Sakabes uzstādīšana ar savām rokām
HDPE cauruļu savienošanai kanalizācijas, ūdensvada cauruļvada izbūves laikā utt elektrofūzijas savienojumiem būs jāsagatavo:
- mērlente un marķieris;
- cauruļu griezējs;
- smilšpapīrs;
- acetons;
- īpaša metināšanas iekārta.
Aparāts elektrofūzijas veidgabalu uzstādīšanai
Ierīci elektrofūzijas savienojumu montāžai var iznomāt specializētajos veikalos.
Sajūga uzstādīšanas tehnoloģija ir šāda:
- cauruļu sagatavošana. Polietilēna caurule tiek sagriezta atbilstoši izmēriem, kas noteikti topošā cauruļvada shēmā. Griezums ir pēc iespējas vienmērīgāks un skaidrāks 90º leņķī. Pretējā gadījumā nebūs iespējams panākt pilnīgu savienojuma hermētiskumu;

Cauruļu sagatavošana savienošanai
pēc griešanas cauruļu galus notīra no urbumiem un citiem nelīdzenumiem, pilnībā notīra no netīrumiem, izmantojot acetonu vai cita veida šķīdinātāju;
caurules ir ļoti rūpīgi nostiprinātas veidgabalā
Īpaši svarīgi ir uzraudzīt cauruļu uzstādīšanu savienojuma elementā, ja montāžai tiek izmantoti vecā tipa savienojumi, kas nav aprīkoti ar speciāliem stiprinājumiem vai lieliem savienojumiem, kuru ražošanā stiprinājumi netiek montēti; Pareizākai armatūras uzstādīšanai ieteicams iepriekš atzīmēt attālumu uz caurules, kas atradīsies savienojošā elementa iekšpusē
Pareizākai armatūras uzstādīšanai ieteicams iepriekš atzīmēt attālumu uz caurules, kas atradīsies savienojošā elementa iekšpusē.

Pareizs cauruļu savienojums un elektrofūzijas veidgabals
- elektrofūzijas sakabei ir pievienots aparāts diegu sildīšanai un kausēšanai, kā rezultātā armatūra ir fiksēta;

Sagatavošanās savienojuma uzstādīšanai
- iekārta ir konfigurēta saskaņā ar armatūrai pievienoto tehnisko dokumentāciju. Ja darba veikšanai tiek izmantota automātiskā metināšanas iekārta, tad šo soli var atstāt novārtā, jo iekārta patstāvīgi izvēlēsies optimālo darbības režīmu;
- metināšana tiek veikta saskaņā ar indikatora norādēm;
- pēc darba pabeigšanas kabeļi tiek noņemti, un pabeigtais savienojums tiek turēts, līdz tas pilnībā atdziest, kas aizņem apmēram 20-30 minūtes;
- tiek pārbaudīts metināšanas blīvums un izturība.
Soli pa solim elektrofūzijas savienojuma uzstādīšanas process ir parādīts videoklipā.
Elektrofūzijas savienojumiem nav nepieciešama īpaša apkope visā lietošanas laikā. Ja darbības laikā armatūra kļūst nelietojama, tā būs pilnībā jāaizstāj.
Elektrofūzijas sakabes ierīce
Standarta elektriskā metināšanas ligzda sastāv no šādiem elementiem:
- korpuss, kas var būt izgatavots no dažādu šķiru polietilēna;
- sildīšanas vītnes. Pašlaik tiek izmantoti diegi, kas izgatavoti no vara vai oglekļa. Oglekļa vītnes uzsilst ātrāk, taču arī šāds veidgabals maksā vairāk;
- kontakti metināšanas iekārtu spaiļu savienošanai;
- stiprinājumi, kas atrodas uz caurules un paredzēti veidgabala un cauruļu izturīgākai savienošanai;
- indikators, pēc kura var noteikt metināšanas gaitu.
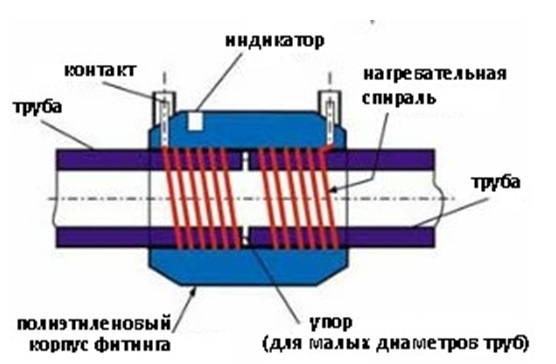
Elektrofūzijas savienojuma sastāvdaļas
Montāžas priekšrocības un trūkumi
Galvenās savienojumu priekšrocības, kas paredzētas cauruļu savienošanai ar elektrisko metināšanu, ir:
- daudzpusība. Savienojumus var izmantot jebkuru cauruļvadu (ūdensapgādes, kanalizācijas, gāzes apgādes un tā tālāk) būvniecībā;
- izturība;
Pareizi uzstādīta elektrofūzijas savienojuma vidējais kalpošanas laiks ir 50 gadi.
- izturība pret koroziju;
- izturība pret spiediena un temperatūras kritumiem cauruļvadā;
- uzstādīšanas vienkāršība un vienkāršība;
- dažādu formu un izmēru savienojuma veidgabali.
Būtiski PE elektrofūzijas veidgabalu trūkumi ir to izmantošanas neiespējamība šādos apstākļos:
- temperatūrā zem 0ºС;
- temperatūrā virs 40ºС;
- pie spiediena cauruļvadā virs 16 atmosfērām.
Sakabes izvēles kritēriji
Izvēloties elektrofūzijas veidgabalus, ņemiet vērā:
- savienojošā elementa veids;
- montāžas izmēri;
- ražošanas uzņēmums.
Elektrofūzijas veidgabalu veidi
Armatūras veids tiek izvēlēts atkarībā no cauruļvadu sistēmas savienojuma īpašībām un saskaņā ar tīkla shēmu. Elektrofūzijas veidgabali ir paredzēti:
- cauruļu metināšanai dažādos leņķos;
- tāda paša diametra cauruļu savienošanai;
- dažāda diametra cauruļu izlīdzināšanai;
- lai pievienotu papildu kontaktligzdu.

Elektrofūzijas savienojuma veida izvēle
Izmēru dažādība
Nākamais parametrs ir savienojošā elementa kopējo izmēru izvēle. Kopējie izmēri ir:
- iekšējais diametrs (dn);
- ārējais diametrs (de). ;
- montāžas garums (Z);
- armatūras vienas sastāvdaļas garums (L);
- attālums līdz spailei un no spailes (f) līdz savienojuma malai (a).
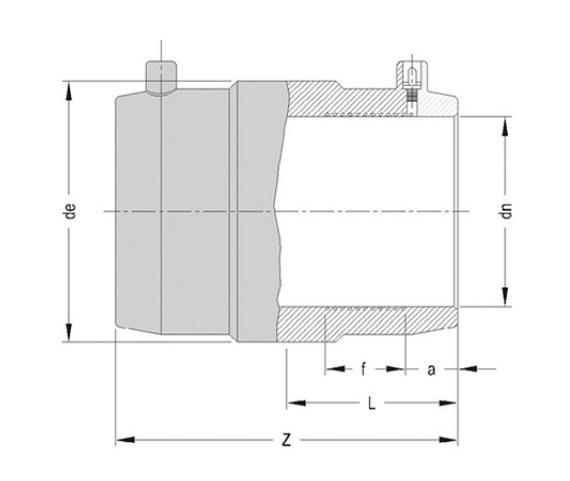
Armatūras galvenie izmēri
Šobrīd tiek ražoti savienojumi ar diametru no 20 mm līdz 400 mm. Cauruļu saite būs kvalitatīvāka, ja armatūras tehniskie parametri pilnībā atbildīs pievienojamo cauruļu parametriem.
Ražotāji
Lai nodrošinātu metinājuma un izmantotā veidgabala kvalitāti, savienojošos elementus ieteicams izvēlēties no populārākajiem ražotājiem, kas ietver:
- Chiorino (Itālija);
- Optibelt (Vācija);
- Nupigeco (Itālija);
- Ammeraal Beltech (Holande).
Šo uzņēmumu produkcija ir izgatavota no augstas kvalitātes materiāliem, ievērojot visas normas un noteikumus, kas ļauj sasniegt maksimālu elektrofūzijas armatūras kvalitāti.


