Kokiais elektrodais suvirinti 2 mm profilio vamzdį.
Renkantis elektrodus elektriniam suvirinimui, jie vadovaujasi ruošinių storiu, kuris yra tiesiogiai susijęs su jų skersmeniu.
Reikalingus duomenis galite gauti iš lentelių ant pakuotės arba patys nustatyti matmenis, atsižvelgiant į tai, kad elektrodo skersmuo maždaug atitinka sienelės storį, kai vertės neviršija 4 mm.
Suvirinimo režimo ir elektrodų tipo pasirinkimas
Srovė, praleidžiama per elektrodus, yra tiesiogiai susijusi su jų skersmeniu, jos vertė paprastai nurodoma ant pakuotės. Be to, jo vertę galima nustatyti iš lentelių arba apytiksliai nustatyti skaičiavimais, remiantis tuo, kad 1 mm. elektrodo storiui reikalinga 30 amperų srovė.
Priklausomai nuo dangos medžiagos, yra keturi pagrindiniai elektrodų tipai:
- Rūgštus (A). Jiems būdingas didelis geležies ir mangano kiekis, metalinis elektrodas patenka į siūlę mažų lašelių pavidalu, susidaro skysčio vonelė, sukietėjus, šlakas lengvai atsiskiria. Dirbant per aukšta lanko temperatūra sukelia įpjovimus, siūlė labai linkusi įtrūkti – tai riboja šio tipo naudojimą.
- Celiuliozės (C). Be celiuliozės, kompozicijoje yra feromangano rūdos ir talkas, kurie kaitinant visiškai išdega, sudarydami apsaugines dujas, o siūlė neturi šlako dangos. Elektrodas patenka į siūlę su vidutiniais ir dideliais lašais, sudarydamas grubią nelygią struktūrą su daugybe purslų.
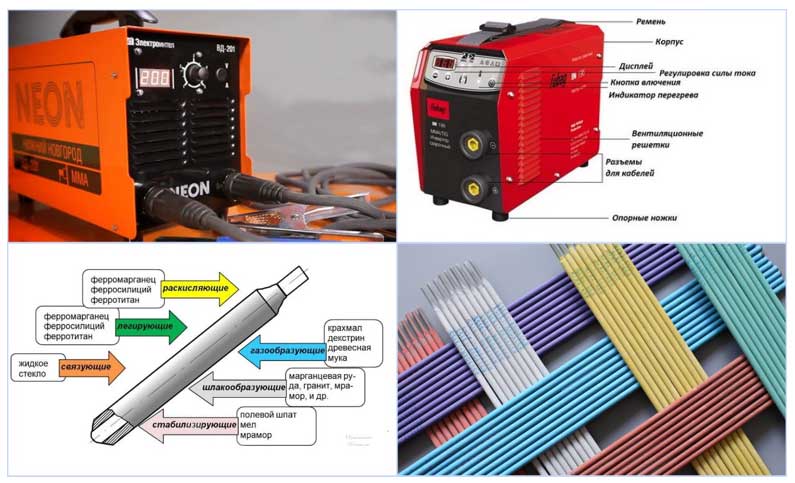
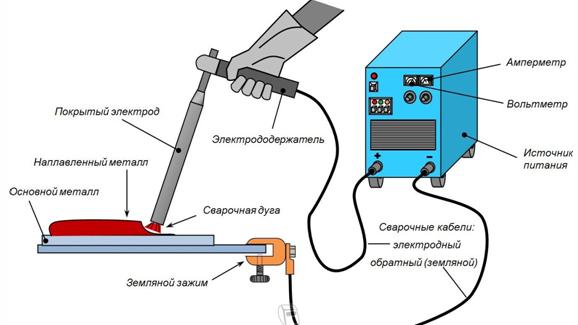
Ryžiai. 10 Elektros lanko aparato ir elektrodo išvaizda
Rutilas (P). Danga daugiausia susideda iš titano dioksido arba ilmenito, elektrodo metalas patenka į suvirinimo baseiną su vidutiniais ir mažais lašais su nedideliu kiekiu purslų ir susidaro lygi, kokybiška siūlė. Šlako danga yra porėtos struktūros ir lengvai atskiriama nuo siūlės.
Mažo anglies plieno lydinių, iš kurių gaminami forminiai vamzdžiai, elektriniam suvirinimui dažniausiai naudojami geri UONI-13/55, MP-3, ANO-4 markių elektrodai, nerūdijančio plieno suvirinimui galima naudoti OK 63.34.

11 pav. Plonasienių vamzdžių suvirinimas
Pasiruošimas darbui
Profilinių vamzdžių sujungimas be suvirinimo daugiausia atliekamas naudojant specializuotus spaustukus ir varžtus. Laikui bėgant tvirtinimo detalės atsipalaiduoja, todėl prižiūrint gaminį būtina nuolat tikrinti konstrukcijos tvirtumą. Siekiant sumažinti problemas eksploatacijos metu, konstrukcijai surinkti naudojamas suvirinimas.
Norint gauti tvirtą suvirinimo siūlę, būtina paruošti vamzdžio paviršių. Už tai:
vamzdžių sekcijos supjaustomos iki reikiamo ilgio;

Šlifuoklio naudojimas vamzdžių pjovimui
Vamzdžius rekomenduojama pjauti specialiais įrankiais, pavyzdžiui, metaliniu pjūklu, kuris leidžia padaryti pjūvį kuo lygesnį.
- jei reikia sujungti elementus kampu, tada vamzdžiai kruopščiai sureguliuojami vienas prie kito, kad tarpai būtų kuo mažesni. Tai padidins suvirinimo kokybę ir dėl to gatavo gaminio patikimumą;
- vietos, kuriose turėtų būti suvirinimo siūlė, išvalomos nuo rūdžių, įbrėžimų ir kitų pašalinių nuosėdų. Bet koks įtraukimas neigiamai veikia siūlės stiprumą. Valyti galima paprastu metaliniu šepečiu arba specializuota įranga, pavyzdžiui, šlifuokliu.

Paviršiaus paruošimas prieš suvirinimą
Lankinio suvirinimo
Rankinis lankinis suvirinimas plačiai naudojamas visuose šalies ūkio sektoriuose ir kasdieniame gyvenime metalinių konstrukcijų elementų sujungimui. Jo skiriamosios savybės, palyginti su kitų tipų suvirintomis jungtimis, yra šios:
- Santykinai maža suvirinimo aparato ir eksploatacinių medžiagų, kurios yra elektrodai, kaina.
- Aukštos kokybės suvirintų jungčių iš įprastų metalų, įskaitant nerūdijančius lydinius, gavimas.
- Galimybė atlikti suvirinimo darbus daugelyje sunkiai pasiekiamų vietų - tai palengvina mažas svoris ir patogus prijungti įrangą prie elektros.

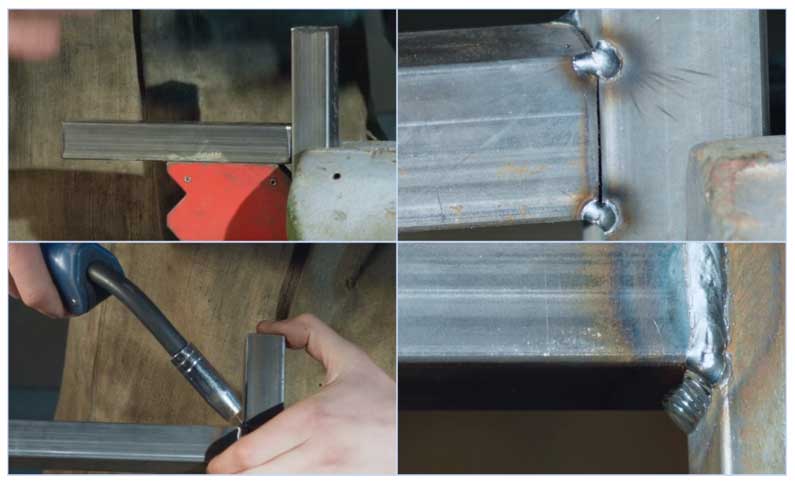
Ryžiai. 7 Plono profilio vamzdžio suvirinimas - siūlių tipas
Darbas naudojant elektrinį lankinį suvirinimą susideda iš šių žingsnių:
- Vamzdžių galai paruošiami suvirinimui, tam jie nuvalomi nuo rūdžių, po to ruošiniai nustatomi reikiamu atstumu, kad siūlė būtų užpildyta metalu iš išlydyto elektrodo, dažnai tam naudojami specialūs įtaisai.
- Suvirinimo aparatas įjungiamas, nustatant reikiamą srovę pagal įmontuotą indikatorių, elektrodas įkišamas į laikiklį, prijungtą prie suvirinimo aparato, antras galas tvirtinamas ant vamzdžio.
- Suvirinamų dalių padėtis viena kitos atžvilgiu yra fiksuojama taškiniu suvirinimu (smeigtukais), po kurio atliekamas elektrinis suvirinimas naudojant apsauginius drabužius, kaukę ir suvirintojo pirštines.
- Darbo pabaigoje numušamos nuosėdos, o siūlė nuvaloma metaliniu šepečiu.
Pusiau automatinis metalo suvirinimas inertinėmis dujomis (MIG)
Šiuolaikinių technologijų dėka tapo įmanoma paprasčiausiu būdu suvirinti profilio gaminius buitinėmis sąlygomis, o tai nereikalauja daug patirties ir ilgamečio suvirintojo mokymo.
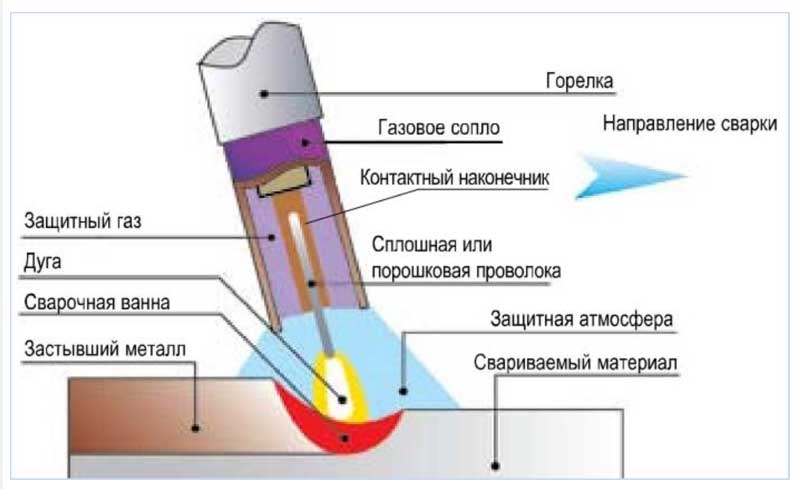
Ryžiai. 8 Kaip veikia MIG
Pusiau automatinis suvirinimas inertinėmis dujomis (MIG) yra evoliucinis įprasto lankinio suvirinimo kūrimo žingsnis, palyginti su juo, jis turi šiuos privalumus:
- Vietoj elektrodo speciali viela, kurios skersmuo nuo 0,6 iki 1,2 mm, per degiklį automatiškai tiekiama į suvirinimo baseiną, suvyniojama į rites – tai automatizuoja procesą ir sumažina elektrodų keitimo laiką.
- Kartu su viela per suvirinimo įvorę į degiklį tiekiamos inertinės dujos (dažniausiai anglies dioksido ir argono mišinys) – tai neleidžia susidaryti šlakui ir pagerina suvirinimo kokybę.
Dėl šios technologijos pusiau automatinis suvirinimas turi šiuos pranašumus, palyginti su elektros lanko mašinomis:
- Leidžia suvirinti plonus 0,5 mm storio ruošinius.
- Gamina plieną, nerūdijantį plieną, ketų, aliuminį ir spalvotuosius metalus.
- Atliekant darbus nelieka šlakų ir praktiškai nėra dūmų – tai mažiau kenkia sveikatai, pagerina siūlės kokybę lyginant su elektros lanko metodais.
MIG trūkumai yra tūringumas (reikalingas masyvus dujų balionas ir laidų tiekimo į degiklį sistema) ir negalėjimas dirbti esant stipriam vėjui, kuris išpučia dujas iš suvirinimo zonos.
Ryžiai. 9 Plonasienių profilinių vamzdžių suvirinimas inertinių dujų aplinkoje
Suvirinimo technika
Rėmo suvirinimas iš profilinio vamzdžio gali būti atliekamas bet kuriuo iš šių tipų:
- dujos;
- elektros lankas.
Suvirinimas dujomis
Suvirinimas dujomis gaminamas lydant metalą ir tuščią erdvę užpildant priedu.
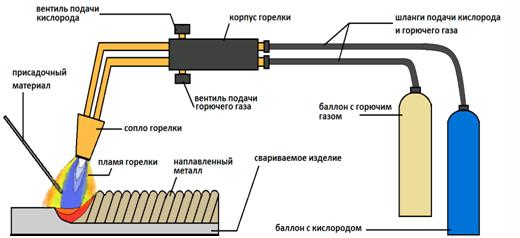
Dujinio suvirinimo technologija
Suvirinimui dujomis jums reikės:
- specialus suvirinimo aparatas su antgalių rinkiniu degikliui;
- cilindras su deguonimi;
- balionas su degiosiomis dujomis (dažniausiai naudojamas acetilenas);
- užpildo viela (būtina, kad viela būtų pagaminta iš tos pačios medžiagos kaip ir suvirinami vamzdžiai);
- suvirinimo milteliai (fliusas), kurie mažina metalo oksidaciją ir apsaugo siūlę. Prieš pradedant suvirinimą, srautas tepamas ant vamzdžio paviršiaus;
- suvirintojo individualios apsaugos elementai (kaukė).
Suvirinant dujomis, būtina griežtai laikytis saugos priemonių, nes naudojamos dujos yra sprogios.
Vamzdžių sujungimas naudojant dujinį suvirinimą gali būti atliekamas dviem būdais:
- iš kairės į dešinę. Priedas tiekiamas pakaitinus degikliu, kuris leidžia suvirinti vamzdžius, kurių storis didesnis nei 5 mm. Siūlė nėra gana lygi ir reikalauja papildomo patobulinimo.Tokiu būdu vartai suvirinami iš profilinio vamzdžio ir kitų erdvinių konstrukcijų;
- iš dešinės į kairę. Priedas tiekiamas prieš degiklį, todėl išgaunate kuo tolygiausią siūlę. Jis daugiausia naudojamas vamzdžiams, kurių storis mažesnis nei 5 mm, pavyzdžiui, suvirinimo profilio vamzdžių santvaroms, sodo suolams ir pan.
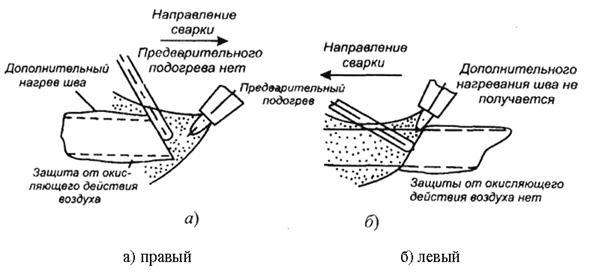
Galimi suvirinimo siūlės formavimo būdai
Visiškai atvėsus siūlę rekomenduojama nuvalyti ir apsaugoti nuo korozijos.
Suvirinimas dujomis naudojamas profiliniams vamzdžiams, pagamintiems iš spalvotųjų metalų (žalvario, aliuminio, vario ir kt.), sujungti.
Dujinio suvirinimo pranašumai yra šie:
- paprastumas. Konstrukcijos suvirinimas dujų degikliu nereikalauja specialių žinių ir įgūdžių;
- prieinamumas. Reikiamus komponentus (dujas) galima įsigyti be didelių sunkumų;
- nereikia galingo elektros srovės šaltinio.
Lankinio suvirinimo
Lankinis suvirinimas naudojamas sujungiant profilius, pagamintus iš juodųjų metalų, tai yra iš plieno.
Elektrinis lankinis suvirinimas atliekamas naudojant:
- suvirinimo aparatas;
- elektrodai.
Lankinio suvirinimo technologija
Elektrodų ir suvirinimui reikalingos srovės parinkimas atliekamas pagal profilio vamzdžio metalo storį.
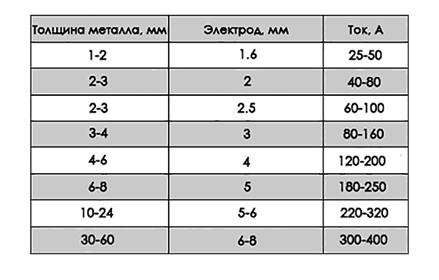
Suvirinamo metalo ir naudojamų elektrodų santykio lentelė
Lentelėje pateikiami rekomenduojami elektrodo parametrai. Norint įsitikinti, kad elektrodas pasirinktas teisingai, reikia atlikti mažų vamzdžių dalių bandomąją siūlę.
Srovės stiprumas taip pat turi įtakos suvirinimo kokybei. Kad siūlė būtų kuo tvirtesnė, būtina pasiekti kuo didesnį srovės stiprumą.
Profilinio vamzdžio suvirinimas keitikliu atliekamas tokia tvarka:
- suvirintos profilinių vamzdžių dalys yra patikimai pritvirtintos, kad būtų išvengta jų deformacijos ir pasislinkimo. Norėdami tai padaryti, galite naudoti tiek specialius įrenginius, tiek improvizuotus įrankius;
- 4-5 taškuose atliekamas taškinis suvirinimas (tack suvirinimas), kuris leidžia iš anksto sujungti dalis;

Pradinis konstrukcinio suvirinimo etapas
- patikrinamas projekto teisingumas. Jei reikia, plaktuko pagalba ištaisomi defektai;
- jungtis galutinai suvirinama. Tuo pačiu metu rekomenduojama stebėti elektrodų judėjimo greitį, kad vamzdžių metalas spėtų visiškai išsilydyti ir tuo pačiu nenuskęstų profilio viduje.
Profilinius vamzdžius, kurių storis didesnis nei 5 mm, rekomenduojama suvirinti keliais etapais, kad būtų gauta tvirta siūlė. Šiuo atveju suvirinimas atliekamas priešingomis kryptimis vienas kito atžvilgiu.
Užbaigus suvirinimą, konstrukcija turi būti atvėsinta, kad profilio vamzdis nedeformuotųsi.
Užbaigta siūlė valoma specialiais įrankiais, pavyzdžiui, kampiniu šlifuokliu.

Siūlės apdirbimas grąžtu
Suvirinimo vieta reikalauja kokybiškos apsaugos nuo aplinkos poveikio, nes aukštos temperatūros veikiamas metalas kelis kartus greičiau rūdija.
Daugiau apie lankinį suvirinimą galite sužinoti žiūrėdami vaizdo įrašą.
Visi suvirinimo darbai turi būti atliekami laikantis saugos priemonių ir naudojant suvirintojo apsaugos priemones. Suvirinimo būdo pasirinkimas priklauso nuo medžiagos, iš kurios pagaminti profiliniai vamzdžiai, taip pat nuo turimos įrangos.

