Kaip lankstyti armatūrą, lakštą ir kt. be specialaus įrankio
Jei jau pradėjote kapitalinį remontą savo rankomis, neatsižvelgiant į tai, kur jis atliekamas: namuose ar bute, tuomet turite būti pasirengę daugeliui bandymų.
Visų pirma gali iškilti nemažai problemų, kurias labai sunku išspręsti neturint tinkamos patirties ir specialios įrangos. Pavyzdžiui, ne visi moka sulenkti metalo lakštą, armatūrą, profilį, kampą ir pan. tuo pačiu pasiekus gerų rezultatų. Šiame straipsnyje mes stengsimės atsakyti į „nelanksčius“ klausimus, išsiversti su minimaliu priemonių kiekiu.
Kaip sulenkti metalo lakštą, cinkuoti, profiliuoti
Labai dažnai montuojant metalines konstrukcijas reikia ne tik pjauti plieno lakštus, bet ir suteikti jiems lenktą formą.
Tai galite padaryti namuose, neišleisdami pinigų trečiųjų šalių paslaugoms. Pavyzdžiui, kaip sulenkti metalo lakštą? Norėdami tai padaryti, mums reikia medinio arba guminio plaktuko, žnyplių, stalo.
Jei tikimasi 90 laipsnių kreivumo, šio įrankių rinkinio turėtų pakakti. Paklodė tiesiog kabo nuo stalo krašto, po to norimas kreivumas pasiekiamas tolygiai bakstelėjus lenkimo srityje.
Kaip sulenkti vamzdį be išankstinio pašildymo
Profilinį vamzdį galima lenkti patiems, jo nekaitinant, tiek su užpildu, tiek be jo. Nereikia užpilti smėlio ar kanifolijos vamzdžių, kurių profilio aukštis ne didesnis kaip 10 mm.
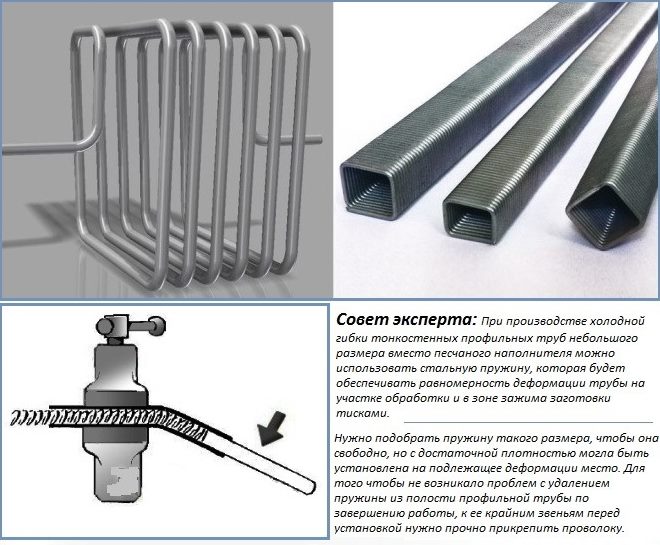
Yra ir kita technika, kai vietoj užpildo naudojama spyruoklė su tankia ritinių ritė, kuri įkišama į profesionalaus vamzdžio vidinę ertmę ir apsaugo gaminio sieneles nuo deformacijos, taip pat nuo pernelyg didelių jų storio pokyčių. lenkimo proceso metu.

Elementarios vamzdžių lenkimo mašinos konstrukcija yra paprasta ir prieinama savarankiškai gaminti.
Tiems, kuriems reikia sulenkti profilio vamzdžius savo rankomis, prieš tai jų nekaitinant, galite naudoti mokomąjį vaizdo įrašą ir šias paprastas rekomendacijas.
- Profilinių vamzdžių reikiamą lenkimą galima išgauti naudojant paprasčiausius įtaisus - veržlę, įtvarus, lenkimo plokštes.
- Apvalaus profilio gaminiams galite naudoti rankinį vamzdžių lenktuvą. Šiame įrenginyje būtina perdaryti darbinius volelius, kurių įdubos forma turi atitikti vamzdžio profilį.
- Vamzdžius efektyviausiai ir tiksliausiai sulenksite naudodami ritininio formavimo mašiną, kurią galite įsigyti arba pasigaminti patys.
Koks yra profilio lenkimo sudėtingumas
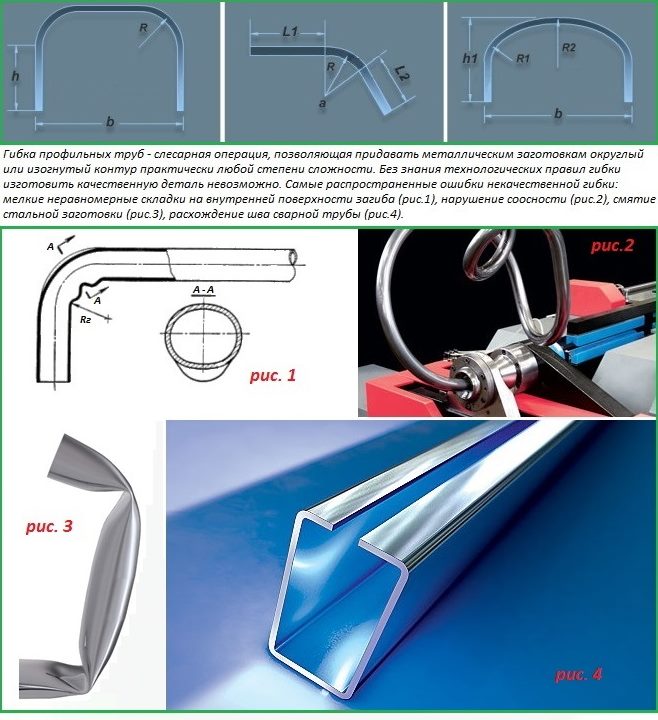
Valcuoto metalo lenkimo esmė, neatsižvelgiant į jo profilio formą, yra ta, kad profiliniams vamzdžiams suteikiamas dalinis arba visiškas lenkimas. Tokia technologinė operacija atliekama dviem būdais: lenktą vamzdį veikiant tik slėgiu arba papildomai kaitinant vamzdžio atkarpą, kurios srityje atliekamas lenkimas. Lenkimo metu metalinį vamzdį vienu metu veikia dvi jėgos:
- suspaudimo jėga (iš lenkimo vidinės pusės);
- tempimo jėga (nuo išorinės išlenktos dalies).
Būtent tokių daugiakrypčių jėgų poveikis sukelia sunkumų, būdingų bet kokio profilio vamzdžių lenkimo procesui.
- Vamzdžio medžiagos segmentai, kurie lenkimo proceso metu keičia formą, gali prarasti savo vietos koaksialumą, todėl atskiros vamzdžio dalys bus skirtingose plokštumose;
- Vamzdžio sienelė, esanti išorinėje vingio pusėje ir veikiama įtempimo, gali neatlaikyti apkrovos ir sprogti.
- Suspaudžiama vamzdžio vidinė sienelė gali pasidengti raukšlėmis, primenančiomis bangas.
Profilinių vamzdžių techninės charakteristikos
Kad taip nenutiktų, reikia atsižvelgti ne tik į vamzdžio medžiagos ypatybes, bet ir į geometrinius parametrus – pjūvio matmenis, sienelės storį, spindulį iki kurio reikia lenkti. Žinios apie tai, kas išdėstyta, leis pasirinkti tinkamą technologiją ir teisingai sulenkti gofruotą vamzdį jo nesutraiškant ir negaunant gofruoto paviršiaus.
Pramoniniai šalto lenkimo metodai

Priklausomai nuo elemento skersmens ir darbo apimties, gali būti naudojami rankiniai įrankiai (vamzdžių lankstikliai) arba prietaisai su elektromechanine pavara.
Pagrindiniai pramoninio šalto lenkimo metodai yra šie:
- Apvijos būdas. Ši technika leidžia skirtingose plokštumose sulenkti vamzdį, kurio skerspjūvis yra 1,0–4,26 cm. Sekcijos formai išlaikyti naudojami kompozitiniai arba strypų įtvarai – kalibravimo kamščiai.
- Su posūkiu. Šis metodas tinka lenkti vamzdinius elementus, kurių skersmuo ne didesnis kaip 15 cm. Šiuo atveju sienos storis turėtų būti įspūdingas. Metodo esmė: riedantis volas juda aplink tam tikro dydžio statinį lenkimo volą. Jis paspaudžia vamzdį ir jį sulenkia.
- Volelis. Šis metodas leidžia sulenkti ruošinį spirale arba žiedu. Ant ritinėlių elementas yra judinamas ritinėliais ir įgauna pagal ritinėlių padėtį nurodytą kreivumą.
- Piešimas. Metodas tinka plonasienių besiūlių gaminių lenkimui. Lenkimui iš didesnio skersmens vamzdinio elemento gaminamas šablonas. Tada šablonas įsriegiamas į štampą ir tvirtinamas spaustuku. Dėl šablono sukimosi ruošinys ištraukiamas per štampą ir sulenkiamas.
- Ištempiant. Ši technika sumažina metalo deformacijų riziką. Norėdami tai padaryti, ruošinys pritvirtinamas prie kraštų, ištempiamas ir tuo pačiu metu sulenkiamas naudojant lenkimo šabloną.
- Ant atramų. Paprastai naudojamos dvi atramos, ant kurių dedamas ruošinys. Kai atramos yra sulenktos, jos sukasi aplink savo ašį. Šablonas yra prijungtas prie kėliklio strypo taip, kad jėga būtų taikoma ruošinio centre. Metodas tinka lenkti vamzdinius gaminius, kurių skersmuo ne didesnis kaip 35,1 cm.Įranga leidžia lenkti tiesiai statybvietėje.
- Su hidrostatiniu slėgiu viduje. Norėdami tai padaryti, į vamzdinį elementą įpurškiamas skystis. Galuose sumontuoti kištukai. Dėl susidariusių įtempių metalas pasiekia beveik plastišką būseną. Tada į lenkimo vietą atnešamas šablonas ir sulenkiamas ruošinys.
- Su stūmimu. Metodas tinka trijų colių skersmens elementų lenkimui. Ruošinys stumiamas per fiksuotą ir judantį štampą. Dėl matricų poslinkio viena kitos atžvilgiu galima reguliuoti lenkimo kreivumą. Naudojant šią techniką, vieną ruošinį galima kelis kartus sulenkti skirtingose plokštumose.
Kalbant apie įtvarų naudojimą, paprasčiausias vamzdžių, kurių skerspjūvis ne didesnis kaip 3,2 cm, kištukas gali būti plieninis kabelis. Vienas šio laido galas pritvirtintas prie rankenos. Kitas galas yra prijungtas prie laido, kad būtų galima traukti į spindį. Šiuo atveju kalibravimo kaiščio skersmuo turėtų būti šiek tiek mažesnis už vamzdinio gaminio skerspjūvį - apie 0,1-0,5 mm.
Naudojant kalibravimo kaiščius, ant ruošinio vidinio paviršiaus gali atsirasti nepageidaujamų įbrėžimų ir įbrėžimų. Dažniausiai taip nutinka lenkiant nerūdijančio plieno gaminius. Norėdami apsisaugoti nuo tokių nepageidaujamų pasekmių, turite pasirinkti tinkamą kamštienos medžiagą, taip pat naudoti tepalą ir kruopščiai nuvalyti paviršių.
Vamzdžių lenkimo ypatybės

Visus ruošinių lenkimo būdus galima suskirstyti į rankinius ir mechaninius, taip pat karštus ir šaltus.Kartais lenkimo procesą lydi nepageidautinos pasekmės vamzdiniam gaminiui, kurios turi didelę įtaką tolesniam elemento veikimui. Šių pasekmių pasireiškimo laipsnis priklauso nuo medžiagos, iš kurios pagamintas vamzdis, jo skersmens, lenkimo spindulio, taip pat nuo metodo, kuriuo buvo atlikta lenkimo procedūra.
Neigiamos lenkimo pasekmės apima šiuos dalykus:
- Sumažinti ruošinio sienelės storį, esantį palei išorinį lenkimo spindulį.
- Raukšlių ir raukšlių susidarymas ant sienos, esančios išilgai vidinio lenkimo spindulio.
- Sekcijos konfigūracijos keitimas (sumažinus spindžio dydį ir jo formą – ovalizacija).
- Lenkimo spindulio pokytis dėl medžiagos spyruoklinio poveikio.
Dažniausias lenkimo trūkumas yra sekcijos konfigūracijos ir sienelės storio pasikeitimas. Dėl metalo įtempimų išorinė sienelė lenkimo vietoje plonėja, o vidinė priešingai – storėja. Dėl to pastebimas vamzdinio elemento susilpnėjimas. Šis reiškinys yra pavojingas plyšus išorinei vamzdžio sienelei, nes būtent ją veikia didesnis transportuojamos terpės slėgis.
Ovalizacija taip pat žymiai susilpnina ruošinį. Šis reiškinys ypač pavojingas lenkiant vamzdyną, skirtą medžiagai transportuoti pulsuojančios apkrovos sąlygomis. Jei tokie elementai naudojami kaip statybinės konstrukcijos, ovalizacija turės įtakos elemento išvaizdai. Štai kodėl lenkimo procese jie stengiasi kuo labiau sumažinti tokius reiškinius.
Jei dėl medžiagos sustorėjimo ant vidinės sienos susidaro raukšlės, jos ne tik sumažins skerspjūvį, bet ir sukurs pasipriešinimą judančiam srautui. Tai savo ruožtu padidina korozijos tikimybę. Be to, sumažės konstrukcinio vamzdinio elemento laikomoji galia.
Vamzdžių lenkimo įrankiai
Klausimas, kaip sulenkti vamzdį be vamzdžio lenkiklio, nesukels sunkumų, jei šiai operacijai atliksite paprasčiausius įrenginius. Vamzdžių šaltą lenkimą galite atlikti naudodami šiuos įrenginius.
- Tais atvejais, kai reikia sulenkti minkštą (aliuminio) arba plieninį vamzdį, kurio profilio aukštis ne didesnis kaip 10 mm, naudojama horizontali plokštė su skylutėmis, į kurias įstatomi stabdžiai - metaliniai kaiščiai. Šių kaiščių pagalba gaminiai išlenkiami pagal reikiamus parametrus. Šis metodas turi du rimtus trūkumus: mažas lenkimo tikslumas, taip pat tai, kad jį naudojant reikia įdėti daug fizinių pastangų.
- Gaminius, kurių profilio aukštis yra 25 mm, geriausia sulenkti naudojant ritininius tvirtinimo elementus. Vamzdis yra patikimai pritvirtintas spaustuve, o ta jo dalis, kurią reikia sulenkti, prispaudžiama specialiu voleliu. Šis prietaisas leidžia geriau lenkti, tačiau reikalauja ir fizinių pastangų.

Variantas, kaip sakoma, paskubomis. Ilga šio itin paprasto įrenginio svirtis leidžia susidoroti su gana storais vamzdžiais.
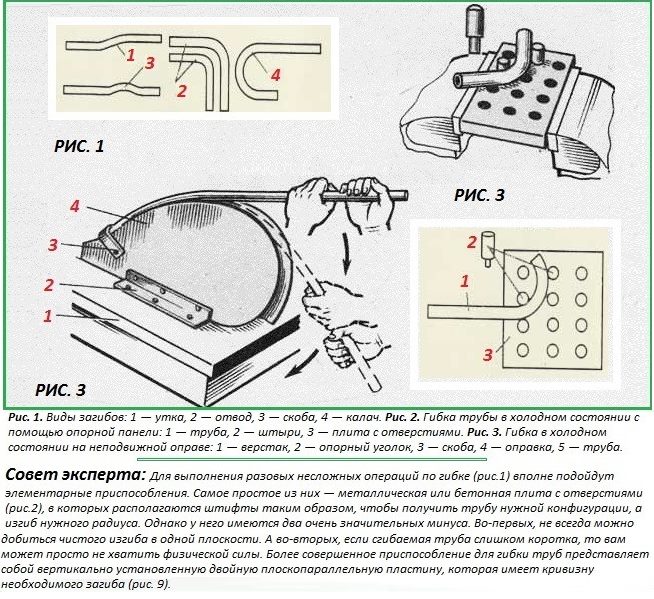
Elementarūs prietaisai padės atlikti vienkartinį vamzdžio lenkimą
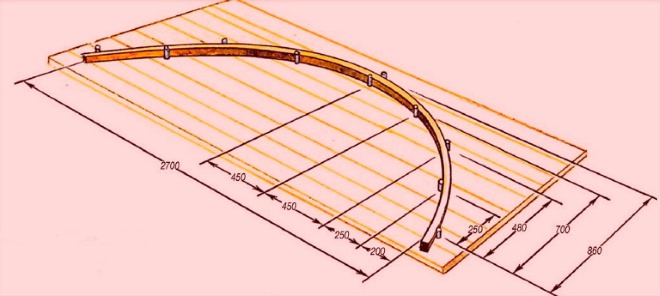
Norint suformuoti didelio kreivio spindulio lenkimą ant plieninių arba aliuminio gofruotų vamzdžių, naudojami fiksuoti suapvalinti šablonai, ant kurių pritvirtinami specialūs spaustukai gaminiui pritvirtinti. Tokiame įrenginyje vamzdis taip pat lenkiamas rankiniu būdu, jėga įdedant jį į šablono griovelį, kurio forma tiksliai atitinka reikiamą lenkimo spindulį.

Fanera ir metaliniai kabės yra viskas, ko jums reikia norint pagaminti lenkimo šabloną
lenkimo plokštė
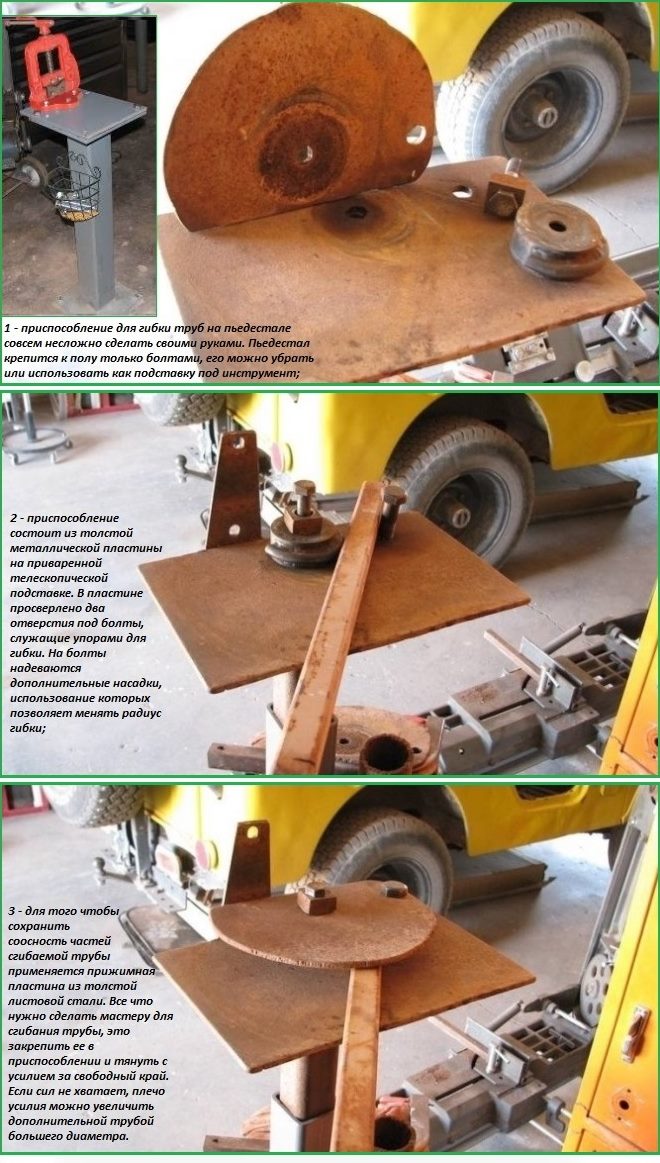
Norėdami efektyviai sulenkti plieninius arba aliuminio vamzdžius namuose, galite pagaminti atnaujintą lenkimo plokštę, vadovaudamiesi šiomis gairėmis.
- Tokios plokštės vaidmenį atlieka plokštė, išpjauta iš didelio storio lakštinio metalo.
- Tokiu būdu pagaminta plokštė yra privirinama prie stovo, kuris sumontuotas ant specialaus pjedestalo.
- Skydelyje išgręžiamos dvi skylės, reikalingos montuoti varžtus, kurie tarnauja kaip profilinio vamzdžio atramos.
- Ant vieno iš stabdymo varžtų sumontuotas specialus antgalis, kurio pagalba reguliuojamas lenkimo spindulys.
- Siekiant užtikrinti vamzdžių sekcijų, esančių šalia lenkimo, išlyginimą, virš ruošinio uždedama metalinė plokštė, pritvirtinta varžtais.
Profilinių vamzdžių lenkimo stovo schema
Paprasto naminio lenkimo įtaiso gamybos principas
Įtvaro lenkimas
Profilinių vamzdžių gaminiams lenkti namuose, kurių sienelių aukštis neviršija 25 mm, galima pagaminti specialų įtvarą. Šiems tikslams geriau naudoti bendrą darbastalį, kurio paviršiuje bus pakankamai vietos tokiam įrenginiui. Norint pasirinkti optimalią elemento, fiksuojančio lenkimo vamzdį, vietą, viename darbastalio gale dažnai padaromos skylės. Specialus šablonas yra atsakingas už reikiamo gofruoto vamzdžio lenkimo spindulį, kuris gali būti pagamintas iš storos faneros arba metalinio kampo, jei ketinate jį naudoti dažnai.

Profilinio vamzdžio lenkimas įtvaru
Profilio lenkimo taikymas
Žinoma, jei turite daug darbo lenkdami profilinius vamzdžius, geriau tam pasigaminti specialią mašiną, kurios brėžinius nesunku rasti internete. Mes nenagrinėsime šios problemos, nes ji išsamiau aptariama toliau pateiktose nuorodose esančiuose straipsniuose.

Vienas iš daugelio naminio profilio lenkimo variantų
Jūs negalite išsiversti be tokios mašinos, net jei jums reikia sulenkti vamzdžius su didele profilio dalimi. Tokios, plačiu universalumu pasižyminčios mašinos pagrindiniai darbiniai korpusai yra trys ritinėliai, iš kurių du fiksuojami nejudėdami, o keičiant trečiojo padėtį, reguliuojamas gaminio lenkimo spindulys. Kaip tokio įrenginio pavara naudojama grandinės pavara ir rankena, kurią suka operatorius.
Ovali apsauga

Pagrindiniai šalto cinkuoto vamzdžio lenkimo būdai numato priemones, leidžiančias sulenkti ruošinį, kiek įmanoma išsaugant jo skerspjūvio formą. Paprastai tai daroma vienu iš dviejų būdų:
- Priemonių naudojimas ruožo formai išsaugoti iš vidaus (vidinio ribotuvo naudojimas).
- Naudojant išorinį stabdiklį, kad būtų išvengta šoninių sienelių išsiplėtimo.
Standžios medžiagos kaip užpildas geriau išlaiko formą, todėl naudojamos dažniau. Tačiau dėl elastingų užpildų naudojimo išorinis lenkimo paviršius yra mažesnis.
Profilio apskaitos poreikis
Profilinių vamzdžių valcavimo kategorijai priklauso gaminiai, kurie turi skirtingą skerspjūvio formą - apvalūs, kvadratiniai, ovalūs arba plokščiai ovalūs. Nepaisant šios įvairovės, šiltnamio ar stogo statybai dažniausiai naudojami stačiakampiai arba dažniausiai naudojami. Taip yra dėl to, kad ant plokščių sienų išorinę dangą montuoti daug lengviau.
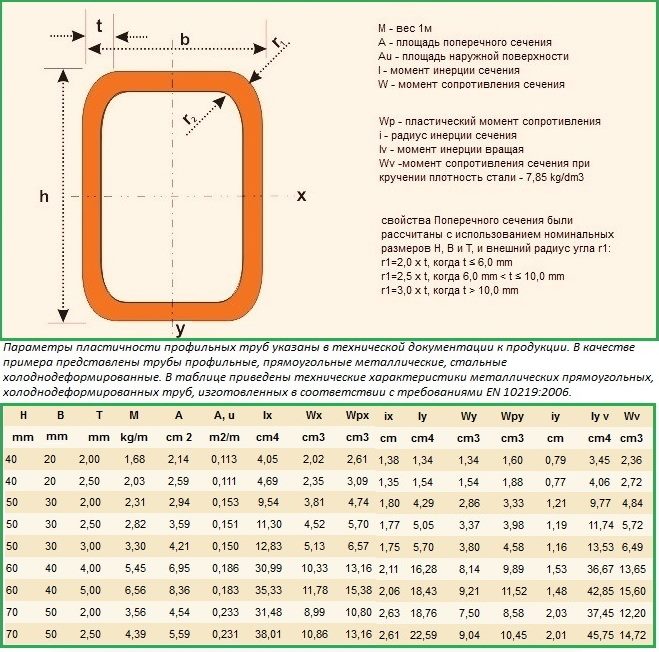
Šiuolaikinių profilinių vamzdžių asortimentas yra labai įvairus. Jų geometriniai parametrai, iš kurių pagrindiniai yra skerspjūvio plotas ir sienelės storis, lemia gaminio plastikines galimybes. Pastarasis tokį indikatorių apibūdina kaip minimalų leistiną kreivio spindulį. Būtent šis parametras leidžia nustatyti iki kokio mažiausio spindulio vamzdis gali būti sulenktas, kad jis nebūtų pažeistas.
Venkite įprastų klaidų, dėl kurių gali būti pažeisti ruošiniai
Norint nustatyti tokį vamzdžio su stačiakampiu profiliu parametrą kaip minimalų lenkimo spindulį, pakanka žinoti jo profilio aukštį. Jei ketinate sulenkti profilinį vamzdį, kurio skerspjūvis yra stačiakampis arba kvadratas, reikia laikytis šių rekomendacijų.
- Vamzdžiai, kurių profilio aukštis neviršija 20 mm, gali būti lenkiami atkarpomis, kurių ilgis viršija 2,5xh vertę (h yra profilio aukštis).
- Gaminius, kurių profilio aukštis viršija 20 mm, galima sėkmingai sulenkti atkarpomis, kurių ilgis atitinka 3,5xh ar daugiau.
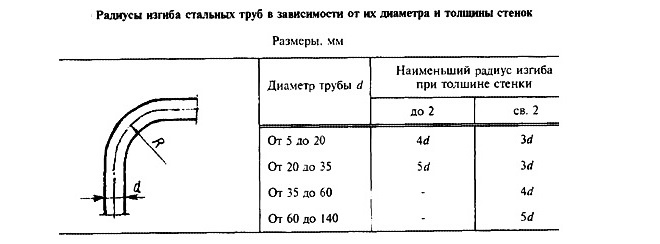
Minimalūs plieninių vamzdžių lenkimo spinduliai
Tokios rekomendacijos bus naudingos tiems, kurie savo rankomis ketina lenkti profilinius vamzdžius, kad iš jų pagamintų stelažus, stogelius ir įvairias karkasines konstrukcijas. Tačiau šiuo atveju reikia turėti omenyje, kad galimybę kokybiškai sulenkti vamzdžius turi įtakos ir jų sienelės storis. Gaminių, kurių sienelių storis mažesnis nei 2 mm, išvis nelenkti, o jei reikia iš jų kurti konstrukcijas, naudoti suvirintas jungtis.
Namuose galima tik atsižvelgiant į tam tikrus niuansus lenkti profesionalius vamzdžius, kurie gaminami iš anglinio arba mažai legiruoto plieno. Tokie vamzdžiai po lenkimo gali spyruokliuoti ir grįžti į pradinę būseną, todėl paruoštas konstrukcijas reikia iš naujo sumontuoti pagal šabloną. Atsparumo vertei būdingas toks profilinių vamzdžių parametras kaip plastinis atsparumo momentas - Wp. Šis parametras nurodytas pridedamuose dokumentuose (kuo jis mažesnis, tuo mažiau spyruokliuoja profesionalūs vamzdžiai lenkdami).
Vamzdžių lankstikliai profiliniams ir apvaliems gaminiams
Vamzdžių lenktuvai plieniniams ir variniams vamzdžiams yra:
- rankinis,
- mechaninis.
Be to, priklausymas rankiniam ar mechaniniam tipui lemia tiek vamzdžių lenkimo konstrukcines ypatybes, tiek jo veikimą.
Rankiniai įrenginiai
Rankinis vamzdžių lenktuvas susideda iš:
- lova,
- konvejeris,
- suspaudimo elementas.
Vamzdis pakraunamas į konvejerį, susidedantį iš ritinėlių, sujungtų grandinine transmisija, ir spaudžiamas viršutiniu (arba apatiniu) voleliu, kuris spaudžia atitinkamą gaminio paviršių. Sukant padavimo ritinėlių rankeną galima išmatuotą segmentą išstumti per slėgio zoną ir dėl to sulenkti profilinį vamzdį ar panašų apvalų gaminį.
Tačiau rankinis procesas turi savų niuansų. Pirma, jūs vis tiek galite sulenkti profilio vamzdį savo rankomis, tačiau norint pasiekti rezultatą, reikia įdėti daug pastangų. Antra, rankiniai vamzdžių lankstikliai tinkami apdirbti tik mažas gaminių partijas.
Mechaninis aparatas
Mechaninis aparatas gelbsti mus nuo būtinybės eikvoti jėgas profilio vamzdžio lenkimui iki pageidaujamo spindulio. Iš tiesų, mechaniniame vamzdžių lenktuve tiek konvejeris, tiek suspaudimo elementas veikia ne iš operatoriaus raumenų jėgos, o iš elektros variklio ir hidraulinės pavaros.
Šiuo atveju įrenginio veikimo schema išlieka nepakitusi. Tai yra, kaip ir pirmuoju atveju, konvejerį užpildome vamzdžiu, sukuriame suspaudimo jėgą lenktino gaminio plokštumoje (kur reikia sulenkti profilinį vamzdį dar prieš pradedant judėti matavimo sekcijai). konvejerį) ir įjunkite įrenginį tinkle. Dėl to vamzdis praeina per slėgio ritinėlio zoną ir keičia savo kreivumą. Rankinio ir mechaninio lenkimo procesas bus išsamiau aptartas toliau.
Kaip sulenkti vamzdį be išankstinio pašildymo
Profilinį vamzdį galima lenkti patiems, jo nekaitinant, tiek su užpildu, tiek be jo. Nereikia užpilti smėlio ar kanifolijos vamzdžių, kurių profilio aukštis ne didesnis kaip 10 mm.
Mažo dydžio plonasienių vamzdžių lenkimo niuansai
Yra ir kita technika, kai vietoj užpildo naudojama spyruoklė su tankia ritinių ritė, kuri įkišama į profesionalaus vamzdžio vidinę ertmę ir apsaugo gaminio sieneles nuo deformacijos, taip pat nuo pernelyg didelių jų storio pokyčių. lenkimo proceso metu.
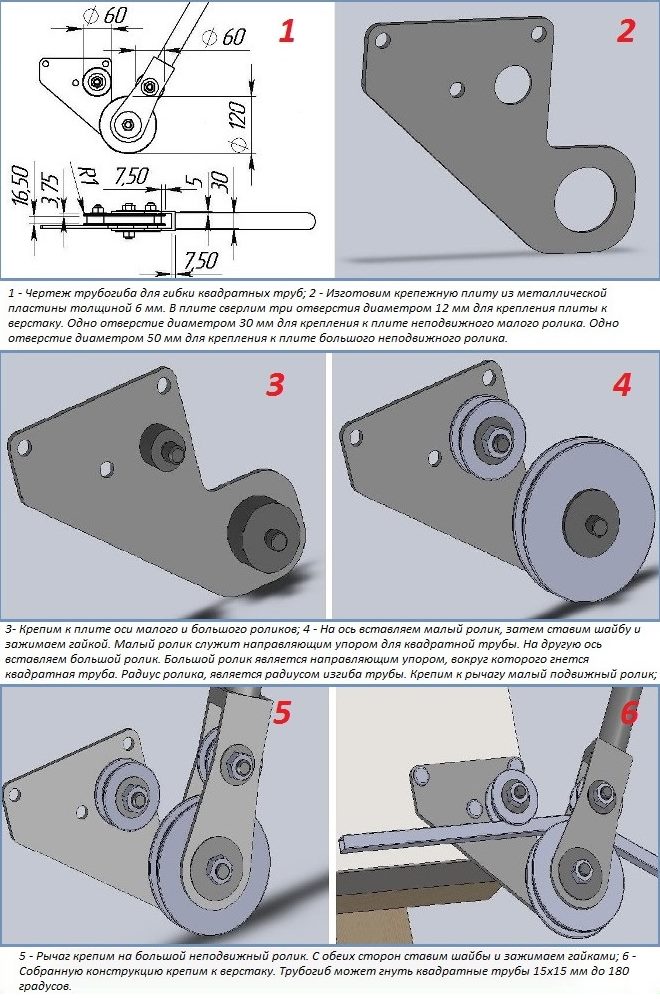
Profilinių vamzdžių mechaninio vamzdžių lenkimo brėžinys ir detalės
Elementaraus vamzdžių lenkimo įrenginio konstrukcija yra paprasta ir prieinama savarankiškai gaminti.
Tiems, kuriems reikia sulenkti profilio vamzdžius savo rankomis, prieš tai jų nekaitinant, galite naudoti mokomąjį vaizdo įrašą ir šias paprastas rekomendacijas.
- Profilinių vamzdžių reikiamą lenkimą galima išgauti naudojant paprasčiausius įtaisus - veržlę, įtvarus, lenkimo plokštes.
- Galima naudoti gaminiams su apvaliu profiliu.Šiame įrenginyje būtina perdaryti darbinius volelius, kurių įdubos forma turi atitikti vamzdžio profilį.
- Efektyviausiai ir tiksliausiai sulenksite vamzdžius, kurių pagalba galėsite įsigyti ar pasigaminti patys.
Kaip sulenkti metalo lakštą tiesiai
Jei ruošinys yra palyginti mažas, galite naudoti veržlę, kurioje dviejų vyniojimo strypų pagalba galite tvirtai pritvirtinti metalo lakštą ir tik tada sulenkti plaktuku. Esant poreikiui lenkimo vieta gali būti šildoma dujiniu degikliu, tačiau cinkuotiems gaminiams šis būdas netaikomas!
lenkiant metalo lakštą
Jei mes kalbame apie ploną metalo lakštą, tada lenkimo procedūra gali būti žymiai supaprastinta.
Norėdami tai padaryti, lenkimo vietoje metalas yra „subraižytas“ (kaip pjaustyklę naudojame taisyklę arba metalinę liniuotę - smailią metalo pjūklo geležtės dalį). Per pusę storio nupjautas metalas vėliau lengvai sulinksta išilgai kontūrinės linijos. Galima sakyti, kad beveik sugalvojome, kaip sulenkti metalo lakštą.
Lankstome cinkuotą
Kaip sulenkti cinkuotą?
Tai gali būti cinkuoto metalo lakštas arba gatavas produktas, pavyzdžiui, profilis. Lakštas lenkiamas taip pat, kaip ir lenkiant bet kurį kitą metalo lakštą. Kaip sulenkti profilį? Su juo teks susidoroti. Norėdami gauti didelį kvadratinio ar stačiakampio profilio kreivio spindulį, galite naudoti šį metodą: sandariai užpildome profilį smulkiu smėliu, abi skyles užkemšame mediniais kuoliukais ir tik po to švelniai bakstelėdami plaktuku sulenkiame. .
Norint sulenkti U formos profilį (tai iš esmės taip pat taikoma norint gauti lenktos formos lakštus), būtina papildomai naudoti objekto formą, kurios kreivumas atitinka baigtą dalį. Siekiant palengvinti lenkimo procesą, profilyje galima iškirpti trikampius elementus.
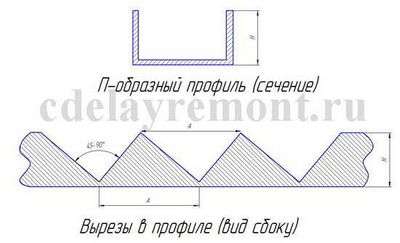
Tada lenkiamas gaminys vienodai plaktuku „apvyniojamas“ aplink objektą.
Svarbu! Kad sulenkimas būtų kuo lygesnis ir teisingesnis, plaktuko smūgiai turi būti lengvi ir gulėti kuo arčiau vienas kito. Kaip lengviau sulenkti cinkuotą? Šlifuokliu padarome vieną ar du pjūvius lenkimo srityje (taip laikinai susilpnėja konstrukcija), sulenkiame gaminį, o po to suviriname lenkimą
Šį metodą svarbu naudoti lenkiant profiliuotus vamzdžius ir sudėtingos metalo formos gaminius. Atminkite, kad cinkuoto plieno negalima kaitinti, kad būtų supaprastintas kreivumas!
Galbūt viena iš sunkiausių užduočių, su kuriomis susiduria žmonės, galvojantys, kaip sulenkti kampą. Norėdami gauti vientisą gaminį, turėsite prakaituoti, tolygiai ir lėtai bakstelėdami kampo paviršių, palaipsniui jį išlenkdami.
Rekomenduojama naudoti dujinį degiklį, kuris gali įkaitinti posūkį. Galite tai padaryti lengviau – naudokite malūnėlį kaip aukščiau aprašytu atveju su cinkuotu gaminiu. Dar lengviau nusipirkti jau išlenktą gaminį, tada klausimas „kaip sulenkti kampą“ išnyks savaime.
Kaip sulenkti armatūrą
Namuose sulenkti armatūrą visiškai įmanoma, tačiau daug kas priklauso nuo jūsų fizinių duomenų ir metalinio strypo skersmens.
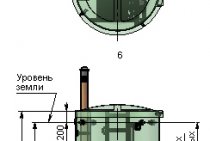
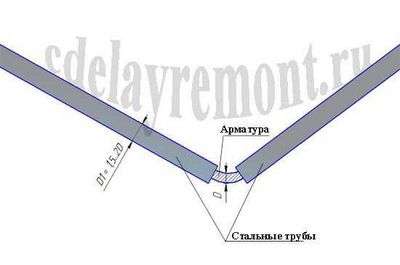
Kaip sulenkti armatūrą? Norėdami tai padaryti, mums reikia dviejų gabalų plieninių vamzdžių, kurių skersmuo yra didesnis nei sulenkto strypo skersmuo. Kuo ilgesnis tokių vamzdžių ilgis, tuo lengviau bus sulenkti armatūrą (padidės stiprumas dėl sverto). Norint sulenkti armatūrą, tereikia ją įkišti į du vamzdžius ir pritvirtinus vieną iš vamzdžių (paspaudus koja arba padėjus tarp stulpų), antrąjį naudojant kaip svirtį, duoti sutvirtinti norimą kreivumą.
Tai viskas!
Metalo lankstymas lanksčiais įrankiais
Paspaudus liniją, šnabždesio pagalba ji juda išilgai nubrėžtos linijos, kad išpjovos siektų maždaug pusę lapo storio. Sulenktas lapas turi būti dedamas ant priekalo ar kito sunkaus ir plokščio metalo gabalo.
Norint padaryti nupjauto metalo kreivę, jums reikia metalinio kampo.
Sulenkite lakštą kampu, pritvirtinkite jį maišelyje arba padėkite ant paviršiaus krašto stačiu kampu, kad griovelis būtų lygus krašte ir toliau lenktųsi bei padėtų plaktukui.
Kuo gilesnis latakas, tuo lengviau paklodę pasukti. Norėdami palengvinti šį procesą, rekomenduojame kreiptis pagalbos į ką nors.
Apima:
- draugas
- santykinai
- ką nors pažįsti
- kolega.
Kaip gauti metalinį žiedą?
Kai padengiamas metalo lakštas, jis yra ne kampu, o žiedu, tai galite padaryti plaktuku bakstelėdami į lakšto paviršių. Naudokite linijas aiškiose linijose, lygiagrečiose linijoms.
Nuo smūgių lakštas vis labiau keis savo formą, labiau susifokusuodamas į skardos kraštus, nes apskritimo spindulys visomis kryptimis turi būti vienodas.
Užbaigus lenkimą, lapų kraštai apdailinami iki galo, juos galite sujungti kniede ar alumi. Baigę šią operaciją, nuvalykite gauto žiedo formą.