Paruošimas lituoti varį su aliuminiu, žalvariu, nerūdijančiu plienu, geležimi
Parengiamasis laikotarpis, į kurį įeina būtinų prietaisų, medžiagų, asmeninių apsaugos priemonių įsigijimas ir pati litavimo procedūra.
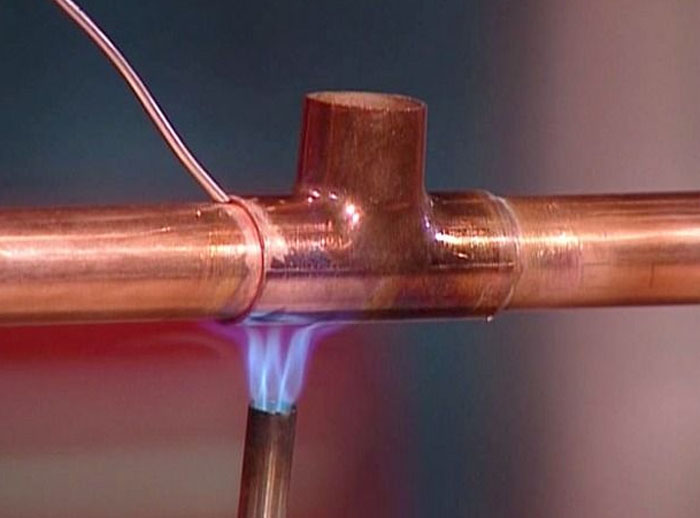
Yra du būdai, kaip lituoti varį prie vario: aukšta temperatūra ir žema temperatūra. Pirmasis apima metalo kaitinimą iki 900 ° C, jis naudojamas vamzdynams su aukšto slėgio ar temperatūros apkrova. Aukštos temperatūros litavimui naudojamos tam skirtos medžiagos: kietas lydmetalis strypų pavidalu (tokių lydymosi temperatūra). lydmetalis yra apie 900 ° C) ir karbido srautas.
Norint lituoti varį žematemperatūriniu metodu, pakanka metalą pašildyti iki 600°C (dažniausiai 300–380°C), o tai pasiekiama buitinėmis sąlygomis. Procedūrai minkštas lydmetalis naudojamas variui ir žalvariui lituoti vielos arba strypo pavidalu, kurio skerspjūvis yra iki 3 mm ir labiau lydantis srautas. Lydmetalis yra alavo lydinys, kurio daugiau nei 97%, su kitais metalais: variu, selenu, sidabru, stibiu.
Kam skirtas fliusas?Teisingai lituoti varinius vamzdžius galima tik fliusu - specialia pastos pavidalo kompozicija (su cinko chloridu), kuri plačia juostele užtepama ant jungiamų vamzdžio sekcijų paviršiaus. Jis atlieka keletą funkcijų:
- apsaugo nuo metalo oksidacijos proceso, pašalindamas deguonį;
- pagerina lydmetalio sukibimą su variu;
- yra pakankamo metalo įkaitimo indikatorius, signalizuoja kada atnešti litavimo ir litavimo vario;
- skatina tolygų lydmetalio pasiskirstymą per jungtį.
Saugos inžinerija. Nepaisant proceso paprastumo, variniai vamzdžiai turi būti lituojami laikantis saugos taisyklių. Nudegimų pavojų kelia ne tik paties degiklio liepsna, bet ir įkaitęs metalas. Varis gerai praleidžia šilumą, todėl eksploatacijos metu šildoma ne tik vieta, ant kurios uždedamas lydmetalis ir suvirinama, bet visas vamzdis ir jis lėtai vėsta. Jei reikia lituoti varinius vamzdžius, kurie dar neįmontuoti į vamzdynų sistemą, tai paruošimas apima jų pastatymą ant nedegių atramų, kur jie gali ilgą laiką atvėsti. Prieš liesdami lituotą metalą iš jo vietos, palaukite, kol jis visiškai atvės.

Tiesioginis pavojus yra atvira degiklio liepsna, todėl reikia įsigyti įrankį, su kuriuo būtų patogu dirbti: pageidautina su judančiu antgaliu ant ilgos žarnos
Vario litavimo sauga
Reikėtų nepamiršti, kad vario šilumos laidumas yra labai didelis, todėl nerekomenduojama lituoti dalių, laikant jas rankose be apsaugos, greičiausiai tai nudegins. Trumpesnės nei 30 cm detalės laikomos tik su žnyplėmis arba apsauginėmis pirštinėmis. Jei litavimo proceso metu srautas nukrenta ant plikų kūno dalių, būtina nedelsiant jį nuplauti muilu ir vandeniu, nes be terminio gali būti ir cheminis nudegimas.
Bet kokiam darbui su atvira ugnimi ir karštu metalu, taip pat fliusu, kuriame yra rūgšties, sintetinių drabužių nepageidautina, nes toks audinys užsidega ir tirpsta daug greičiau nei kiti. Eksploatacijos metu būtinai vėdinkite, degimo srauto dūmai yra kenksmingi.
Jei litavimo įgūdžių visai nėra, prieš atliekant atsakingą darbą patartina pasipraktikuoti ant vamzdžių ar laidų atraižų. Šiame darbe sunkumų yra nedaug, o norint išmokti visus pagrindinius metodus, kaip taisyklė, pakanka 2–3 kartų. Jei montuojama vandentiekio sistema, prieš dedant viską į vietą, rekomenduojama ją iš anksto sumontuoti ant grindų. Po surinkimo ir litavimo sistemą reikia kruopščiai nuplauti karštu švariu vandeniu, kad iš vamzdžių vidinės pusės pašalintų srauto ir litavimo dalis.
Vandentiekio ar šildymo sistemos iš varinių vamzdžių yra brangios, tačiau tvirtos ir patvarios.Kadangi varis pasižymi dideliu šilumos laidumu, geromis antikorozinėmis ir antibakterinėmis savybėmis, iš jo pagamintas vamzdynas yra efektyvus ir patvarus. Lituoti varį namuose nėra sunku: ant vamzdžių uždedamas kištukinis movas, o tada sandarinama siūlė. Užuot naudojus lizdą, kartais vieno vamzdžio galas išplečiamas, o į jį įkišamas kitas. Toks sujungimas patogus tuo, kad jai nereikia jungiamųjų detalių, o tarnavimo laikas prilygsta pačių vamzdžių tarnavimo laikui.
Reikalingos medžiagos ir prietaisai skarda ir kt
Darbui su variniais vamzdžiais reikalingi šie įrankiai:
- vamzdžių pjaustytuvas, metalinis pjūklas arba šlifuoklis su plonu disku;
- beveleris;
- vamzdžių plėtiklis (plėtimas);
- litavimo srautas;
- lydmetalis;
- vario lituoklis, pavyzdžiui, propano degiklis variniams vamzdžiams lituoti;
- Gumuotos pirštinės;
- popierines servetėles.
Vamzdžiui pjauti naudojami įvairių dydžių vamzdžių pjaustytuvai. Didesni pavyzdžiai turi didelį apsisukimo spindulį, juos nepatogu naudoti sunkiai pasiekiamose vietose, todėl jei reikia nupjauti atkarpą ant gatavo sumontuoto vandens tiekimo, naudokite mažą vamzdžių pjaustytuvą. Galite pjauti vamzdį metaliniu pjūklu arba šlifuokliu su plonu disku, tačiau geresnį pjūvį galite gauti tik su vamzdžių pjaustytuvu.
Nupjovus vamzdį, nuvalomi įdubimai. Tai būtina, kad sistemoje nesisuktų skysčio srautas. Kai nėra kliūčių, vandentiekis nepatiria streso ir veikia kaip laikrodis.
Prieš suvirinant varį, vamzdžio galai nupoliruojami smulkiagrūdžiu švitriniu popieriumi, kurio galima įsigyti statybinių prekių parduotuvėse. Abu paviršiai nuvalomi, ruošiami litavimui.Kartais šiems tikslams naudojami nedideli šepetėliai, kurių skersmuo Ø 22 mm, tinka beveik visiems vamzdžiams. Nuvalymui šepečio kojelė įkišama į atsuktuvą arba grąžtą, su kuriuo procesas vyksta greičiau ir geriau.
Ant nuvalyto, išlyginto išorinio paviršiaus tepamas fliusas – kompozicija, kuri neleidžia oksiduotis variui.
Rankoms apsaugoti naudojamos gumuotos pirštinės, nes nupjaunant varį ir įdubas susidaro daug smulkių metalinių elementų, kurie tarsi skeveldros įsikimba į odą, be to, valant paviršių grąžtu besisukantis šepetys sukramto skudurines pirštines.
Norint tinkamai lituoti varį, reikia turėti omenyje, kad nuo nuėmimo ir srauto užtepimo iki litavimo turi praeiti ne daugiau kaip pusvalandis, priešingu atveju nuvalymą reikia kartoti dar kartą. Jei srautas tepamas šepetėliu, ant paviršiaus neturi likti šerių ar plaukelių – kitaip jungtis nebus sandari, o tiekus vandenį vamzdynas nutekės.
Įkišus vamzdį į lizdą, srauto likučiai servetėle visiškai nepašalinami, lieka ant jungties 1–2 mm briaunos pavidalu, o lituojant lydmetalis traukiamas į vidų - susidaro kapiliarinis efektas. suveikė. Pirma, siūlė šildoma degikliu, o drėgmė tarp sienų išgarinama. Tada degiklis atnešamas antrą kartą, pamažu varis įkaista, o srautas įgauna skardinį vaizdą. Šiuo metu lydmetalis dedamas ant priekinės pusės, vyksta litavimas, o išlydytas lydinys teka žemyn į neteisingą pusę, sukietėdamas judėjimo procese. Iš apačios suformuotos perteklinės metalinės iškyšos atsiskiria savaime. Yra daug būdų, kaip lituoti varį.
Paruošimas lituoti varį su aliuminiu, žalvariu, nerūdijančiu plienu, geležimi
Parengiamasis laikotarpis, į kurį įeina būtinų prietaisų, medžiagų, asmeninių apsaugos priemonių įsigijimas ir pati litavimo procedūra.
Yra du būdai, kaip lituoti varį prie vario: aukšta temperatūra ir žema temperatūra. Pirmasis apima metalo kaitinimą iki 900 ° C, jis naudojamas vamzdynams su aukšto slėgio ar temperatūros apkrova. Aukštos temperatūros litavimui naudojamos tam skirtos medžiagos: kietas lydmetalis strypų pavidalu (tokių lydymosi temperatūra). lydmetalis yra apie 900 ° C) ir karbido srautas.
Norint lituoti varį žematemperatūriniu metodu, pakanka metalą pašildyti iki 600°C (dažniausiai 300–380°C), o tai pasiekiama buitinėmis sąlygomis. Procedūrai minkštas lydmetalis naudojamas variui ir žalvariui lituoti vielos arba strypo pavidalu, kurio skerspjūvis yra iki 3 mm ir labiau lydantis srautas.Lydmetalis yra alavo lydinys, kurio daugiau nei 97%, su kitais metalais: variu, selenu, sidabru, stibiu.
Kam skirtas fliusas?Teisingai lituoti varinius vamzdžius galima tik fliusu - specialia pastos pavidalo kompozicija (su cinko chloridu), kuri plačia juostele užtepama ant jungiamų vamzdžio sekcijų paviršiaus. Jis atlieka keletą funkcijų:
- apsaugo nuo metalo oksidacijos proceso, pašalindamas deguonį;
- pagerina lydmetalio sukibimą su variu;
- yra pakankamo metalo įkaitimo indikatorius, signalizuoja kada atnešti litavimo ir litavimo vario;
- skatina tolygų lydmetalio pasiskirstymą per jungtį.
Saugos inžinerija. Nepaisant proceso paprastumo, variniai vamzdžiai turi būti lituojami laikantis saugos taisyklių. Nudegimų pavojų kelia ne tik paties degiklio liepsna, bet ir įkaitęs metalas. Varis gerai praleidžia šilumą, todėl eksploatacijos metu šildoma ne tik vieta, ant kurios uždedamas lydmetalis ir suvirinama, bet visas vamzdis ir jis lėtai vėsta. Jei reikia lituoti varinius vamzdžius, kurie dar neįmontuoti į vamzdynų sistemą, tai paruošimas apima jų pastatymą ant nedegių atramų, kur jie gali ilgą laiką atvėsti. Prieš liesdami lituotą metalą iš jo vietos, palaukite, kol jis visiškai atvės.
Tiesioginis pavojus yra atvira degiklio liepsna, todėl reikia įsigyti įrankį, su kuriuo būtų patogu dirbti: pageidautina su judančiu antgaliu ant ilgos žarnos
Ko reikia varinių vamzdžių litavimui
Varinių vamzdžių litavimas, kurį nėra sunku padaryti savo rankomis, nereikalauja brangios įrangos ir jokių specialių medžiagų. Norint tinkamai jį įgyvendinti, jums reikės šių įrenginių.
Degiklis, kurio dėka bus šildomas lydmetalis ir vamzdžio dalis, kurioje jie bus prijungti. Paprastai į tokį degiklį tiekiamos propano dujos, kurių slėgį reguliuoja suvirinimo reduktorius.
Specialus įrankis variniams vamzdžiams pjauti. Kadangi gaminiai iš šio metalo yra labai minkšti, juos reikia pjauti pakankamai švelniai, kad nesusiglamžytų sienų. Šiuolaikinėje rinkoje siūlomi įvairių modelių vamzdžių pjaustytuvai, kurie skiriasi tiek savo funkcionalumu, tiek techninėmis galimybėmis.
Atskirų tokių įrenginių modelių dizainas, kuris yra svarbus, leidžia juos naudoti net darbui sunkiai pasiekiamose vietose.
Vamzdžių plėtiklis yra įrenginys, leidžiantis išplėsti varinio vamzdžio skersmenį, o tai būtina norint geriau lituoti. Įvairiose sistemose, montuojamose iš varinių vamzdžių, naudojami tos pačios sekcijos elementai, o norint juos kokybiškai sujungti, reikia šiek tiek padidinti vieno iš sujungtų elementų skersmenį.
Būtent šią problemą išsprendžia toks įrenginys kaip vamzdžių plėtiklis.
Varinių vamzdžių platinimo rinkinys
Įtaisas varinių vamzdžių galams nusklembti. Po apipjaustymo dalių galuose lieka įbrėžimų, kurie gali trukdyti gauti kokybišką ir patikimą ryšį. Norint juos pašalinti ir vamzdžių galams suteikti reikiamą konfigūraciją, prieš litavimą naudojamas nusklembtuvas. Šiandien rinkoje yra dviejų pagrindinių tipų nusklembimo įtaisai: įdedami į apvalų korpusą ir pagaminti pieštuko pavidalu. Patogesni naudoti, bet ir brangesni yra apvalūs įrenginiai, galintys apdoroti minkštus varinius vamzdžius, kurių skersmuo ne didesnis kaip 36 mm.
Norint tinkamai paruošti varinius vamzdžius litavimui, nuo jų paviršiaus būtina pašalinti visus nešvarumus ir oksidus. Šiems tikslams naudojami šepečiai ir šepečiai, kurių šereliai pagaminti iš plieninės vielos.
Varinių vamzdžių litavimas dažniausiai atliekamas kietuoju lydmetaliu, kuris gali būti aukštos ir žemos temperatūros. Aukštos temperatūros lydmetalis yra varinė viela, kurios sudėtyje yra apie 6% fosforo.Tokia viela tirpsta 700 laipsnių temperatūroje, o jos žematemperatūriniam tipui (alavinei vielai) pakanka 350 laipsnių.
Varinių vamzdžių litavimo technologija apima specialių srautų ir pastų, kurios atlieka apsauginę funkciją, naudojimą. Tokie srautai ne tik apsaugo susidariusią siūlę nuo oro burbuliukų susidarymo joje, bet ir žymiai pagerina lydmetalio sukibimą su vamzdžio medžiaga.
Variniams vamzdžiams lituoti, be fliuso, litavimo ir kitų pagrindinių elementų, reikės papildomų įrankių, kurių galima rasti kiekvienoje dirbtuvėje ar garaže. Norėdami lituoti arba suvirinti vario gaminius, papildomai paruoškite:
- įprastas žymeklis;
- ruletė;
- pastato lygis;
- mažas šepetėlis standžiais šereliais;
- plaktukas.
Prieš pradedant darbą taip pat svarbu nuspręsti, kaip lituoti varinius vamzdžius. Gali būti dvi pagrindinės galimybės: vario litavimas (rečiau naudojamas) ir minkštojo litavimo naudojimas
Sprendžiant šį klausimą svarbu vadovautis tuo, kad yra keliami reikalavimai naudoti vieną ar kitą lydmetalio tipą. Taigi kietieji lydmetaliai naudojami šaldymo agregatų ir oro kondicionierių elementams lituoti. Visais kitais atvejais (vandentiekio, šildymo sistemos ir kt.) galima naudoti skardinę vielą. Bet kad ir kokia technologija būtų pasirinkta, reikia atsiminti, kad srautas yra būtinas bet kuriuo atveju.

Šepečiai varinio vamzdžio vidinio paviršiaus nuvalymui prieš litavimą
Vario litavimo taisyklės
Kai reikia lituoti varinį gaminį arba gaminį, kuriame yra varinių komponentų, vienareikšmiškai atsakyti, kaip ir kaip tai geriausia padaryti, neįmanoma. Metodo ir įrankių pasirinkimas priklauso nuo daugelio veiksnių, tokių kaip dalių dydis ir svoris, jų sudėtis. Taip pat atsižvelgiama į apkrovą, kuriai turi būti taikomi jau lituoti gaminiai. Litavimo būdų yra keletas, geriau juos visus žinoti, kad prireikus išsirinkti tinkamiausią.
Didelių dalių litavimas
Kapiliarinio vario litavimo schema.
Jei reikia lituoti masyvias arba dideles detales, kurių lituokliu nepavyksta įkaitinti iki norimos temperatūros, naudojamas degiklis ir varinis lydmetalis. Šiuo atveju srautas yra boraksas. Vario-fosforo lydmetalio stiprumas yra didesnis nei standartinio alavo lydmetalio.
Ant mechaniškai išvalyto vamzdžio ar vielos užtepamas plonas srauto sluoksnis. Po to ant vamzdžio uždedama armatūra, taip pat mechaniškai nuvalyta. Naudojant dujinį degiklį, sandūra kaitinama tol, kol srautu padengtas varis pakeičia spalvą. Fliusas turi tapti sidabrinės spalvos, po kurio galite pridėti litavimo. Lydmetalis akimirksniu išsilydo ir prasiskverbia į tarpą tarp vamzdžio ir jungiamosios detalės. Kai ant vamzdžių paviršiaus pradeda likti lydmetalio lašai, lydmetalis pašalinamas.
Neperkaitinkite vamzdžių, nes tai neprisideda prie didesnio kapiliarinio efekto atsiradimo. Priešingai, iki juodumo įkaitintas varis yra mažiau lituojamas. Jei metalas pradeda juoduoti, šildymas turi būti sustabdytas.
Litavimo laidai arba viela
Cinko chlorido pagrindu pagamintas lydmetalis neturėtų būti naudojamas ploniems variniams laidams lituoti, nes jis sunaikins varį. Jei nėra srauto, tokiu atveju aspirino tabletę galite ištirpinti 10-20 ml vandens.
Vario suvirinimo inertinių dujų aplinkoje schema.
Varinę vielą ar iš vielos pagamintas įvairių sekcijų dalis galima nesunkiai įkaitinti iki norimos temperatūros naudojant lituoklį. Temperatūros režimas turi būti toks, kuriame lydosi lydmetalis, skarda arba švinas-alavas, juo taip pat atliekamas litavimas. Fliusuose turi būti kanifolijos arba jie turi būti pagaminti iš kanifolijos, galima naudoti litavimo alyvą ar net pačią kanifoliją.
Vielos paviršius nuvalomas nuo nešvarumų ir oksido plėvelės, po to dalys skarduojamos.Šis procesas apima ploną srauto arba kanifolijos sluoksnį užtepamas ant įkaitinto vario, o tada lituojamas, kuris lituokliu kuo tolygiau paskirstomas ant paviršiaus. Dalys, kurias reikia sujungti, sujungiamos ir vėl kaitinamos lituokliu, kol jau sustingęs lydmetalis vėl pradeda tirpti. Kai tai atsitiks, lituoklis nuimamas ir jungtis atvėsta.
Dalys gali būti suspaustos spaustukais taip, kad atstumas tarp jų būtų 1-2 mm. Fliusas tepamas ant dalių ir pašildomas. Į tarpą tarp įkaitusių dalių įvedamas lydmetalis, kuris išsilydys ir užpildys tarpą. Lydmetalio lydymosi temperatūra, skirta lituoti tokiu būdu, turi būti žemesnė už vario lydymosi temperatūrą, kad dalys nesideformuotų. Dalis atvėsta, tada nuplaunama vandeniu ir, jei reikia, apdailinama švitriniu popieriumi iki vientisos ir vientisos masės.
Litavimo indai arba litavimo skylės varyje
Lituojant indus, naudojama gryna skarda, kurios lydymosi temperatūra yra aukštesnė nei alavo ar švino turinčio lydmetalio. Kartais didelėms detalėms lituoti naudojami plaktiniai lituokliai, kaitinami ant atviros ugnies dujiniu degikliu arba pūtikliu. Ateityje viskas vyksta pagal standartinę schemą: valymas, litavimas ir skardinimas, dalių sujungimas ir šildymas lituokliu. Būtent šiam lituokliui patogus grynas alavo lydmetalis.
Iš vidaus jungiamasis elementas, kaip taisyklė, turi kraštą, kuris neleidžia jos įsriegti per vamzdį. Ją galima nuimti stambia dilde, jei jungiamąją detalę reikia stumti ant vamzdžio toliau nei numatyta ir tokiu būdu užsandarinti nereikalingą skylę.
Litavimo minkštaisiais ir kietaisiais lydmetaliais ypatybės
Vario vamzdžio jungtis turi keletą būdingų bruožų. Jie ypač ryškūs naudojant įvairias medžiagas.
Jungčių litavimas lydomuoju lydmetaliu atliekamas 175–315ºC temperatūroje. Litavimas kietomis kompozicijomis atliekamas, kai jungtis įkaitinama iki 650–815ºC temperatūros.
Minkštas litavimas naudojamas variniams vamzdžiams, kurių vidinis skersmuo yra iki 22 mm, ir kietojo lydinio, kurio skersmuo 22 mm ir didesnis, litavimui.
 Minkštieji ir litavimo litavimo lydmetaliai – aprašymas
Minkštieji ir litavimo litavimo lydmetaliai – aprašymas
Pakankamai kaitinant, užteptas srauto sluoksnis užverda. Lydant minkštą lydmetalą susidaro išlydytas lašas, kuris atlieka svarbų vaidmenį tvirtai sujungiant vamzdžius. Verdantis srautas išstumia išlydytą kompoziciją iš jungties erdvės. Veikiant kapiliarinėms jėgoms, lydmetalio lydinys įsitraukia į jungtį, kai jis vėsta.
Lituojant kietais litais, tarp lituojamų elementų įkišamas plonas minkšto metalo padas. Sujungtos dalys yra saugiai ir tvirtai pritvirtintos kreipiamuoju tarpikliu.
Paprasta varinių vamzdžių litavimo technika ir visų medžiagų prieinamumas leidžia atlikti šį darbą patiems namuose.
Susijęs vaizdo įrašas: varinių vamzdžių litavimas „mano patirtis“
Klausimų pasirinkimas
- Michailas, Lipeckas — kokius diskus naudoti metalui pjauti?
- Ivanas, Maskva — koks yra metalu valcuoto lakštinio plieno GOST?
- Maksim, Tver — kokios lentynos yra geriausios valcuoto metalo gaminiams laikyti?
- Vladimiras, Novosibirskas – ką reiškia ultragarsinis metalų apdorojimas nenaudojant abrazyvinių medžiagų?
- Valerijus, Maskva - kaip savo rankomis nukalti peilį iš guolio?
- Stanislavas, Voronežas — kokia įranga naudojama cinkuoto plieno ortakiams gaminti?
litavimo procesas
Jį sudaro nuoseklių operacijų atlikimas:
- vamzdis supjaustomas reikiamų išmatavimų segmentais, kurie patogumui pažymėti – tiekimas arba grąžinimas;
- nuo krašto pašalinamas nuožulnus;
- kraštai nuvalomi 2 cm: išorinis ant vamzdžio, taip pat vidinis lizde;
- fliusas tepamas juostele išilgai valomų paviršių (išorinio ir vidinio);
- jungtis surenkama: vamzdis įkišamas į lizdą;
- srauto perteklius pašalinamas popieriniu rankšluosčiu, bet ne iki galo - paliekamas 1-2 mm kraštas;
- degiklis uždegamas, liepsna nukreipiama į sandūrą;
- paviršius kaitinamas 10-15 sekundžių iki tam tikros temperatūros – srautas turi įgauti skardos spalvą;
- lydmetalis dedamas ant jungties viršaus, kaitinant jis bus įtrauktas į jungtį, paskirstomas išilgai siūlės, užpildant ją.
Jei jungties jungtis nebuvo nuvalyta nuo šerių ar dulkių ir dėl to nuteka varinio vandens vamzdžio lituota siūlė, sandarumą galima atkurti vienu iš dviejų būdų:
Naudojant lituoklį
- paviršius nuvalomas, apdorojamas fosforo rūgštimi, kaitinamas lituokliu, padengiama skarda;
- naudojant degiklį: ant nuvalyto paviršiaus tepamas fliusas, pašildomas, uždedamas litavimas, išlydomas.
Kaip lituoti varį dujiniu degikliu
Varinį vamzdį galite lituoti taip:
- Nuvalykite litavimo vietą smulkia dilde, švitriniu popieriumi arba metaliniu šepečiu.
- Sutrupinkite kanifoliją ir pabarstykite litavimo vietą.
- Kaitinkite vamzdelį virš dujų liepsnos, kol kanifolija ištirps.
- Įdėkite lydmetalą POS-30 arba 40 ir išlydykite lituokliu, paskirstydami jį ant paviršiaus.
Kasdieniame gyvenime su vario apdirbimu susiduriama ne tik tada, kai reikia lituoti varinius vamzdžius šildymui ar santechnikai, bet ir remontuojant automobilį, atsiradus įtrūkimui ar nesandarumui ant automobilio radiatoriaus. Šiuo atveju vario radiatoriaus litavimas atliekamas „pasidaryk pats“. Vietoj dujinio degiklio vairuotojai naudoja galingą 250 W elektrinį varinių vamzdžių lituoklį. Variui nuvalyti naudojamas švitrinis popierius arba metalinis šepetys, o litavimui kaip litavimo rūgštis naudojama skarda, kanifolija arba ortofosforo rūgštis.
Litavimas lituokliu namuose
Lituoti varį lituokliu lengviau nei naudoti degiklį. Procedūra yra tokia:
- Radiatoriaus paviršius nuvalomas smulkiagrūdžiu švitriniu popieriumi arba šepečiu.
- Keli lašai rūgšties tolygiai užlašinami ant pažeistos vietos kraštų.
- Plyšys šildomas elektriniu lituokliu, atvežamas lydmetalis. Išlydyta, skarda užpildo skylę.
Šildymo ar vandens tiekimo varinių vamzdžių savaiminis litavimas, radiatorių įtrūkimų taisymas – nesudėtingas technologinis procesas, kurį galima atlikti namuose su nedideliu įrankių rinkiniu.
ŽIŪRĖTI VIDEO
Vario litavimas namuose yra kiekvieno žmogaus galia.
Vario litavimo įrankiai ir medžiagos
- vamzdžių pjaustytuvas;
- beveleris;
- vamzdžių plėtiklis;
- metalinė vata;
- spaustukai;
- replės;
- pincetai;
- lituoklis;
- lydmetalis;
- srautas;
- boraksas;
- litavimo alyva;
- dujinis degiklis.
Elektrinio suvirinimo aparato schema.
Norint nupjauti vamzdžius reikiamo ilgio, reikalingas vamzdžių pjaustytuvas. Vamzdžių pjaustytuvų veikimo principas yra tas pats, nors parduodamų modelių yra daug. Vamzdis, skirtas jam pjauti, užspaudžiamas tarp ritinėlių ir ašmenų, tada vamzdžio pjaustytuvas sukasi aplink, priveržiant apatinį varžtą trečdaliu apsisukimo. Norint gauti lygų kraštą, vamzdis laikomas griežtai statmenai įrankiui. Vamzdis paprastai pjaunamas 5-6 posūkiais. Galima gaminti žemos temperatūros vario litavimą su dujų degikliu, nes jo temperatūra neviršija 450 °. Ne visi parduodami degiklio modeliai tinka litavimui.
Prieš pasirenkant degiklį variui lituoti, reikia atkreipti dėmesį į instrukcijas, nes tie degikliai, kurie prasideda nuo kepsninės uždegimo, šiam tikslui netinka. Kaip teisingai lituoti varį? Tai reikia padaryti su lituokliu arba degikliu su siaura liepsna
Toks degiklis vamzdį įkaitins per kelias sekundes, o ekonomiškai naudojant dujų kasetė tarnaus ilgai. Renkantis degiklį, reikia atsižvelgti į dujų sudėtį balione. Paprastai tai yra propano ir butano mišinys, tačiau kuo didesnis butano kiekis, tuo aukštesnė liepsnos temperatūra.
Metalo vata naudojama variui valyti prieš pradedant dirbti su degikliu ir lituokliu. Jis tvirtai suspaudžia vamzdžio arba laido galą ir su pastangomis atlieka kelis sukimosi judesius. To pakanka vielai, o vamzdį taip pat reikia išvalyti iš vidaus. Siaurus vamzdelius (jungiamąsias detales) galima valyti specialiais tam skirtais šepečiais, o švitrinį popierių, ypač didelių frakcijų, o juo labiau dildę – griežtai draudžiama. Varis yra minkštas metalas, o naudojant švitrinį popierių, švitrinio popieriaus komponentai išliks ant paviršiaus, neleidžiant sukibti ir gerai sukibti.
Vario taškinio suvirinimo schema.
Lydmetalis gali būti perkamas suvyniotą, kad būtų patogu naudoti. Tai skardos viela, kurios skersmuo yra apie 3 mm
Patartina atkreipti dėmesį į tai, kad lydmetalyje nėra švino, o tai turėtų būti nurodyta specialiu užrašu ant ritės. Svarbus litavimo komponentas yra srautas, kuris prieš litavimą sudrėkina netauriuosius metalus (šiuo atveju varį), prasiskverbdamas į visus kapiliarus.
Srautas pasklinda paviršiumi, veikiamas kapiliarinių jėgų. Prieš lituojant teisingai, paviršius turi būti visiškai švarus ir be oksidų. Siūlė bus tvirta tik tuo atveju, jei komponentai bus apsaugoti nuo deguonies, esančio ore. Fliuso naudojimas padidina lydmetalio sukibimą lygiagrečiai su mechaniniu paviršių valymu.
Naudojant fliusą, visai nesvarbu, ar jis skirtas bešviniam, ar bešviniam lydmetaliui, šios veislės yra keičiamos. Fliusai, skirti lituoti nerūdijančiam plienui, netinka naudoti su variu. Galima naudoti ir įprastą kanifoliją, tačiau gali kilti problemų ją naudojant.


