„Pasidaryk pats“ sulčių spaudyklos
Sulčių spaudyklą pasidaryti savo rankomis visiškai įmanoma, svarbiausia rasti tokių naminių gaminių darbo schemas ir brėžinius, o tai nebus sunku. Daugelis tų namų meistrų, kurie jau turi patirties gaminant tokią įrangą, mielai dalijasi savo įrenginių nuotraukomis ir net vaizdo įrašais, kuriuose detaliai parodytas jų gamybos procesas ir veikimo principas.

Naminės sulčių spaudyklos
Dažniausiai jie stengiasi savo rankomis pasigaminti sraigtinius presus. Tuo tarpu reikia turėti omenyje, kad tokiam įrenginiui pagaminti galingo varžto, neįtraukiant kvalifikuoto tekintojo, nepavyks. Galite pagaminti naminį presą be trečiųjų šalių specialistų, jei pakeisite sraigtinį mechanizmą įprastu domkratu (mechaniniu arba hidrauliniu), kuris yra kiekvieno vairuotojo arsenale.
Preso brėžinys pagal automobilio domkratą
Pagrindinis nešantis „pasidaryk pats“ sulčių spaudimo elementas yra rėmas
Ypatingas dėmesys turėtų būti skiriamas jo stiprumui. Norėdami pagaminti tokį rėmą, kuris atsirems į domkratą ir sukurs reikiamą slėgį, galite naudoti kvadratinį metalinį vamzdį, kurio skerspjūvis yra 40x40 ir sienelės storis ne mažesnis kaip 3 mm.
Apskaičiuodami savo naminio preso rėmo aukštį, turėtumėte atsižvelgti į bendrą drenažo grotelių, pamušalų ir žaliavų maišų storį, taip pat į domkrato aukštį. Rėmo plotis gali būti pasirenkamas savavališkai – svarbiausia, kad į angą, sukurtą išspaustoms sultims surinkti, būtų įdėtas laikymo padėklas.

Keltuvas gali būti tiesiog uždėtas ant stūmoklio arba tvirtai pritvirtintas prie viršutinės juostos
Kuriant obuolių ar vynuogių preso dizainą savo rankomis, ypatingas dėmesys turėtų būti skiriamas jo stabilumui. Norint efektyviai išspręsti šią problemą, prie rėmo apačios galima privirinti tris kvadratinio vamzdžio dalis, kurios tarnaus kaip kojos ir užtikrins įrenginio stabilumą.
Ant kojelių viršaus dedamas stovas iš lentų arba medžio lentos, ant kurio bus dedamas padėklas.
Drenažo grotelės, su kuriomis dirbs jūsų obuolių, vynuogių ar bet koks kitas presas, turėtų būti gaminamos tik iš kietmedžio (ąžuolo ar buko). Lentų, iš kurių bus gaminamos tokios grotelės, storis turi būti ne mažesnis kaip 20 mm.
Maišeliai, į kuriuos bus dedama obuolių minkštimas ar kitos žaliavos sultims spausti, gali būti gaminami iš įvairių audinių (svarbiausia, kad toks audinys būtų itin patvarus, o iš jo siuvami maišeliai nedūžtų veikiant aukštam slėgiui domkratas). Visų pirma galite naudoti įprastus audinius, džiutą, medvilninius ir lininius audinius, chintz ir sintetines medžiagas.

Kaip rėmas, laikantis medines lentjuostes, gana tinka bakas iš senos skalbimo mašinos.
Galite savo rankomis pasidaryti obuolių presą arba gręžtuvą kitoms žaliavoms apdoroti pagal dar sudėtingesnę konstrukcijos schemą, kuri apima tuo pačiu metu ir kėliklio, ir sraigto mechanizmą. Pastaroji tokiame prese fiksuojama vaisių ar uogų masė, kuri dedama į nerūdijančio plieno perforuotą apvalkalą.
Kaip mechanizmas, sukuriantis reikiamą slėgį, naudojamas domkratas, kuris montuojamas preso rėmo konstrukcijos apačioje. Su viršutine pėda domkratas remiasi į apatinę atraminės platformos dalį, kuri gali judėti išilgai presavimo rėmo šoninių kreiptuvų.Taigi, pakėlus domkratą, pakyla ir atraminė platforma, judanti link stūmoklio, kuriame yra apatinė varžto dalis.

Sraigtinis presas su domkratu
Taigi visiškai įmanoma savarankiškai pagaminti veiksmingą spaudą obuolių, vynuogių ir net granatų sultims gauti, ir tai nereikalauja didelių finansinių išlaidų, specialių žinių, įgūdžių ir gebėjimo valdyti sudėtingą įrangą.
Kas yra kuro granulės
Išoriškai toks kuras, kaip granulės, yra cilindrinės granulės, kurių skersmuo, priklausomai nuo joms gaminti naudojamos įrangos, gali būti 5–10 mm, o ilgis – 10–60 mm. Žaliava, iš kurios gaminamas šis kuras, yra įmonių, vykdančių šias veiklos sritis, gamybos atliekos:
- medienos apdirbimas ir įvairios paskirties medienos gaminių gamyba (pjuvenos ir drožlės, susidarančios dėl šiose srityse veikiančių įmonių veiklos, naudojamos kaip žaliava medienos granulių gamybai);
- žemės ūkio produktų auginimas ir perdirbimas (šiuo atveju granulės gaminamos iš šiaudų, šieno, kviečių, ryžių ar grikių lukštų, saulėgrąžų lukštų);
- akmens anglių ir durpių perdirbimas, kurių smulkios frakcijos taip pat naudojamos kuro briketų gamybai.

Kuro granulių spalva priklauso nuo žaliavos ir jos paruošimo technologijos.
Dažniausiai kuro granulių gamyba užsiima tos įmonės, dėl kurių pagrindinėje veikloje susidaro didelis kiekis tokiam kurui gaminti tinkamų atliekų. Taigi tokios įmonės ne tik išsprendžia gamybos atliekų perdirbimo problemą, bet ir gauna iš to papildomo pelno.
Kalbant apie naudojimo efektyvumą, anglys vis dar yra pageidaujama kuro rūšis, tačiau kuro granulės, palyginti su ja, turi vieną reikšmingą pranašumą: jų naudojimas leidžia maksimaliai automatizuoti kuro tiekimo į katilą procesą. Be to, kaip minėta, medienos granulės ir šiaudų granulės turi mažą pelenų kiekį: jo vertė yra 20 kartų mažesnė nei tradicinio kietojo kuro.
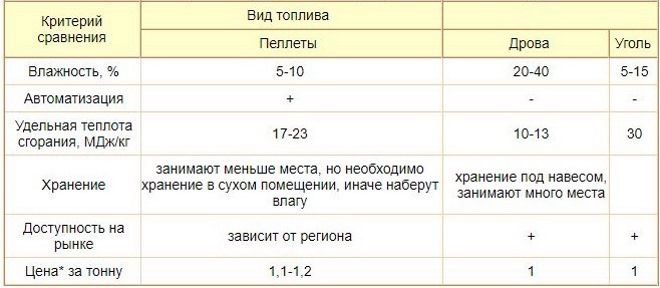
Įvairių rūšių kietojo kuro palyginimas
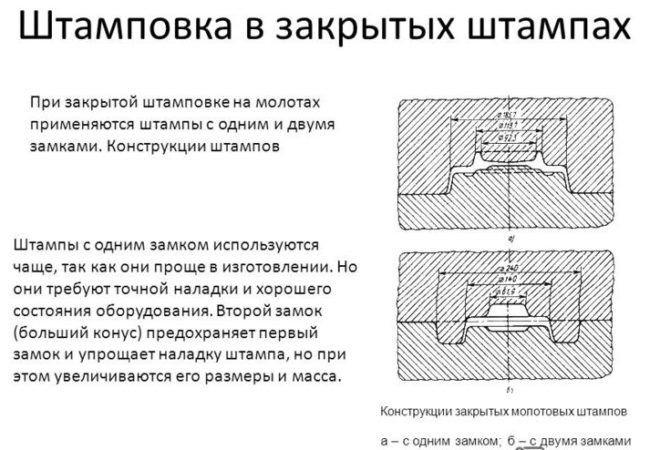
Atvirų ir uždarų štampų ypatybės
 uždaras štampavimas
uždaras štampavimas
Štampavimo įranga gali būti komplektuojama su atviromis arba uždaromis štampomis. Atvirame štampelyje metalo perteklius išteka į skvarbą arba blyksnį, kuris atlieka tam tikrą funkciją. Pagrindiniai šios technologijos trūkumai yra šie: lydinio praradimas ant blykstės, gaminio kokybės pablogėjimas dėl nupjautų pluoštų šalinant įdubas.
Paprastos formos gaminiams gaminti naudojami uždari štampai. Ši technologija be blykstės pasižymi metalo taupymu, be šlakų pašalinimo išlaidų, aukšta gaminio kokybė dėl visapusiško suspaudimo. Metalo pluoštai nepjaustomi. Mažo plastiškumo lydiniams naudojamas uždaras štampavimo metodas. Pagrindiniai trūkumai: poreikis tiksliai dozuoti lydinį, sudėtingas antspaudo dizainas.
Šiuolaikinėje gamyboje štampavimas daugiausia yra parengiamoji operacija, leidžianti gaminti elektronikos dalis, taip pat orlaivius ar laivus. Gauti gaminiai toliau yra suvirinami, pjaustomi, kniedijami ir kitais apdirbimo būdais, priklausomai nuo technologinio proceso.
Susijęs vaizdo įrašas: Lakštinio metalo štampavimas
Klausimų pasirinkimas
- Michailas, Lipeckas — kokius diskus naudoti metalui pjauti?
- Ivanas, Maskva — koks yra metalu valcuoto lakštinio plieno GOST?
- Maksim, Tver — Kokie stelažai yra geriausi metalo valcavimo gaminiams laikyti?
- Vladimiras, Novosibirskas – ką reiškia ultragarsinis metalų apdorojimas nenaudojant abrazyvinių medžiagų?
- Valerijus, Maskva - kaip savo rankomis nukalti peilį iš guolio?
- Stanislavas, Voronežas — kokia įranga naudojama cinkuoto plieno ortakiams gaminti?
Metalo apdirbimo mechanizmai
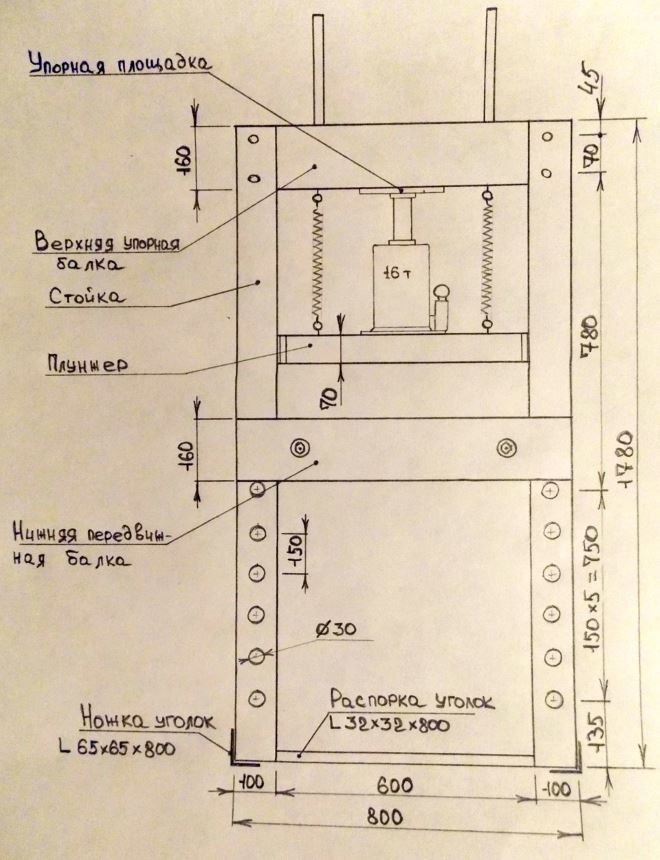
Hidraulinis presas gali išvystyti didelę jėgą iki 2 tūkst. Jis naudojamas storasienių gaminių lenkimui arba kalimui. Mechanizmo veikimas pagrįstas dviejų susisiekiančių hidraulinių cilindrų, kurių skersmuo yra skirtingo skersmens, stūmoklių judėjimas. Būtent nuo skersmenų skirtumo priklauso, kokią jėgą gali sukurti metalo štampavimo presas.
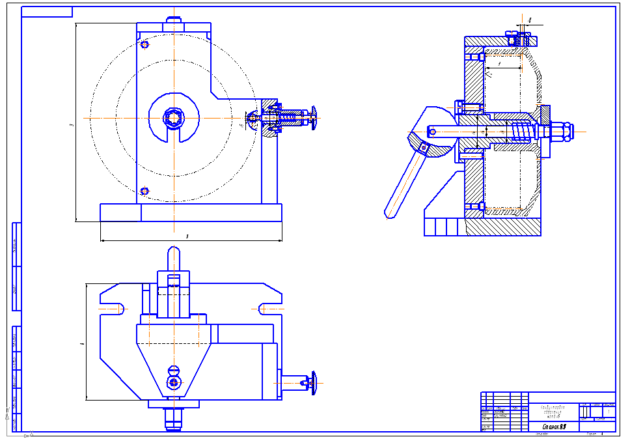
 Hidraulinio preso brėžinys
Hidraulinio preso brėžinys
Radialinio kalimo staklės skirta formavimo operacijoms atlikti, siekiant gauti cilindrinius gaminius. Mechanizmo konstrukcijoje yra indukcinė krosnis, skirta detalės pašildymui. Apdorojimo metu ruošinys sukamas elektros varikliu, kai jis praeina per kalimo zoną.
 Radialinio kalimo mašinos brėžinys
Radialinio kalimo mašinos brėžinys
Elektromagnetiniai presai yra nauja didelio našumo, ekonomiška perforavimo įranga. Veikimo principas pagrįstas elektromagnetinės šerdies, nukreipiančios mašinos pavarą į metalinę dalį, judėjimu.
 Elektromagnetinio preso brėžinys
Elektromagnetinio preso brėžinys
Kuro briketų gamyba namuose
Kuro briketus, kurie pastaruoju metu vis labiau populiarėja kaip kuras gyvenamosioms ir pramoninėms patalpoms šildyti, galima gaminti ir rankomis. Natūralu, kad granulių gamybos įrangą patartina pasigaminti, jei yra pakankamai nebrangių žaliavų.
Kaip naminiai prietaisai, skirti kuro granulėms gaminti, gali būti naudojami preso arba ekstruzijos tipo įrenginiai. Tokį įrenginį galite pagaminti tiek pagal paruoštą maitinimo mechanizmą, tiek nuo nulio. Pirmuoju atveju kaip pagrindinis darbinis korpusas naudojamas hidraulinis kėliklis arba mažas presas, taip pat su hidrauliniu pavaros mechanizmu. Gaminant įrangą, skirtą granulių gamybai nuo nulio, kaip jėgos korpusas gali būti naudojamas svirtis arba sraigtinis mechanizmas, kuris užtikrins reikiamą slėgį.

Namų gamybos mašinos granulių gamybai pagrindas gali būti paimtas iš gamyklinio granuliatoriaus konstrukcijos. Spustelėkite piešinį, kad padidintumėte
Nepriklausomai nuo naminės granulių gamybos įrangos projektavimo schemos, gaminant tokį įrenginį, būtina išspręsti šias technines problemas:
- padaryti presui atraminę platformą ir ant jos sumontuoti vertikalius stelažus, ant kurių bus pritvirtinti visi konstrukciniai elementai;
- naudojant atitinkamą skersmenį, padaryti mašininę matricą, kurios ertmėje bus spaudžiamas iš anksto paruoštas mišinys;
- padaryti perforatorių, kuris darys spaudimą mišiniui formuojant granules;
- perforatorių aprūpinkite strypu ir prijunkite prie galios hidraulinio mechanizmo;
- naudojant didelio skersmens vamzdį arba lakštinį metalą, padarykite būgną, kuriame bus sumaišyti visi mišinio komponentai;
- iš lakštinio metalo pagaminti latakus žaliavų pakrovimui ir gatavų gaminių iškrovimui.

Naminio granuliatoriaus surinkimas
Visi naminio granulių preso elementai yra pritvirtinti prie jo pagrindo ir vertikalių lentynų. Tokiu atveju būtina užtikrinti teisingą jų erdvinę padėtį vienas kito atžvilgiu.
Štampavimo technologijų įvairovė
Ruošinių apdirbimo štampavimo procesas gali būti atliekamas karštu arba šaltu būdu.Šios technologinės veislės apima specialios įrangos naudojimą ir tam tikrų metalo apdirbimo sąlygų naudojimą.
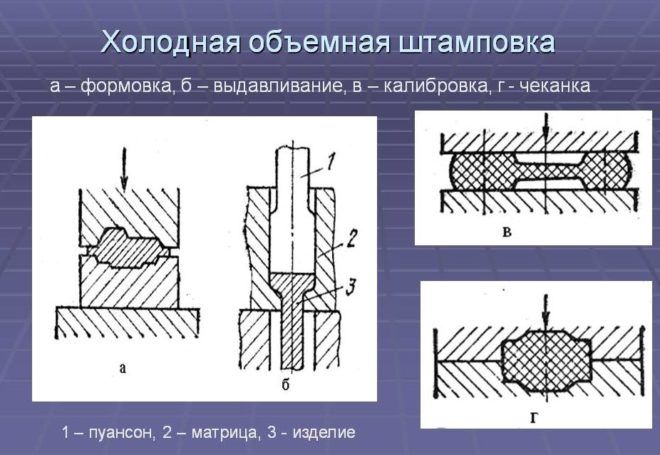 Šaltasis štampavimas yra viena iš štampavimo atmainų
Šaltasis štampavimas yra viena iš štampavimo atmainų
Karšto štampavimo metodu apdorojami ruošiniai, kurie specialiuose įrenginiuose įkaitinami iki iš anksto nustatytos temperatūros. Karštas kalimas yra būtinas, kai nepakanka įrangos galios šalto lydinio apdorojimui. Šildymo įrenginiai gali būti elektrinės arba plazminės krosnys. Šis metodas reikalauja tiksliai apskaičiuoti gatavos detalės parametrus, atsižvelgiant į metalo susitraukimą aušinimo proceso metu.
Šaltojo štampavimo metu detalės susidaro dėl mechaninio štampavimo preso elementų slėgio. Šaltasis štampavimas laikomas labiausiai paplitusiu metalo apdirbimo būdu. Tam nereikia papildomos įrangos, sudėtingų skaičiavimų ir mechaninio dalių tobulinimo. Dėl šio metodo padidėja medžiagos stiprumo charakteristikos. Gauti gaminiai pasižymi aukšta paviršiaus kokybe ir tikslumu.
Technologinių operacijų atmainos
Technologinės operacijos su metalo lakštu yra atskyrimas ir formavimas.
Skirstymo štampavimo operacijos atliekamos įrangai, kurioje yra specialus įrankis. Dėl to tam tikra dalis yra atskirta nuo ruošinio tiesia linija arba tam tikru kontūru. Dalies lapo atskyrimas vyksta šiais procesais:
- Iškirpti. Šiam veiksmui atlikti įrangoje yra diskas, vibracijos įtaisai arba giljotininės žirklės.
- Genėjimas. Ši operacija atskiria kraštutines gauto produkto dalis.
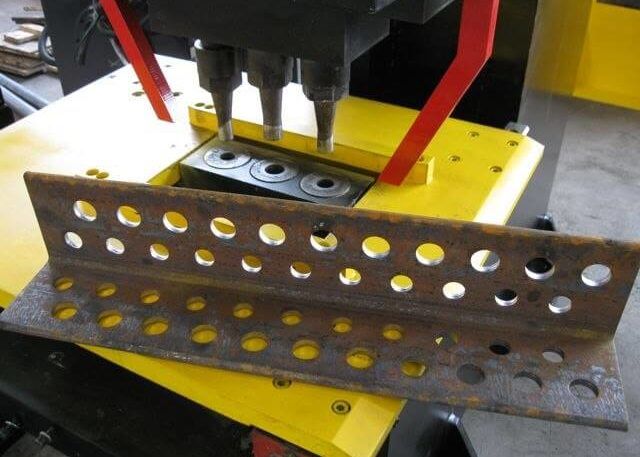
- Perforavimas. Įvairių konfigūracijų skylės sukuriamos metaliniame lakšte naudojant antspaudą.
- Sumažinti. Iš ruošinio gaunama figūrinė dalis su uždaru kontūru.



Formos keitimo operacijos skirtos kitų parametrų ir matmenų gaminiui sukurti be mechaninio ardymo. Yra šių tipų operacijos:
- Flanšavimas. Ruošinio kontūras arba vidinės skylės apdorojamos štampu, kad susidarytų tam tikro dydžio karoliukai.
- Gaubtas. Ši operacija yra savotiškas kalimas, kurio metu iš plokščios medžiagos gaunamas erdvinis elementas.
- Suspausti. Tuščiavidurio ruošinio galams susiaurinti naudojamas štampas su kūginio tipo štampu, turinčiu siaurėjančią darbinę sritį.
- Lenkimas. Dėl operacijos lenkiant metalą ir deformuojant ruošinį keičiamas paviršiaus kreivumas.
- Formavimas – tai atskirų sekcijų formos keitimas mažinant detalės storį nepažeidžiant išorinio gaminio kontūro.
- Pukliovka. Sujungimas dviejų plokščių antspaudu, nenaudojant papildomų elementų.