Vītņu veidošanas metodes
Vītne tiek izgatavota ar divām galvenajām metodēm: izmantojot manuālo stiprinājumu un mašīnu. Manuāli izgrieziet sagataves vienā eksemplārā vai nelielā daudzumā. Lielapjoma ražošanā tiek izmantotas iekārtas - mašīnas:
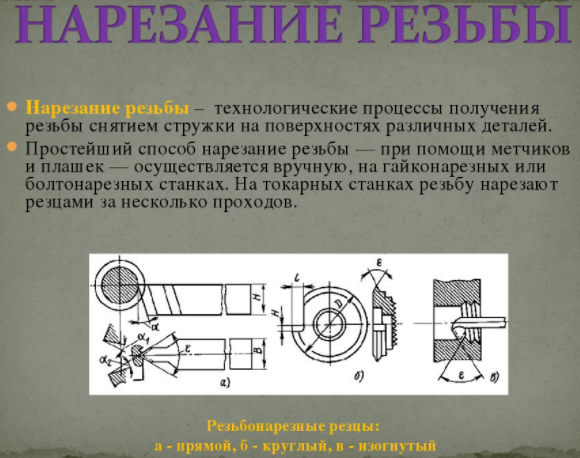 Vītņošana
Vītņošana
- Skrūvju griešanas veids;
- Vītņu velmēšana ar rullīšu un plakano presformu piedalīšanos;
- Frēzēšana, kur viņi gūst lielu soli;
- Slīpēšanas veids, izmantojot dotā profila riteņus, kur iegūst smalka soļa un augstas precizitātes skrūves;
- Skrūvgriezuma tips;
- Iekšējai vītnei uzgriežņos;
- Virpuļgriešanai ar galviņām ar vairākām griešanas malām.
Vītņojot virpuļmetodā, darbā tiek iesaistīti četri galvā fiksēti elementi. Pati galva griežas no atsevišķa piedziņas. Visa šī konstrukcija ir uzstādīta uz virpas - tās balsta. Metode izceļas ar palielinātu apstrādes ātrumu mazākas griezējinstrumenta sildīšanas dēļ (alternatīvs kontakts ar sagatavi). Turklāt spirāle ir mazāk raupja un tai ir skaidrāks profils.
Vītnes griešana uz caurules nav tik sarežģīta.

Raksti
Lai droši savienotu krānu ar cauruli vai uzstādītu sildītāju apkures sistēmā, ir svarīgi zināt, kā un ar ko nogriezt caurulē vītni. Galu galā lielākā daļa vārstu ir vītņoti, attiecīgi, šādu elementu savienošana ar metināšanu nav iespējama.
Galu galā lielākā daļa vārstu ir vītņoti, attiecīgi, šādu elementu savienošana ar metināšanu nav iespējama.
Vītņota ūdens caurule
Piemēram, ja jūsu dzīvoklī ir jāuzstāda jauna izlietne vai tualete un nav iespējams atritināt ilgstošu savienojumu uz tērauda ūdensvada, tad labākais risinājums ir:
- Izslēdziet ūdens padevi;
- Izlietnes uzstādīšanas vietā ar dzirnaviņām nogrieziet daļu caurules;
- Veikt cauruļu vītņošanu;
- Uzstādiet uz caurules lodveida vārstu vai tee;
- Pievienojiet to ar elastīgu šļūteni izlietnes jaucējkrānam.
Šo darbu viegli var paveikt kvalificēts santehniķis. Tomēr ikviens dzīvokļa īpašnieks, iegādājies instrumentu cauruļu vītņošanai, var patstāvīgi veikt šo darbu.
Vītņu griešanas presformas
Līdz šim, lai aprīkotu cauruli ar vītņotu savienojumu, tiek izmantotas 2 veidu vītņu ierīces:
- Vītņu griešanas presformas;
- Klupp caurule.
Ar viņu palīdzību jūs varat nogriezt pavedienus uz jebkura kanalizācijas vai ūdens caurules, ko izmanto dzīvojamo ēku un privāto kotedžu inženiertīklos.
Klupp caurule
Padoms!
Ja jūs nekad neesat nogriezis diegu, to būs grūti izdarīt ar matricu. Mazākais instrumenta izkropļojums var izraisīt defektu.
Tāpēc labāk ir izmantot griezēju, jo tam ir vadotne, kas ievērojami vienkāršo griešanas procesu.
Atjaunināsim vītņošanas procesa teoriju.
Tātad:
- vītņošana caurulēs ir spirālveida virsmas veidošana caurules ārpusē (santehnikas vai apkures sistēma);
- spirālveida virsma ir savienojošais elements, kas vienmērīgi rotē ap sacensību asi,
- tēja vai krāns ar vienmērīgu translācijas kustību pa šo asi;
- vītnes solis ir pieskrūvētā elementa translācijas kustība attiecībā pret vītnes asi, kas atbilst vienam pilnam apgriezienam.
Citiem vārdiem sakot, lai uzstādītu noslēgvārstus, uz caurulēm ir jāizgriež vītnes, kuru solis atbilst savienojošo elementu piķim. Tad šāds kanalizācijas vai ūdensvadu savienojums būs blīvs un izturīgs, kā arī spēs izturēt augstu spiedienu.
Kādus griezējus izmanto vītņu griešanai
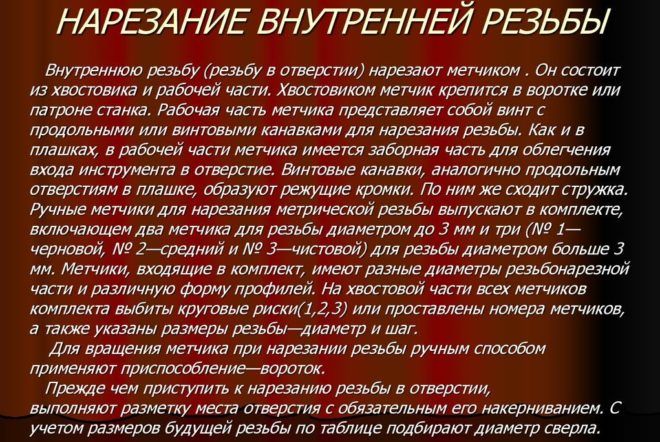
Virpošanas blokā var veikt griešanas darbības - gan uz ārējās, gan uz iekšējās virsmas. Šajā gadījumā tiek izmantoti dažāda veida griešanas elementi. Tos var iedalīt trīs galvenajās grupās:
- Stienis;
- Prizmatisks;
- Raunds.



Pirmajā grupā ietilpst vienkāršākā tipa instruments. Pēc konstrukcijas šī ir darba galva uz dažādu sekciju un formu stieņa. Profila forma atbilst galvai. Dažiem stieņu griezēju modeļiem ir karbīda lodēšana uz darba virsmām. Tas palielina pēdējo resursu, kas ir mazāk pakļauti darba virsmas nobrāzumam, un rezultātā tie netiek tik bieži asināti.
 Vītņgriezēji
Vītņgriezēji
Prismatiskā tipa ierīces apstrādā sagataves tikai no ārpuses. Salīdzinot ar iepriekšējo grupu, tās var tikt galā ar lielākām virsmām, tās var uzasināt vairāk reižu. Virpā elements tiek fiksēts ar dīgļa astes turētāju.
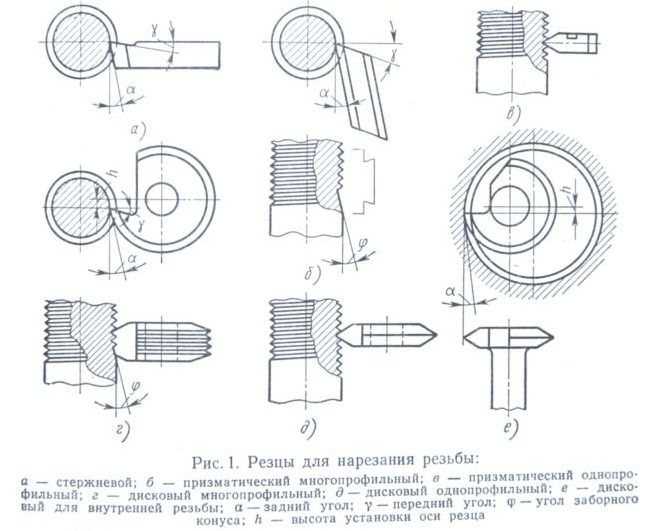
Apaļus griešanas elementus var izmantot iekšējo un ārējo vītņu izgatavošanai. Ar tiem ir ērtāk strādāt nekā ar prizmatiskajiem, tie ir daudzpusīgāki - tiem ir plašs pielietojums. Tie ir piemēroti, lai pārslīpētu daudzas reizes. Piestipriniet griezējus turētājā pie cauruma galā. Prizmatiskie un apaļie elementi tiek klasificēti kā formas instrumenti virpošanas iekārtām.
Rīki
Lai veiktu darbu, jums ir jāsagatavo visi nepieciešamie instrumenti un ierīces griešanai. Katrā gadījumā cauruļu vītņotajam komplektam būs atšķirīgs sastāvs, bet manuālai lietošanai tas sastāv no presformām, matricas un sprūdrata turētāja. Komplekta sastāvs ir arī papildus aprīkots ar cauruļu griezēju, gāzes uzgriežņu atslēgu, vīli, metāla zāģi, slīpmašīnu, smērvielām un citiem instrumentiem. Tiem, kas nevēlas strādāt vecmodīgi ar klasisko metodi, ir alternatīva - elektroinstruments.




Pati griešana tiek veikta, izmantojot presformas. Daži ir sagriezti tikai vienā pusē, citi abās pusēs.
Iekšējai vītnei komplektā var būt arī vairāki krāni ar dažādu griezuma dziļumu. Daži ir paredzēti caurules iekšējās virsmas raupšanai, citi - apdarei. Šis aprīkojums ir uzrādīts skrūves formā ar skaidu rievām. Tas ir piestiprināts pie apkaklēm ar astes daļas palīdzību.


Ar krāna palīdzību iekšējā griešana tiek veikta vairākās pieejās. To skaits ir atkarīgs no materiāla, ar kuru viņi strādā. Piemēram, vītņu griešanai titāna sakausējumos ir paredzēti īpaši vairāku krānu komplekti.
Matricu, progonku vai lerku izmanto, lai caurulēs izgrieztu dažādas formas. Tas ir tērauda uzgrieznis ar griešanas pamatni iekšā, kurā ir speciāli caurumi - rievas atkritumiem. Presformas ir cauruļveida, sešstūra formas, apaļas un kvadrātveida. Viņu ķermeņa modifikācija ir cieta, sadalīta un slīdoša.

Bīdāmos (prizmatiskos) modeļus sauc arī par pusplāksnēm, tos piestiprina pie matricas ar skrūvēm un speciālu starpliku - krekinga. Tas ir nepieciešams, lai vienmērīgi sadalītu spiedienu uz skrūvi. Ar presformu palīdzību tiek sagriezti cilindriski, koniski, apaļi vai metriski pavedieni. Matricas sastāvdaļas ir īpašas uzgriežņu atslēgas un kasetnes, ar kurām tā tiek piestiprināta pie rāmja korpusa.


Klupp sastāv no rāmja, kurā ir fiksēti griešanas elementi - presformas. Katra serde ir aprīkota ar četrām tērauda presformām. Klupp ir aprīkots arī ar īpašu sprūdrata rokturi. Preses turētājā var ievietot tikai vienu matricu, matricas turētājā var ievietot vairākus. Skrituļu griešanas mehānisms spēj nogriezt divu veidu vītnes: 0,5 - 1 ¼, 1 ½ - 2 collas.


Manuālais griezējs, kā likums, griež neliela diametra caurules. Tie ir aprīkoti ar īpašu rokturi - turētāju.Tos var izmantot arī ar piemērotu cauruļu uzgriežņu atslēgu. Tas ir maza izmēra, vienkāršs un viegli lietojams.


Sprūdrata turētāja skrūves skrūve ir konstrukcijas modifikācija ar pārnesumu mehānismu, kas paredzēts vītņu izgatavošanai, kuru diametrs ir lielāks par vienu collu. Sprūdrats ir neaizstājams mehānisms. Kreisās un labās puses sprūdrati atvieglo darbu grūti sasniedzamās vietās, piemēram, pie sienām. Izmantojot sprūdrata sviru, matrica tiek ātri noņemta no vītnes, pagriežot to pretējā virzienā, nodrošinot vītņošanas metodi ar abpusēju kustību.


To sauc par slīpo klupu, jo tajā tiek regulēts attālums starp bīdāmajām matricām. Tas norāda griezuma diametru. Šāda veida dizaini ir visvieglāk lietojami.


Cauruļu vītņošanai tiek izmantoti sarežģītāka dizaina Majevska skrūvju aizbāžņi. Tie satur trīs maināmu presformu komplektus un specializējas vītņu diametrā līdz 2 collām. Šāda veida konstrukcijas tiek izmantotas neliela diametra cauruļu vītņošanai.

Liela diametra cauruļu griešana tiek veikta rūpnieciskā mērogā. Piemēram, lai grieztu bezšuvju cauruli ar diametru 219 mm, ir nepieciešama īpaša iekārta. Korpusa caurules (kolonnas) tiek grieztas tikai uz īpašām mašīnām īpašos apstākļos, ievērojot visus drošības pasākumus.
Kā nogriezt ārējo vītni. Vītņu griešana uz caurulēm un veidgabaliem. Mirst. Klupp

Kā nogriezt ārējo vītni. Vītņu griešana uz caurulēm un veidgabaliem. Mirst. Klupp. 4,46/5 (89,23%) zaudēja 13
Ārējo vītni griež, izmantojot apaļas vai bīdāmas presformas, kā arī skrūvējamos dēļus. Vītnes griešanu var veikt gan ar mašīnām, gan manuāli.
Vītņošana ar apaļajām presformām (lerks).
Apaļie presformas (lehrs) ir disks ar izgrieztu caurumu. Lai noņemtu skaidas un veidotu spalvas ar griešanas malām (1. att.), presformā tiek izveidoti vairāki skaidu caurumi. Formas (lehrs) ievieto lerko turētājā un saspiež ar skrūvēm (2. att.).
Rīsi. 1. Die apaļa griezuma (lerka).
Rīsi. 2. Lerko turētājs:
1 - rāmis; 2 - rokturis; 3 - iespīlēšanas skrūve.
Nogrieztā stieņa diametrs tiek ņemts nedaudz mazāks par vītnes ārējo diametru un nozāģēts konusa formā, lai krāsns varētu iekļūt. Stieņu izvēle metrisko vai collu vītņu griešanai ir norādīta tabulā. viens:
1. tabula. Vārpstas diametri vītņotām skrūvēm.
| Metriskā vītne | Collu vītne | ||
| Ārējais diametrs mm | Kāta diametrs mm | Ārējais diametrs collās | Kāta diametrs mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Bīdāmās formas (3. att., a) sastāv no divām prizmatiskām pusēm ar izgrieztu caurumu. Formas atveres vidusdaļā ir izveidota rieva, kas veido griešanas malas.
Rīsi. 3. Bīdāmās presformas un krekeri:
šķīvis; b - krekers.
Klupp vītņošanai.
Preču stiprināšanai izmanto skrūvspīli ar taisnstūra vai slīpu rāmi (4. att.). Klupp prizmatiskie izvirzījumi iekļūst presformu rievās, un no sāniem preses tiek nospiestas ar skrūvēm.
Rīsi. 4. Klupp (slīpi)
1 - rāmis; 2 - rokturis; 3 - iespīlēšanas skrūve.
Lai izvairītos no tieša bultskrūves spiediena uz presformām, starp presformām un skrūvi tiek uzstādīts tā sauktais krekeris (sk. 3. att., b), kuram ir presformas forma.
Vītņu griešanas tehnoloģija.
Griešana ar prizmatiskām presformām nedaudz atšķiras no griešanas ar lerkiem. Griežot ar presformām, stieņi netiek sazāģēti konusā, bet preses tiek pārvietotas atsevišķi.
Pēc tam tos piestiprina pie stieņa, kura galam jāsakrīt ar presformu augšējo plakni. Pagriežot matricu pa labi un nedaudz pa kreisi, tiek veikta vītne.
Lerkoderzhatel un klupp pozīcija ir iestatīta stingri perpendikulāri grieztajam stienim, pretējā gadījumā vītne būs slīpa un vienpusēja.
Dzesēšana un eļļošana vītņošanai.
Griežot vītnes ar tapām un presformām, jāizmanto smērviela.Kā smērvielu varat izmantot parasto emulsiju, izšķīdinot vienu emulsijas daļu simts sešdesmit daļās ūdens. Papildus var pieteikties: čugunam - speķi un petroleju; tēraudam un misiņam, vārītai un rapšu eļļai un speķim; sarkanajam vara - speķis un terpentīns; alumīnijam - petroleja.
Griežot vītnes, nav ieteicams izmantot mašīnas un minerāleļļas, jo tās, palielinot griešanas pretestību, nerada tīrus caurumus un izraisa ātru krānu un presformu nodilumu.
Skrūvju dēļi.
Lai grieztu vītnes skrūvēm ar diametru līdz 6 mm, tiek izmantoti skrūvju dēļi. Uz skrūvju dēļiem ir izgriezti vairāki dažāda diametra caurumi ar skaidu rievām, pa diviem katram caurumam.
Vītņošana ar presformām tiek veikta tāpat kā vītņošana. Stienis ir stingri iespiests skrūvspīlēs, ieeļļots ar eļļu, un tad uz stieņa tiek uzlikts matrica ar presformām, saspiesta ar skrūvi un pagriezta pilnu apgriezienu vienā virzienā un pusapgriezienu otrā. Ja stienis ir biezāks par nepieciešamo, tas ir jāvīlē.
Skrūvju vītni mēra ar gredzenveida vītņu mērierīcēm vai vītnes mērierīci.
Vītņu griešana uz caurulēm un veidgabaliem.
Caurules un veidgabali (cauruļu savienojošās daļas) tiek sagriezti ar īpašu instrumentu, izmantojot armatūru.
Klupp vītņu griešanai uz caurulēm.
Uz caurulēm vītni nogriež ar speciālu skrūvju vītni (5. att.). Preses griezējs cauruļu griešanai atbilstoši ierīcei atšķiras no parastajiem griezējiem. Tā turētāja spraugās iekļūst četras tērauda ķemmes.
Pagriežot augšējo rokturi, tos var salikt kopā vai pārvietot atsevišķi. Tāpēc dažāda diametra caurules var griezt ar vienu matricu. Turklāt klupp ir vadotnes, kuras regulē apakšējais rokturis.
Vadotnes nodrošina pareizu matricas novietojumu uz caurules griešanas laikā.
Rīsi. 5. Klupp cauruļu griešanai.
Caurules griešanas laikā tiek fiksētas ar speciālu cauruļu skavu. Skava sastāv no rāmja, kurā ievietoti krekeri ar izgriezumiem dažāda diametra caurulēm.
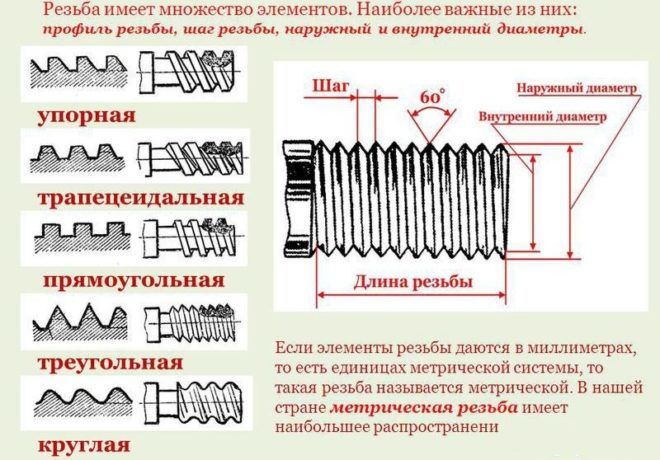
Vītņu profili
Sagatavju formas atkarībā no virsmas veida ir cilindriskas un koniskas. Vītnes ir ārēji (uz virsmas) un iekšējie (sagataves caurumā). Vītņotā savienojuma veids ir atkarīgs no vītnes profila.
Ir pieci profilu veidi:
- trīsstūrveida;
- taisnstūrveida;
- trapecveida;
- noturīgs;
- raunds.
Pavediens var būt ar vienu sākumu un vairāku sākumu:
- viena vītne - veidojas ar vienu vītni;
- multi-start - izveidots no diviem vai vairākiem pavedieniem, kas novietoti vienādā attālumā viens no otra.
Abu veidu vītņu galvenie rādītāji ir piķis un gājiens. Vītnes solis - attālums starp tuvākajiem pagriezieniem un tiek mērīts pa apstrādājamās detaļas centra līniju. Viena vītnes gaita ir sprauga divu viena apgrieziena virsotņu vidū uz izstrādājuma darba virsmas. Gājiens ir vienāds ar vītnes soļa reizinājumu ar sākumu skaitu.
Griešanas instrumenta matrica
Matrica ir griešanas virpošanas instruments, kas izgatavots uzgriežņa formā. Tajā izurbti caurumi ir izveidoti skaidu noņemšanai. Instruments sastāv no griešanas elementiem, kas atrodas katrā tā pusē un veido konusu. Matrica uz virpas veido vītni uz skrūvēm, tapām, skrūvēm un citiem metāla izstrādājumiem.
Visbiežāk izmantotie plākšņu veidi:
- metriska;
- pa kreisi;
- caurule.
Uzdevumu var atvieglot, izveidojot nelielu slīpumu galā, lai tā augstums sakristu ar vītnes profila augstumu. Matricas izmēram jāatbilst detaļas diametram.
Pēc tam vajadzīgā izmēra matrica tiek fiksēta matricas turētājā, nostiprināta virpas aizmugurējā daļā. Vītņu griešanas ātrums ir atkarīgs no apstrādājamā materiāla materiāla: misiņa izstrādājumi tiek apstrādāti ar ātrumu aptuveni 15 m/min., čuguna - 3 m/min., tērauda sagataves - 4 m/min.
Pie šāda apstrādes ātruma matrica nolietojas mazāk.Griešanas procesā katrs matricas pagrieziens ir jānomaina, pagriežot to par trešdaļu no apļa atpakaļ, lai atbrīvotu caurumus no skaidām.
Video: kā griezt pavedienus uz virpas
Jautājumu izlase
- Mihails, Ļipecka — Kādus diskus izmantot metāla griešanai?
- Ivans, Maskava — kāds ir metāla velmēšanas lokšņu tērauda GOST?
- Maksim, Tver — Kādi ir labākie plaukti metāla velmējumu uzglabāšanai?
- Vladimirs, Novosibirska — Ko nozīmē metālu ultraskaņas apstrāde bez abrazīvu vielu izmantošanas?
- Valērijs, Maskava — kā ar savām rokām izkalt nazi no gultņa?
- Staņislavs, Voroņeža — Kādas iekārtas izmanto cinkota tērauda gaisa vadu ražošanai?
Pavedienu pamati
Kad gāzes caurules ir pievienotas ūdens apgādes sistēmai, cilindriskās caurules vītnes tiek velmētas vai sagrieztas. Cauruļu gala daļas ir apvienotas ar īpašiem elementiem. Pēdējās 2 cilindriskā vītnes cirtas sauc par skrējienu. Bēgšana ļauj piestiprināt sakabes elementu uz cauruļveida izstrādājuma. Tas nodrošina savienojuma blīvēšanu ar blīvējumu.
Lai atvienotu pievienotās, piemēram, apkures caurules bez griešanas, ir jāizmanto vilkšana. Tajā ietilpst pretuzgrieznis, sakabes elements, garš vītne. Tam ir tāds garums, ka var viegli uztīt sakabes daļu, kontruzgriezni.
Materiāla taupīšanas nolūkos gāzes apgādē un citos kompleksos tiek izmantoti izstrādājumi ar plānām sienām. Tie ir uzrullēti. Sienu biezumam jābūt lielākam nekā veidojot vītni uz ūdens caurules.

Griešanas tehnika uz metāla daļas
Spirālveida virsmu, ko veido griezējs, sauc par vītni. Tas nodrošina svarīgus uzdevumus - ar tā palīdzību detaļu elementi var pārvietoties viens pret otru, izlocīties vai būtiski noblīvēt savienojumus dažādās mehāniskās ierīcēs.
Lai saprastu, kā griezt vītnes uz virpas, jums jāievēro vītņošanas process - tas ir diezgan vienkārši un saprotami. Griezējs ir fiksēts virpas balstā. Tas vienmērīgi pārvietojas pa rotējošās daļas asi. Instrumenta smailais gals nogriež spirālveida līniju uz detaļas virsmas.
Lai pareizi uzstādītu un vadītu griezējinstrumentu, tiek izmantota īpaša veidne, kas tiek novietota virs sagataves. Griezējs ir novietots gar mašīnas centra līniju. Saskaņā ar iegūto spraugu tiek noteikts, cik precīzi tiek veikta vītņošana.
Griešanai ir savas īpašības:
- pavedienu veidošanās procesam ir dažas iezīmes;
- materiāls, no kura izgatavota daļa, nosaka griezēja slīpuma leņķi;
- leņķa vērtība ir atkarīga no metāla viskozitātes, cietības un trausluma;
- griezēja plaknes aizmugurējos sānu stūros nedrīkst berzēt pret izgrieztajām rievām;
- iekšējās vītnes tiek sagrieztas jau izurbtos vai izurbtos caurumos.
Katram apstrādājamam materiālam ir paredzēti noteikti metāla griešanas instrumenti. Tērauda sagatavēm tiek izmantoti griezēji, kuru plāksnes ir izgatavotas no cietajiem sakausējumiem T15K6, T14K8, T15K6, T30K4. Čuguna sagatavēm tiek izmantoti griezējinstrumenti ar karbīda ieliktņiem VK4, V2K, VK6M, VK3M.
vītņu griešana ar krānu, kā griezt diegu ar rokām
Kā griezt pavedienus ar vītņošanas ierīci, tika aprakstīts iepriekš. Vītņu griešanas ierīce ievērojami atšķiras no vītņu ierīces, taču vītņošanas princips ar abiem instrumentiem paliek nemainīgs.
Krāns ir metālapstrādes un virpošanas instruments, kas pēc formas nedaudz atgādina garu stieni. Tieši šī stieņa iekšpusē ir griešanas elementi, ar kuru palīdzību vītne tiek nogriezta manuāli.

Krānu var izmantot ne tikai jaunu pavedienu griešanai. Izmantojot šo rīku, varat arī atjaunot pavedienu, padarot to par "jaunu".
Saskaņā ar darbības principu, krāni ir manuāli un mašīnu. Mašīnas krāni tiek fiksēti uz virpas, un vītņošana notiek automātiskajā režīmā.
Kā izvēlēties krāna veidu?
Manuālai vītnei vispirms ir jāizvēlas pareizais pieskāriena veids. Vītņu pieskāriena izvēle galvenokārt ir atkarīga no:
- vītnes solis;
- profils;
- Vītņotā savienojuma formas;
- Tolerance;
Turklāt konkrēta krāna izvēli ietekmē arī to detaļu izgatavošanas materiāls, uz kurām tiks griezta vītne. Galvenā krāna izvēle, pirmkārt, ir atkarīga no griežamā vītnes diametra.
Vītņu ievilkšana ar krānu ar roku
Vītņošana ar pieskārienu notiek šādi. Vītņojamā daļa ir nostiprināta skrūvspīlēs vai citā ierīcē. Galvenais ir tas, ka daļa ir droši nostiprināta ierīcē, jo, vītņojot ar krānu, jums būs jāpieliek daudz pūļu.

Pēc tam detaļā tiek izurbts caurums vītņošanai ar krānu atkarībā no vītnes veida - akli vai cauri. Izurbtā cauruma diametram jābūt nedaudz mazākam par krāna griešanas elementu diametru.
Noteikti noslīpējiet vītņurbuma augšējo malu. Pēc tam tiek ņemts krāns un uzstādīts urbumā, kuram jāatrodas skrūvspīlēs ar slīpumu uz augšu.
Vītni ar krānu veic pulksteņrādītāja virzienā, visu laiku, iespiežot krānu caurumā. Krāns ir jānospiež vienmērīgi, bez liekiem raustījumiem, pakāpeniski to griežot, līdz iegūst tīru un vienmērīgu vītni.

Veicot vairākus pagriezienus ar krānu pulksteņrādītāja virzienā, tas tiek atgriezts pretējā virzienā, tādējādi atbrīvojoties no uzkrātajām metāla skaidām.
Vītņošanas laikā ir nepieciešams savlaicīgi atdzesēt krānu, pretējā gadījumā instrumentu var viegli sabojāt. Ja griež alumīnija vītni, tad krānu dzesē ar petroleju, ja griež vītni uz vara daļas, tad ar terpentīnu, griežot tērauda vītni, krānu vislabāk atdzesē ar emulsiju.
Griezēju veidi un īpašības
Metāla virpošanas instruments sastāv no turētāja un darba galviņas. No šiem elementiem tieši atkarīga detaļu apstrādes kvalitāte. Turētājam ir taisnstūra vai kvadrātveida sekcija. Ar tās palīdzību griezējs tiek fiksēts uz virpas.
Darba galva apstrādā detaļas. To veido dažādas griešanas plaknes un malas. Galvas asināšanas leņķi nosaka materiāls, no kura izgatavota daļa.
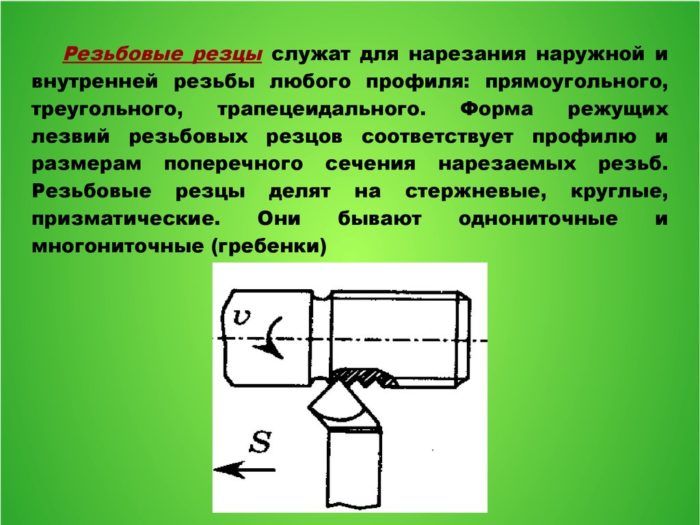
Ārējās un iekšējās vītnes tiek grieztas ar dažāda veida vītņu griezējiem.
 Vītņu griezēji
Vītņu griezēji
Visbiežāk izmantotie no tiem:
- stienis;
- prizmatisks;
- raunds.
Stieņu griezēji sastāv no stieņa ar darba galvu. Šie veidi ir pieejami dažādos profilos. Nodilumizturīgākie ir frēzes, kurām pielodētas cietkausējuma darba malas. Viņiem nav nepieciešama bieža pagriešana, jo tie ilgstoši paliek asi.
Prizmatiskās frēzes tiek izmantotas, lai apstrādātu tikai sagataves ārējo pusi. To priekšrocība salīdzinājumā ar stieņiem ir iespēja apstrādāt lielas virsmas. Bet tie ir jāasina biežāk.
Apaļie griezēji tiek izmantoti iekšējo un ārējo vītņu griešanas procesā. Šie rīki ir ļoti ērti lietojami, to lietošanas joma ir diezgan plaša. Apaļie griezēji nodrošina daudzkārtēju slīpēšanu.
 Vītņgriezes apaļas
Vītņgriezes apaļas
Saskaņā ar dizaina atšķirībām metāla griešanas instrumenti ir sadalīti vairākos veidos:
- taisni;
- izliekts;
- liekts;
- uzzīmēts.
Jebkura instrumenta ar vītni augšdaļa ir noapaļota galva vai slīpums. Vītnes profilu veido pareizas konfigurācijas griezējs. Ar saliektas formas griezējinstrumentiem uz sagataves virsmas tiek izgriezts vītņots pavediens.
Taisni griezēji šeit tiek izmantoti reti.Vītne detaļas iekšpusē ir izgatavota ar izliektiem griezējiem, dažreiz taisni, fiksēti īpašā turētājā.
Griezēji ir sadalīti kategorijās:
- izgatavots no ātrgaitas leģēta tērauda;
- ar cieta sakausējuma plāksnēm, kas pielodētas pie darba elementa;
- griešanas piederumi ar maināmiem daudzšķautņainiem ieliktņiem, kas fiksēti uz galvas.
Skrūves vītnes virzienā instrumenti tiek sadalīti labajā un kreisajā pusē. Strādājot, pirmā padeve iet no kreisās puses uz labo, otrā - padeve iet pa kreisi. Pareizie tiek izmantoti biežāk.
Mēs nogriežam pavedienu ar matricu
Īpatnības
Vītņošana tika izgudrota pirms diviem gadsimtiem, kad Lielbritānijā pirmo reizi parādījās skrūvju virpa. Izgudrotājs G. Modslijs atklāja metodi precīzu diegu uzlikšanai un izgudroja ierīci tā mērīšanai (mikrometru) ar precizitāti līdz 0,0001 collai.

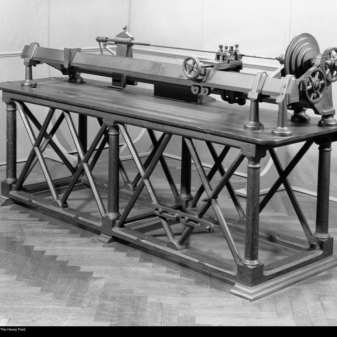
Aptuveni tajā pašā laikā mehāniķis D. Vitvorts izveidoja pirmo skrūvju vītnes profilu un ierosināja tā standartu sistēmu. Kopš tā laika izgudrojums nes viņa vārdu - Whitworth carving. Tas veidoja pamatu dažādiem valsts standartiem.

Vītņu griešanas galvenā iezīme ir tāda, ka instrumentam tā īstenošanai jābūt izgatavotam no materiāla ar lielāku cietību nekā griežamajam elementam, savukārt šī instrumenta izgatavošanai jāizmanto konstrukcijas ar vēl cietākiem elementiem.
Mūsdienās ir neskaitāmas iespējas cauruļu vītņošanai.
Ir svarīgi tikai izvēlēties to, kas ir nepieciešams. Labu rezultātu garantē, ja darbu izpildē tiek izmantoti kvalitatīvi materiāli un instrumenti, tiek ievēroti norādījumi, kā arī griešanas tehnoloģija
Veidojot vītni, vislabāk ir izmantot kvalitatīvu instrumentu, jo lēts variants, visticamāk, nebūs ilgs.

Tagad lielākā daļa cauruļvadu sistēmu ir izgatavotas no plastmasas. Bieži vien ir nepieciešams nostiprināt konstrukcijas, izmantojot savienojošos elementus no plastmasas un metāla. Sadzīves jomā šādi stiprinājumi ir diezgan izplatīts risinājums, tos sauc par kombinētiem. Mūsdienu sakaru sistēmās tradicionāli tiek izmantots viens no plastmasas vai metāla cauruļu veidiem. Tomēr dažos gadījumos ir ieteicams izmantot dizainu kombināciju.


Caurules ar diametru līdz 40 mm tiek savienotas ar vītņotu metodi. Atloku savienojumi tiek izmantoti lielāka diametra caurulēm, kur nav iespējams pievilkt vītni.

Polipropilēna caurules savienojums ar metāla cauruli tiek veikts, izmantojot speciāli šim nolūkam paredzētus veidgabalus. Tie ir savienojumi, kuru vienā pusē ir metāla vītne, bet otrā ir plastmasas uzmava. Vairāki kombinētie savienojumi tiek veikti ar īpašiem sarežģītiem veidgabaliem.
