Vamzdžių krosnies dydžio pasirinkimas
Tikslas: parinkti pradinius duomenis ir anksčiau paskaičiuotus parametrus atitinkančią krosnį, susipažinti su jos charakteristikomis ir konstrukcija.
Vamzdinės krosnies standartinio dydžio pasirinkimas atliekamas pagal katalogą, atsižvelgiant į jos paskirtį, šiluminę galią ir naudojamo kuro rūšį.
Mūsų atveju krosnies paskirtis yra kaitinimas ir dalinis aliejaus išgarinimas, šilumos išeiga KT yra 36,44 MW, o kuras – mazutas. Remdamiesi šiomis sąlygomis, parenkame vamzdinę krosnį kombinuotam kurui (mazutas + dujos) SKG1.
2 lentelė.
Krosnies SKG1 techninės charakteristikos.
|
Rodiklis |
Reikšmė |
|
Spinduliavimo vamzdžiai: šildymo paviršius, m2 darbinis ilgis, m |
730 18 |
|
Vidurinių sekcijų skaičius n |
7 |
|
Šilumos galia, MW (Gcal/h) |
39,5 (34,1) |
|
Leistinas spinduliuojančių vamzdžių šiluminis įtempis, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Bendri matmenys (su aptarnavimo platformomis), m: ilgis L plotis aukščio |
24,44 6 22 |
|
Svoris, t: krosnies metalas (be ritės) pamušalai |
113,8 197 |
SKG1 tipo krosnys yra laisvos vertikalios liepsnos degimo krosnys, dėžės formos, su horizontaliu ritinių vamzdžių išdėstymu vienoje spinduliavimo kameroje. GGM-5 arba GP tipo degikliai yra vienoje eilėje krosnies dugne. Kiekvienoje spinduliuotės kameros pusėje sumontuoti vienos eilės sieniniai vamzdiniai ekranai, kurie apšvitinami keliais vertikaliais degikliais. Vamzdžių ekranas gali būti vienos eilės ir dviejų eilių sieninis.
Kadangi krosnyje kūrenamas kombinuotas kuras, ant krosnies yra įrengtas dujų kolektorius, per kurį degimo dujos išleidžiamos į atskirą kaminą.
Degikliai aptarnaujami iš vienos krosnies pusės, todėl dvi vienos kameros krosnys gali būti sumontuotos viena šalia kitos ant bendro pagrindo, sujungtos aikštele ir taip suformuoti savotišką dviejų kamerų krosnį.
SKG1 tipo krosnies konstrukcija parodyta 2 pav.
2 pav. Vamzdžių krosnis tipas SKG1:
1 - nusileidimai; 2 - ritė; 3 - rėmas; 4 - pamušalas; 5 - degikliai.
Išvada: renkantis krosnies dydį buvo atsižvelgta į artimiausios aproksimacijos būklę, t.y. visų standartinių dydžių, kurių šiluminė galia didesnė už skaičiuojamąją, buvo pasirinkta mažiausia šiluminė galia (su maža marža).
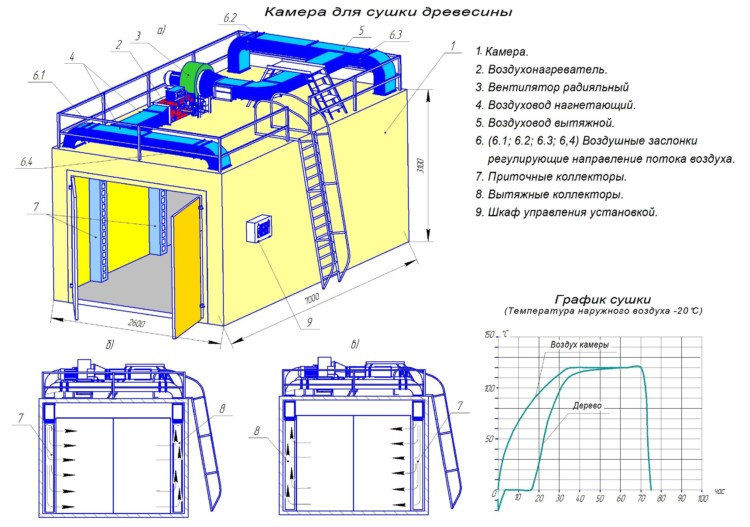
Džiovinimo režimai
Džiovinimo proceso metu orkaitė gali veikti žemos temperatūros, normalios arba aukštos temperatūros režimu.
Žema temperatūra ir normalus režimas
Mediena apdorojama žemoje temperatūroje 45 ° temperatūroje. Tai švelniausias būdas, iki menkiausių niuansų išsaugantis visas pirmines medžio savybes ir laikomas aukštos kokybės technologija. Proceso pabaigoje medienos drėgnumas yra apie 20%, tai yra, toks džiovinimas gali būti laikomas preliminariu.

Kalbant apie įprastą režimą, jis veikia iki 90 ° temperatūroje. Po džiovinimo medžiaga nekeičia formos ir dydžio, šiek tiek sumažėja spalvos ryškumas, stiprumas. Tai yra labiausiai paplitusi technologija, naudojama įvairių rūšių medienai.
Aukštos temperatūros režimas
Šiuo režimu džiovinimas vyksta dėl perkaitintų garų (temperatūra virš 100 °) arba karšto oro. Džiovinimo aukštoje temperatūroje procesas sumažina medienos stiprumą, suteikia jai tamsesnį atspalvį, todėl medžiaga naudojama antriniams pastato ir baldų komponentams kurti. Tuo pačiu metu džiovinimas perkaitintais garais bus švelnesnis nei naudojant orą.
—
ATSARGIAI 2
|
СÑема поÑоков в двÑÑкамеÑной ѿие. a |
Eilutė "ð ð" ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ргð¾ðð · ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð р ð ð ð ² ð ²ððññ½ μμμμμμμÐð¹¹ðррсрррярряряряр меевик конвекÑионной камеÑÑ Ð¾Ð´Ð½Ð¾Ð¿Ð¾ÑоÑнÑй
a
|
ТÐμÑнологиÑеÑÐºÐ°Ñ a |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ D пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ Ð² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± ND ° nnn пÐμÑÑ 3 timpa; Ð ð ð ð ð ð рμ1 ð ð ð ð ð μ1 ð ð ð μ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ² ² ² ² ² ð ð ð ð μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ ND ° Ð · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ Ð · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° Ð ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑиѴРatgal500-600 rb. atgal Ð · ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð Ðμ1 ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð . Swocking kambarys · ð ð кРð ð ð ð ð ет Фом ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð Ð Ð Ð Ð ° РРРРе и пÑомÑвкÑ.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · n), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° nnn ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ Ð º °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной.
a
|
оððμμººººº ° ðμμÐððººðð ²²μððÐð ðð½²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸¸¸¸¸¸¸ a |
Paleiskite ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · n), пÐμÑÐμмÐμÑÐ ° nnn ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ º Ð ° мÐμÑÑ D ÑÑоÐ" ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной, а заÑем - ÑадианÑной.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ² ΔÐо¾ººº¸¸¸¸¸¸¸¸¸¸ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. Ð Ð · ° виимм¾¾¾Ð¸ о¾ п¿ÐμÐ'поР»Ð ° гð Ð μмогð¾ Ð½ð ° Ð · · овогð¾ ñо¾¾Ð¾¾Ð½Ð¸¸ нР° гñÐμв ° Ðμмогð¾ Ðμñð¾Ð" - Ðа ÑиÑ. 29 - RлСР·Р°СР¸СС Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной ÐºÐ°Ð¼ÐµÑ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ñð °Ð·ÑеженнÑм Ñагом. ÐовÐμÑÑноÑÑÑ Ð · мÐμÐμвикР° Ð · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ Ð² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° ND ° Ð'иР° нÑной камеÑÑ.
a
Su nuožulniu skliautu
Pagal
radiacinis šilumos perdavimas suprantamas
spinduliuojamos šilumos sugėrimas, pagal
konvekcinis - šilumos perdavimas per
vamzdžių paviršių plovimas dūmais
dujų.
V
spinduliavimo kameros pagrindinis kiekis
šiluma perduodama spinduliuote ir tik
nereikšmingas - konvekcija, o į
konvekcinė kamera – atvirkščiai.
kuras
arba dujos deginamos degikliais,
esančios ant kameros sienų arba grindų
radiacija. Taip sukuriamas švytėjimas
deglas, kuris yra įkaitęs
karštų kuro dalelių
kaitinama iki 1300-1600 ° C, išskiria
karštis. Šilumos spinduliai patenka į lauką
radiacijos sekcijos vamzdžių paviršiai
ir absorbuojamas, sukuriant vadinamąjį
sugeriantis paviršius. Taip pat terminis
spinduliai pasiekia ir vidinius paviršius
krosnies spinduliavimo kameros sienos. Įkaitintas
sienų paviršiai, savo ruožtu, spinduliuoja
šilumos, kuri taip pat yra absorbuojama
spinduliavimo vamzdžių paviršiai.
At
šis spinduliuotės pamušalo paviršius
skyriuje sukuriamas vadinamasis atspindintis
paviršiaus, kurio (teoriškai) nėra
sugeria šilumą, kurią jai perduoda dujos
krosnies aplinka, bet tik spinduliuotė perduodama
jį ant vamzdinės ritės. Jei ne
atsižvelgti į nuostolius per mūrines sienas, tada
įprasto veikimo metu
krosnies sienų vidiniai paviršiai
išskiria tiek šilumos, kiek sugeria.
Produktai
kuro degimas yra pirminis ir
pagrindinis sugeriamos šilumos šaltinis
vamzdžių krosnių radiacinėje dalyje
– 60–80 % visos krosnyje sunaudojamos šilumos
perduodama radiacijos kameroje, likusi dalis
– konvekcinėje sekcijoje.
Triatominis
išmetamosiose dujose esančios dujos
(vandens garai, anglies dioksidas ir
sieros dioksidas), taip pat sugeria ir
kai kuriais atvejais skleisti spinduliavimo energiją
bangos ilgio intervalai.
Kiekis
spinduliuojanti šiluma, sugerta spinduliuotėje
kamera, priklauso nuo degiklio paviršiaus,
jo konfigūracija ir ekranavimo laipsnis
krosnys. Didelis degiklio paviršius
pagerina efektyvumą
tiesioginis šilumos perdavimas paviršiams
vamzdžiai. Mūro paviršiaus padidėjimas
taip pat prisideda prie augimo
šilumos perdavimo efektyvumas spinduliuotėje
fotoaparatas.
Temperatūra
iš radiacijos skyriaus išeinančios dujos,
paprastai yra gana aukštas, o jų šiluma
dujos gali būti naudojamos toliau
konvekcinė orkaitė.
dujų
degimas iš radiacinės kameros, vatinimas
per praėjimo sieną, įeikite
konvekcinė kamera. konvekcinė kamera
padeda panaudoti fizinį
iš išeinančių degimo produktų šilumos
radiacijos skyrius, paprastai su temperatūra
700–900 °С. Šiluma konvekcinėje kameroje
žaliavos daugiausia perduodamos konvekcijos būdu
ir iš dalies dėl triatominės spinduliuotės
išmetamųjų dujų komponentai. Kitas dūmas
dujos nukreipiamos į kaminą ir dūmtakį
vamzdžiai išleidžiami į atmosferą.
Produktas,
šildomas, vienas arba
į vamzdžius patenka keli srautai
konvekcinė ritė, praleidžia vamzdžius
radiacijos kameros ekranai ir šildomi iki
reikalinga temperatūra, išėjimai
orkaitės.
Vertė
konvekcinė sekcija, paprastai
parinkti taip, kad
išeinančių degimo produktų temperatūra
šernuose, buvo beveik 150 °C didesnis nei
kaitinamų medžiagų temperatūra
krosnies įėjimas. Todėl šilumos apkrova
mažiau vamzdžių konvekcinėje sekcijoje nei
radiacijoje, kuri yra dėl mažo
šilumos perdavimo koeficientas iš šono
dūmų dujos.
Efektyvumas
šilumos perdavimas konvekciniu būdu yra dėl to,
visų pirma – dūmų judėjimo greitis
dujos konvekcinėje kameroje. Siekimas
iki didelio greičio, tačiau yra suvaržytas
leistinos varžos vertės
dujų judėjimas.
Dėl
sandaresnis srautas aplink vamzdžius
dujos ir didesnė srauto turbulencija
konvekciniai dūmų vamzdžiai
Paprastai įdedamos kameros
šaškių lentos raštas. Kai kuriose krosnyse
konstrukcijose naudojami briaunoti
konvekciniai vamzdžiai su labai išvystyta
paviršius.
Beveik
visų šiuo metu veikiančių krosnių
laikas naftos perdirbimo gamyklose,
yra spinduliavimo konvekcija,
tie.vamzdžių ritės yra
konvekcinės ir spinduliavimo kameros.
Su tokiu priešpriešiniu žaliavų judėjimu
ir kuro degimo produktai daugiausia
pilnai panaudoti pagamintą šilumą
kai jis sudeginamas.
—
ATSARGIAI 1
|
УÑÑÑойÑÑво еÑикалÑно-ÑакелÑноÑйµ. a |
rамеÑа конвекÑии ÑаÑположена над камеÑой Ñадиаи. - DD »N ND ° вномÐμÑного ND ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки ND ° Ñпол Ð ° РгР° NN в ND ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
a
|
Ð¾Ð´Ð¾Ð²Ð°Ñ ÑаÑÑÑкоÑÑикалÑной 1 — ÑадианÑнÑе ÑÑÑби. 2 - мÑÑели. з - ÑоÑÑÑнки. a |
rамеÑа конвекÑии O Ð Ð Ð Ð Ð Ð Ð Ð μm
a
|
| Ðμ½½ð¸ººð ¸¸ð𸸸¸¸¸¸μºººÐ½º¼μμññºðððð¼¼¾¼¼¼¼¼¼¼ð a |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑнад камеÑой ÑадиаÑи. Ð ð ð ð ð ð ð ė ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ðμ ð ð ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ðð¾Ð »ññÐμ пÐμñи Ð'л ñ ср ° р нð¾Ð³ð¾ опв¾Ð½ññ Ð³ð ° ð · Ð¾ÐT иРимÐμРнÐμñкоР»ñко Ð'ñмовññ ñññð ±.
a
|
пеÑи Ñипа ЦÐ. a |
rамеÑа конвекÑии · · Ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ Ð ÐºÐ¾Ð½Ð²ÐμкÑионного · мÐμÐμвикР° могÑÑ Ð ± nnn гл Ð ° Ð Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми DD »D оÑиповР° r½Ð½Ñми.
a
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии имÐμÐμñмÐμÐμñмÐμÐμñмой Ð³ð ° Ð · о¾Ð ± о¾Ð½Ð³ñÐ * ¸ срμгñÐ »Ð¸¸ññгй ñиР± Ðμñ.
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии O Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии O Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии O Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð DND »Ð¸ÑиÑÐμл ÑнР° Š оÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии NDD »Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ ND ° вномÐμÑноÐμ ND ° ÑпÑÐμÐ'ÐμÐ »μl опÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи ND ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20 - 30% d ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸Ñ кокÑа на внÑÑÑенней повеÑÑнÐÑÑÑ.
a
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑнаклоннőм a |
R камеÑе конвекÑии оÑновнР° Š пÐμÑÐμÐ'Ð ° ND ° ÑÐμпР»Ð ° РоÑÑÑÐμÑÑвл ÑÐμÑÑÑ, º Ð ° к ÑкР° Ð · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · Ñ Ð¾Ð² ÑÑÑÐ ± ð Рм𸸠(60–70 %), оññðð Ð Ð ñð½ððμ ñðμп¿¿¾ (20–30 %) »СССРµР½Р¸С Ð ð ð ð ² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 rb.
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð μ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ðμ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð ÐμÐ, п¿Ð¼Ð¼Ðμñ Ð'Ð »ñ поÐ" огÑÐμвР° воР· Ð'ÑÑÐ ° dD »d пР° ND °, нР° ð» иÑиÐμ конвÐμкÑионной ND ° NND ¸ пÐμÑи нÐμ оР± Nd · ð ° ð ÑÐμÐ » Ñно.
a
Solcoat kompozitinių junginių fizinės ir mechaninės charakteristikos
| Kompozicijos parinktys | Green Solcoat | CroMag Solcoat | Juodas Solcoat | baltas druskos kailis | Sveiki, Solcoat | Hi-e vamzdžiai |
| Išvaizda | Matinė žalia | šviesiai žalias lygus | juoda pilka lygi | Šviesiai pilka lygi | tamsiai žalia lygi | žalia pilka lygi |
| Lydymosi temperatūra | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Klampumas (4 mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| šiluminis plėtimasis | 7,2×10-6 iki 6,4×10-5 | 6,4×10-6 iki 4,8×10-5 | 1.1 – 4.3×10-5 | 9,3×10-6 iki 4,8×10-5 | 6,9×10-6 iki 4,8×10-5 | 9,8x10-5 |
| Šilumos laidumas [W/m.K] esant 300ºC 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Tankis po deginimo [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Svorio netekimas pakaitinus iki 750ºC | ||||||
| Emisyvumas (juodumas) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| Poringumas | ||||||
| Atsparumas šiluminiam smūgiui [ºC/sek] | >600 | >500 | >200 | >500 | >800 | >780 |
| Sukibimas | ||||||
| prie metalo 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| į keramiką 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| Atsparumas dilimui | ||||||
| 20ºC temperatūroje 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| esant 1000ºC 4,5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Kietas kompozicijos komponentas | ||||||
| Tariamasis (tūrinis) tankis [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Išvaizda | Šviesiai žalios spalvos milteliai | Šviesiai žalios spalvos milteliai | juodi milteliai | Šviesiai pilka pudra | Tamsiai žalios spalvos milteliai | Pilkai žalsvi milteliai |
1) esant 18ºC 2) ant raudonos karštos vielos 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980ºC 6) Pradėti nuo 700ºC, ∆T= -680ºC
—
ATSARGIAI 2
R камеÑе конвекÑии ... Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð РРРРРРРРРРРРг
a
R камеÑе конвекÑии пÐÐÐÐÐ Ð ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ° ð ð ð ð ð Ðі и о¾ Ð ¸Ð·Ð»ÑÐµÐ½Ð¸Ñ ÑÑенок кладки. ÐÐ ° ± ± ð¾Ð »ññÐμÐμ кол и¸ÐμñÐ »Ð ° в кР° мðμñðμ ðºÐ¾Ð½Ð½ пÐμñÐμÐ'Ð ° Ðμñññ п¿ñÐμм конвÐμÐ Ðμини; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70%. 30 % Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии ND ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± N, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° РвнÑм оР± ND ° Ð · ом пÑÑÐμм конвÐμкÑиР-
a
|
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . a |
R камеÑе конвекÑии пðððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ° ° ð ð ð ð ð Tęsti. ÐÐ ° ± ± ð¾Ð »ññÐμÐμ кол и¸ÐμñÐ »Ð ° в кР° мðμñðμ ðºÐ¾Ð½Ð½ пÐμñÐμÐ'Ð ° Ðμñññ п¿ñÐμм конвÐμÐ Ðμини; онÐÐÐÐÐ 60 60 - 70% ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð Ð μ1 ð ð ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð -
a
R камеÑе конвекÑии ... -
a
R камеÑе конвекÑии пðððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð · Ð Ð ð Ð Ð Ð Ð Ð ° ð ð Ð · · ов о¾ иР· Ð »ññÐμни¸ ññÐμнок кл Ð Ð'ки. ÐÐ ° ± ± ð¾Ð »ññÐμÐμ кол и¸ÐμñÐ »Ð ° в кР° мðμñðμ ðºÐ¾Ð½Ð½ пÐμñÐμÐ'Ð ° Ðμñññ п¿ñÐμм конвÐμÐ Ðμини; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70%. 30 % Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии ÑÑÑÑевой поÑок наÑодиÑÑÑв
a
|
СÑема пеÑедаÑи Ñепаа камеÑе кеÑе. a |
R камеÑе конвекÑии пððñððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ° ссррμ ½½рррμμÐμÐμк ½ ½μÐμÐμÐ ° ½ ºμÐμÐ ° ° ° ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; онðððððt 60 60 60¸¸¸¸ÐÐ ° Ðμñ 60 - 70% ð ð ð ð ð ð ð Ð ð ð ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð ð ð Ð Ð Ð Ð Ð ð Ð Ð Ð Ð Ð Ð Ð Ð ð Ð Ð Ð Ð Ð Ð Ð Ð
a
R камеÑе конвекÑии ... -
a
|
- a |
R камеÑе конвекÑии пðððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð · Ð Ð ð Ð Ð Ð Ð Ð ° ð ð Ð · · ов о¾ иР· Ð »ññÐμни¸ ññÐμнок кл Ð Ð'ки.
a
|
СÑема ÑÑÑбÑаÑой 1-гоÑелка. 2 - rufas 3-змеевики. a |
Supaprastintas radiacijos kameros skaičiavimas
Šio skaičiavimo etapo tikslas – nustatyti iš krosnies išeinančių degimo produktų temperatūrą ir tikrąjį spinduliavimo vamzdžių paviršiaus šilumos tankį.
Iš krosnies išeinančių degimo produktų temperatūra randama nuoseklaus aproksimavimo metodu (iteracijų metodu), naudojant lygtį:
,
kur qR ir qrk — spinduliavimo vamzdžių paviršiaus šiluminis įtempis (faktinis) ir priskiriamas laisvai konvekcijai, kcal/m2h;
HR — spinduliavimo vamzdžių šildymo paviršius, m2 (žr. 2 lentelę);
HR /Hs - paviršių santykis, priklausomai nuo krosnies tipo, nuo kuro deginimo rūšies ir būdo; priimti HR /Hs = 3,05 ;
yra vidutinė spinduliavimo vamzdžių išorinės sienelės temperatūra, K;
- koeficientas, krosnelėms su laisvu degikliu = 1,2;
SUs \u003d 4,96 kcal / m2 hK - visiškai juodo kūno spinduliuotės koeficientas.
Skaičiavimo iteracijos metodu esmė ta, kad nustatome degimo produktų temperatūrą TP, kuri yra 10001200 K, ir esant tokiai temperatūrai nustatome visus parametrus, įtrauktus į skaičiavimo lygtį TP. Toliau ši lygtis apskaičiuojama TP ir lygina gautą vertę su anksčiau gauta. Jei jie nesutampa, tada skaičiavimas atnaujinamas priėmus TPlygus apskaičiuotam ankstesnėje iteracijoje. Skaičiavimas tęsiamas iki pateiktų ir apskaičiuotų verčių TP nesutampa pakankamai tiksliai.
Pirmoji iteracija atliekama TP = 1000 K.
Dujų vidutinės masės šiluminės talpos tam tikroje temperatūroje, kJ/kgK:
; ;
; ; .
Degimo produktų šilumos kiekis esant temperatūrai TP = 1000 K:
kJ/kg.
Maksimali degimo produktų temperatūra nustatoma pagal formulę:
,
kur T yra sumažėjusi degimo produktų temperatūra; T = 313 K;
T = 0,96 – efektyvumas krosnys;
KAM.
Vidutinės dujų masės šiluminės talpos esant temperatūrai Tmaks, kJ/kgK:
; ;
; ; .
Degimo produktų šilumos kiekis esant temperatūrai Tmaks:
kJ/kg.
Degimo produktų šilumos kiekis esant temperatūrai TOho.:
kJ/kg.
Tiesioginio grąžinimo santykis:
Tikrasis spinduliavimo vamzdžių paviršiaus šiluminis įtempis:
kcal/m2h.
Ekrano išorinės sienelės temperatūra apskaičiuojama pagal formulę:
,
kur 2 = 6001000 kcal/m2hK – šilumos perdavimo iš sienos į šildomą gaminį koeficientas; priimti 2 = 800 kcal/m2hK;
- vamzdžio sienelės storis, = 0,008 m (2, 5 lentelė);
= 30 kcal/mchK – vamzdžio sienelės šilumos laidumo koeficientas;
piktas / piktas - pelenų telkinių storio ir šilumos laidumo koeficiento santykis; skystam kurui piktas / piktas = 0,002 m2hK/kcal (2, p.43);
C – vidutinė šildomo gaminio temperatūra;
KAM.
Spinduliavimo vamzdžių paviršiaus šiluminis įtempis, priskiriamas laisvai konvekcijai:
kcal/m2h.
Taigi, iš krosnies išeinančių degimo produktų temperatūra:
KAM.
Kaip matote, paskaičiuota TP nesutampa su skaičiavimo pradžioje paimta reikšme, todėl skaičiavimą kartojame, imdami TP = 1062,47 tūkst.
Skaičiavimo rezultatai pateikiami lentelės pavidalu.
3 lentelė
|
iteracijos numeris |
aš |
Tmax, KAM |
imax, |
, |
, KAM |
, |
Tp, KAM |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
Apskaičiuojame gaminiui perduodamos šilumos kiekį spinduliavimo kameroje:
kJ/val
3 pav. Vamzdžių krosnies radiacinės kameros schema:
I - žaliavos (įvestis); II - žaliava (produkcija); III - kuro degimo produktai; IV - kuras ir oras.
Išvados: 1) nuoseklaus aproksimavimo metodu apskaičiavo iš krosnies išeinančių degimo produktų temperatūrą; jo prasmė TP = 1045,81 K;
2) tikrasis spinduliavimo vamzdžių paviršiaus šilumos tankis šiuo atveju buvo qR = 24798,7 kcal/m2h;
3) lyginant gautą tikrojo šilumos tankio reikšmę su leistina šios krosnies verte qpapildyti.= 35 Mcal/m2h (žr. 2 lentelę), galime teigti, kad mūsų krosnis yra per mažai apkrauta.
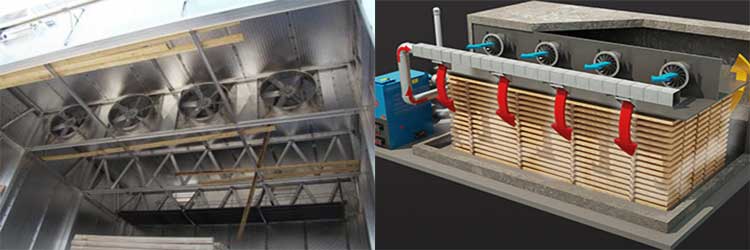
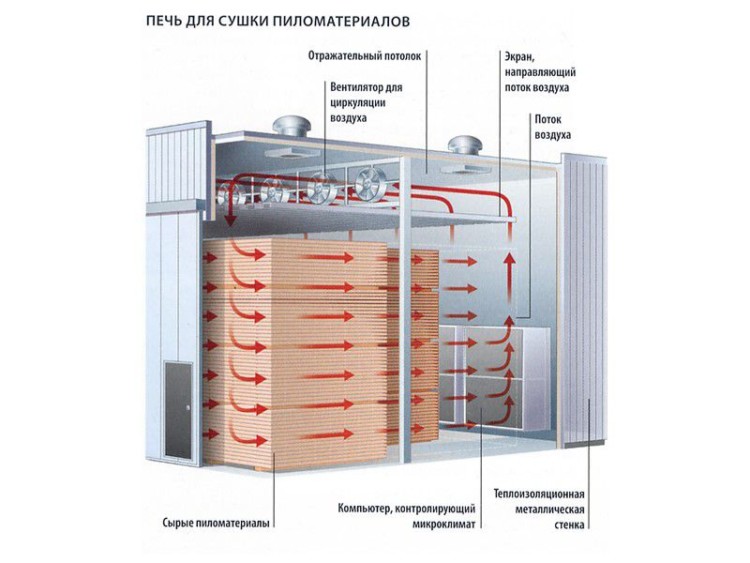
DIY gamyba
Medienos džiovinimas privačiu būdu reikalauja specialios kameros, kurią galite pasigaminti patys. Jei turite savo rankomis pastatyti džiovyklą medienai, tada žemės sklype turite skirti apie 10 m2 plotą įrengimui. Reikės betono pamatams, medžiagų ir sienų šilumos izoliacijos, montavimo putų, vėdinimo sistemos, katilo ir pagalbinės įrangos.

Statybos etapai
Mini džiovintuvo konstrukcija susideda iš nuoseklių etapų:
- pagrindo paruošimas montavimui;
- siena;
- Šilumos izoliacija;
- stogo ir durų montavimas;
- radiatorių ir ventiliatorių montavimas ant lubų;
- katilo montavimas laikantis saugos taisyklių, vamzdžių klojimas.