Kā izliekt armatūru, lokšņu metālu utt. bez īpaša instrumenta
Ja esat jau sācis kapitālo remontu ar savām rokām, neatkarīgi no tā, kur tas tiek veikts: mājās vai dzīvoklī, tad jums ir jābūt gatavam daudzām pārbaudēm.
Jo īpaši var rasties vairākas problēmas, kuras ir ļoti grūti atrisināt bez atbilstošas pieredzes un īpaša aprīkojuma. Piemēram, ne visi zina, kā saliekt metāla loksni, armatūru, profilu, stūri utt. vienlaikus gūstot labus rezultātus. Šajā rakstā mēs centīsimies atbildēt uz "neelastīgajiem" jautājumiem, vienlaikus iztiekot ar minimālu rīku daudzumu.
Kā saliekt metāla loksni, cinkošana, profils
Ļoti bieži, montējot metāla konstrukcijas, ir nepieciešams ne tikai griezt tērauda loksnes, bet arī piešķirt tām izliektu formu.
To var izdarīt mājās, netērējot naudu trešo pušu pakalpojumiem. Piemēram, kā saliekt metāla loksni? Lai to izdarītu, mums ir nepieciešams koka vai gumijas āmurs, knaibles, galds.
Ja sagaidāms 90 grādu izliekums, tad ar šo instrumentu komplektu vajadzētu pietikt. Palags vienkārši karājas no galda malas, pēc tam, vienmērīgi piesitot līkuma zonā, tiek panākts vēlamais izliekums.
Kā saliekt cauruli bez iepriekšējas uzsildīšanas
Profila cauruli iespējams izliekt pašam, bez iepriekšējas uzsildīšanas gan ar špakteli, gan bez tā. Neprasa pildījumu ar smiltīm vai kolofonija caurulēm, kuru profila augstums nepārsniedz 10 mm.
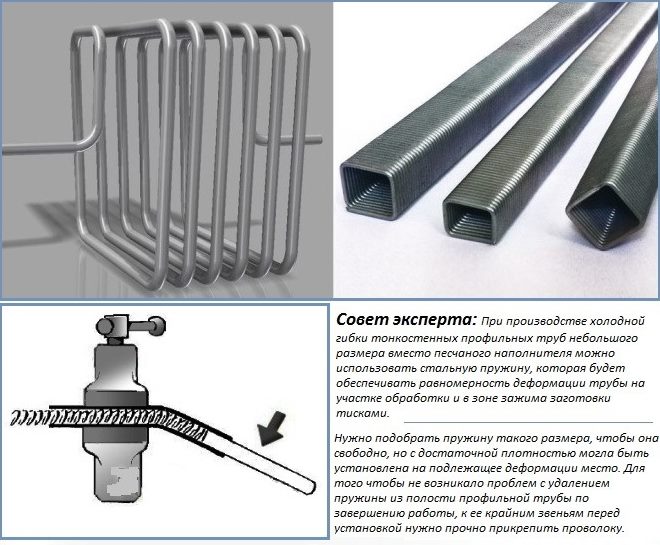
Ir vēl viens paņēmiens, kas ietver atsperes izmantošanu ar blīvu spoļu spoli pildvielas vietā, kas tiek ievietota profesionālās caurules iekšējā dobumā un aizsargā izstrādājuma sienas no deformācijas, kā arī no pārmērīgām to biezuma izmaiņām. lieces procesa laikā.

Elementārā cauruļu liektāja konstrukcija ir vienkārša un pieejama pašražošanai.
Tiem, kam ir nepieciešams saliekt profila caurules ar savām rokām, iepriekš tās nesildot, varat izmantot mācību video un šādus vienkāršus ieteikumus.
- Nepieciešamo līkumu uz profila caurulēm iespējams iegūt, izmantojot visvienkāršākās ierīces - skrūvspīli, stieņus, lieces plāksnes.
- Apaļa profila izstrādājumiem varat izmantot manuālo cauruļu liektāju. Šajā ierīcē ir nepieciešams pārtaisīt darba veltņus, kuru padziļinājuma formai jāatbilst caurules profilam.
- Visefektīvāk un precīzāk var izlocīt caurules, izmantojot ruļļu formēšanas mašīnu, kuru varat iegādāties vai izgatavot pats.
Kāda ir profila locīšanas sarežģītība
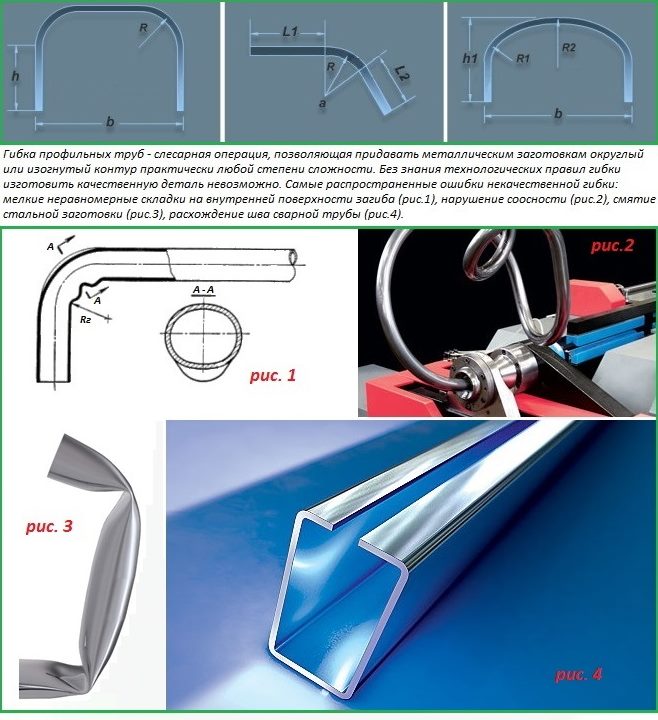
Metāla velmēšanas būtība neatkarīgi no tā profila formas ir tāda, ka profila caurulēm tiek piešķirts daļējs vai pilnīgs izliekums. Šāda tehnoloģiska darbība tiek veikta divos veidos: iedarbojoties uz izliekto cauruli tikai ar spiedienu vai papildus sildot caurules posmu, kura apgabalā tiek veikts izliekums. Liekšanas laikā uz metāla cauruli vienlaikus iedarbojas divi spēki:
- saspiešanas spēks (no līkuma iekšpuses);
- stiepes spēks (no saliektās sekcijas ārējās daļas).
Tieši šādu daudzvirzienu spēku ietekme rada grūtības, kas raksturīgas jebkura profila cauruļu lieces procesam.
- Caurules materiāla segmenti, kas lieces procesā maina formu, var zaudēt atrašanās vietas koaksialitāti, kas noved pie tā, ka atsevišķas caurules sekcijas atradīsies dažādās plaknēs;
- Caurules siena, kas atrodas līkuma ārējā pusē un ir pakļauta spriedzei, var neizturēt slodzi un pārsprāgt.
- Saspiešanai pakļautās caurules iekšējā siena var tikt pārklāta ar krokām, kas atgādina rievojumus.
Profila cauruļu tehniskie parametri
Lai tas nenotiktu, ir jāņem vērā ne tikai caurules materiāla īpašības, bet arī tā ģeometriskie parametri - sekcijas izmēri, sienu biezums, rādiuss, līdz kuram nepieciešams izliekties. Zināšanas par augstākminēto ļaus izvēlēties atbilstošu tehnoloģiju un pareizi saliekt gofrēto cauruli, to nesasmalcinot un neiegūstot rievotu virsmu.
Rūpnieciskās aukstās lieces metodes

Atkarībā no elementa diametra un darba apjoma var izmantot rokas instrumentus (cauruļu liekējus) vai ierīces ar elektromehānisko piedziņu.
Galvenās rūpnieciskās aukstās lieces metodes ir:
- Tinuma metode. Šis paņēmiens ļauj saliekt cauruli ar šķērsgriezumu diapazonā no 1,0 līdz 4,26 cm dažādās plaknēs. Lai saglabātu sekcijas formu, tiek izmantoti kompozītmateriālu vai stieņu stieņi - kalibrēšanas aizbāžņi.
- Ar pagriezienu. Šī metode ir piemērota, lai saliektu cauruļveida elementus, kuru diametrs nav lielāks par 15 cm.Šajā gadījumā sienas biezumam jābūt iespaidīgam. Metodes būtība: ripojošs veltnis pārvietojas ap noteikta izmēra statisku liekšanas veltni. Viņš nospiež cauruli un saliec to.
- Veltnis. Šī metode ļauj saliekt sagatavi spirālē vai gredzenā. Uz rullīšiem elements tiek pārvietots ar rullīšiem un iegūst izliekumu, ko nosaka rullīšu stāvoklis.
- Zīmējums. Metode ir piemērota plānsienu bezšuvju izstrādājumu locīšanai. Liekšanai veidni izgatavo no lielāka diametra cauruļveida elementa. Pēc tam veidni iegriež veidnē un nostiprina ar skavu. Sakarā ar veidnes rotāciju, sagatave tiek izvilkta cauri matricai un saliekta.
- Ar stiepšanos. Šis paņēmiens samazina metāla deformācijas risku. Lai to izdarītu, sagatave tiek fiksēta malās, vienlaikus izstiepta un saliekta, izmantojot liekšanas veidni.
- Uz balstiem. Parasti tiek izmantoti divi balsti, uz kuriem tiek novietota sagatave. Kad balsti ir saliekti, tie griežas ap savu asi. Veidne ir savienota ar domkrata stieni tā, lai spēks tiktu pielikts sagataves centrā. Metode piemērota cauruļveida izstrādājumu locīšanai, kuru diametrs nepārsniedz 35,1 cm Iekārta ļauj locīties tieši būvlaukumā.
- Ar hidrostatisko spiedienu iekšā. Lai to izdarītu, cauruļveida elementā tiek ievadīts šķidrums. Galos ir uzstādīti spraudņi. Radušos spriegumu dēļ metāls sasniedz gandrīz plastmasas stāvokli. Pēc tam uz lieces vietu tiek nogādāts šablons un saliekta sagatave.
- Ar grūdienu. Metode ir piemērota lieces elementiem, kuru diametrs ir trīs collas. Apstrādājamā detaļa tiek izstumta caur fiksētu un kustīgu presformu. Sakarā ar matricu nobīdi attiecībā pret otru, ir iespējams pielāgot izliekuma izliekumu. Izmantojot šo paņēmienu, vienu sagatavi var vairākas reizes saliekt dažādās plaknēs.
Kas attiecas uz serdeņu izmantošanu, vienkāršākais spraudnis caurulēm, kuru šķērsgriezums nepārsniedz 3,2 cm, var būt tērauda kabelis. Viens šī kabeļa gals ir nostiprināts rokturī. Otrs gals ir savienots ar vadu, lai veiktu ievilkšanu lūmenā. Šajā gadījumā kalibrēšanas spraudņa diametram jābūt nedaudz mazākam par cauruļveida izstrādājuma šķērsgriezumu - apmēram par 0,1-0,5 mm.
Kalibrēšanas aizbāžņu izmantošanas laikā uz sagataves iekšējās virsmas var rasties nevēlami skrāpējumi un robi. Tas parasti notiek, liekot nerūsējošā tērauda izstrādājumus. Lai aizsargātos pret šādām nevēlamām sekām, jums jāizvēlas pareizais korķa materiāls, kā arī jāizmanto smērviela un rūpīgi jānotīra virsma.
Cauruļu liekšanas īpašības

Visas sagatavju liekšanas metodes var iedalīt manuālās un mehāniskās, kā arī karstās un aukstās.Dažreiz lieces procesu pavada nevēlamas sekas cauruļveida izstrādājumam, kas būtiski ietekmē elementa turpmāko darbību. Šo seku izpausmes pakāpe ir atkarīga no materiāla, no kura izgatavota caurule, no tā diametra, lieces rādiusa, kā arī no metodes, ar kādu tika veikta lieces procedūra.
Liekšanas negatīvās sekas ietver šādus punktus:
- Samazinot sagataves sienas biezumu, kas atrodas gar lieces ārējo rādiusu.
- Kroku un kroku veidošanās uz sienas, kas atrodas gar lieces iekšējo rādiusu.
- Sekcijas konfigurācijas maiņa (lūmena izmēra un tā formas samazināšana - ovalizācija).
- Izmaiņas lieces rādiusā materiāla atsperu efekta dēļ.
Visizplatītākais lieces trūkums ir sekcijas konfigurācijas un sienas biezuma izmaiņas. Metāla spriegumu ietekmē ārējā siena izliekumā kļūst plānāka, savukārt iekšējā siena, gluži pretēji, sabiezē. Rezultātā cauruļveida elements tiek ievērojami vājināts. Šī parādība ir bīstama caurules ārējās sienas plīsuma dēļ, jo tieši tā tiek pakļauta lielākam transportētās vides spiedienam.
Ovalizācija arī ievērojami vājina sagatavi. Šī parādība ir īpaši bīstama, saliekot cauruļvadu, kas paredzēts vielas transportēšanai pulsējošas slodzes apstākļos. Ja šādus elementus izmanto kā būvkonstrukcijas, tad ovalizācija ietekmēs elementa izskatu. Tāpēc lieces procesā viņi cenšas pēc iespējas samazināt šādas parādības.
Ja materiāla sabiezēšanas dēļ uz iekšējās sienas veidojas krokas, tad tās ne tikai samazinās šķērsgriezumu, bet arī radīs pretestību kustīgajai plūsmai. Tas savukārt palielina korozijas iespējamību. Turklāt konstrukcijas cauruļveida elementa nestspēja samazināsies.
Cauruļu liekšanas instrumenti
Jautājums par to, kā saliekt cauruli bez cauruļu liekšanas, neradīs grūtības, ja šīs darbības veikšanai izmantosit visvienkāršākās ierīces. Jūs varat veikt cauruļu aukstu liekšanu, izmantojot šādas ierīces.
- Gadījumos, kad nepieciešams saliekt mīkstu (alumīnija) vai tērauda cauruli ar profila augstumu ne vairāk kā 10 mm, tiek izmantota horizontāla plāksne ar caurumiem, kurā tiek ievietotas pieturas - metāla tapas. Ar šo tapu palīdzību izstrādājumi tiek izliekti atbilstoši nepieciešamajiem parametriem. Šai metodei ir divi nopietni trūkumi: zemā lieces precizitāte, kā arī tas, ka, to lietojot, ir jāpieliek ievērojama fiziska piepūle.
- Izstrādājumus ar profila augstumu 25 mm vislabāk saliekt, izmantojot rullīšu armatūru. Caurule ir droši nostiprināta skrūvspīlē, un tai tās daļai, kas jāsaliek, tiek pielikts spēks, izmantojot īpašu veltni. Šī ierīce ļauj iegūt labāku līkumu, bet prasa arī fizisku piepūli.

Variants, kā saka, steigā. Šīs ārkārtīgi vienkāršās ierīces garā svira ļauj tikt galā ar diezgan biezām caurulēm.
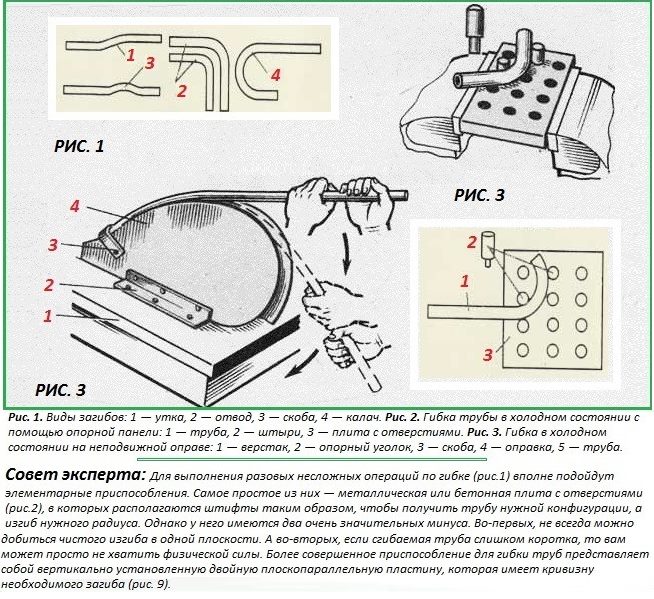
Elementāras ierīces palīdzēs veikt vienreizēju caurules līkumu
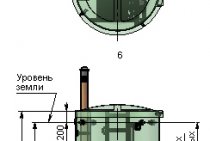
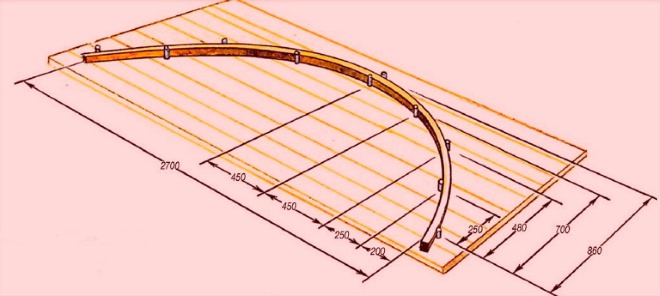
Lai izveidotu līkumu ar lielu izliekuma rādiusu uz tērauda vai alumīnija gofrētām caurulēm, tiek izmantotas fiksētas noapaļotas veidnes, uz kurām ir uzstādītas īpašas skavas izstrādājuma nostiprināšanai. Šādā ierīcē caurule tiek izliekta arī manuāli, ar spēku ieliekot to veidnes rievā, kuras forma precīzi atbilst vajadzīgajam lieces rādiusam.

Saplāksnis un metāla skavas ir viss, kas jums nepieciešams, lai izveidotu liekšanas veidni
lieces plāksne
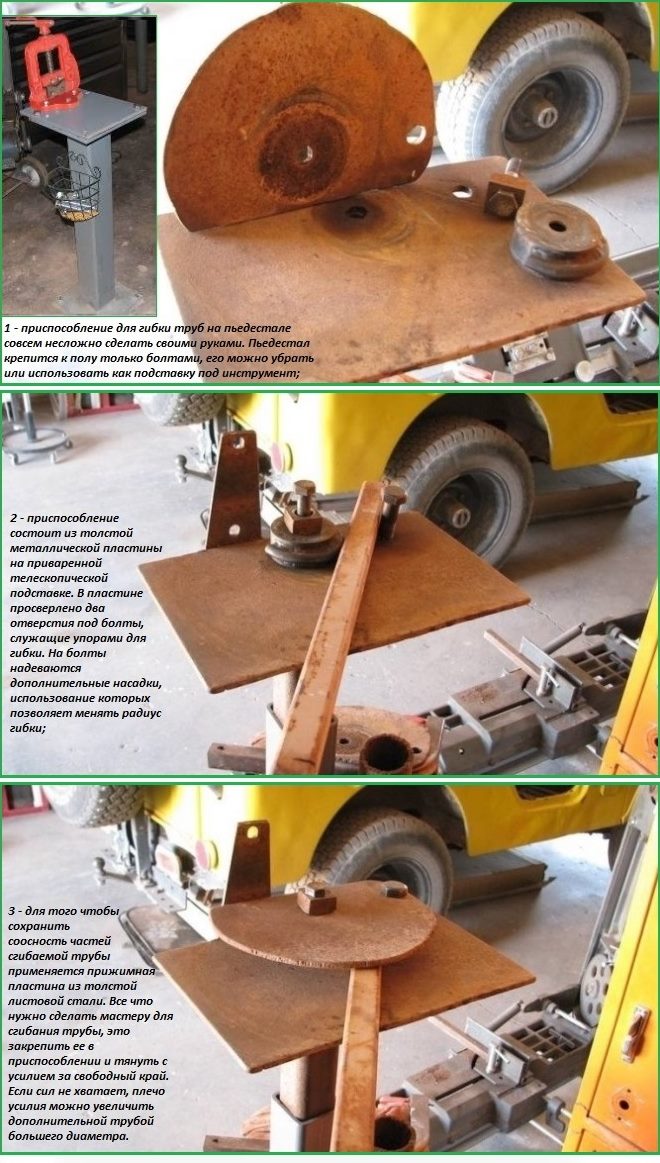
Lai efektīvi saliektu tērauda vai alumīnija caurules mājās, varat izveidot modernizētu liekšanas plāksni, izmantojot tālāk norādītās vadlīnijas.
- Šādas plāksnes lomu spēlē panelis, kas ir izgriezts no liela biezuma lokšņu metāla.
- Šādā veidā izgatavotais panelis ir piemetināts pie statīva, kas ir uzstādīts uz īpaša pjedestāla.
- Panelī ir izurbti divi caurumi, kas nepieciešami skrūvju uzstādīšanai, kas kalpo kā profila caurules aizturi.
- Uz vienas no aiztures skrūvēm ir uzstādīta speciāla sprausla, ar kuras palīdzību tiek regulēts lieces rādiuss.
- Lai nodrošinātu cauruļu sekciju izlīdzināšanu, kas atrodas blakus līkumam, virs sagataves tiek novietota metāla plāksne, kas piestiprināta ar skrūvēm.
Profila cauruļu locīšanas stenda shēma
Vienkāršas pašmāju lieces ierīces izgatavošanas princips
Mandeles locīšana
Profila cauruļu izstrādājumu locīšanai mājas apstākļos, kuru sienas augstums nepārsniedz 25 mm, var izgatavot īpašu serdi. Šiem nolūkiem labāk ir izmantot kopējo darbagaldu, uz kura virsmas būs pietiekami daudz vietas šādai ierīcei. Lai izvēlētos optimālo elementa atrašanās vietu, kas fiksē saliekamo cauruli, vienā darbagalda galā bieži tiek izveidoti caurumi. Par nepieciešamo rievotās caurules lieces rādiusu nodrošina īpašs šablons, ko var izgatavot no bieza saplākšņa vai metāla stūra, ja to plānojat izmantot bieži.

Profila caurules liekšana ar serdi
Profila liekšanas pielietojums
Protams, ja jums ir ievērojams darba apjoms pie profila cauruļu liekšanas, labāk tam izgatavot īpašu mašīnu, kuras rasējumus ir viegli atrast internetā. Mēs neanalizēsim šo jautājumu šeit, jo tas ir sīkāk aplūkots rakstos par tālāk esošajām saitēm.

Viena no daudzajām paštaisīta profila liecēja iespējām
Bez šādas mašīnas neiztikt pat tad, ja nepieciešams saliekt caurules ar lielu profila sekciju. Šādas mašīnas, kurai raksturīga plaša daudzpusība, galvenie darba korpusi ir trīs ruļļi, no kuriem divi ir fiksēti nekustīgi, un, mainot trešā pozīciju, tiek regulēts izstrādājuma lieces rādiuss. Kā šādas ierīces piedziņa tiek izmantota ķēdes piedziņa un rokturis, ko griež operators.
Ovāla aizsardzība

Galvenās cinkotas caurules aukstās lieces metodes paredz pasākumus, kas ļauj saliekt sagatavi, pēc iespējas saglabājot tā šķērsgriezuma formu. To parasti veic vienā no diviem veidiem:
- Pasākumu izmantošana, lai saglabātu sekcijas formu no iekšpuses (iekšējā ierobežotāja izmantošana).
- Ārējās pieturas izmantošana, lai novērstu sānu sienu izplešanos.
Cietie materiāli kā pildviela labāk saglabā formu, tāpēc tos izmanto biežāk. Bet, pateicoties elastīgo pildvielu izmantošanai, ir mazāka izliekuma ārējās virsmas stiepšanās.
Profila uzskaites nepieciešamība
Profila cauruļu velmēšanas kategorijā ietilpst izstrādājumi, kuriem ir atšķirīga šķērsgriezuma forma - apaļa, kvadrātveida, ovāla vai plakani ovāla. Neskatoties uz šo daudzveidību, siltumnīcas vai nojumes celtniecībai galvenokārt izmanto taisnstūrveida vai nojumes. Tas ir saistīts ar faktu, ka to plakanajām sienām ir daudz vieglāk uzstādīt ārējo pārklājumu.
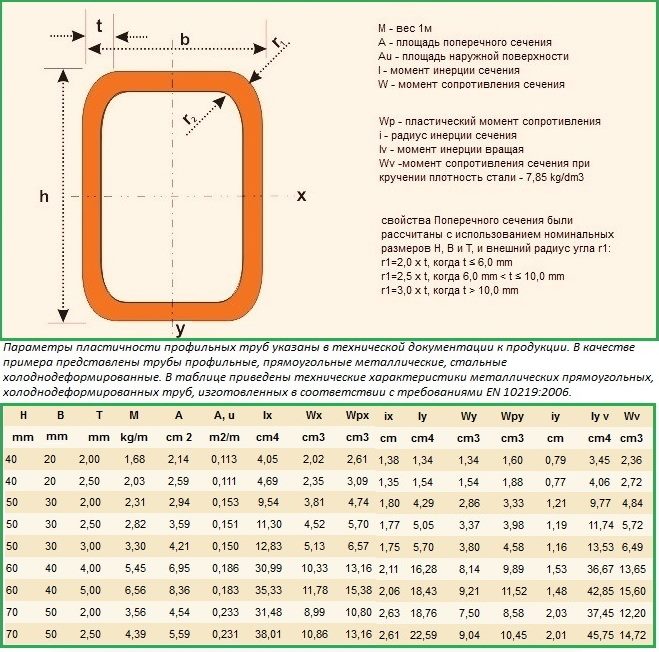
Mūsdienu profila cauruļu klāsts ir ļoti daudzveidīgs. To ģeometriskie parametri, no kuriem galvenie ir šķērsgriezuma laukums un sienu biezums, nosaka izstrādājuma plastmasas iespējas. Pēdējais raksturo šādu indikatoru kā minimālo pieļaujamo izliekuma rādiusu. Tieši šis parametrs ļauj noteikt, līdz kādam minimālajam rādiusam cauruli var saliekt, lai tā netiktu bojāta.
Izvairieties no izplatītām kļūdām, kas izraisa sagataves bojājumus
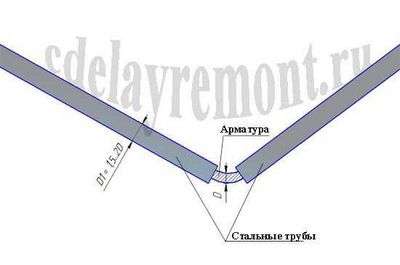
Lai noteiktu šādu caurules ar vai taisnstūra profilu parametru kā minimālo lieces rādiusu, pietiek zināt tā profila augstumu. Ja plānojat saliekt profila cauruli ar šķērsgriezumu taisnstūra vai kvadrāta formā, jāievēro šādi ieteikumi.
- Caurules, kuru profila augstums nepārsniedz 20 mm, var saliekt daļās, kuru garums pārsniedz vērtību, kas vienāda ar 2,5xh (h ir profila augstums).
- Produktus, kuru profila augstums pārsniedz 20 mm, var veiksmīgi saliekt sekcijās, kuru garums atbilst 3,5xh vai vairāk.
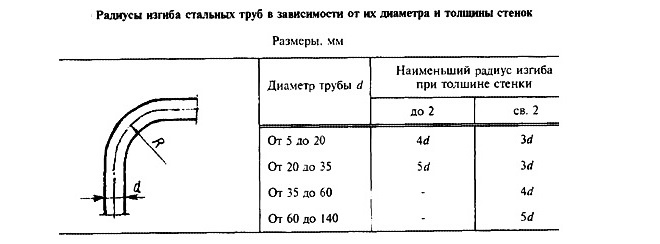
Minimālais lieces rādiuss tērauda caurulēm
Šādi ieteikumi noderēs tiem, kuri grasās ar savām rokām saliekt profila caurules, lai no tām izgatavotu statīvus, nojumes un dažādas karkasa konstrukcijas. Taču šajā gadījumā jāņem vērā, ka cauruļu kvalitatīvas izliekšanas iespēju ietekmē arī to sienas biezums. Izstrādājumus, kuru sieniņu biezums ir mazāks par 2 mm, vispār nedrīkst saliekt, un, ja nepieciešams no tiem veidot konstrukcijas, izmantojiet metinātos savienojumus.
Mājās ir iespējams izliekt profesionālas caurules, kas izgatavotas no oglekļa vai mazleģētiem tēraudiem, tikai ņemot vērā noteiktas nianses. Šādas caurules pēc saliekšanas var atsperties un atgriezties sākotnējā stāvoklī, tāpēc gatavās konstrukcijas ir jāmontē no jauna saskaņā ar šablonu. Atsperes vērtību raksturo tāds profila cauruļu parametrs kā plastmasas pretestības moments - Wp. Šis parametrs ir norādīts pievienotajā dokumentācijā (jo zemāks tas ir, jo mazāk profesionālās caurules atsperēsies to locīšanas laikā).
Cauruļu liekēji profila un apaļajiem izstrādājumiem
Cauruļu liekēji tērauda un vara caurulēm ir:
- rokasgrāmata,
- mehānisks.
Turklāt piederība manuālajam vai mehāniskajam tipam nosaka gan cauruļu liekuma konstrukcijas īpašības, gan tā veiktspēju.
Manuālās ierīces
Manuālais cauruļu liekējs sastāv no:
- gulta,
- konveijers,
- iespīlēšanas elements.
Caurule tiek iekrauta konveijerā, kas sastāv no rullīšiem, kas savienoti ar ķēdes transmisiju, un tiek nospiests ar augšējo (vai apakšējo) veltni, kas nospiež uz atbilstošās izstrādājuma virsmas. Pagriežot padeves rullīšu rokturi, ir iespējams izmērīto segmentu virzīt uz priekšu caur spiediena zonu un rezultātā saliekt profila cauruli vai līdzīgu apaļo izstrādājumu.
Tomēr manuālajam procesam ir savas nianses. Pirmkārt, jūs joprojām varat saliekt profila cauruli ar savām rokām, taču, lai sasniegtu rezultātu, jums ir jāpieliek ievērojamas pūles. Otrkārt, manuālie cauruļu lokotāji ir piemēroti tikai nelielu produktu partiju apstrādei.
Mehāniskais aparāts
Mehāniskais aparāts pasargā mūs no nepieciešamības tērēt spēkus profila caurules saliekšanai vēlamajā rādiusā. Patiešām, mehāniskajā cauruļu liektājā gan konveijers, gan savilkšanas elements darbojas nevis no operatora muskuļu spēka, bet gan no elektromotora un hidrauliskās piedziņas.
Šajā gadījumā ierīces darbības shēma paliek nemainīga. Tas ir, tāpat kā pirmajā gadījumā, mēs piepildām konveijeru ar cauruli, izveidojam saspiedes spēku saliektā izstrādājuma plaknē (kur ir nepieciešams saliekt profila cauruli pat pirms mērīšanas sekcija sāk kustēties pa konveijers) un ieslēdziet ierīci tīklā. Rezultātā caurule iziet cauri spiediena veltņa zonai un maina savu izliekumu. Manuālās un mehāniskās liekšanas process tiks sīkāk aplūkots turpmāk.
Kā saliekt cauruli bez iepriekšējas uzsildīšanas
Profila cauruli iespējams izliekt pašam, bez iepriekšējas uzsildīšanas gan ar špakteli, gan bez tā. Neprasa pildījumu ar smiltīm vai kolofonija caurulēm, kuru profila augstums nepārsniedz 10 mm.
Maza izmēra plānsienu cauruļu locīšanas nianses
Ir vēl viens paņēmiens, kas ietver atsperes izmantošanu ar blīvu spoļu spoli pildvielas vietā, kas tiek ievietota profesionālās caurules iekšējā dobumā un aizsargā izstrādājuma sienas no deformācijas, kā arī no pārmērīgām to biezuma izmaiņām. lieces procesa laikā.
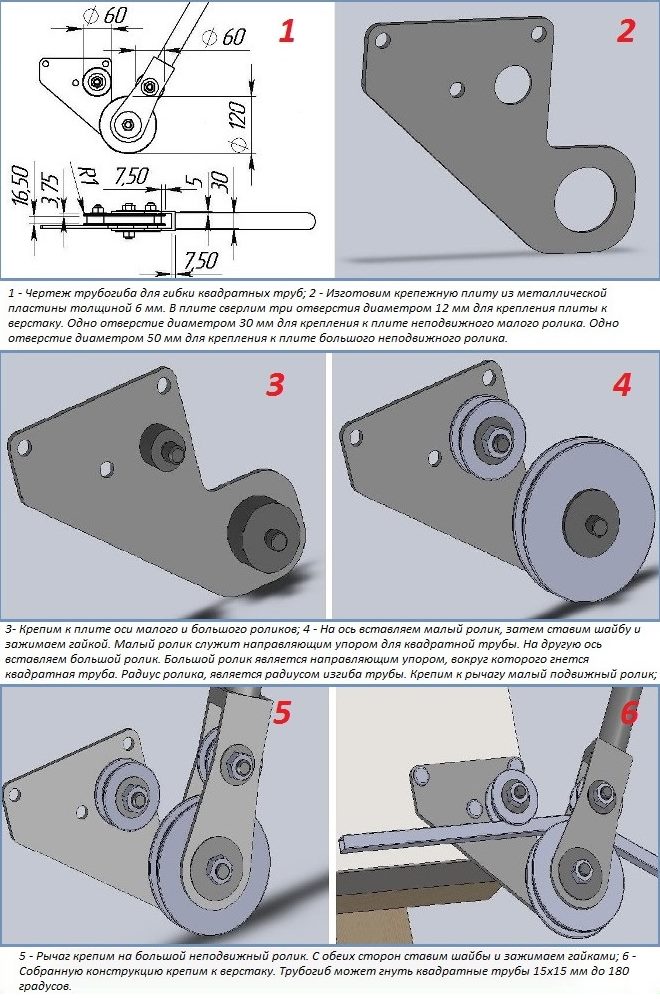
Profilcauruļu mehāniskā cauruļu liektāja rasējums un detaļas
Elementārā cauruļu liektāja konstrukcija ir vienkārša un pieejama pašražošanai.
Tiem, kam ir nepieciešams saliekt profila caurules ar savām rokām, iepriekš tās nesildot, varat izmantot mācību video un šādus vienkāršus ieteikumus.
- Nepieciešamo līkumu uz profila caurulēm iespējams iegūt, izmantojot visvienkāršākās ierīces - skrūvspīli, stieņus, lieces plāksnes.
- Var izmantot izstrādājumiem ar apaļu profilu.Šajā ierīcē ir nepieciešams pārtaisīt darba veltņus, kuru padziļinājuma formai jāatbilst caurules profilam.
- Visefektīvāk un precīzāk var izlocīt caurules, ar kuru palīdzību jūs varat iegādāties vai izgatavot pats.
Kā taisni saliekt metāla loksni
Ja apstrādājamā detaļa ir salīdzinoši maza, tad var izmantot skrūvspīli, kurā ar divu ietīšanas stieņu palīdzību var stingri nostiprināt metāla loksni un tikai pēc tam to saliekt ar āmuru. Ja nepieciešams, lieces vietu var sildīt ar gāzes degli, bet šī metode nav piemērojama cinkotiem izstrādājumiem!
metāla loksnes locīšana
Ja mēs runājam par plānu metāla loksni, tad lieces procedūru var ievērojami vienkāršot.
Lai to izdarītu, lieces vietā metāls tiek “saskrāpēts” (kā griezēju izmantojam stieni vai metāla lineālu - metāla zāģa asmens smailu gabalu). Metāls, kas sagriezts uz pusi no biezuma, pēc tam viegli izliecas pa iezīmēto līniju. Mēs varam teikt, ka mēs gandrīz izdomājām, kā saliekt metāla loksni.
Mēs noliecam cinkotu
Kā saliekt cinkotu?
Tā var būt gan cinkota metāla loksne, gan gatavais izstrādājums, piemēram, profils. Loksne tiek saliekta tāpat kā liekot jebkuru citu metāla loksni. Kā saliekt profilu? Tev ar viņu būs jātiek galā. Lai iegūtu lielu kvadrātveida vai taisnstūra profila izliekuma rādiusu, varat izmantot šādu metodi: mēs cieši piepildām profilu ar smalkām smiltīm, aizsprostojam abus caurumus ar koka mietiem un tikai pēc tam, viegli piesitot ar āmuru, to saliecam. .
Lai saliektu U-veida profilu (tas principā attiecas arī uz izliektas formas loksnēm), papildus jāizmanto objekta forma, kuras izliekums atbilst gatavajai daļai. Lai atvieglotu lieces procesu, profilā var izgriezt trīsstūrveida elementus.
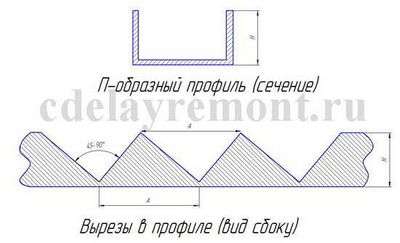
Pēc tam, vienmērīgi piesitot ar āmuru, lokojamo izstrādājumu “aptina” ap objektu.
Svarīgs! Lai locījums būtu pēc iespējas vienmērīgāks un pareizāks, āmura sitieniem jābūt viegliem un jāatrodas pēc iespējas tuvāk vienam otram. Kā vieglāk saliekt cinkotu? Izmantojot slīpmašīnu, mēs veicam vienu vai divus griezumus lieces zonā (tādējādi struktūra īslaicīgi tiek novājināta), saliecam izstrādājumu un pēc tam metinām līkumu
Šo pieeju ir svarīgi izmantot, liekot profilētas caurules un sarežģītas metāla formas izstrādājumus. Atcerieties, ka nav iespējams sildīt cinkotu tēraudu, lai vienkāršotu izliekumu!
Varbūt viens no grūtākajiem uzdevumiem, ar ko saskaras cilvēki, kuri domā par to, kā saliekt stūri. Lai iegūtu cietu produktu, jums būs jāsvīst, vienmērīgi un lēni piesitot stūra virsmai, pakāpeniski izliekot to.
Ieteicams izmantot gāzes degli, kas var uzsildīt līkumu. To var izdarīt vienkāršāk – izmantojiet dzirnaviņas, kā iepriekš aprakstītajā gadījumā ar cinkotu izstrādājumu. Vēl vienkāršāk ir iegādāties jau izliektu izstrādājumu, tad jautājums “kā saliekt stūri” pazudīs pats no sevis.
Kā saliekt armatūras stieni
Mājās ir pilnīgi iespējams saliekt stiegrojumu, tomēr daudz kas ir atkarīgs no jūsu fiziskajiem datiem un metāla stieņa diametra.
Kā saliekt armatūras stieni? Lai to izdarītu, mums ir nepieciešami divi tērauda cauruļu gabali, kuru diametrs ir lielāks par saliektā stieņa diametru. Jo garāks ir šādu cauruļu garums, jo vieglāk būs saliekt stiegrojumu (palielināsies stiprība sviras dēļ). Viss, kas jādara, lai stiegrojumu saliektu, ir jāievieto divās caurulēs un, nostiprinot vienu no caurulēm (nospiežot to ar kāju vai novietojot starp stabiem), otru izmantojot kā sviru, dodiet pastipriniet vēlamo izliekumu.
Tas ir viss!
Metāla locīšana ar elastīgiem instrumentiem
Nospiežot līniju, ar čukstu palīdzību tā virzās pa novilkto līniju tā, ka izgriezumi sasniedz aptuveni pusi no loksnes biezuma. Salocītā loksne jānovieto uz laktas vai jebkura cita smaga un plakana metāla gabala.
Lai izveidotu grieztā metāla izliekumu, jums ir nepieciešams metāla stūris.
Salokiet loksni leņķī, nostipriniet to maisiņā vai novietojiet uz virsmas malas taisnā leņķī, lai rieva būtu plakana uz malas un turpinātu izliekties un palīdzētu āmuram.
Jo dziļāka ir notekcaurule, jo vieglāk ir pagriezt loksni. Lai atvieglotu šo procesu, iesakām meklēt palīdzību pie kāda.
Ietilpst:
- draugs
- relatīvi
- kāds, ko tu pazīsti
- kolēģis.
Kā iegūt metāla gredzenu?
Kad metāla loksne ir pārklāta, tā atrodas nevis leņķī, bet gan gredzenā, to var izdarīt, piesitot loksnes virsmai ar āmuru. Izmantojiet līnijas uz skaidrām līnijām, kas ir paralēlas līnijām.
No triecieniem loksne arvien vairāk mainīs savu formu, ciešāk fokusējoties uz lokšņu metāla malām, jo apļa rādiusam visos virzienos jābūt vienādam.
Kad līkums ir pabeigts, lapu malas ir pabeigtas līdz galam, tās var savienot ar kniedes vai alu. Kad esat pabeidzis šo darbību, noslaukiet iegūtā gredzena formu.