Sagatavošana vara lodēšanai ar alumīniju, misiņu, nerūsējošo tēraudu, dzelzi
Sagatavošanās periods, kas ietver nepieciešamo ierīču, materiālu, individuālo aizsardzības līdzekļu iegādi un pašu lodēšanas procedūru.
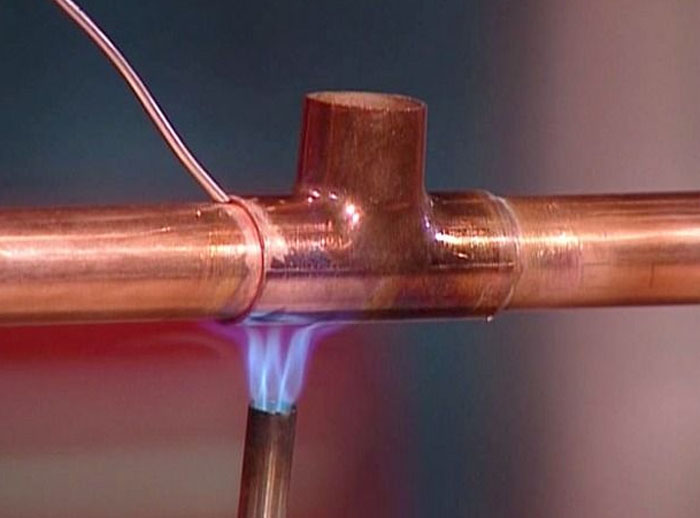
Ir divi veidi, kā lodēt varu pret varu: augsta temperatūra un zema temperatūra. Pirmais ietver metāla karsēšanu līdz 900 ° C, to izmanto cauruļvadiem ar augsta spiediena vai temperatūras slodzi. Augstas temperatūras lodēšanai tiek izmantoti materiāli, kas paredzēti tam: cietlodmetāls stieņu veidā (šādu kušanas temperatūra lodēt ir aptuveni 900 ° C) un karbīda plūsma.
Lai pielodētu varu ar zemas temperatūras metodi, pietiek ar metāla karsēšanu līdz 600°C (parasti 300–380°C), kas ir sasniedzams sadzīves apstākļos. Procedūrai vara un misiņa lodēšanai izmanto mīkstu lodmetālu stieples vai stieņa veidā ar šķērsgriezumu līdz 3 mm un kausējamāku plūsmu. Lodmetāls ir alvas sakausējums, kurā ir vairāk nekā 97%, ar citiem metāliem: varu, selēnu, sudrabu, antimonu.
Kam paredzēta plūsma?Pareiza vara cauruļu lodēšana iespējama tikai ar kušņu - speciālu pastai līdzīgu sastāvu (ar cinka hlorīdu), ko ar platu sloksni uzklāj uz savienojamo cauruļu sekciju virsmas. Tas veic vairākas funkcijas:
- novērš metāla oksidēšanās procesu, atdalot skābekli;
- uzlabo lodmetāla saķeri ar varu;
- ir pietiekamas metāla uzsildīšanas indikators, signalizē, kad jāved līdzi lodēt un lodēt varu;
- veicina vienmērīgu lodēšanas izkliedi pa savienojumu.
Drošības tehnika. Neskatoties uz procesa vienkāršību, vara caurules ir jālodē, ievērojot drošības noteikumus. Apdegumu briesmas rada ne tikai pati degļa liesma, bet arī sakarsušais metāls. Varš labi vada siltumu, tāpēc darbības laikā tiek uzkarsēts ne tikai laukums, uz kura tiek likts lodējums un metināšana, bet visa caurule, un tā lēni atdziest. Ja nepieciešams lodēt vara caurules, kas vēl nav iebūvētas cauruļvadu sistēmā, tad sagatavošana ietver to novietošanu uz nedegošiem balstiem, kur tās var ilgstoši atdzist. Pirms pieskarties pielodētajam metālam no tā vietas, jums jāgaida, līdz tas ir pilnībā atdzisis.

Tūlītējs apdraudējums ir degļa atklāta liesma, tāpēc jums ir jāiegādājas rīks, ar kuru ir ērti strādāt: vēlams ar kustīgu uzgali uz garas šļūtenes.
Vara lodēšanas drošība
Jāpatur prātā, ka vara siltumvadītspēja ir ļoti augsta, kā rezultātā nav ieteicams lodēt detaļas, turot tās rokās bez aizsardzības, visticamāk, tas radīs apdegumus. Detaļas, kas ir īsākas par 30 cm, tiek turētas tikai ar knaiblēm vai aizsargcimdos. Ja lodēšanas procesā plūsma nokrīt uz tukšajām ķermeņa daļām, tā nekavējoties jānomazgā ar ziepēm un ūdeni, jo papildus termiskajam var rasties arī ķīmisks apdegums.
Jebkuram darbam ar atklātu uguni un karstu metālu, kā arī skābi saturošu plūsmu nav vēlams sintētiskais apģērbs, jo šāds audums aizdegas un kūst daudz ātrāk nekā citi. Darbības laikā noteikti vēdiniet, sadegušās plūsmas dūmi ir kaitīgi.
Ja lodēšanas prasmju nav vispār, pirms atbildīga darba veikšanas vēlams pavingrināties uz cauruļu vai vadu lūžņiem. Šajā darbā ir maz grūtību, un, kā likums, pietiek ar 2-3 reizēm, lai apgūtu visas pamata metodes. Ja tiek montēta santehnikas sistēma, pirms visu nolikšanas vietā ieteicams to iepriekš samontēt uz grīdas. Pēc montāžas un lodēšanas sistēma rūpīgi jāizskalo ar karstu, tīru ūdeni, lai no cauruļu iekšpuses noņemtu plūsmas un lodēšanas daļas.
Santehnikas vai apkures sistēmas no vara caurulēm ir dārgas, taču tās ir izturīgas un izturīgas.Tā kā varam ir augsta siltumvadītspēja, labas pretkorozijas un antibakteriālas īpašības, no tā izgatavotais cauruļvads ir efektīvs un izturīgs. Vara lodēšana mājās nav grūta: caurulēm tiek uzlikts kontaktligzdas savienojums, un pēc tam šuve tiek noslēgta. Tā vietā, lai izmantotu kontaktligzdu, dažreiz vienas caurules gals tiek paplašināts un tajā tiek ievietots cits. Šāds savienojums ir ērts ar to, ka tam nav nepieciešami veidgabali, un kalpošanas laiks ir vienāds ar pašu cauruļu kalpošanas laiku.
Nepieciešamie materiāli un ierīces skārda un citi
Darbam ar vara caurulēm ir nepieciešami šādi instrumenti:
- cauruļu griezējs, metāla zāģis vai slīpmašīna ar plānu disku;
- beveler;
- cauruļu paplašinātājs (paplašinātājs);
- lodēšanas plūsma;
- lodēt;
- vara lodāmurs, piemēram, propāna lodlampa vara cauruļu lodēšanai;
- gumijoti cimdi;
- papīra salvetes.
Caurules griešanai tiek izmantoti dažāda izmēra cauruļu griezēji. Lielākiem paraugiem ir liels pagrieziena rādiuss, tos ir neērti lietot grūti sasniedzamās vietās, tādēļ, ja ir nepieciešams nogriezt sekciju gatavai uzstādītai ūdens padevei, izmantojiet nelielu cauruļu griezēju. Jūs varat griezt cauruli ar metāla zāģi vai slīpmašīnu ar plānu disku, bet labāku griezumu var iegūt tikai ar cauruļu griezēju.
Pēc tam, kad caurule ir pārgriezta, urbumi tiek notīrīti. Tas ir nepieciešams, lai sistēmā nebūtu šķidruma plūsmas virpuļu. Kad nav šķēršļu, ūdens padeve nepiedzīvo stresu un darbojas kā pulkstenis.
Pirms vara metināšanas caurules galus nopulē ar smalkgraudainu smilšpapīru, ko var iegādāties datortehnikas veikalos. Abas virsmas tiek notīrītas, sagatavojot lodēšanai.Dažkārt šiem nolūkiem tiek izmantotas mazas birstes, kuru diametrs ir Ø 22 mm, der gandrīz visām caurulēm. Noņemšanai birstes kāju ievieto skrūvgriežā vai urbjmašīnā, ar kuru process tiek veikts ātrāk un labāk.
Uz notīrītas, nogludinātas ārējās virsmas tiek uzklāta plūsma - sastāvs, kas novērš vara oksidēšanos.
Roku aizsardzībai tiek izmantoti gumijoti cimdi, jo, nogriežot varu un skabargas, veidojas daudz mazu metāla elementu, kas kā šķembas ielīp ādā.Turklāt, tīrot virsmu ar urbi, lupatu cimdus sakošļā rotējoša birste.
Lai pareizi pielodētu varu, jāņem vērā, ka no atdalīšanas un kušņu uzlikšanas brīža līdz lodēšanai jāpaiet ne vairāk kā pusstundai, pretējā gadījumā izņemšana ir jāatkārto vēlreiz. Ja plūsmu uzklāj ar otu, uz virsmas nedrīkst palikt sari vai matiņi - pretējā gadījumā savienojums nebūs ciešs, un pēc ūdens padeves cauruļvads noplūdīs.
Pēc caurules ievietošanas kontaktligzdā plūsmas atlikumi netiek pilnībā noņemti ar salveti, tie paliek uz savienojuma 1–2 mm malas veidā, un, lodējot, lodmetāls tiek ievilkts uz iekšu - rodas kapilārais efekts. iedarbināts. Pirmkārt, savienojumu silda ar degli, kamēr mitrums starp sienām tiek iztvaicēts. Pēc tam degli atnes otrreiz, pamazām varš uzsilst, un plūsma iegūst skārda izskatu. Šajā brīdī lodēšana tiek novietota priekšpusē, notiek lodēšana, savukārt izkusušais sakausējums plūst uz leju uz nepareizo pusi, kustības procesā sacietējot. No apakšas veidotās liekās metāla pārkares tiek atdalītas pašas no sevis. Ir daudzi veidi, kā lodēt varu.
Sagatavošana vara lodēšanai ar alumīniju, misiņu, nerūsējošo tēraudu, dzelzi
Sagatavošanās periods, kas ietver nepieciešamo ierīču, materiālu, individuālo aizsardzības līdzekļu iegādi un pašu lodēšanas procedūru.
Ir divi veidi, kā lodēt varu pret varu: augsta temperatūra un zema temperatūra. Pirmais ietver metāla karsēšanu līdz 900 ° C, to izmanto cauruļvadiem ar augsta spiediena vai temperatūras slodzi. Augstas temperatūras lodēšanai tiek izmantoti materiāli, kas paredzēti tam: cietlodmetāls stieņu veidā (šādu kušanas temperatūra lodēt ir aptuveni 900 ° C) un karbīda plūsma.
Lai pielodētu varu ar zemas temperatūras metodi, pietiek ar metāla karsēšanu līdz 600°C (parasti 300–380°C), kas ir sasniedzams sadzīves apstākļos. Procedūrai vara un misiņa lodēšanai izmanto mīkstu lodmetālu stieples vai stieņa veidā ar šķērsgriezumu līdz 3 mm un kausējamāku plūsmu.Lodmetāls ir alvas sakausējums, kurā ir vairāk nekā 97%, ar citiem metāliem: varu, selēnu, sudrabu, antimonu.
Kam paredzēta plūsma?Pareiza vara cauruļu lodēšana iespējama tikai ar kušņu - speciālu pastai līdzīgu sastāvu (ar cinka hlorīdu), ko ar platu sloksni uzklāj uz savienojamo cauruļu sekciju virsmas. Tas veic vairākas funkcijas:
- novērš metāla oksidēšanās procesu, atdalot skābekli;
- uzlabo lodmetāla saķeri ar varu;
- ir pietiekamas metāla uzsildīšanas indikators, signalizē, kad jāved līdzi lodēt un lodēt varu;
- veicina vienmērīgu lodēšanas izkliedi pa savienojumu.
Drošības tehnika. Neskatoties uz procesa vienkāršību, vara caurules ir jālodē, ievērojot drošības noteikumus. Apdegumu briesmas rada ne tikai pati degļa liesma, bet arī sakarsušais metāls. Varš labi vada siltumu, tāpēc darbības laikā tiek uzkarsēts ne tikai laukums, uz kura tiek likts lodējums un metināšana, bet visa caurule, un tā lēni atdziest. Ja nepieciešams lodēt vara caurules, kas vēl nav iebūvētas cauruļvadu sistēmā, tad sagatavošana ietver to novietošanu uz nedegošiem balstiem, kur tās var ilgstoši atdzist. Pirms pieskarties pielodētajam metālam no tā vietas, jums jāgaida, līdz tas ir pilnībā atdzisis.
Tūlītējs apdraudējums ir degļa atklāta liesma, tāpēc jums ir jāiegādājas rīks, ar kuru ir ērti strādāt: vēlams ar kustīgu uzgali uz garas šļūtenes.
Kas nepieciešams vara cauruļu lodēšanai
Vara cauruļu lodēšanai, ko nav grūti izdarīt ar savām rokām, nav nepieciešams dārgs aprīkojums un īpaši materiāli. Lai to pareizi ieviestu, jums būs nepieciešamas šādas ierīces.
Deglis, kura dēļ tiks uzsildīts lodmetāls un caurules daļa, kurā tie tiks savienoti. Parasti šādam deglim tiek piegādāta propāna gāze, kuras spiedienu regulē metināšanas reduktors.
Speciāls instruments vara cauruļu griešanai. Tā kā izstrādājumi no šī metāla ir ļoti mīksti, tos vajadzētu griezt pietiekami maigi, lai nesaburzītu sienas. Mūsdienu tirgū tiek piedāvāti dažādu modeļu cauruļu griezēji, kas atšķiras gan ar funkcionalitāti, gan tehniskajām iespējām.
Šādu ierīču atsevišķu modeļu dizains, kas ir svarīgs, ļauj tos izmantot pat darbam grūti sasniedzamās vietās.
Cauruļu paplašinātājs ir ierīce, kas ļauj paplašināt vara caurules diametru, kas ir nepieciešams, lai labāk lodētu. Dažādās sistēmās, kas montētas no vara caurulēm, tiek izmantoti vienas sekcijas elementi, un, lai tos kvalitatīvi savienotu, ir nepieciešams nedaudz palielināt viena no savienotā elementa diametru
Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Vara cauruļu uzliesmošanas komplekts
Ierīce vara cauruļu galu slīpēšanai. Pēc apgriešanas uz detaļu galiem paliek urbumi, kas var traucēt iegūt kvalitatīvu un uzticamu savienojumu. Lai tos noņemtu un cauruļu galiem piešķirtu nepieciešamo konfigurāciju, pirms lodēšanas tiek izmantots slīpmašīnas. Mūsdienās tirgū ir divi galvenie slīpēšanas ierīču veidi: ievietoti apaļā korpusā un izgatavoti zīmuļa formā. Ērtākas lietošanā, bet arī dārgākas ir apaļas ierīces, ar kurām var apstrādāt mīkstas vara caurules, kuru diametrs nepārsniedz 36 mm.
Lai pareizi sagatavotu vara caurules lodēšanai, no to virsmas ir jānoņem visi piemaisījumi un oksīdi. Šiem nolūkiem tiek izmantotas otas un otas, kuru sariņi ir izgatavoti no tērauda stieples.
Vara cauruļu lodēšana parasti tiek veikta ar cietlodēšanu, kas var būt augsta un zema temperatūra. Augstas temperatūras lodmetāls ir vara stieple, kuras sastāvā ir aptuveni 6% fosfora.Šāda stieple kūst 700 grādu temperatūrā, savukārt zemas temperatūras tipam (skārda stieplei) pietiek ar 350 grādiem.
Vara cauruļu lodēšanas tehnoloģija ietver īpašu plūsmu un pastas izmantošanu, kas veic aizsargfunkciju. Šādas plūsmas ne tikai aizsargā izveidoto šuvi no gaisa burbuļu veidošanās tajā, bet arī ievērojami uzlabo lodmetāla saķeri ar caurules materiālu.
Papildus plūsmai, lodēšanai un citiem pamatelementiem vara cauruļu lodēšanai būs nepieciešami papildu instrumenti, kurus var atrast katrā darbnīcā vai garāžā. Vara izstrādājumu lodēšanai vai metināšanai papildus sagatavojiet:
- parastais marķieris;
- rulete;
- ēkas līmenis;
- maza suka ar stingriem sariem;
- āmurs.
Pirms darba uzsākšanas ir svarīgi arī izlemt, kā pielodēt vara caurules. Var būt divas galvenās iespējas: vara lodēšana (retāk izmantota) un mīkstlodēšanas izmantošana
Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai. Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai. Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.

Birstes vara caurules iekšējās virsmas noņemšanai pirms lodēšanas
Vara lodēšanas noteikumi
Ja nepieciešams lodēt vara izstrādājumu vai izstrādājumu, kas satur vara sastāvdaļas, nav iespējams sniegt viennozīmīgu atbildi, kā un kā to vislabāk izdarīt. Metodes un instrumentu izvēle ir atkarīga no daudziem faktoriem, piemēram, detaļu izmēra un svara, to sastāva. Tiek ņemta vērā arī slodze, kurai jāpakļauj jau pielodētie izstrādājumi. Lodēšanas paņēmieni ir vairāki, un labāk tos visus zināt, lai nepieciešamības gadījumā izvēlētos piemērotāko.
Lielo detaļu lodēšana
Vara kapilārās lodēšanas shēma.
Ja nepieciešams lodēt masīvas vai lielas detaļas, kuras ar lodāmuru nevar uzsildīt līdz vajadzīgajai temperatūrai, tiek izmantots lodlamps un vara lodmetāls. Šajā gadījumā plūsma ir boraks. Vara-fosfora lodmetāla izturība ir augstāka nekā standarta alvas lodēšanai.
Uz mehāniski notīrītas caurules vai stieples tiek uzklāts plāns plūsmas slānis. Pēc tam caurulei tiek uzlikts veidgabals, arī mehāniski notīrīts. Izmantojot gāzes degli, krustojumu karsē, līdz varš, kas pārklāts ar plūsmu, maina krāsu. Plūsmai vajadzētu kļūt sudrabainai krāsai, pēc kuras jūs varat pievienot lodēt. Lodmetāls uzreiz izkūst un iekļūst spraugā starp cauruli un veidgabalu. Kad uz cauruļu virsmas sāk palikt lodēšanas pilieni, lodmetāls tiek noņemts.
Nepārkarsējiet caurules, jo tas neveicina lielāka kapilārā efekta parādīšanos. Gluži pretēji, līdz melnumam uzkarsēts varš ir mazāk lodējams. Ja metāls sāk melnēt, apkure jāpārtrauc.
Lodēšanas vadi vai stieple
Cinka hlorīda lodmetālu nedrīkst izmantot tievu vara stiepļu lodēšanai, jo tas iznīcinās varu. Ja nav pieejama plūsma, šajā gadījumā jūs varat izšķīdināt aspirīna tableti 10-20 ml ūdens.
Vara metināšanas shēma inertās gāzes vidē.
Vara stiepli vai detaļas, kas izgatavotas no dažādu sekciju stieples, var viegli uzsildīt līdz vajadzīgajai temperatūrai, izmantojot lodāmuru. Temperatūras režīmam jābūt tādam, pie kura kūst lodmetāls, alva vai svina-alva, un ar to arī tiek veikta lodēšana. Fluusiem ir jāsatur kolofonijs vai tie ir izgatavoti no kolofonija, var izmantot lodēšanas eļļu vai pat pašu kolofoniju.
Stieples virsmu notīra no netīrumiem un oksīda plēves, pēc tam detaļas tiek alvotas.Šis process ietver plānas plūsmas vai kolofonija slāņa uzklāšanu uz sakarsētā vara un pēc tam lodēšanu, kas pēc iespējas vienmērīgāk tiek sadalīta pa virsmu ar lodāmuru. Detaļas, kuras nepieciešams savienot, savieno un atkal karsē ar lodāmuru, līdz jau sacietējušais lodmetāls atkal sāk kust. Kad tas notiek, lodāmurs tiek noņemts un savienojums atdziest.
Detaļas var saspiest skrūvspīlēs tā, lai attālums starp tām būtu 1-2 mm. Flux tiek uzklāts uz detaļām un uzsildīts. Atstarpei starp karstajām daļām tiek pievadīts lodējums, kas izkusīs un aizpildīs spraugu. Lodēšanas temperatūrai lodēšanai šādā veidā jābūt zemākai par vara kušanas temperatūru, lai detaļas nedeformētos. Detaļa atdziest, pēc tam to nomazgā ar ūdeni un apstrādā, ja nepieciešams, ar smilšpapīru līdz gludai un viendabīgai.
Lodēšanas trauki vai lodēšanas caurumi varā
Lodējot traukus, izmanto tīru alvu, kuras kušanas temperatūra ir augstāka par alvu vai svinu saturošu lodmetālu. Dažreiz lielu detaļu lodēšanai izmanto āmuru lodāmurus, kas tiek karsēti uz atklātas uguns ar gāzes degli vai pūtēju. Nākotnē viss notiek pēc standarta shēmas: tīrīšana, fluxing un alvošana, detaļu savienošana un karsēšana ar lodāmuru. Tieši šim lodāmuram ir ērti izmantot tīru alvas lodmetālu.
No iekšpuses veidgabalam, kā likums, ir apmale, kas neļauj to izvīt cauri caurulei. To var noņemt ar rupjo vīli, ja armatūra ir jāuzspiež uz caurules tālāk, nekā paredzēts, un nevajadzīgais caurums ir jāpielodē šādā veidā.
Lodēšanas ar mīksto un cieto lodmetālu iezīmes
Vara caurules savienojums ir vairākas raksturīgas iezīmes. Tie ir īpaši izteikti, izmantojot dažādus materiālus.
Savienojumu lodēšana ar kausējamu lodmetālu tiek veikta 175–315 °C temperatūrā. Lodēšana ar cietām kompozīcijām tiek veikta, kad savienojums tiek uzkarsēts līdz 650–815 °C temperatūrai.
Mīksto lodēšanu izmanto vara cauruļu ar iekšējo diametru līdz 22 mm un cieto sakausējumu ar diametru 22 mm vai vairāk lodēšanai.
 Mīkstās un cietlodēšanas lodmetāli - Apraksts
Mīkstās un cietlodēšanas lodmetāli - Apraksts
Ar pietiekamu karsēšanu uzklātais plūsmas slānis vārās. Mīkstlodmetāla kušanas laikā veidojas izkusis piliens, kam ir liela nozīme cauruļu stiprā savienojumā. Vārīšanās plūsma izspiež izkausēto sastāvu no savienojuma vietas. Kapilāro spēku ietekmē lodēšanas sakausējums tiek ievilkts savienojumā, kad tas atdziest.
Lodējot ar cietlodmetāliem, starp lodējamiem elementiem tiek ievietota plāna mīksta metāla blīve. Savienotās detaļas ir droši un stingri nostiprinātas ar vadotnes blīvi.
Vienkārša vara cauruļu lodēšanas tehnika un visu materiālu pieejamība ļauj šo darbu veikt pats mājās.
Saistītais video: Vara cauruļu lodēšana "mana pieredze"
Jautājumu izlase
- Mihails, Ļipecka — Kādus diskus izmantot metāla griešanai?
- Ivans, Maskava — kāds ir metāla velmēšanas lokšņu tērauda GOST?
- Maksim, Tver — Kādi ir labākie plaukti metāla velmējumu uzglabāšanai?
- Vladimirs, Novosibirska — Ko nozīmē metālu ultraskaņas apstrāde bez abrazīvu vielu izmantošanas?
- Valērijs, Maskava — kā ar savām rokām izkalt nazi no gultņa?
- Staņislavs, Voroņeža — Kādas iekārtas izmanto cinkota tērauda gaisa vadu ražošanai?
lodēšanas process
Tas sastāv no secīgu darbību veikšanas:
- caurule tiek sagriezta nepieciešamo izmēru segmentos, kas ir marķēti ērtībai - piegāde vai atgriešana;
- no malas tiek noņemts slīpums;
- malas tiek notīrītas par 2 cm: ārējā uz caurules, kā arī iekšējā ligzdā;
- plūsma tiek uzklāta ar sloksni gar tīrītajām virsmām (ārējām un iekšējām);
- savienojums ir samontēts: caurule tiek ievietota kontaktligzdā;
- lieko plūsmu noņem ar papīra dvieli, bet ne pilnībā - atstāj 1-2 mm malu;
- deglis tiek aizdedzināts, liesma tiek novadīta uz krustojumu;
- virsma tiek uzkarsēta 10-15 sekundes līdz noteiktai temperatūrai - plūsmai vajadzētu iegūt alvas krāsu;
- lodējums tiek likts virs šuves, sildot, tas tiks ievilkts savienojumā, izkliedēts pa šuvi, to aizpildot.
Ja savienojuma vieta nav attīrīta no sariem vai putekļiem un rezultātā no vara ūdens caurules lodētā šuve iztecē, tad hermētiskumu var atjaunot, izmantojot vienu no divām metodēm:
Izmantojot lodāmuru
- virsmu notīra, apstrādā ar fosforskābi, karsē ar lodāmuru, uzklāj alvu;
- izmantojot degli: uz notīrītās virsmas uzklāj kušņu, uzsilda, liek lodēt, izkausē.
Kā pielodēt varu ar gāzes degli
Varat lodēt vara cauruli šādi:
- Notīriet lodēšanas vietu ar smalku vīli, smilšpapīru vai metāla suku.
- Sasmalciniet kolofoniju un apkaisa lodēšanas vietu.
- Sildiet mēģeni virs gāzes liesmas, līdz kolofonija izkūst.
- Ielieciet lodmetālu POS-30 vai 40 un izkausējiet to ar lodāmuru, sadalot to pa virsmu.
Ikdienā ar vara apstrādi nākas saskarties ne tikai tad, kad nepieciešams lodēt vara caurules apkurei vai santehnikai, bet arī auto remontā, ja uz automašīnas radiatora parādās plaisa vai noplūde. Šajā gadījumā tiek veikta vara radiatora lodēšana pats. Gāzes degļa vietā autobraucēji izmanto jaudīgu 250 W elektrisko lodāmuru vara caurulēm. Vara noņemšanai izmanto smilšpapīru vai metāla otu, bet lodēšanai kā lodēšanas skābi izmanto alvu, kolofoniju vai ortofosforskābi.
Lodēšana ar lodāmuru mājas apstākļos
Vara lodēšana ar lodāmuru ir vienkāršāka nekā ar lodlampu. Procedūra ir šāda:
- Radiatora virsmu notīra ar smalkgraudainu smilšpapīru vai otu.
- Dažus pilienus skābes vienmērīgi uzklāj uz bojātās vietas malām.
- Plaisu silda ar elektrisko lodāmuru, atved lodmetālu. Izkusis, alva aizpilda bedri.
Vara cauruļu pašlodēšana apkurei vai ūdens apgādei, radiatoru plaisu labošana ir vienkāršs tehnoloģiju process, ko var veikt mājās ar nelielu instrumentu komplektu.
SKATĪTIES VIDEO
Vara lodēšana mājās ir katra cilvēka spēkos.
Instrumenti un materiāli vara lodēšanai
- cauruļu griezējs;
- beveler;
- cauruļu paplašinātājs;
- metāla vate;
- skrūvspīles;
- knaibles;
- pincetes;
- lodāmurs;
- lodēt;
- plūsma;
- boraks;
- lodēšanas eļļa;
- gāzes deglis.
Elektriskās metināšanas iekārtas diagramma.
Cauruļu griezējs ir nepieciešams, lai caurules sagrieztu vajadzīgajā garumā. Cauruļu griezēju darbības princips ir vienāds, lai gan pārdošanā ir daudz modeļu. Caurule tās griešanai tiek saspiesta starp veltņiem un asmeni, pēc tam cauruļu griezējs tiek pagriezts apkārt, pievelkot apakšējo skrūvi par trešdaļu apgrieziena. Lai iegūtu gludu malu, caurule tiek turēta stingri perpendikulāri instrumentam. Caurule parasti tiek sagriezta 5-6 pagriezienos. Ar gāzes degli ir iespējams veikt vara zemas temperatūras lodēšanu, jo tā temperatūra nepārsniedz 450 °. Ne visi komerciāli pieejamie lāpu modeļi ir piemēroti lodēšanai.
Pirms izvēlēties degli vara lodēšanai, jums jāpievērš uzmanība instrukcijām, jo tie degļi, kas sākas ar bārbekjū aizdedzi, šim nolūkam nav piemēroti. Kā pareizi lodēt varu? Tas jādara ar lodāmuru vai degli ar šauru liesmu
Šāds deglis uzsildīs cauruli dažu sekunžu laikā, un gāzes kārtridžs kalpos ilgu laiku, ekonomiski lietojot. Izvēloties degli, jāņem vērā balonā esošās gāzes sastāvs. Parasti tas ir propāna un butāna maisījums, bet jo augstāks ir butāna saturs, jo augstāka liesmas temperatūra.
Metāla vate tiek izmantota vara tīrīšanai pirms darba ar degli un lodāmuru. Viņa cieši saspiež caurules vai stieples galu un ar piepūli veic vairākas rotācijas kustības. Vadam tas ir pietiekami, un caurule ir jātīra arī no iekšpuses. Šaurās caurules (veidgabalus) var tīrīt ar speciālām šim nolūkam paredzētām sukām, savukārt ir stingri aizliegts izmantot smilšpapīru, īpaši lielas frakcijas, un vēl jo vairāk vīli. Varš ir mīksts metāls, un, izmantojot smilšpapīru, smilšpapīra sastāvdaļas paliks uz virsmas, novēršot saķeri un labu saķeri.
Vara punktmetināšanas shēma.
Lietošanas ērtībai lodmetālu var iegādāties satīti. Šī ir skārda stieple, kuras diametrs ir aptuveni 3 mm
Ieteicams pievērst uzmanību tam, lai lodmetālā nebūtu svina, kas jānorāda ar īpašu uzrakstu uz spoles. Svarīga lodēšanas sastāvdaļa ir plūsma, kas pirms lodēšanas samitrina parasto metālu (šajā gadījumā varu), iekļūstot visos kapilāros.
Kapilāro spēku iedarbībā plūsma izplatās pa virsmu. Pirms pareizas lodēšanas virsmai jābūt pilnīgi tīrai un bez oksīdiem. Šuve būs izturīga tikai tad, ja sastāvdaļas ir aizsargātas no gaisā esošā skābekļa. Plūsmas izmantošana palielina lodēšanas saķeri līdzvērtīgi mehāniskai virsmu tīrīšanai.
Izmantojot plūsmu, nav īsti svarīgi, vai tas ir paredzēts bezsvina vai bezsvina lodēšanai, šīs šķirnes ir savstarpēji aizstājamas. Plūsmas nerūsējošā tērauda cietlodēšanai nav piemērotas izmantošanai ar varu. Var izmantot arī parasto kolofoniju, taču var rasties problēmas ar tā uzklāšanu.


