Kodėl mums reikia metalų atkaitinimo
Tikslus metalo atkaitinimo proceso pobūdis labai priklauso nuo atkaitinto metalo paskirties.
Atkaitinimo būdai labai skiriasi tarp atkaitinimo gamyklose, kuriose gaminamas didžiulis lakštinio plieno kiekis, ir atkaitinimo nedidelėse automobilių dirbtuvėse, kai tokio apdorojimo reikalauja tik viena dalis.
Trumpai tariant, šaltasis apdirbimas yra plastinė deformacija, sunaikinant arba iškreipiant metalo grūdėtumo struktūrą.
Atkaitinimo metu metalas arba lydinys pašildomas iki temperatūros, kurioje vyksta rekristalizacija – vietoj senų – deformuotų ir pailgų – grūdelių – nedeformuojančių ir apvalių – susidaro nauji grūdeliai. Tada metalas aušinamas tam tikru greičiu. Kitaip tariant, metalo kristalams ar grūdeliams, kurie buvo pasislinkę arba deformuoti šalto plastiko apdirbimo metu, leidžiama atstatyti ir atsigauti į natūralią būseną, tačiau esant aukštesnei atkaitinimo temperatūrai.
Tirpalo dalių variavimas elektrolitu
Metalinių dalių vario dengimas gali būti atliekamas namuose. Apsvarstykite galimybę padengti variu, nuleidžiant dalį į tirpalą su elektrolitu. Tam reikia turėti:
- mažos varinės plokštės
- kelių metrų laidžios vielos;
- srovės šaltinis, kurio įtampa iki 6 V;
- taip pat rekomenduojama naudoti reostatą srovei reguliuoti ir ampermetrą.
Veikimo procedūra
- Kaip skystis, gerai tirpdantis varį, naudojamas įprastas elektrolitas. Galite nusipirkti arba pasigaminti namuose. Tam reikės 3 ml sieros rūgšties, kiekvienam 100 ml distiliuoto vandens. Reikiamą tirpalą galima gauti į susidariusį elektrolitą įpylus iki 20 g. vario sulfatas.
- Prieš pradedant vario dengimo procesą, dalis turi būti nuvalyta švitriniu popieriumi, kad pašalintų oksido plėvelę nuo paviršiaus.
- Tada dalis nuriebalinama karštu sodos tirpalu ir nuplaunama švariu vandeniu.
- Paruoštas elektrolito tirpalas supilamas į reikiamo tūrio stiklinį indą.
- Tada ten, ant laidžių laidų, nuleidžiamos dvi varinės plokštės. Tarp dviejų varinių plokščių ant panašios vielos pakabinama dalis, skirta vario dengimui namuose. Būtina užtikrinti, kad varinės plokštės ir dalis būtų visiškai užlieti elektrolito tirpalu.
- Kitame etape varinių plokščių laidų galai prijungiami prie teigiamo, o ruošinys - prie neigiamų srovės šaltinio gnybtų. Iš eilės prie sukurtos elektros grandinės turi būti prijungtas reostatas ir ampermetras. Ar įjungus srovę grandinėje ji nustatoma reostatu 15 mA per 1 cm? dalies paviršiaus plotas.
- Palaikę ruošinį tirpale 15-20 minučių, turite išjungti maitinimą ir išimti gaminį iš tirpalo. Per šį trumpą laiką detalės paviršius bus padengtas plonu vario sluoksniu. Dangos storis priklausys nuo vario dengimo proceso trukmės. Taigi bet kurio gaminio paviršių galima padengti variu, kurio sluoksnis yra 300 mikronų ar didesnis.
Vario ir jo lydinių suvirinimas plienu. Kaip suvirinti varį ir plieną
Praktikoje vario ir plieno suvirinimas dažniausiai atliekamas sandūrose. Priklausomai nuo konstrukcijos pobūdžio, siūlės tokioje jungtyje gali būti išorinės ir vidinės.
Suvirinant žalvarį su plienu, geriausiai tinka suvirinimas dujomis, o raudonojo vario suvirinimui prie plieno – metalo lankinis suvirinimas.
Geri rezultatai gaunami ir suvirinant anglies elektrodais po srauto sluoksniu ir dujiniu suvirinimu po srautu BM-1.Dažnai praktikoje žalvario ir plieno suvirinimas dujomis atliekamas naudojant varį kaip užpildą.
Suvirintų briaunų, kurių storis yra toks pat spalvoto metalo ir plieno, paruošimas atliekamas taip pat, kaip ir suvirinant juoduosius metalus.
Lakštai, kurių storis mažesnis nei 3 mm, suvirinami be pjovimo, o lakštai, pradedant nuo 3 mm, su nuožulniais kraštais.
Jei briaunų nuožulnumas yra nepakankamas arba ant suvirinamų dalių galų yra nešvarumų, gero prasiskverbimo pasiekti neįmanoma. Remiantis tuo, suvirinant didelio storio dalis, kuriose padarytas X formos griovelis, atbukinti nereikėtų.
Vario suvirinimas plienu yra sudėtinga užduotis, tačiau gana įmanoma padengti ir suvirinti, pavyzdžiui, cheminės įrangos dalis, varinę vielą su plieniniu bloku.
Tokių jungčių suvirinimo kokybė atitinka jiems keliamus reikalavimus. Vario stiprumą galima padidinti į jo sudėtį įdėjus iki 2% geležies. Kai daugiau geležies, jėgos pradeda kristi.
Suvirinant anglies elektrodu, turi būti naudojama tiesioginio poliškumo nuolatinė srovė.
Elektros lanko įtampa 40-55V, o ilgis apie 14-20mm. Suvirinimo srovė parenkama pagal elektrodo skersmenį ir kokybę (anglies arba grafito) ir yra 300-550A diapazone. Naudojamas toks pat srautas, kaip ir suvirinant varį, šių srautų sudėtis pateikta šiame puslapyje.
Srautas įvedamas į suvirinimo zoną, pilant jį į griovelį.
 Suvirinimo būdas naudojamas "kairėje".
Suvirinimo būdas naudojamas "kairėje".
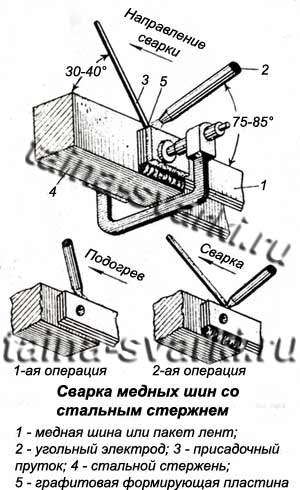
Geriausi rezultatai suvirinant varines šynas su plienu gaunami suvirinant „valtyje“. Tokio suvirinimo schema parodyta paveikslėlyje. Pirmiausia anglies elektrodu kaitinami variniai kraštai, o po to suvirinama tam tikra elektrodo ir užpildo strypo padėtimi (žr. pav.). Suvirinimo greitis 0,25 m/h. Vario suvirinimas ketaus atliekamas tais pačiais technologiniais metodais.
Mažo storio (iki 1,5 mm) mažai legiruotos bronzos suvirinimas su iki 2,5 mm storio plienu gali būti atliekamas su persidengimu su nesunaudojamu volframo elektrodu argono aplinkoje automatinėje mašinoje su užpildo viela su skersmuo 1,8 mm paduodamas iš šono.
Šiuo atveju labai svarbu nukreipti lanką į persidengimą iš varinės pusės. Tokie suvirinimo režimai: srovės stipris 190A, lanko įtampa 11,5V, suvirinimo greitis 28,5m/h, vielos padavimo greitis 70m/h
Varis ir žalvaris yra gerai privirinami prie plieno žaibinio suvirinimo būdu.
Šiuo suvirinimo būdu plieniniai kraštai išlydomi gana stipriai, o spalvotųjų metalų kraštai – šiek tiek. Atsižvelgdami į šią aplinkybę ir į šių metalų savitųjų varžų skirtumus, paimkite plieno iškyšą, lygią 3,5d, žalvario - 1,5d, vario - 1,0d, kur d yra turimų strypų skersmenys. suvirinti.
Tokiems strypų suvirinimui rekomenduojamas 2,5d plienui, 1,0d žalvariui ir 1,5d variui lazdele. Savitasis atsparumas krituliams imamas 1,0-1,5 kg/mm2 intervale.
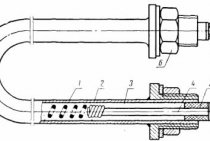
Praktikoje dažnai tenka suvirinti 8-12 mm skersmens smeiges nuo vario ir jo lydinių iki plieno arba plienines smeiges iki vario gaminių.
Toks suvirinimas atliekamas nuolatine atvirkštinio poliškumo srove, naudojant smulkų srautą OSC-45 be išankstinio pašildymo.
Varinės iki 12 mm skersmens arba L62 žalvarinės iki 10 mm skersmens smeigės, esant 400 A srovei, gerai privirinamos prie plieno arba ketaus.
O smeigės iš žalvario markės LS 59-1 suvirinimui nenaudojamos.
Plieninės smeigės prastai suvirinamos prie vario ir žalvario gaminių.
Vario suvirinimo elektrodai
Norint sujungti varį be užpildo vielos, naudojami sunaudojami elektrodai su specialia danga. Lydant susidaro šlako sluoksnis, apsaugantis suvirinimo vietą nuo sąlyčio su oru. Priedai, sudarantys dangą, derinami su metalu, pagerina siūlės kokybę. Šlako sluoksnis lėtina siūlės aušinimą, o tai padeda pašalinti daugiau dujų.
Nenaudojami anglies ir grafito elektrodai naudojami kartu su užpildo viela, reikalinga siūlei sukurti. Renkantis atminkite, kad:
- rankiniu būdu suvirinant varį, dangos spalva yra raudona;
- markės su pilka danga yra skirtos spalvotiesiems metalams;
- ugniai atsparūs metalai virti mėlynais elektrodais;
- su geltona danga karščiui atsparaus legiruoto plieno.
Plieno vario dengimo namuose ypatybės
Norint gaminti vario dengimą namuose, būtina įvykdyti daugybę reikalavimų, kylančių iš paties technologinio proceso, nes panardinimo metodas apima elektrolito naudojimą. Šis tirpalas yra šarminis, gali išgaruoti, o kadangi eksploatacijos metu jis taip pat įkais, garavimas bus intensyvus. Atlikdami galvanizavimą namuose, turėtumėte pasirūpinti apsauginėmis priemonėmis ir gera ventiliacija.
Galvanizavimas variu namuose, nepaisant gana primityvios įrangos, vis dėlto duoda puikių rezultatų. Iš visų metalų plienas tvirčiausiai jungiasi su varine plėvele, todėl būtent plieną dengiant variu gaunami puikūs, patvarūs srovės laidininkai. Plieninį gaminį padengus varine plėvele, dirbinys atrodys patrauklesnis.
 Vario dengimo rezultatas
Vario dengimo rezultatas
Plieno dengimas variu panardinant į elektrolitą
Prieš pradedant vario dengimo procesą, reikėtų paruošti savo namus, darbo vietą, šiems darbams reikalingas medžiagas ir asmenines apsaugos priemones. Po to turėtumėte paruošti ruošinį. Oksido plėvelė turi būti pašalinta nuo jos paviršiaus plonu švitriniu popieriumi ir smulkiu metaliniu šepečiu. Nuėmus plėvelę, dalis nuplaunama, nuriebalinama šiltame muiluotame vandenyje ir vėl nuplaunama švariu vandeniu stipriai spaudžiant.
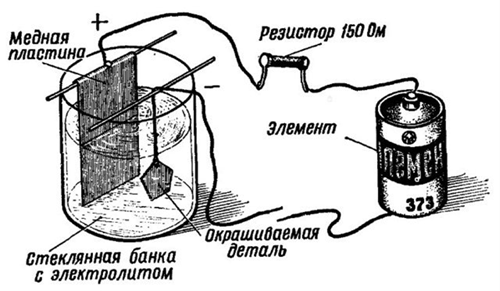 Plieno dengimo variu elektrolite schema
Plieno dengimo variu elektrolite schema
Dvi varinės plokštės dedamos į konteinerį (geriausia stiklinę), elektra sujungtos viena su kita. Šios plokštės yra anodai ir laidininku sujungtos su srovės šaltinio pliusu. Prie šaltinio minuso prijungtas laidininkas, prijungtas prie apdorojamo ruošinio, kuris yra katodas šioje grandinėje. Anodo grandinėje yra reostatas, skirtas reguliuoti srovės stiprumą, ir ampermetras valdymui.
Paruoštas elektrolito tirpalas supilamas į indą, kuriame yra vario sulfatas, distiliuotas vanduo ir rūgštis. Tirpalo pilamas toks kiekis, kad visiškai padengtų elektrodus ir ruošinį. Į grandinę įvedama įtampa, reostatas nustato srovę 15 mA vienam dalies ploto kvadratiniam centimetrui.
Po pusvalandžio įtampa nuimama, iš tirpalo pašalinama variu dengta dalis, išleidžiama iš laidininko, kruopščiai nuplaunama ir išdžiovinama. Procesas baigtas. Būtina pastaba: visos operacijos turi būti atliekamos naudojant respiratorių, gumines pirštines ir įjungus ventiliaciją.
Vario suvirinimo aparatas
Pagrindiniai blokai yra apibrėžiami kaip pusiau automatiniai, automatiniai, argoniniai, keitikliai. Kiekvienas iš prietaisų atlieka darbus skirtingais gamybos būdais, pasižymi išskirtinėmis savybėmis.
- Vario plokščių sujungimas gali būti atliekamas volframo tipo organais argono aplinkoje. Šiuolaikinio tipo inverteriai maitinami iš buitinio tinklo, aprūpinti nepriklausoma aušinimo sistema, yra lengvi.
- Su viela naudojami pusiau automatiniai įrenginiai. Yra įvairių mazgų, įskaitant vietinius, kurie savo našumu nėra prastesni už importuotus analogus.
- Variniai laidai taip pat jungiami inverteriu, pagrindinė savybė – ekonomiškas, mažas energijos suvartojimas. Apsauga nuo prilipimo, karštas paleidimas leis pradedančiajam meistrui dirbti be išankstinio mokymo.
Naminis suvirinimo aparatas, skirtas suvirinimui anglies elektrodais
Naudojimui namuose geriausias pasirinkimas yra įrenginys, kurio galia iki 3,5 kW. Išėjimo galios pakanka 5 mm storio vario prijungimui. Maži resursų mechanizmai nepakenks buitiniam elektros tinklui, neleis sugesti buitinės technikos.
Pasiruošimas patinavimui
Kaip ir atliekant bet kokį darbą su chemikalais, sauga turi būti svarbiausia. Dauguma juodinimui naudojamų junginių yra labai toksiški. Išskiriami garai, patekę į atmosferą, gali būti pavojingi sveikatai. Yra tam tikrų standartinių taisyklių, kurių nereikėtų pamiršti:
- medžiagas būtina laikyti specialiuose mėgintuvėliuose, sandariai uždarytuose kamščiais sandarinimui;
- laikykite tirpalus vaikams nepasiekiamoje vietoje;
- procesas turi vykti specializuotoje spintoje su įmontuota ventiliacija (spintos durelės turi būti šiek tiek praviros).
Prieš apdirbant, medžiagą reikia kruopščiai nuplauti, išvalyti ir nuriebalinti, kad būtų pasiektas geriausias efektas.
 Vario ir kitų metalų patinavimas, oksidavimas
Vario ir kitų metalų patinavimas, oksidavimas
Oksidacija ir patinacija – šios sąvokos nėra sinonimai, kiekvieno iš šių procesų pasekmės skiriasi viena nuo kitos.
Vario oksidacija – oksidų ir oksidų susidarymas metalo paviršiuje dėl jo sąveikos su deguonies turinčiais elementais ir kitais tam tikrais cheminiais reagentais.
Patinavimas – plono chloro ir sieros junginių sluoksnio susidarymas veikiant metalą atitinkamais junginiais. Abu procesai lemia medžiagos spalvos pasikeitimą, o tam natūraliomis sąlygomis prireiktų nemažai laiko.
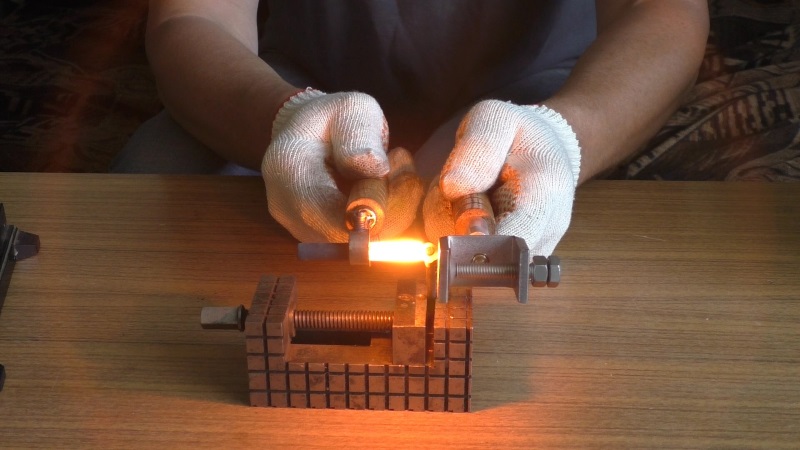
Žingsnis po žingsnio vario lydymo instrukcijos
Vario lydymas, jei paruošiate viską, ko reikia tokiam technologiniam procesui įgyvendinti, ir teisingai žiūrite į jo įgyvendinimą, leidžia gaminti vario gaminius tiek dekoratyviniais, tiek grynai praktiniais tikslais net namuose.
Norint išlydyti varį, jums reikės šių įrankių, įrangos ir reikmenų:
- mufelinė krosnis (geriausia su reguliuojama šildymo temperatūra);
- tiglis, kuriame lydysite varį (variui lydyti naudojami tigliai iš keramikos arba ugniai atsparaus molio);
- žnyplės, kuriomis karštas tiglis bus pašalintas iš krosnies;
- kablys (gali būti pagamintas iš paprastos plieninės vielos);
- buitinis dulkių siurblys;
- anglis;
- forma, kuria bus atliekamas liejimas;
- dujinis degiklis ir garsinis signalas.

Mažiausias priemaišų kiekis randamas elektriniame varyje
Pirmas žingsnis
Susmulkintas varis dedamas į tiglį. Reikėtų nepamiršti: kuo mažesni metalo gabalėliai, tuo greičiau jis išsilydys. Tiglis, pripildytas variu, dedamas į krosnį, kuri, naudojant temperatūros reguliatorių, turi būti įkaitinta iki reikiamos būsenos. Serijinių mufelinių krosnių durelėse būtinai yra langas, pro kurį galima stebėti lydymosi procesą.

Peržiūros langas leis valdyti procesą dar kartą neatidarius durelių ir taip nesumažinti orkaitės temperatūros
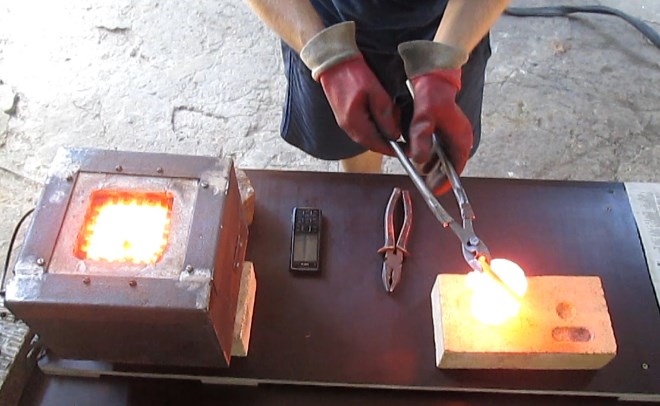
antras žingsnis
Išsilydžius visam tiglyje esančiam variui, jį reikia išimti iš krosnies specialiomis žnyplėmis. Ant paviršiaus būtinai yra oksido plėvelė, kurią plieniniu kabliu reikia perkelti į vieną iš tiglio sienelių. Išlydytas metalas, jo paviršius atsilaisvinus nuo oksido plėvelės, turi būti kuo greičiau ir tiksliau supilamas į anksčiau paruoštą formą. Šios procedūros detales ir taisykles puikiai parodo vaizdo įrašas, kurį nesunku rasti internete.
Metalą teks labai greitai supilti į formas, jei Jūsų pasirinktu šildymo būdu nepavyks užtikrinti norimos temperatūros.
Trečias žingsnis
Jei neturite mufelinės krosnies, tiglį galite pašildyti variu naudodami dujų degiklį, pastatydami jį vertikaliai po bako dugnu.
Tuo pačiu metu svarbu užtikrinti, kad dujų degiklio liepsna būtų tolygiai paskirstyta visame tiglio dugno plote.
Ketvirtas žingsnis
Jei namuose reikia išlydyti žemo lydymosi vario lydinius (žalvį ir kai kuriuos), tada kaip šildymo įrenginį galima naudoti įprastą pūtiklį, taip pat pastatant jį vertikaliai po tiglio dugnu. Lydant šiuo ir ankstesniais metodais, išlydyto metalo paviršius aktyviai sąveikaus su deguonimi, o tai sukels intensyvią oksidaciją. Norint sumažinti oksidacijos intensyvumą, išlydytą varį galima pabarstyti susmulkinta medžio anglimi.

Vario tirpimas pūtikliu naminėje viryklėje
Penktas žingsnis
Jei jūsų namų dirbtuvėse yra kalvė, ji taip pat gali būti naudojama variui, žalvariui ar bronzai lydyti. Šiuo atveju tiglis su susmulkintu metalu dedamas ant įkaitusios anglies sluoksnio. Kad kaitinimo ir lydymosi procesas vyktų intensyviau, į anglies degimo zoną galima tiekti orą, kuriam tinka įprastas dulkių siurblys, kuris veikia ne atitraukimui, o pūtimui. Jei naudosite dulkių siurblį, ant jo žarnos turi būti pagamintas metalinis antgalis su mažo skersmens pūtimo anga.

Dujinėje krosnyje lydymosi procesas bus dar efektyvesnis
Renkantis mufelinę krosnį liejimo operacijoms su variu ir jo lydiniais, reikia atkreipti dėmesį į temperatūros režimą, kurį gali užtikrinti toks įrenginys. Priklausomai nuo išlydyto metalo tipo, tokia krosnis turi užtikrinti tokią šildymo temperatūrą:
- varis - 1083°;
- įvairių rūšių bronza - 930–1140°;
- žalvaris - 880–950°.
Gali būti, kad lydymosi krosnį nuspręsite pasigaminti patys, žiūrėdami vaizdo įrašą.
Paprastas varis, kurio cheminėje sudėtyje nėra legiruojančių priedų, išlydyta būsena neturi gero sklandumo, todėl netinka sudėtingos konfigūracijos ir mažų dydžių gaminiams lieti. Šiems tikslams geriausia naudoti žalvarį, o lydinį, kurio paviršiaus spalva yra šviesesnė (tai rodo, kad šios markės žalvario lydymosi temperatūra yra žemesnė).
Patinavimo paskirtis
 Pagrindinis patamsinto vario naudojimo tikslas – suteikti apdirbamam metalui senėjimo efektą. Iš šios medžiagos senovėje buvo gaminama dauguma daiktų (monetos, figūrėlės, įvairūs suvenyrai, namų apyvokos daiktai). Pasiekę mūsų laikus, objektai patyrė tam tikrų transformacijų – oksidaciniai procesai pakeitė šių daiktų spalvą ir bendrą išvaizdą, sukurdami visus senovės požymius, taigi ir vertę.
Pagrindinis patamsinto vario naudojimo tikslas – suteikti apdirbamam metalui senėjimo efektą. Iš šios medžiagos senovėje buvo gaminama dauguma daiktų (monetos, figūrėlės, įvairūs suvenyrai, namų apyvokos daiktai). Pasiekę mūsų laikus, objektai patyrė tam tikrų transformacijų – oksidaciniai procesai pakeitė šių daiktų spalvą ir bendrą išvaizdą, sukurdami visus senovės požymius, taigi ir vertę.
Šiais laikais vario patinavimas atliekamas dirbtinai, tačiau siekiama vieno tikslo – suteikti daiktams retą išvaizdą, patraukti dėmesį, sužadinti norą jį įsigyti.
Vario charakteristikos
Varis yra vienas pirmųjų metalų, kurį žmogus išmoko išgauti ir apdoroti. Gaminiai iš vario ir jo lydinių buvo naudojami jau III amžiuje prieš Kristų, tai liudija istoriniai duomenys ir archeologinių kasinėjimų rezultatai. Plačią vario naudojimą labai palengvino tai, kad jį gana lengva apdirbti įvairiais mechaniniais metodais. Be to, jis gali būti lengvai ištirpsta.
Varis, kurio paviršius išsiskiria ryškia gelsvai raudona spalva, dėl savo minkštumo gali būti lengvai apdirbamas plastine deformacija. Vario paviršius, kai jis sąveikauja su aplinkiniu oru, yra padengtas oksido plėvele, kuri nudažo jį tokia gražia spalva.
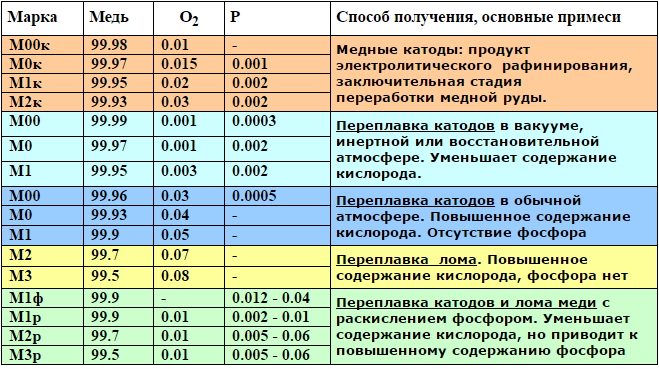
Techninės vario rūšys ir jų cheminė sudėtis
Didelę reikšmę turi tokios vario charakteristikos kaip elektros ir šilumos laidumas, pagal kurias jis užima antrą vietą tarp visų metalų, nusileidžia tik sidabrui. Dėl šių savybių iš jo pagaminti gaminiai aktyviai naudojami elektros pramonėje, taip pat tais atvejais, kai būtina užtikrinti greitą šilumos pašalinimą iš šildomo objekto.
Kitas svarbus vario parametras, tiesiogiai veikiantis energijos ir darbo kiekį, sunaudojamą gaminant produktus iš jo, yra lydymosi temperatūra. Grynojo vario temperatūra, kurioje metalas keičiasi iš kieto į skystą, yra 1083 °. Jei sumaišysite varį su alavu ir gausite bronzą, tokio lydinio lydymosi temperatūra jau bus 930–1140 °, priklausomai nuo pagrindinio legiruojančio priedo kiekio jame. Tokie kaip žalvaris, gaunamas pridedant cinko prie netauriųjų metalų, turi dar žemesnę lydymosi temperatūrą, kuri yra 900–1050 °.
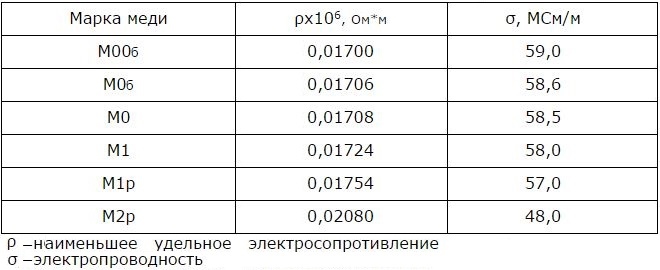
Vario elektrinės savybės 20° temperatūroje
Jei nuspręsite namuose įgyvendinti tokį technologinį procesą, kaip, svarbu žinoti dar vieną parametrą - jo virimo temperatūrą. 2560 ° temperatūroje varis pradeda tiesiogine prasme virti, o tai aiškiai matoma šio proceso vaizdo įraše.
Burbuliukų atsiradimą skysto metalo paviršiuje ir aktyvų dujų susidarymą jame palengvina anglis, išsiskirianti iš vario dėl jo oksidacijos, kuri atsiranda stipraus kaitinimo metu.

Atsižvelgiant į lydymo technologiją, vario luito paviršiuje gali likti negilios poros, kurias galima lengvai pašalinti šlifuojant.
Kaip išlydyti varį namuose
Daiktai, pagaminti iš vario, taip pat įvairūs gaminiai, kuriuose jis yra, yra plačiai naudojami kasdieniame gyvenime. Todėl daugelis užduoda gana standartinį klausimą: „Kaip patiems išlydyti varį?
Turėdami supratimą apie šią technologiją, žmonės išmoko gaminti įvairius daiktus iš gryno metalo, taip pat iš jo gaunamų lydinių – bronzos ir žalvario.
- 1 Lydymosi temperatūra
- 2 Vario lydymas
Lydymosi temperatūra
Lydymas yra procesas, apibūdinantis laipsnišką metalo perėjimą iš standartinės kietos būsenos į skystą konsistenciją. Kiekvienas metalo junginys arba grynas metalas turi savo temperatūrą, kurios įtakoje jis pradeda tirpti.
Svarbus veiksnys šiuo atveju yra tai, kokios priemaišos yra išlydyto junginio sudėtyje.
Taigi, varis pradeda tirpti 1083 laipsnių Celsijaus temperatūroje. Jei į jį bus pridėta alavo, lydymosi temperatūra sumažės ir bus maždaug 930–1140 laipsnių Celsijaus.
Šiuo atveju toks svyravimas atsiranda dėl į lydinį įeinančio alavo kiekio. Vario ir cinko junginys lydosi dar žemesnėje – 900-1050 laipsnių – temperatūroje. Bet kokių metalų kaitinimas yra susijęs su laipsnišku gardelės, susidariusios iš daugelio kristalų, sunaikinimu.
Kaitinant, lydymosi temperatūra pakyla iki didžiausio reikalaujamo lygio, tada jo augimas sustoja ir išlieka pasiektame lygyje, kol visas metalas išsilydo, o po to pradeda mažėti.
Aušinimas yra atvirkštinis temperatūros pokyčių procesas. Vėsdamas jis krenta ir „užšąla“ iki tam tikro lygio, kol metalas visiškai sukietėja.
Taigi virimo metu iš vario išsiskiria anglis, susidaranti dėl oksidacijos ir glaudaus jo sąlyčio su oru.
Lydantis varis
Vario lydymo technologija buvo plačiai naudojama nuo seniausių laikų, kai žmonės iš ugnies lydydavo metalą, gamindami strėles, strėlių antgalius ir kitus ginklus, namų apyvokos daiktus.
Galimas ir vario lydymas namuose. Tam jums reikės:
- Tiglis, kuriame bus lydomas varis, ir žnyplės, reikalingos tigliui išimti iš krosnies arba nukelti nuo ugnies.
- anglis.
- Mufelinė krosnis (geriau, jei joje reguliuojama šildymo temperatūra).
- Ragas.
- Paprastas dulkių siurblys.
- Forma, į kurią pilamas išlydytas skystis.
- Kabliukas iš plieninės vielos.
- Dujų degiklis, jei nėra mufelinės krosnies.
Lydymosi algoritmas apima kelis žingsnis po žingsnio veiksmus:
Sumalkite metalą ir supilkite į tiglį. Be to, kuo mažesni fragmentai, tuo greičiau jis pasiekia išlydytą būseną. Įdėkite tiglį į įkaitintą iki aukščiausios temperatūros, reikalingos lydymosi procesui pradėti, krosnį (čia, beje, reikės temperatūros reguliatoriaus). Daugelio mufelinių krosnių duryse yra išpjautas langas. Per jį galite saugiai stebėti procesą.
Pasiekus skystą, galutinai išlydytą vario būseną, tiglį su žnyplėmis reikia kuo atidžiau išbandyti ir kuo greičiau išimti iš krosnies. Skystos medžiagos paviršiuje susidarys plėvelė, perkelkite ją prie tiglio krašto vieliniu kabliu. Iš plėvelės nuvalytą metalą kuo greičiau supilkite į iš anksto paruoštą formą.
Jei nėra mufelinės krosnies, varį galima išlydyti naudojant įprastą dujų degiklį. Bet tada varis glaudžiai liesis su oru, o pats oksidacijos procesas vyks daug greičiau. Todėl, kad metalo paviršiuje nesusidarytų stora plėvelė, varis, pasiekęs skystą būseną, apibarstomas susmulkinta medžio anglimi.
Varį ir jo lydinius taip pat galite išlydyti kalve. Norėdami tai padaryti, anglį reikia gerai pakaitinti ir ant jos uždėti tiglį su metalu (iš anksto sumalkite varį). Norėdami pagreitinti šildymo procesą, nukreipkite dulkių siurblį ant anglies, įjungtą pūtimo režimu
Ypatingas dėmesys turėtų būti skiriamas vamzdžio antgaliui. Jis turi būti metalinis, nes veikiant aukštai temperatūrai plastikas išsilydys.