjūvis būtų 1-1,5 cm didesnis už vamzdžio skerspjūvį Vamzdžiai šildomi dujiniu degikliu. Tarpas tarp vamzdžio ir movos užpildomas išlydytu lydmetaliu. Šiais laikais rinkoje galite rasti bet kokio tipo lydmetalio, atitinkančio jūsų poreikius, todėl išsirinkti neturėtų kilti problemų.
- Lydmetalis tolygiai paskirstomas per visą perimetrą, jungiamos dalys turi būti paliktos, kol visiškai sukietės.
Paskutiniame etape turite patikrinti varinių vamzdžių jungtis ir visą sistemą, įleidžiant į ją vandenį. Šiuo metu sistema bus ne tik patikrinta, bet ir išvalyta nuo srauto likučių, kurie laikui bėgant gali sukelti metalo koroziją.
Įvairių tipų furnitūros montavimas
Įvairių tipų jungiamųjų detalių montavimas atliekamas įvairiais būdais. Tačiau prieš pradedant jungties išdėstymą reikia atlikti šiuos darbus:
- nupjaukite norimo ilgio vamzdį, pagal parengtą projektą. Variniams vamzdžiams pjauti labiau patartina naudoti vamzdžių pjaustytuvą, kuris nedeformuoja kraštų;
- nuvalykite po pjovimo likusias atplaišas. Norėdami tai padaryti, galite naudoti šlifuoklį arba švitrinį popierių;
- jei reikia, pvz., montuojant jungiamąją detalę litavimo būdu, praplatinkite vamzdžio galą keliais milimetrais.
Kompresinių jungiamųjų detalių montavimas
Norėdami sumontuoti suspaudimo tipo jungiamąją detalę, jums reikės tinkamo dydžio veržliarakčio. Diegimas vyksta tokiu būdu:
- ant paruoštos vamzdžio dalies uždedama tvirtinimo veržlė ir užveržimo žiedas;
- vamzdis prijungtas prie pasirinktos jungiamosios detalės;
- jungtis pirmiausia tvirtinama ranka, o paskui veržliarakčiu.

Suspaudimo jungties montavimas
Sklandžiai priveržiant veržlę, užveržimo žiedas tvirtai priglunda prie vamzdžio, todėl galima pasiekti sandarų sujungimą.
Presuojamų jungiamųjų detalių montavimas
Norėdami sumontuoti presuojamą armatūrą, reikės paruošti specialias presavimo žnyples arba presavimo pistoletą (įrangą naudoja profesionalai. Žnyplių užtenka prijungti vamzdžius namuose).
Diegimo schema yra tokia:
- į jungiamąją detalę įkišamas vamzdis;
- pažymimas maksimalus įsiskverbimo lygis, kad nebūtų visiškai užblokuotas srautas vamzdyne;
- preso rankovė suspausta.

Suspaudimo jungties tvirtinimas prie vamzdžio
Daugiau informacijos apie presavimo jungiamųjų detalių montavimą rasite vaizdo įraše.
Srieginių jungiamųjų detalių montavimas
Srieginės jungiamosios detalės montuojamos pagal standartinę schemą:
- specialių įrankių pagalba ant vamzdžio nupjaunamas sriegis;

Vamzdžio sriegio paruošimas
- sriegis ant jungiamosios detalės arba vamzdžio užsandarinamas pasirinkta medžiaga;

Sriegio sandarinimo sriegis Tangit Unilok
- tvirtinimas prisukamas.
Kadangi variniai vamzdžiai yra gana minkšti, svarbu neperveržti srieginės jungties.
Litavimo jungiamųjų detalių montavimas
Litavimo būdu sumontuotų jungiamųjų detalių montavimas yra visiškai panašus į vamzdžių litavimo procesą:
- ant paruoštos vamzdžio dalies užtepamas fliusas (speciali medžiaga lydmetalio lydamumui padidinti);
- uždedamas pasirinktas jungiamasis elementas;
- dujinio degiklio ir litavimo pagalba užpildoma laisva vieta siūlėje.

Jungiamosios detalės montavimas litavimui
Atliekant darbus svarbu griežtai laikytis saugos priemonių. Litavimas atliekamas gerai vėdinamoje vietoje
Netoliese neturi būti degių mišinių ar daiktų.
Taigi jūs galite patys pasirinkti ir sumontuoti bet kokio tipo varinių vamzdynų jungiamąsias detales.
Presuojamų vamzdžių jungiamųjų detalių veislės

Srieginių jungiamųjų detalių rūšys
Atsižvelgiant į taikymo būdą, išskiriamos dvi tokių elementų grupės:
- Suspaudimas (vamzdžių suspaudimo jungiamosios detalės);
- Sulituota.
Pirmieji yra skirti nuimamiems dujotiekio sujungimams. Jie gali būti pagaminti tokia forma:
- keliai;
- marškinėliai;
- Movos;
- Kranas.
Šios grupės gaminiai pasižymi maža kaina, galimybe naudoti kelis kartus, montavimo paprastumu, kurį galima atlikti be jokių specialių įrankių.
Be to, pakartotinai naudojant presuojamas jungiamąsias detales, jų patikimumas mažėja.

Kompresinių jungiamųjų detalių tipai
Lituojamieji modeliai taip pat yra įvairių dizainų:
- Mažinantys trišakiai;
- 45 ir 90° pasukimai;
- kontūrai;
- Movos yra vieno ir dviejų vamzdžių;
- Kištukai;
- Arkos.
Jų tvirtinimas atliekamas kapiliariniu litavimu, naudojant koaksialinę persidengimo jungtį. Šiuo atveju į tvirtinimo tarpą įsiurbiamas išlydytas lydmetalis, kuris atvėsus daro jungtį sandarią.
Suspaudimo jungiamųjų detalių pranašumai yra jų maža kaina. Jie yra pigiausi iš visų esamų veislių ir yra pagaminti iš Cu DHP klasės vario. Jie gali būti naudojami suvirinant tiek aukštoje, tiek žemoje temperatūroje.
Žiūrime vaizdo įrašą, montavimo, gofravimo niuansus:
Tokių dalių montavimas gali žymiai sutrumpinti montavimo laiką, tačiau tuo pačiu užtikrina didelį jungčių tvirtumą ir patikimumą. Dėl ko variniai vamzdžiai ir jungiamosios detalės yra populiarūs nepaisant didelių kainų. Tik žemos temperatūros litavimui gaminamos specialios detalės su grioveliu išilgai vidinio perimetro. Į jį gamykloje įdedamas lydmetalis ir uždėjus tokį elementą ant vamzdžio, padengto srautu ir pakaitinus, jungtis bus lituojama.
Trys pagrindiniai ryšio būdai
Prieš sujungiant varinių vamzdžių gabalus, juos reikia nupjauti pagal elektros instaliacijos schemą ir paruošti. Jums reikės vamzdžių pjaustytuvo arba metalo pjūklo, vamzdžių lenkimo ir dildės. O galams valyti nepakenks ir smulkiagrūdis švitrinis popierius.
Tik turėdami būsimos vamzdynų sistemos schemą, galite apskaičiuoti reikiamą eksploatacinių medžiagų kiekį. Būtina iš anksto nuspręsti, kur ir kokio skersmens vamzdžiai bus montuojami. Taip pat būtina aiškiai suprasti, kiek tam reikia jungiamųjų elementų.
1 variantas: varinių vamzdžių suvirinimas
Automatiniam arba rankiniam varinių vamzdžių suvirinimui reikalingi elektrodai ir dujos, kad būtų sukurta apsauginė atmosfera (azotas, argonas arba helis). Jums taip pat reikės nuolatinės srovės suvirinimo aparato ir, kai kuriais atvejais, degiklio. Elektrodas gali būti grafitas, volframas, varis arba anglis.
Pagrindinis šios montavimo technologijos trūkumas yra reikšmingi gautos siūlės ir vamzdžio metalo charakteristikų skirtumai. Jie skiriasi chemine sudėtimi, vidine struktūra, elektros ir šilumos laidumu. Jei suvirinimas atliktas netinkamai, jungtis vėliau gali net išsisklaidyti.
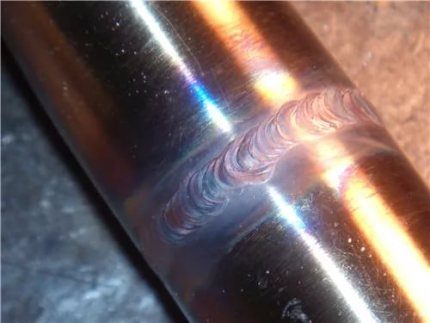
Dėl vario legiravimo, atsirandančio dėl elektrode esančio deoksidatoriaus veikimo, suvirinimo siūlė daugeliu atžvilgių labai skiriasi nuo suvirinamo netauriojo metalo.
Suvirinimo varinius vamzdžius teisingai prijungti gali tik kvalifikuotas meistras. Tam reikia tam tikrų žinių ir įgūdžių.
Ši montavimo galimybė turi daug technologinių niuansų. Jei planuojate viską padaryti patys, bet neturite patirties su suvirinimo aparatu, tada geriau naudoti kitą prijungimo būdą.
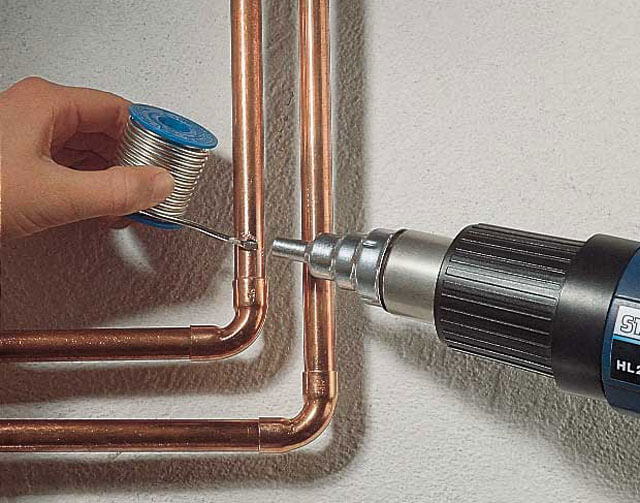
2 variantas: kapiliarinis litavimas
Buitinėmis sąlygomis variniai vamzdžiai retai sujungiami vandentiekio suvirinimu. Tai per daug sudėtinga, reikalaujanti specialių įgūdžių ir daug laiko. Lengviau naudoti kapiliarinio litavimo metodą naudojant dujų degiklį arba pūtiklį.
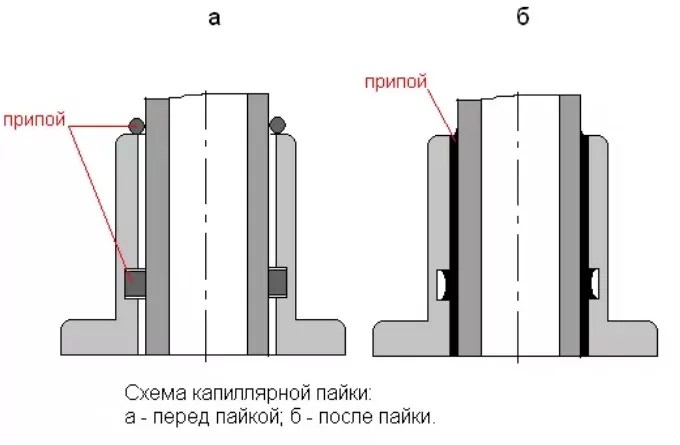
Varinių vamzdžių litavimo lydmetaliu technologija pagrįsta pastarojo kapiliariniu pakilimu (nutekėjimu) ištirpus išilgai tarpo tarp dviejų presuotų metalinių plokštumų.
Varinių vamzdžių litavimas vyksta:
- žemos temperatūros - naudojami minkšti lydmetaliai ir pūtiklis;
- Aukštos temperatūros – naudojami ugniai atsparūs lydiniai ir propano arba acetileno degiklis.
Šie varinių vamzdžių litavimo būdai neturi didelio galutinio rezultato skirtumo. Sujungimas abiem atvejais yra patikimas ir tempiamas. Siūlė naudojant aukštos temperatūros metodą yra šiek tiek tvirtesnė. Tačiau dėl aukštos dujų srauto temperatūros iš degiklio padidėja rizika perdegti per vamzdžio sienelės metalą.
Lydmetaliai naudojami alavo arba švino pagrindu, pridedant bismuto, seleno, vario ir sidabro. Tačiau jei vamzdžiai yra lituojami geriamojo vandens tiekimo sistemai, geriau atsisakyti švino versijos dėl jos toksiškumo.
Vaizdų galerija
Norint įgyvendinti žematemperatūrinį suvirinimą, nebūtina turėti specialios įrangos ir specialių atlikėjo įgūdžių. Galite tai padaryti patys
Kaip prijungti vario gaminius
- Nupjaukite, kaip ir ankstesnėje versijoje, norimą gaminio segmentą;
- Išorinės ir vidinės dalys nuvalomos nuo teršalų naudojant specialią variui skirtą riešą arba kempinę;
- Vamzdis įkišamas į kapiliarinę jungtį iki ribos, uždedamas fliusas, kurio perteklių galima pašalinti švaria šluoste;
- Jungtis šildoma dujiniu degikliu arba specialiu statybiniu plaukų džiovintuvu, uždedamas litavimas. Lydmetalis turi ištirpti ir tolygiai užpildyti montavimo tarpą;
- Laukiame natūralaus lydmetalio aušinimo. Fliuso likučiai pašalinami drėgna ir švaria šluoste.
Dabar jūs žinote, kaip sujungti varinius vamzdžius keliais būdais. Jei vario gaminių montavime jums kas nors atrodo neaišku, visada galite žiūrėti mokomąjį vaizdo įrašą. Iš esmės šis darbas yra gana paprastas ir jūs galite tai padaryti patys, nesinaudodami profesionalų paslaugomis.
Net nepaisant to, kad polimeriniai vamzdžiai naudojami vis dažniau, metalo gaminiai vis dar yra labai sėkmingi. Paprastai kaip metalas naudojamas varis, žalvaris ir plienas. Kalbant apie atsparumą korozijai ir aukštą temperatūrą, geriau išskiriamas varis. Tiesą sakant, apie varinių vamzdžių sujungimą ir bus aptarta šiame straipsnyje.
Net nepaisant to, kad variniai vamzdžiai išsiskiria didelėmis sąnaudomis, atsižvelgiant į visas medžiagos savybes, jų naudojimas yra gana pagrįstas.
Visų pirma, prieš jungiant varinius vamzdžius, verta nuspręsti, kaip juos sujungti, lituojant ar kitaip.
Mėgėjų radijo technologija
|
|
|||||
|
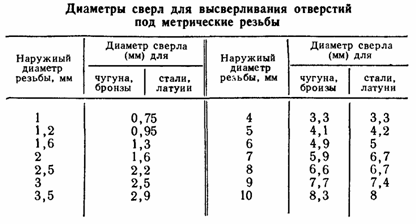
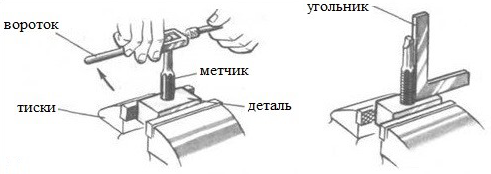
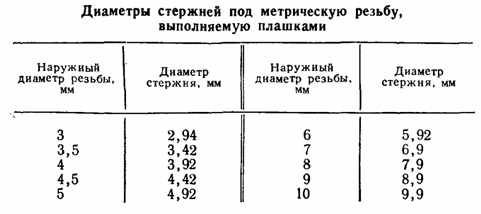
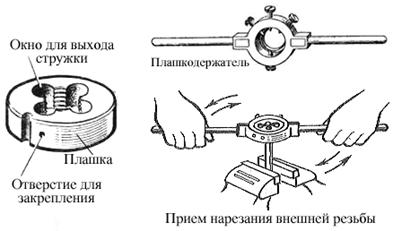
Vidinis sriegis nupjaunamas čiaupais.Pjaunant sriegius, kurių skersmuo iki 10 mm, rankiniu būdu naudojamas trijų čiaupų rinkinys: grubus, vidutinis ir apdailinis, kurie turi atitinkamai vieną, du ir tris rizikas cilindrinėje koto dalyje. Taip pat galima naudoti du čiaupus – atitinkamai grublėtą ir apdailinimą, su vienu ir dviem rizika ant čiaupo. Labai svarbu teisingai pasirinkti skylės skersmenį. Jei skersmuo yra didesnis nei turėtų būti, vidinis sriegis nebus pilno profilio ir bus silpnas ryšys. Esant mažesniam angos skersmeniui, čiaupo įėjimas į ją yra sudėtingas, todėl nutrūksta pirmieji sriegio sriegiai arba čiaupas užstringa ir nutrūksta. Metrinio sriegio skylės skersmenį galima apytiksliai nustatyti sriegio dydį padauginus iš 0,8 (pavyzdžiui, M2 sriegiams grąžto skersmuo turi būti 1,6 mm, MZ - 2,4-2,5 mm ir tt (žr. Žemiau esančioje lentelėje nurodytas grąžto skersmuo atitinka standartinį sriegio žingsnį. Pirma, siūlas nupjaunamas pirmuoju bakstelėjimu, tada – antruoju. Norint nulaužti drožles, po kiekvieno apsisukimo kranas pasukamas pagal laikrodžio rodyklę pusę apsisukimo priešinga kryptimi. Norėdami atvėsinti čiaupą ir sumažinti pastangas pjaunant sriegius, naudojami tepalai: aliuminiui - žibalas, variui - terpentinas, plienui - emulsija arba mašinų alyva. Bronza ir ketus pjaunami be tepimo. Pjaunant aklą skylę, jos gylis turi būti 3-4 mm didesnis nei reikiamo sriegio ilgis. Tokiu atveju būtina periodiškai atsukti čiaupą, kad iš skylės būtų pašalintos drožlės. Išoriniai varžtų, varžtų ir smeigių sriegiai pjaunami rankomis, naudojant štampus. Išorinio metrinio sriegio strypų skersmuo turi būti parinktas pagal lentelę. Srieginio strypo paviršius turi būti švarus; Neįmanoma nupjauti siūlų ant strypų, padengtų apnašomis ar rūdimis, nes tokiu atveju štampai greitai susidėvi. Prieš sriegimą strypas įspaudžiamas į spaustuką taip, kad jo galas išsikištų virš spaustukų žandikaulių lygio šiek tiek daugiau nei pjaunamos dalies ilgis, o pačiame strypo gale pašalinamas nusklembimas. Sriegimo pradžioje būtina užtikrinti, kad štampas neįsisuka į strypą be iškraipymų. Kai štampas pasviręs, sriegio profilis iškreipiamas ir gali lūžti štampai. Atvėsinkite štampus taip pat, kaip ir čiaupą.
|
|||||
|
|||||
|
|||||
Varinių vamzdžių privalumai ir jų trūkumai
Šiuo metu neįmanoma tiksliai pasakyti, kodėl variniai vandentiekio vamzdžiai NVS šalyse naudojami retai. Viena iš tikėtinų priežasčių – brangi tokių gaminių kaina, nors įvertinus remonto išlaidas viename konkrečiame bute skirtumas nėra toks didelis.
Kitas veiksnys yra didžiulė alternatyvų statybinių medžiagų rinkoje įvairovė, kurios gali būti vertas oksidacijos ir sunkiai montuojamų plieninių vamzdžių pakaitalų. Tačiau labiausiai tikėtina priežastis vis dar yra seniai nusistovėję įpročiai, kurie perduodami iš kartos į kartą.

Apsvarstykite pagrindinius varinių vamzdžių pranašumus:
- jie praktiškai nėra veikiami oksidacijos ir korozijos;
- vamzdžių eksploatavimo temperatūros slenkstis yra nuo -110 ℃ iki 250 ℃;
- medžiagos savybės leidžia išvengti bet kokių nuosėdų susidarymo ant vidinių vamzdžių sienelių;
- Vandentiekiui skirtų varinių vamzdžių tarnavimo laikas yra gana ilgas, o jų įrengimo ir priežiūros kaina itin maža.

Tačiau neįmanoma nepastebėti kai kurių santechnikos varinių vamzdžių trūkumų:
- Su kai kuriais metalais, ypač aliuminiu ir plienu, varis sudaro galvaninę porą. Todėl, jei sriegio ir varinio vamzdžio sąlyčio taške teka net labai silpna srovė, gali kilti rimtų komplikacijų.
- Varis yra puikus laidininkas, kuris kai kuriose situacijose gali išprovokuoti elektros smūgį. Taip gali nutikti net ne dėl jūsų kaltės – pavyzdžiui, jei dėl skalbimo mašinos gedimo kaimynams sugenda fazė ir vandens tiekimo įžeminimas.
- Santechnikos varinių vamzdžių ir jungiamųjų detalių montavimas yra gana sunkus. Nors suspaudimo jungiamųjų detalių montavimo principas nesiskirs nuo, tarkime, darbo su metalo-plastikiniais vamzdžiais, tačiau teks įdėti kur kas daugiau pastangų (skaitykite: „Kaip tinkamai sumontuoti varinius vamzdžius – specialistų patarimai“). Jei vamzdžiai sujungiami litavimo būdu, reikės eksploatacinių medžiagų (litmetalio, srauto), specialaus įrankio (pūtiklio), taip pat įgūdžių.
Varinių vamzdžių jungčių elementai
Varinės jungiamosios detalės, naudojamos variniams vamzdžiams sujungti, šiuolaikinėje rinkoje pristatomos įvairiausių dydžių ir dizaino. Labiausiai žinomi tokių jungiamųjų elementų tipai:
- Varinių vamzdžių srieginės jungiamosios detalės;
- savaime užsifiksuojantys jungiamieji elementai;
- suspaudimo arba užspaudimo tipo jungiamosios detalės;
- vadinamosios presinės jungiamosios detalės;
- kapiliarinio tipo jungiamosios detalės.
Iš visų išvardintų jungiamųjų elementų tipų mūsų laikais rečiausiai naudojamos presuojamos jungiamosios detalės variniams vamzdžiams, tai paaiškinama šiomis priežastimis: jų montavimui reikia naudoti sudėtingą ir brangią įrangą: specialius presus. Presuojamų jungiamųjų detalių konstrukcija iš pradžių buvo sukurta siekiant su jų pagalba sujungti plastikinius ir metalo-plastikinius vamzdžius, todėl ne visada patartina jas naudoti vario gaminiams montuoti.

Spausdinimo tvirtinimo replės
Kad vamzdynas, kurio išdėstyme naudojamos varinės dalys, tarnautų kuo ilgiau ir būtų itin patikimas, jį montuojant patartina naudoti vienalyčių medžiagų elementus. Varinių vamzdžių sujungimas su jungiamosiomis detalėmis, pagamintomis iš kitų žaliavų, turėtų būti atliekamas tik retais atvejais.
Jei montuojant vamzdynus neįmanoma išvengti jungiamųjų detalių, pagamintų iš skirtingų medžiagų, toks procesas turi būti atliktas laikantis šių paprastų taisyklių:
- variniai komunikacijų vamzdžiai, kurių kūrimui naudojami elementai iš skirtingų medžiagų, visada montuojami po juodųjų metalų gaminių: skysčio kryptimi;
- varinės vamzdynų dalys negali būti jungiamos prie cinkuotų jungiamųjų detalių ir, nesilaikant šio reikalavimo, tokiose sistemose vyks elektrocheminės reakcijos, kurios žymiai pagreitins plieninių detalių korozijos procesą;
- varinius vamzdžių konstrukcijų elementus galima jungti prie detalių iš rūgščiai atsparių plienų, tačiau esant galimybei tokias dalis geriau pakeisti jungiamosiomis detalėmis iš polivinilchlorido.
Jei jungtis nesandarus
Deja, klaidų straipsniuose pasitaiko periodiškai, jos taisomos, straipsniai papildomi, tobulinami, ruošiami nauji.
Kaip pasiskirstyti pareigas žygyje...
Pėsčiųjų žygio organizavimo, dalyvių atrankos patarimai, optimalus…
Sriubos ruošimas - gravilate tyrė. Sudėtis, sudėtis. Dietinis…
Kaip virti sriubą - gravilate tyrę. Asmeninė patirtis. Patarimas. Išsamios instrukcijos…
Apvalkalas su sienų ir lubų lentomis....
Kaip apklijuoti lentą, kad atrodytumėte gražiai ir profesionaliai. Praktinė patirtis…
„Auchan“ yra parduotuvių ir prekybos centrų tinklas. Pirkėjų atsiliepimai, iš anksto…
Pakalbėkime apie Asaną. Ką man patinka jame pirkti, ką man labiau patinka pirkti ...
Varinių vamzdžių sujungimas atliekamas trimis būdais: ant kompresinių jungiamųjų detalių, kapiliarinio litavimo būdu ir naudojant presuojamas jungtis. Kiekvienas iš šių metodų turi savo privalumų ir trūkumų. Viskas priklauso nuo sąlygų, kuriomis planuojama eksploatuoti vandentiekio sistemą.
Varinių vamzdžių valcavimo procesas
Įrengiant šildymo ir vandentiekio sistemas, kurių dalys yra varinės, dažnai atliekamos tokios technologinės operacijos kaip varinių vamzdžių išplėtimas ar išmontavimas. Šios operacijos, kuriai atlikti gali būti naudojami įvairūs įrankiai, pagalba keičiami jungiamų vamzdžių galų geometriniai parametrai, nekeičiant gaminio eksploatacinių savybių.
Plokštieji variniai vamzdžiai
Paprasčiausias įrankis, kuriuo galima atlikti šią operaciją, yra strypas kūginiu antgaliu, kuris įkišamas į varinio vamzdžio galą ir sukamas jame, kol įgauna norimą geometrinę formą. Šis prietaisas, nors ir gana paprastas naudoti, neleidžia kokybiškai išpūsti, užtikrinant vienodą spaudimą sienoms.
Veiksmingesnis išplėtimo įrenginys yra įrenginys, susidedantis iš spaustuko, kuris spaudžia darbinį kūgį, taip pat stovo su keliomis skylutėmis arba viena universalia, į kurią įkišti įvairaus skersmens variniai vamzdžiai. Įrengdami šildymo ar vandentiekio sistemas, susidedančias iš varinių elementų, namų meistrai dažniausiai naudoja būtent tokius įrenginius.
Specialistai, kurie profesionaliai užsiima ryšių sistemų, susidedančių iš varinių elementų, montavimu, naudoja išplečiamus įtaisus, kurių konstrukcija turi ekscentriką ir apsauginį reketą. Vamzdžių galai, ant kurių pirmiausia uždedamos veržlės, tolygiai išvyniojami ant tokio įtaiso išilgai jų vidinio paviršiaus, kuriam naudojamas ekscentrikas.

Varinių vamzdžių platinimo rinkinys
Tokiame įrenginyje būtinas reketas, ribojantis vamzdžio galo veikiančią jėgą, kad sienos nesprogtų nuo per didelio slėgio. Didelis tokio profesionalaus tvirtinimo privalumas yra tas, kad jį naudojant vidiniame paviršiuje nesusidaro smulkūs grioveliai ir įlenkimai. Būtent šie grioveliai ir įdubimai, atsirandantys naudojant primityvesnius įrenginius, yra labiausiai tikėtini nuotėkio šaltiniai, kurie galiausiai žymiai sumažina dujotiekio tarnavimo laiką.
Varinių vamzdžių naudojimo niuansai
Pirmiausia apsvarstykite teigiamas vario, kaip metalo, savybes. Tikrai jau girdėjote apie varinių vamzdžių pranašumus, palyginti su įprastomis plieno arba metalo-plastiko jungtimis.
Varis yra taurusis metalas. Su ja labai malonu dirbti. Kad suprastumėte, kodėl būtent varį specialistai rekomenduoja naudoti montuojant vamzdynus, reikėtų atidžiau pažvelgti į unikalias varinių vamzdžių galimybes.
O pamatyti čia tikrai yra ką. Variniai vamzdžiai:

- pasižymi antibakterinėmis savybėmis; nereaguoja į temperatūros pokyčius, taip pat gali atlaikyti itin aukštą veikimo diapazoną; lengvas montavimas; santykinai mažas svoris; geras tvirtumas; malonios išvaizdos; neperdedant, daugiau nei šimtus metų) .
Ir tai dar ne visos esamos naudos. Nepamirškime apie vario paviršiaus lygumą ir kuo tankesnis metalinis paviršius vamzdyne, tuo mažesnė tikimybė, kad ant vidinių vamzdžių sienelių kažkas gali nusėsti.
Vienintelis varinių vamzdžių trūkumas yra jų kaina. Būtent kaina atbaido daugumą pirkėjų. Kas, beje, visai logiška.
Ir ne visada variniai vamzdžiai tikrai reikalingi. Juos galima sėkmingai pakeisti naudojant plieninius vamzdžius arba metalo-plastikinius vamzdžius, tačiau rezultatas nebus toks įspūdingas ir patvarus.

Suspaudžiama sulankstoma vario vamzdžio jungtis
Tie, kurie nusprendžia naudoti varį vandens tiekimo sistemoms namuose įrengti, turėtų atkreipti dėmesį į tai, kad varinių vamzdžių sujungimas turi keletą savybių.
Svarbu atsižvelgti į tam tikrą vario įnoringumą. Apdorojant varinius vamzdžius griežtai nerekomenduojama naudoti jungiamųjų detalių, pagamintų iš plieno ar kitų metalo gaminių.
Apdorojant varinius vamzdžius griežtai nerekomenduojama naudoti jungiamųjų detalių, pagamintų iš plieno ar kitų metalo gaminių.
Svarbu atsižvelgti į tam tikrą vario įnoringumą. Apdorojant varinius vamzdžius griežtai nerekomenduojama naudoti jungiamųjų detalių, pagamintų iš plieno ar kitų metalo gaminių.

Tik varis gerai sąveikauja su variu, tinka ir žalvaris ar bronza. Iš minėtų metalų surinktas junginys jums tarnaus mažiausiai dešimtmečius.
Variniai vamzdžiai surenkami įvairiais būdais. Tačiau, pasak gana įspūdingo skaičiaus ekspertų, būtent suspaudimo jungiamosios detalės užtikrina stipriausią ryšį ir mažiausiai vargo eksploatacijos metu.
Suspaudimo jungiamųjų detalių montavimas yra gana nereikšmingas, o jie patys buvo apskaičiuoti specialiai, kad supaprastintų darbo eigą
Tačiau jis turi keletą niuansų, į kuriuos turėtumėte atkreipti dėmesį. Daugeliu atvejų kalbame apie subtilius darbo eigos aspektus, taip pat apie programos ypatybes.