Turinys
-
skaidrė 1
Studentas: Plekhanovas A.G.
Grupė: ZOSb-0901
Lektorius: Gončarovas V.S. -
skaidrė 2
-
skaidrė 3
Cheminiai nuotekų valymo metodai apima neutralizavimą, oksidaciją ir redukciją. Jie naudojami tirpioms medžiagoms pašalinti ir uždarose vandens tiekimo sistemose. Cheminis valymas kartais atliekamas kaip išankstinis biologinis valymas arba po jo kaip papildomas nuotekų valymo būdas.
G
-
skaidrė 4
Nuotekos, kuriose yra mineralinių rūgščių ar šarmų, prieš išleidžiant į vandens telkinius arba prieš panaudojant technologiniuose procesuose neutralizuojamos. Vandenys, kurių pH = 6,5 ... 8,5, laikomi praktiškai neutraliais.
Neutralizavimas gali būti atliekamas įvairiais būdais: maišant rūgštines ir šarmines nuotekas, pridedant reagentų, filtruojant rūgštų vandenį per neutralizuojančias medžiagas, absorbuojant rūgštines dujas šarminiais vandenimis arba amoniaką su rūgštiniais. Neutralizacijos proceso metu gali susidaryti kritulių. -
skaidrė 5
Biocheminiais metodais buitinės ir pramoninės nuotekos išvalomos iš daugelio ištirpusių organinių ir kai kurių neorganinių (vandenilio sulfido, sulfidų, amoniako, nitritų) medžiagų. Valymo procesas grindžiamas mikroorganizmų gebėjimu panaudoti šias medžiagas mitybai gyvenimo procese, nes organinės medžiagos yra mikroorganizmų anglies šaltinis.
-
skaidrė 6
6.3.2. Nuotekų teršalų oksidacija
Nuotekų valymui naudojamos šios oksiduojančios medžiagos; dujinis ir suskystintas chloras, chloro dioksidas, kalcio chloratas, kalcio ir natrio hipochloritai, kalio permanganatas, kalio dichromatas, vandenilio peroksidas, atmosferos deguonis, peroksosieros rūgštys, ozonas, piroliusitas ir kt.
Oksidacijos metu nuotekose esantys toksiški teršalai dėl cheminių reakcijų pereina į mažiau toksiškus, kurie pašalinami iš vandens. -
7 skaidrė
Gyvsidabrio, chromo ir arseno junginiams iš nuotekų pašalinti naudojami redukciniai nuotekų valymo metodai.
Valymo proceso metu neorganiniai gyvsidabrio junginiai redukuojami į metalinį gyvsidabrį, kuris atskiriamas nuo vandens nusodinimo, filtravimo arba flotacijos būdu. Gyvsidabriui ir jo junginiams sumažinti naudojamas geležies sulfidas, natrio borohidridas, natrio hidrosulfitas, hidrazinas, geležies milteliai, vandenilio sulfidas ir aliuminio milteliai.
Dažniausias būdas pašalinti arseną iš nuotekų yra nusodinti jį sunkiai tirpių junginių pavidalu su sieros dioksidu. -
8 skaidrė
Pašalinti iš nuotekų gyvsidabrio, chromo, kadmio, cinko, švino, vario, nikelio, arseno ir kitų medžiagų junginius, dažniausiai naudojami reagentų valymo būdai, kurių esmė – vandenyje tirpias medžiagas paversti netirpiomis, pridedant įvairių reagentų. , po to jie atsiskiria nuo vandens kritulių pavidalu.
Kalcio ir natrio hidroksidai, natrio karbonatas, natrio sulfidai ir įvairios atliekos naudojami kaip reagentai sunkiųjų metalų jonams pašalinti iš nuotekų. -
9 skaidrė
Žinomi aerobiniai ir anaerobiniai biocheminio nuotekų valymo metodai. Aerobinis metodas pagrįstas aerobinių organizmų grupių panaudojimu, kurių gyvavimui reikalingas nuolatinis deguonies tiekimas ir 20...40°C temperatūra. Aerobinio apdorojimo metu mikroorganizmai auginami aktyviajame dumble arba bioplėvelėje. Anaerobiniai valymo metodai vyksta be deguonies prieigos; jie daugiausia naudojami nuosėdoms neutralizuoti.
-
10 skaidrė
Terminiai nuotekų valymo būdai
Šiluminiais metodais neutralizuojamos nuotekos, kuriose yra
mineralinės kalcio, magnio, natrio druskos ir kt., taip pat organinės medžiagos
stva.Tokios nuotekos gali būti neutralizuojamos:
- nuotekų koncentracija, vėliau išleidžiamas tirpalas
veikliosios medžiagos;
— organinių medžiagų oksidacija esant katalizatoriui;
— organinių medžiagų oksidacija skystoje fazėje;
- gaisro šalinimas.
Peržiūrėkite visas skaidres
Elektromechaninis apdorojimas
Elektromechaninio apdorojimo esmė slypi tame, kad per įrankio ir ruošinio kontaktinį paviršių praleidžiama didelės galios ir žemos įtampos srovė. Paviršinio sluoksnio mikronelygybių išsikišimai yra stipriai įkaitinami ir veikiami įrankio jėgos deformuojasi bei išlyginami, o paviršinis sluoksnis sutvirtėja dėl greito šilumos pašalinimo į metalo masę ir greito aušinimo. Šiuo atveju kaitinimas iki fazinės transformacijos temperatūros yra būtina grūdinimo apdorojimo režimų sąlyga.
Kietėjimo efektas pasiekiamas dėl to, kad realizuojami itin greiti šildymo ir vėsinimo greičiai bei pasiekiamas aukštas grūdų rafinavimo laipsnis.
Elektromechaninis apdorojimas pasižymi šiomis savybėmis:
- terminis ir jėgos poveikis paviršiniam sluoksniui atliekamas vienu metu;
- šilumos išsiskyrimas įrankio ir ruošinio sąlyčio zonoje yra dviejų šilumos šaltinių - išorinio ir vidinio - veikimo pasekmė;
- terminis ciklas (šildymas, laikymas ir vėsinimas) yra labai trumpas ir matuojamas sekundės dalimis.
Įrankio ir ruošinio sąlyčio tašką elektros srovę galima tiekti įvairiais būdais (2 pav.).
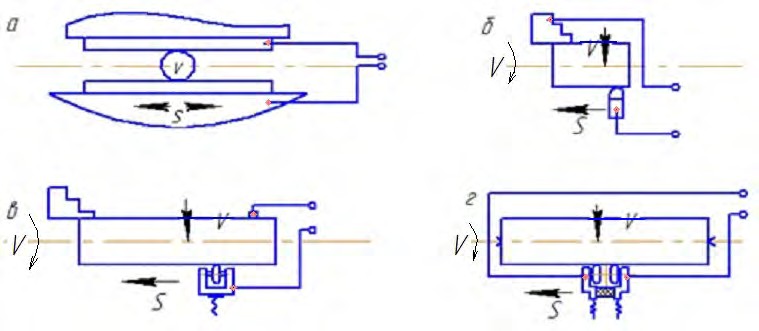
2 pav. Elektros srovės tiekimo būdai: a - per fiksuotą kontaktą; b - per besisukančius įrangos elementus; į - per volelį; d - per dvigubus volelius
Kiekvienas iš dabartinių tiekimo būdų turi savo privalumų ir trūkumų. Priklausomai nuo elektromechaninio apdirbimo įrangos paskirties ir tipo, gali būti naudojamos tekinimo, frezavimo, gręžimo ir kitos metalo pjovimo staklės. Yra šie elektromechaninio grūdinimo būdai.
Grūdinimo režimas, kuris reiškia didelį paviršiaus srovės tankį (700...1500 A/mm²), mažą apdorojimo greitį (0,5...5 m/min) ir mažus reikalavimus šiurkštumo parametrams. Paviršiniame sluoksnyje susidaro smulkiai išsklaidytas martensitas, didelių plastinių deformacijų nėra.
Vidutinis stiprinimo režimas atliekamas esant 800 A / mm² paviršiaus srovės tankiui ir jam būdinga feritinė-martensitinė struktūra ir didelės paviršiaus sluoksnio deformacijos. Apdorojimo greitis yra maždaug lygus arba šiek tiek didesnis nei greitis esant kietajam režimui.
Apdailos režimas pasižymi fazių transformacijų nebuvimu, mažu paviršiaus srovės tankiu ir dideliu apdorojimo greičiu (10...120 m/min). Naudojamas paviršiaus grūdinimui. Taip pasiekiamas didelis našumas.
Optimalūs elektromechaninio grūdinimo režimai leidžia pasiekti ne tik reikiamus šiurkštumo parametrus, bet ir išgauti pilną paviršiaus sluoksnio struktūrą su padidintu atsparumu dilimui.
Liekamieji gniuždymo įtempiai paviršiniame sluoksnyje dėl deformacinių jėgų turi stiprinamąjį poveikį įvairioms trūkimo apkrovoms. Paviršiaus sluoksnių sukietėjimas padidina jų atsparumą korozijai. Tai paaiškinama ne tik dideliu kietėjimo laipsniu, ypatinga paviršinio sluoksnio struktūra ir sklaida, bet ir palankių šio sluoksnio fizikinių ir mechaninių savybių deriniu.
Padidėjus eksploatacinėms savybėms, patartina naudoti elektromechaninį grūdinimą įvairioms dalims, veikiančioms įvairiomis susidėvėjimo trinties sąlygomis.
Magnetinis abrazyvinis apdorojimas
Magnetinio-abrazyvinio apdirbimo esmė yra abrazyvinis pašalpos pašalinimas sukuriant magnetinį lauką tiesiai pjovimo zonoje iš išorinio šaltinio.Kaip abrazyviniai įrankiai naudojami: magnetiniai abrazyviniai milteliai, abrazyvinės suspensijos, magnetiniai reologiniai skysčiai.
Metalo ruošinio judėjimą magnetiniame lauke lydi kintamos krypties indukcijos srovės atsiradimas pakartotinio įmagnetinimo apsisukimo metu.
Abrazyvinis pjovimas, naudojant šiuos reiškinius, turi daugybę savybių. Veikiant magnetiniam ir elektroplastiniam poveikiui, keičiasi apdirbamos medžiagos stiprumo charakteristikos, daugiausia paviršiniame sluoksnyje. Sumažėja apdirbamo paviršiaus pjovimui ir plastikiniam išlyginimui reikalingos jėgos; sudarytos sąlygos mažų šiurkštumo parametrų ir padidinto guolių ploto paviršiui susidaryti.
Apdorojamo paviršiaus elektrinis krūvis sustiprina elektrocheminius reiškinius. Tai paaiškina didelį chemiškai ir paviršinio aktyvumo pjovimo skysčių panaudojimo efektyvumą magnetinio abrazyvinio apdorojimo procesuose, palyginti su tradiciniais abrazyvinio apdorojimo būdais.
Magnetinio abrazyvinio apdorojimo mechaninės savybės yra šios:
- nenutrūkstamas miltelių kontaktas su apdorotu paviršiumi, kuris leidžia padidinti geometrinių matmenų ir formos tikslumą, taip pat sumažinti ciklines apkrovas sistemai „mašina – tvirtinimas – įrankis – dalis“;
- kieto abrazyvinio grūdelio tvirtinimo ryšulyje nebuvimas prisideda prie spontaniško pjovimo įrankio išlyginimo apdorojamo paviršiaus atžvilgiu;
- galimybė valdyti įrankio standumą leidžia reguliuoti metalo pašalinimą nuo formavimo paviršiaus;
- rišiklio trinties nebuvimas gaminio paviršiuje žymiai sumažina temperatūrą abrazyvinio apdorojimo zonoje ir šiurkštumą Ra nuo 1,25 ... 0,32 iki 0,08 ... 0,01.
Magnetiniai abrazyviniai milteliai naudojami magnetinio abrazyvinio apdorojimo procesuose. Magnetinis laukas sukuriamas naudojant specialius magnetinius induktorius. Magnetinių induktorių aktyviajame paviršiuje ir darbiniame tarpelyje milteliai laikomi magnetinio lauko jėgomis ir miltelių trinties jėgomis į induktoriaus paviršių. Abrazyviniam pjovimui reikalingos jėgos susidaro dėl miltelinės terpės suspaudimo darbinėje zonoje magnetinėmis jėgomis ir tarpiklio spaudimu. Miltelių sąlyčio su ruošiniu trinties jėgos sukuria papildomą slėgį miltelių terpėje ir jos ribose.
Magnetinio-abrazyvinio apdorojimo schemos pateiktos 3 pav.
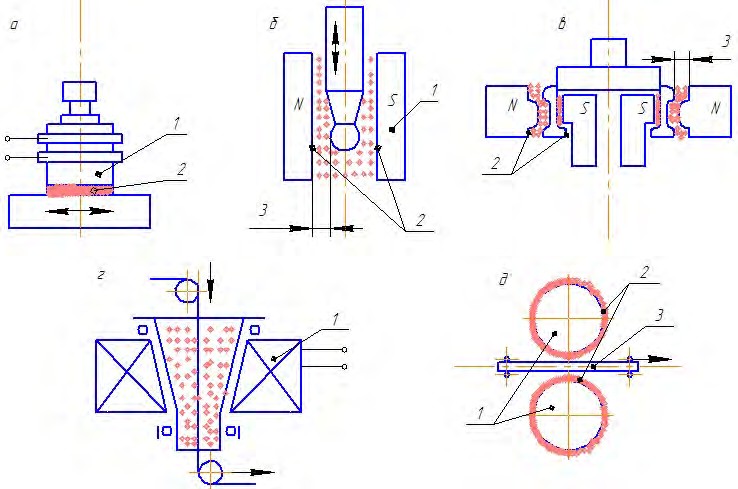
3 pav. Magnetinio-abrazyvinio apdorojimo milteliais schemos: a - plokšti paviršiai; b - išoriniai cilindriniai apsisukimo paviršiai su milteliais darbo zonoje; c - formos išoriniai ir vidiniai paviršiai su milteliais darbo tarpuose; g - viela traukiant per besisukantį piltuvą; e - lakštinė medžiaga; 1- magnetinis induktorius; 2 – aktyvus paviršius; 3 - darbinis tarpas
Magnetinis-abrazyvinis apdorojimas atliekamas specializuotose mašinose su specialia MAO technologine įranga. Mašinų konstrukcija numato, kad yra darbinių ir pagalbinių judesių pavaros, magnetinis induktorius, miltelių bunkeris su dozatoriumi, įtaisas, skirtas darbo zonai išvalyti nuo miltelių atliekų.
Apdorojimas magnetiniais abrazyviniais milteliais naudojamas baigiant technologines paviršių poliravimo operacijas, valant juos nuo oksidinių ir cheminių plėvelių, šalinant smulkias įdubas, apvalinant briaunas, baigiant ir grūdinant pjovimo ir štampavimo įrankius.
Peržiūros:
277
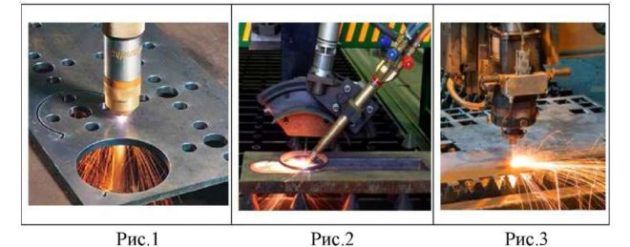
Pjovimo būdas
Metalo pjovimas yra vienas iš būdų, leidžiantis mechaniškai apdoroti elementus įvairių tipų įrenginiuose. Sunkiausias dalykas yra dirbti su spalvotomis medžiagomis, kurias sunku deformuoti. Anksčiau joms pjaustyti buvo naudojamas plazminis apdorojimas. Tačiau atsiradus lazeriui, šis metodas prarado savo aktualumą.
 Metalo pjovimo galimybės
Metalo pjovimo galimybės
Šiuo metu naudojamas šviesolaidinis lazeris, kuris leidžia apdoroti medžiagą kitais būdais, pavyzdžiui, gręžti ar graviruoti. Yra keletas metalo pjovimo tipų:
- tekinimas;
- gręžimas;
- obliavimas;
- malimas;
- šlifavimas.
Tekinimo ir gręžimo principai. Sukant detalę jos dydis praktiškai nesikeičia. Tekinimas apima apdorojimą tekinimo staklėmis ar kitų tipų įtaisais, įskaitant gręžimą ir šlifavimą.
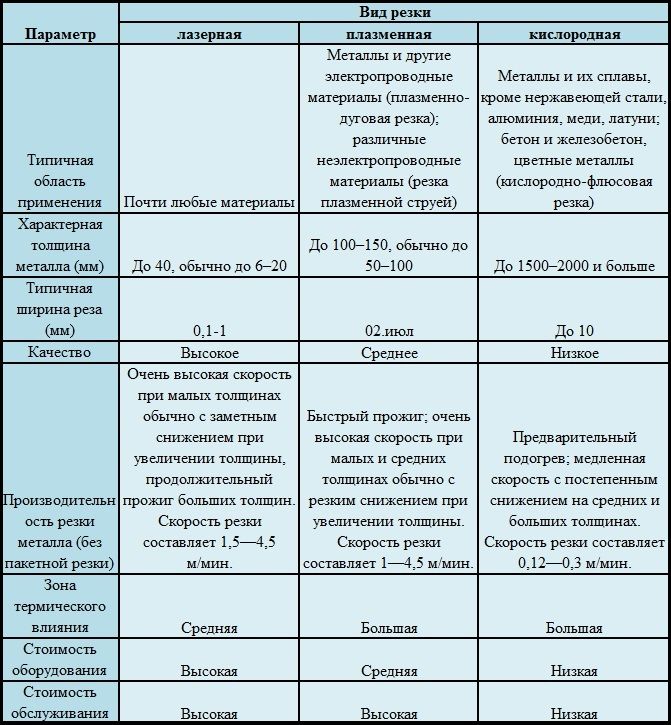 Pagrindinių metalo pjovimo tipų parametrai
Pagrindinių metalo pjovimo tipų parametrai
Gręžimas naudojamas norint sukurti skylę, kuri pakeičia detalės išvaizdą. Šį mechaninį metodą galima atlikti bet kuriame įrenginyje. Pagrindinė sąlyga yra grąžto ir veržlės, į kurias įdėtas ruošinys, buvimas.
Obliavimo detalės. Obliavimas atliekamas specialiu obliavimu su freza. Šio tipo apdirbimo sudėtingumas yra tas, kad reikia tiksliai apskaičiuoti tuščiosios eigos ir darbinius judesius, leidžiančius pjaustytuvui patekti į ruošinį ir iš jo išeiti.
Frezavimo ir šlifavimo būdai. Frezavimas yra sudėtingas mechaninis metodas, atliekamas horizontalioje frezavimo staklėje. Ruošinys pritvirtinamas prie darbinio paviršiaus, o po to apdorojamas pjaustytuvu, kuris ruošinį veikia kampu.
Metalo šlifavimas yra paskutinis etapas, leidžiantis detalės paviršiui suteikti reikiamo lygumo ir pašalinti perteklinį sluoksnį. Šlifavimui nereikia specialių prietaisų. Galutinė detalės išvaizda gali būti suteikta savarankiškai naudojant šlifavimo diską. Gamybos sąlygomis šiems tikslams naudojamos šlifavimo staklės. Cilindrinės dalys yra apdirbamos sukimosi būdu judesiai su tiesiais ir sukamaisiais maitinti. Plokščio ruošinio atveju metalas šlifuojamas tik į priekį.
Susijęs vaizdo įrašas: Tikslus metalo apdirbimas
https://youtube.com/watch?v=ZyqCmfg8aBQ
Klausimų pasirinkimas
- Michailas, Lipeckas — kokius diskus naudoti metalui pjauti?
- Ivanas, Maskva — koks yra metalu valcuoto lakštinio plieno GOST?
- Maksim, Tver — Kokie stelažai yra geriausi metalo valcavimo gaminiams laikyti?
- Vladimiras, Novosibirskas – ką reiškia ultragarsinis metalų apdorojimas nenaudojant abrazyvinių medžiagų?
- Valerijus, Maskva - kaip savo rankomis nukalti peilį iš guolio?
- Stanislavas, Voronežas — kokia įranga naudojama cinkuoto plieno ortakiams gaminti?
Bendrosios antimikrobinių medžiagų charakteristikos
Reikšmingas
sukeltų žmonių ligų skaičius
bakterijos, virusai, grybeliai, spirochetai ir
taip pat kai kurie helmintai. Medžiagos
kurie neutralizuoja patogenus
aplinkoje ar kūne
žmonių vadinami antimikrobiniais
reiškia.
Farmakologinis
šios grupės medžiagų poveikis yra
bakteriostatinis (gebėjimas
nustoti augti ir daugintis
mikroorganizmai) arba baktericidinis
(savybė neutralizuoti mikroorganizmus).
Antimikrobinis
lėšos skirstomos į dvi grupes:
aš.
Antiseptinis ir dezinfekuojantis
įrenginius.
narkotikai,
neturi selektyvaus antimikrobinio poveikio
ir turi didelį toksiškumą
žmogui.
Antiseptikas
priemonės gali sukelti mirtį
arba nustoti augti ir vystytis
mikroorganizmai ant kūno paviršiaus
žmogaus (odos ar gleivinės).
Dezinfekcija
reiškia neutralizuoti patogenus
aplinkoje esantys mikroorganizmai, jų
naudojamas kambario gydymui
patalynė, indai, medicinos instrumentai,
įranga, pacientų priežiūros reikmenys.
klasifikacija
antiseptikas ir dezinfekuojantis
lėšų
aš.
Antiseptinis ir dezinfekuojantis
neorganinės prigimties priemonės
1.
Halogenai (halogenidai)
1.1.
Preparatai, kurių sudėtyje yra chloro – chloras
kalkės, chloraminas B, chlorheksidinas
digliukonatas, chlorantoinas, natrio hipochloritas
1.2.
Preparatai, kurių sudėtyje yra jodo – jodo tirpalas
alkoholis, jodonatas, jodoformas
(trijodmetanas), Lugolio tirpalas, jodas-dicerinas,
jodinolis, povidono jodas (betadinas)
2.
Oksidatoriai - vandenilio peroksido tirpalas
(vandenilio peroksidas) praskiestas ir
koncentruotas kalio permanganatas,
benzoilo pe-hidroksidas (hidroksi 5, 10)
3.
Rūgštys ir bazės - boro rūgštis,
benzenkarboksirūgštis, amoniako tirpalas,
natrio tetraboratas (boraksas)
4.
Sunkiųjų metalų druskos – gyvsidabrio dichloridas
(sublimatas), sidabro nitratas, kolargolis,
protargolis, cinko sulfatas, dermatolis,
kseroformas
II.
Antiseptinis ir dezinfekuojantis
organinės kilmės priemonės
1.
Fenoliai - grynas fenolis (karbolio rūgštis),
beržo derva, rezorcinolis, trikrezolis,
polikresulenas (vagotilas)
2.
Derva ir dervos - ichtiolis (ichthammolis), vinizolis
3.
Dažai - briliantiškai žalia,
metileno mėlynasis, etakridino laktatas
(rivanolis)
4.
Nitrofurano dariniai - furatsilinas
(nitrofuralas), furoplastas, furaginas
(furazidinas)
5.
Aldehidai ir alkoholiai - etilo alkoholis,
formaldehidas (formalinas), lizoformas
6.
Plovikliai - žalias muilas, Zerigel,
etonis, dekametoksinas (septefrilis),
miramistinas.
II.
Chemoterapiniai vaistai.
narkotikai,
kurios suteikia atrankinės
antimikrobinis aktyvumas, paroda
platus gydymo spektras
jų veiksmai naudojami gydyti ir
infekcinių ligų prevencija.
Bendras technologinio proceso aprašymas
Ruošinius galima apdirbti dviem būdais:
- slėgis (be drožlių pašalinimo);
- pjovimas (su drožlių pašalinimu).
Pirmuoju atveju medžiagai norimą formą ir tūrį suteikia įrankio jėga, pavyzdžiui, kalimas. Antruoju atveju nuo jo pašalinami paviršiniai sluoksniai (išlaida), pavyzdžiui, frezavimas, obliavimas, šlifavimas.
Metalų apdirbimas yra vienas iš gatavo gaminio gavimo iš ruošinio etapų ir reikalauja iš anksto parengti technologinį žemėlapį, kuriame būtų nurodyti reikiami matmenys ir tikslumo klasės. Remiantis technologiniu žemėlapiu, sudaromas gatavos medžiagos brėžinys, kuriame taip pat nurodomi matmenys ir tikslumo klasės.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibracinis mechaninis pjovimas
Vis plačiau naudojamas vibracinis apdirbimas. Yra dvi vibracijos poveikio kryptys. Pirmoji kryptis siejama su nepalankių virpesių slopinimu apdirbimo metu, dėl kurių sumažėja paviršiaus kokybė, apdirbimo tikslumas ir įrankio tarnavimo laikas. Ši kryptis ypač svarbi pjaunant sunkiai pjaustomas medžiagas.
Antroji kryptis yra susijusi su teigiamo efekto pasiekimu vibracijų įvedimo procese. Vibracinio pjovimo naudojimas užtikrina efektyvų drožlių laužymą, taip pat žymiai pagerina įvairių medžiagų apdirbamumą.
Bendrosios fizinės pjovimo su vibracija ypatybės yra šios:
- trumpalaikis periodinis pjovimo greičio padidėjimas;
- kintama ciklinė apkrova deformuojamai medžiagai;
- trinties jėgų sumažinimas ant įrankio kontaktinių paviršių su drožlėmis ir ruošiniu;
- padidėjęs aušinimo skysčio panaudojimo efektyvumas.
Veiksmo kryptimi vibracijos gali būti ašinės, radialinės arba tangentinės.
Pjovimas ašiniais virpesiais naudojamas drožlių laužymui. Pagrindiniai vibracinio pjovimo su ašiniais svyravimais ypatumai yra didelis pastūmų (pjovimo storio) pokytis per vieną įrankio virpesių ciklą, taip pat reikšmingas darbinių pjovimo kampų pokytis. Visais atvejais sukant mažėja pjaustytuvų priekinio paviršiaus nusidėvėjimo gylis.
Ašinis vibracinis pjovimas efektyviausiai panaudojamas gręžiant, kurio metu ženkliai pagerėja drožlių smulkinimo ir pašalinimo sąlygos.Įprasto gręžimo metu, judant išilgai spiralinio griovelio, drožlės užstringa ir periodiškai susidaro kamščiai, todėl reikia sustabdyti ir ištraukti grąžtą iš skylės. Ši aplinkybė apsunkina gręžimo automatizavimą.
Kartu su automatizavimo galimybe vibracinis gręžimas gali padidinti našumą 2,5 karto ir tris kartus padidinti įrankio tarnavimo laiką.
Pjovimas su radialine vibracija neigiamai veikia apdirbimo rezultatus - didėja šiurkštumo parametrai, nes pjovimo briaunos judėjimas vibracijos metu yra tiesiogiai pritvirtintas prie apdirbamo paviršiaus. Pjovimo briaunos darbo sąlygos taip pat nepatenkinamos, nes pjovimo briauna svyruojant judesiui jaučia didelę apkrovą, todėl padidėja briaunų susidėvėjimas ir skilinėjimas.
Pjovimas tangentiniais svyravimais, t.y., su svyravimais apskritimo pjovimo greičio kryptimi, naudojamas ženkliai padidinti našumą ir įrankio tarnavimo laiką. Metodas davė teigiamų rezultatų tekinant, frezuojant, presuojant, sriegiant, šlifuojant, galandant abrazyvinius įrankius.
Naudota įranga
Apdirbimas naudojamas specializuotose įmonėse, turinčiose pakankamai gamybinių patalpų ir reikiamos įrangos.
Paviršiniams sluoksniams pašalinti gaminys apdorojamas tekinimo ir frezavimo staklėmis. Populiariausi tarp jų yra:
- CNC tekinimo centrai;
- vertikalios frezavimo staklės.


Nauji darbinių priedų modeliai leidžia išlaikyti aukštą geometrijos tikslumą ir paviršiaus šiurkštumą.
Įranga, leidžianti apdoroti medžiagą mechaniškai, yra labai įvairi. Kiekviena įmonė savarankiškai nusprendžia, ar reikia įsigyti konkretų įrenginį. Pavyzdžiui, kai kuriose pramonės šakose įrengiamos rotorinės mašinos, galinčios apdoroti iki 9 metrų skersmens gaminius.
 Šie įrenginiai yra tarp standartinės įrangos, kuri yra įrengta bet kurioje įmonėje, apdirbančioje metalo gaminius mechaninėmis priemonėmis:
Šie įrenginiai yra tarp standartinės įrangos, kuri yra įrengta bet kurioje įmonėje, apdirbančioje metalo gaminius mechaninėmis priemonėmis:
- malimas;
- krumpliaračių sujungimas;
- radialinis gręžimas;
- horizontalus gręžimas;
- vertikalus gręžimas.
Slėgio apdorojimo įranga
Kalimas gali būti atliekamas rankomis, naudojant plaktuką ir priekalą. Mechaninis metodas susideda iš preso, nuleidžiamo ant įkaitinto metalinio paviršiaus, naudojimas.
Abu įrenginiai yra mechaniniai. Tačiau plaktukas smogia, dėl to apdorotas paviršius įgauna norimą formą, o presas daro spaudimą.
Plaktukas gali būti šių tipų:
- garai;
- garas-oras;
- kritimas;
- pavasaris.
 Plaktukas
Plaktukas
Taip pat yra keletas spaudos įrenginių tipų:
 Spaudos schema
Spaudos schema
- hidraulinis;
- garo hidraulinė;
- varžtas;
- trintis;
- ekscentriškas;
- švaistiklis;
- pavasaris.
Prieš pradedant apdorojimą slėgiu, metalo paviršius pašildomas. Tačiau pastaraisiais metais vietoj karšto poveikio dažniau naudojamas šaltas poveikis, vadinamas štampavimu. Štampavimas tinkamas darbui su bet kokio tipo metalu. Tai leidžia suteikti gaminiui norimą formą, nepažeidžiant fizinių medžiagos savybių.
Populiariausi štampavimo tipai yra šie:
- lenkimas;
- tempimas;
- suspaudimas;
- liejimas;
- sulenkimas;
- išmontavimas.
 metalo štampavimas
metalo štampavimas
Lenkimas naudojamas metalinio elemento ašinei formai pakeisti ir atliekamas naudojant veržlę, sumontuotą ant lenkimo štampų ir presų. Tempimas atliekamas verpimo mašinoje ir naudojamas sudėtingiems gaminiams kurti. Suspaudus sumažinamas dalies su ertme skerspjūvis. Formavimas naudojamas kuriant erdvinių formų elementus. Šiems darbams atlikti naudojami specialūs liejimo štampai.
Pristatymas tema Biologiniai nuotekų valymo metodai. Biologinio nuotekų valymo principas yra tas, kad tam tikromis sąlygomis mikrobai sugeba skaidyti organines medžiagas. nuorašas
1
Biologiniai nuotekų valymo metodai
2
Biologinio nuotekų valymo principas – tam tikromis sąlygomis mikrobai organines medžiagas sugeba suskaidyti į paprastas medžiagas, tokias kaip vanduo, anglies dioksidas ir kt.
3
Biologinius nuotekų valymo būdus pagal mikroorganizmų, dalyvaujančių nuotekų teršalų apdorojime, tipus galima suskirstyti į du tipus: 1. aerobiniai biologiniai pramoninių ir buitinių nuotekų valymo metodai (mikroorganizmų gyvybinei veiklai reikalingas deguonis) be deguonies).
4
Nuotekų valymo metodai, kuriuose dalyvauja aerobinės bakterijos, skirstomi pagal rezervuaro, kuriame nuotekos oksiduojamos, tipą. Talpykla gali būti biotvenkinys, biologinis filtras arba filtravimo laukas.
5
Aerobinio apdorojimo metodų veikimo principai: a) aktyviuoju dumblu (aerotankais); b) su bioplėvele (biofiltrais), c) su aktyviuoju dumblu ir bioplėvele (biotenu).

6
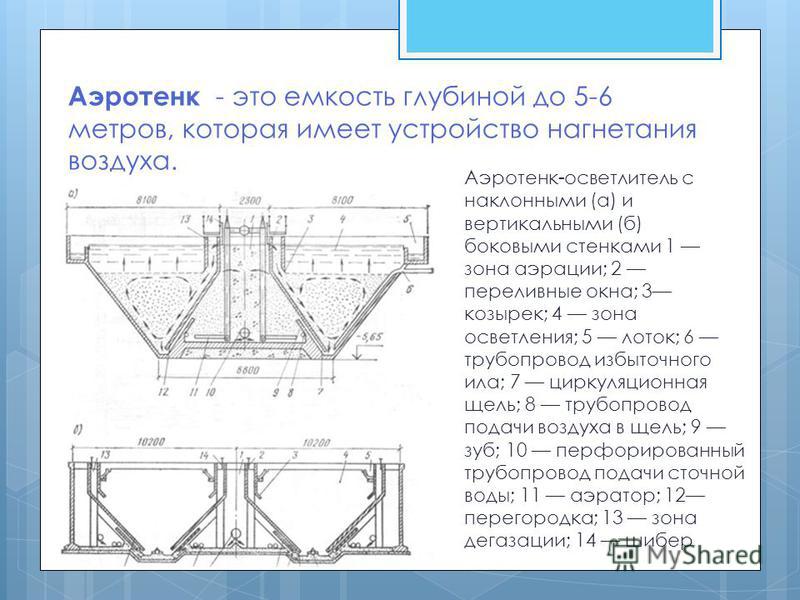
Aerotankas – tai iki 5-6 metrų gylio konteineris, turintis oro įpurškimo įrenginį. Aerotanko skaidrintuvas su pasvirusiomis (a) ir vertikaliomis (b) šoninėmis sienelėmis 1 aeracijos zona; 2 perpildymo langai; 3 skydelis; 4 nuskaidrinimo zona; 5 padėklas; 6 perteklinio dumblo vamzdynas; 7 cirkuliacijos tarpas; 8 vamzdynas oro tiekimui į tarpą; 9 dantis; 10 perforuotas nuotekų tiekimo vamzdynas; 11 aeratorius; 12 pertvara; 13 degazavimo zona; 14 vartai
7
Aerotankai-dislokatoriai naudojami buitinėms ir pramoninėms nuotekoms valyti, kai teršalų koncentracija BDSp ne didesnė kaip 500 mg / dm 3.

8
Aerotankai-maišytuvai (visiško maišymo aerotankai) pasižymi vienodu šaltinio vandens ir aktyviojo dumblo tiekimu per visą konstrukcijos ilgį ir vienodu dumblo mišinio pašalinimu.

9
Biologinis filtras Biologinis filtras – tai talpa, pripildyta stambia medžiaga. Ant šios medžiagos dalelių gyvena mikroorganizmų kolonijos.
10
Įprastame biofiltre nitrifikacijos ir denitrifikacijos procesai gali būti atliekami kartu su nuotekų organinių medžiagų biologiniu skaidymu. nitrifikatoriai amonio azotą paverčia nitritų azotu, o nitratus denitrifikatoriai nitratinį azotą paverčia molekuliniu azotu ar kitomis lakiosiomis azoto formomis Didelės organinių medžiagų apkrovos tenka viršutinės biofiltro dalies biocenozei, todėl šioje dalyje susidaro bioplėvelė, susidedantis iš heterotrofų, kurie intensyviai oksiduoja atliekas organines medžiagas vandenį.
11
Pagal krovimo medžiagos tipą visi biofiltrai skirstomi į dvi kategorijas: su tūrine apkrova Biologiniuose filtruose su tūrine apkrova naudojama stiprių uolienų skalda, akmenukai, šlakas, keramzitas. su plokštuminiais Filtrais su plokščia apkrova - plastikai, galintys atlaikyti 6 - 30 0C temperatūrą neprarandant stiprumo.
12
Pagal visuotinai priimtą klasifikaciją išskiriami biofiltrai su tūrine apkrova: lašeliniai didelės apkrovos bokštai su plokščia apkrova su kietu užpildu kieto bloko minkšta apkrova
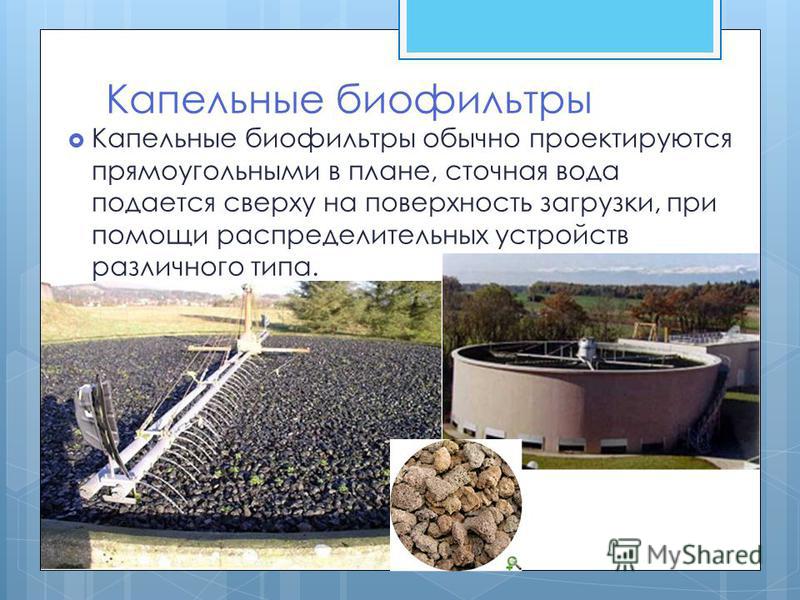
13
Lašeliniai biofiltrai Lašeliniai biofiltrai dažniausiai projektuojami stačiakampio plano, nuotekos tiekiamos iš viršaus į pakrovimo paviršių, naudojant įvairių tipų skirstomuosius įrenginius.
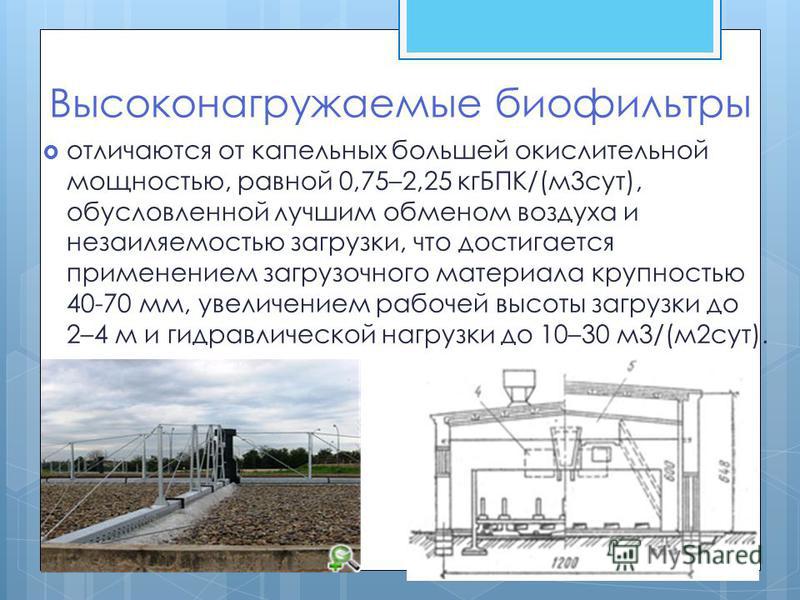
14
Didelės apkrovos biofiltrai nuo lašelinių biofiltrų skiriasi didesne oksidacine galia, lygia 0,75–2,25 kgBOD/(m 3 parą), dėl geresnio oro mainų ir nedumblų apkrovos, kuri pasiekiama naudojant krovimo medžiagą, kurios dalelių dydis yra mm, darbinio pakrovimo aukščio padidinimas iki 2–4 m ir hidraulinė apkrova iki 10–30 m3/(m2 parą).
15
Plokščios apkrovos filtrai Biofiltrų pralaidumui padidinti naudojamas plokščias apkrovimas, kurio poringumas %. Darbinis paviršius bioplėvelei formuoti yra nuo 60 iki 250 m 2 /m 3 apkrova.

16
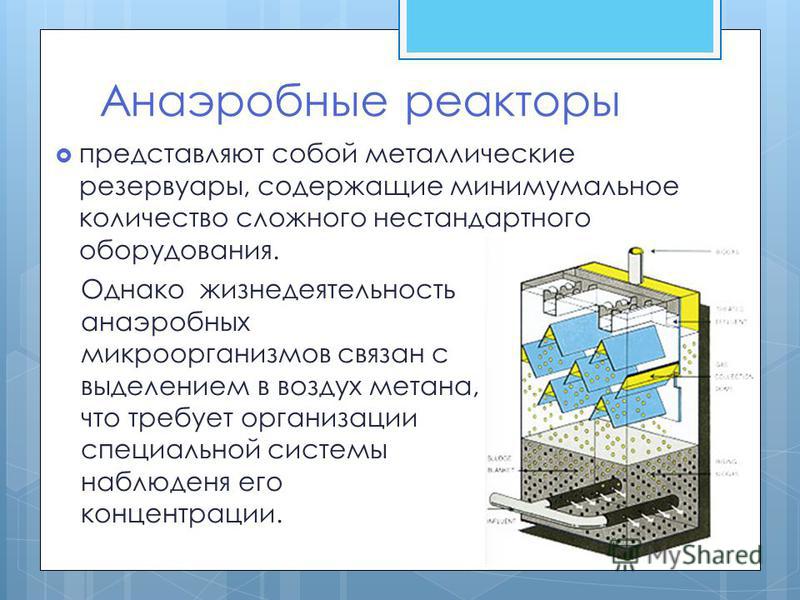
Anaerobiniai reaktoriai Tačiau gyvybinė anaerobinių mikroorganizmų veikla yra susijusi su metano išmetimu į orą, todėl reikia organizuoti specialią jo koncentracijos stebėjimo sistemą. yra metalinės talpyklos, kuriose yra minimalus sudėtingos nestandartinės įrangos kiekis.
17
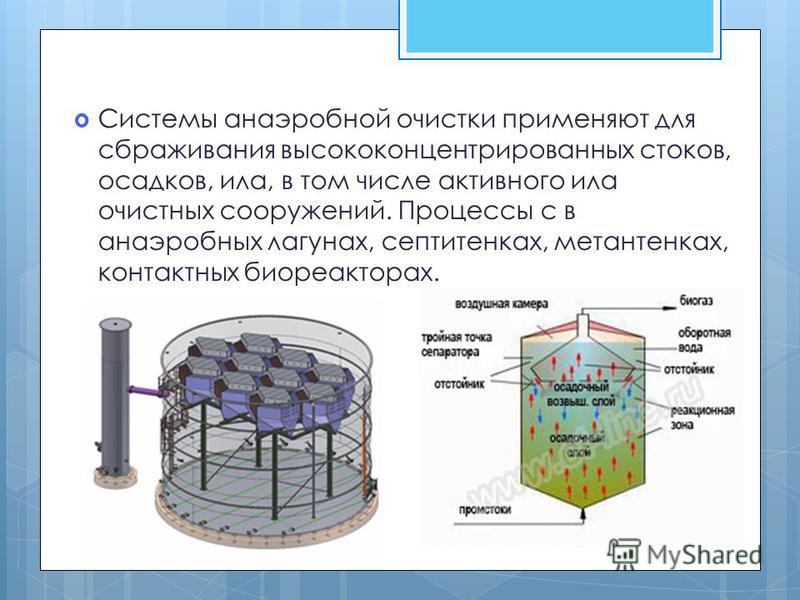
Anaerobinės valymo sistemos naudojamos labai koncentruotų nuotekų, nusodinimo, dumblo, įskaitant aktyvųjį dumblą iš valymo įrenginių, fermentacijai. Procesai anaerobinėse lagūnose, septikuose, pūdyklose, kontaktiniuose bioreaktoriuose.
18
Ačiū už dėmesį!
Cheminės sterilizacijos priemonės
Sunaikinimas
mikroorganizmus per chemines medžiagas
medžiagos vadinamos dezinfekcija
(iš lat.
infekcija
- infekcija ir prancūzų kalba. neigiamas
priešdėliai des).
Cheminės medžiagos naudojamos
patogeninių mikroorganizmų sunaikinimas
išorinės aplinkos objektuose – darbo vietoje
patalpoje, ant darbo drabužių,
rankas, technologinę įrangą ir
inventorius.
KAM
tam naudojamos medžiagos
dezinfekcija, nemažai
reikalavimai:
- jie
turi būti lengvai tirpus vandenyje;
- v
trumpas laikas parodyti baktericidinį poveikį
veiksmas;
- ne
turi toksinį poveikį
žmonės ir gyvūnai;
- ne
pakenkti dezinfekcijai
daiktų.
Dezinfekavimo priemonės
medžiagos skirstomos į keletą
grupės:
1.
Chloro turintys junginiai (chloras
kalkės, natrio hipochloritas, chloraminas,
pantocidas, chlordezinsulfochlorantinas ir
ir tt).
2.
Junginiai jodo ir bromo pagrindu
(jodopirinas, dibromantinas).
3.
Oksidatoriai (vandenilio peroksidas, permanganatas
kalio ir kt.).
4.
Fenoliai ir jų dariniai (fenolis, lizolis,
kreolinas, heksachlorofenas).
5.
Sunkiųjų metalų druskos (natrio mertiolatas,
ėsdinantis sublimuotas).
Antimikrobinis
rūgštys ir jų
druskos (boro, salicilo), šarmų, alkoholių
(70 % etanolio tirpalas) aldehidai
(formaldehidas).
Išduota
taip pat baktericidiniai muilai: fenolio,
dervos, "Higienos", turinčios 3-5 proc.
heksachlorofenas.
Mechaninio nuotekų valymo įranga
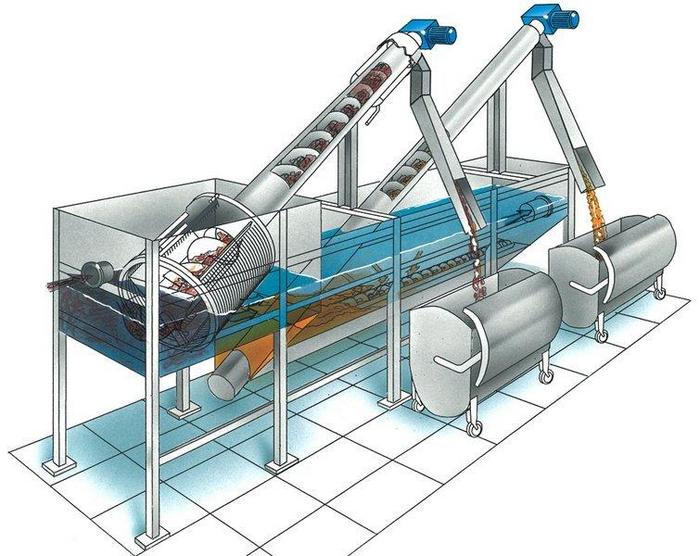
Kad valymo procesas vyktų kuo kruopščiau, naudojamos įvairios priemonės:
Grotelės laiko elementus nuo didelių iki vidutinių. Grotos montuojamos skysčio tekėjimo kryptimi, o elementai gali būti montuojami pasvirusiai arba vertikaliai, tačiau grotelių sinusuose būtina įrengti grėblio dantis, kurie pašalina šiukšles ir siunčia atliekas į juostą. Po to šiukšlės siunčiamos į smulkintuvą, jei metodas iš karto neapima trupintuvų grotelių įrengimo šiukšlėms sulaikyti ir sumalti.
Smėlio gaudyklės naudojamos mažo savitojo svorio dalelėms laikyti. Dėl to, kad net mažų dalelių savitasis svoris yra didesnis už vandens savitąjį svorį, inkliuzai nusėda į dugną. Todėl smėlio gaudyklių funkcionalumas tiesiogiai priklauso nuo vandens tekėjimo greičio. Paprastai įranga skirta laikyti elementus ne daugiau kaip 0,25 mm, o srauto greitis yra specialiai reguliuojamas: 0,15-0,3 m/s esant horizontaliam srautui
Svarbu suprasti, kad vandens judėjimas turi būti tiesus arba apskritas, bet horizontalus, tik tokiu atveju smėlio gaudyklių elementai veiks visa jėga. Įrangos valymo būdas gali būti arba naudojant siurblį, kuris išsiurbia surinktą smėlį, arba naudojant grandiklius, sraigtus, hidraulinius liftus centralizuotuose valymo įrenginiuose.
Smėlio gaudyklės gali išvalyti srautus 75% mineralinių priemaišų - tai beveik idealus rodiklis.
Nusodinimo rezervuarai taip pat naudojami kaip įranga mechaninėms priemaišoms atskirti nuo nuotekų. Yra daugybė sedimentacijos rezervuarų tipų:
pirminis, montuojamas prieš biologinio valymo stotis;
antrinės, kurios įrengiamos po biologinio apdorojimo stočių.
Pagal savo konstrukcijos ypatybes sedimentacijos rezervuarai gali būti horizontalūs, radialiniai ir vertikalūs.
- Dumblo lovos taip pat įtraukiamos į mechaninio nuotekų valymo procesą. Jomis surenkamas dumblas, kuris lieka nusodinimo rezervuaruose ir kitose konstrukcijose. Išmetimų džiovinimo ir paskirstymo procesas vyksta tiksliai dumblo aikštelėse, o drėgnumas sumažėja iki 75%, todėl išmetimų tūris sumažėja 3-8 kartus. Aikštelė, kaip statinys, yra žemių pylimų ribojama vieta. Po džiovinimo dumblo likučiai surenkami ir pašalinami, o taip išvalytas skysčio srautas iš dalies patenka į dirvą, iš dalies išgaruoja. Likusi tarpląstelinio vandens dalis pumpuojama į valymo įrenginius, kuriuose jau taikomas biologinis valymas, nes jame yra daug smulkių dalelių, kurių negali nusodinti mechaniniai gaudyklės.
Verta prisiminti, kad mechaninio priemaišų pašalinimo procesas ne visada visiškai išskiria kenksmingas medžiagas ir reikalingas biologinis upelių apdorojimas.


