Metāla cauruļu savienošana
Ne retāk, ieklājot komunikācijas, tiek izmantotas arī metāla caurules. No tiem populārākie ir čuguns un metāls.
Lai lodētu vara cauruli, jums jāiegādājas īpašs instruments - lodēšana. Tas ir izgatavots no mīkstiem kausējamiem metāliem, piemēram, alvas, misiņa utt. Lodmetāls ir metāla stieņu (cietlodmetālu lodēšanai augstā temperatūrā) vai smalkas stieples veidā (lodēšanai temperatūrā līdz 459 grādiem).
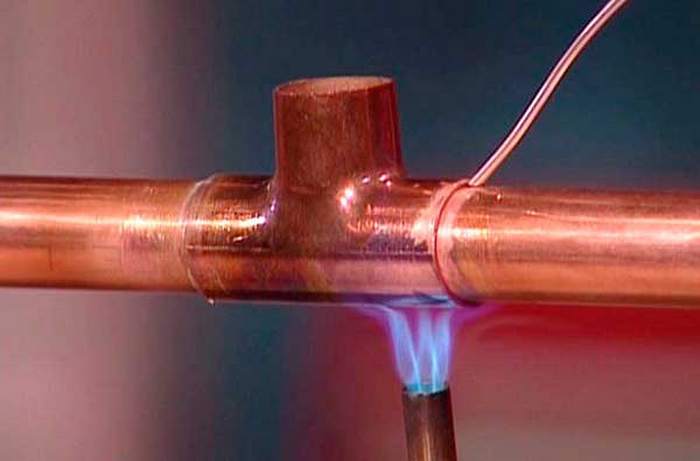
Vara cauruļu savienojums ar lodēšanu izskatās šādi:
- Nepieciešamie caurules gabali tiek nogriezti;
- Ar cauruļu paplašinātāja palīdzību čuguna caurule izplešas no viena gala (nākotnē šāda paplašināšana spēlēs kontaktligzdas lomu);
- Divas caurules tiek attaukotas un apstrādātas ar īpašu plūsmas pastu augstas kvalitātes lodēšanas savienošanai ar varu;
- Pēc tam lodēšanai jāizmanto lodēšana.
- Tādējādi mēs apstrādājam divu cauruļu savienojumus ar degli, līdz lodēšana izkūst.
- Pēc vara cauruļu savienošanas pabeigšanas ar sausu lupatu ir jānoņem lodēšanas paliekas un jāļauj elementiem pilnībā atdzist.
- Lai izveidotu līniju pagriezienus, tiek izmantoti speciāli vara veidgabali, kas tiek pielodēti tādā pašā veidā.
Mēs pievienojamies čugunam

Čuguna caurules mūsdienās tiek izmantotas retāk, tomēr arī tām ir tiesības uz dzīvību. Čuguna cauruļu pievienošana visbiežāk tiek veikta kontaktligzdā. Tehnoloģija izskatās šādi:
- Caurules paplašinātais gals ir pilnībā iztīrīts un attaukots;
- Tajā tiek ievietots arī caurules plāns gals, arī bez taukiem;
- Tagad ligzdā esošā brīvā vieta ir piepildīta ar pakulu ar ātrumu 1/3 no visas pieejamās platības, lai vēlāk tauvas neiekļūtu sistēmā;
- Pēc tam atlikušo vietu piepilda ar azbestcementu, sēru, hermētiķi vai izplešanās cementu. Gaida pilnīgu žāvēšanu. Tādā veidā tiek savienotas divas čuguna caurules.
Papildus iespējams savienot čuguna caurules ar dažādu konfigurāciju veidgabalu palīdzību. Tātad tiek izmantoti furnitūra, segli, sakabes utt.
Čuguna metināšana ar elektrodiem uz vara bāzes
Metināšana ar elektrodiem uz vara bāzes tiek izmantota visos gadījumos, kad nav nepieciešama liela metinājuma stiprība. Varš, tāpat kā niķelis, neveido savienojumus ar oglekli, bet tas praktiski nešķīst dzelzē. Tāpēc nogulsnētā šuve nav viendabīga, vara pamatnē atrodas paaugstinātas cietības dzelzs fāzes ar augstu oglekļa saturu ieslēgumi.
Vara-dzelzs elektrodi OZCH-2, OZCH-6 ir izgatavoti no vara stieņa ar kalcija fluorīda pārklājumu, kam pievienots 50% dzelzs pulvera. Šos elektrodus izmanto plaisu metināšanai dzinēja bloku ūdens apvalkos, bloku galvās utt. Plaisu izurbj galos un nogriež 70-90° leņķī par 2/3 no detaļas biezuma. Plaisas malas tiek rūpīgi notīrītas, jo rūsas, eļļas un citu piesārņotāju pēdas izraisa šuves porainību. Metināšanu veic ar īsu loku pie apgrieztas polaritātes līdzstrāvas ar pārtraukumiem, lai daļu atdzesētu līdz 50-60 ° C temperatūrai. Lai iegūtu stingrāku šuvi, uzreiz pēc metināšanas tiek kaltas 40-60 mm sekcijas. Slānis, kas noklāts ar OZCH elektrodiem, ir varš, kas piesātināts ar dzelzi, kas mijas ar rūdītu augstas cietības tēraudu. Uz šuves robežas atsevišķās sekcijās ir izvietotas balināšanas zonas. Neskatoties uz diezgan augsto cietību, šuvi var apstrādāt ar karbīda instrumentu. Vara-niķeļa elektrodi MNP-2 ir stieņi, kas izgatavoti no moneļa metāla (28% vara, 2,5% dzelzs, 1,5% mangāna, pārējais ir niķelis). Šo elektrodu niķelis neveido savienojumus ar oglekli, tāpēc metinājums tiek iegūts ar zemu cietību, atdzesētā čuguna zona gandrīz nav, rūdīta čuguna zona ir ar zemu cietību, ko var viegli samazināt, nedaudz atlaidinot.Turklāt šuvē veidojas mazāk poru un plaisu, to ir vieglāk apstrādāt, bet tā stiprība ir maza. Tāpēc vara-niķeļa elektrodus bieži izmanto kombinācijā ar vara-dzelzs elektrodiem. Pirmais un pēdējais slānis tiek uzklāts ar vara-niķeļa elektrodiem (lai nodrošinātu blīvumu pirmajā slānī un uzlabotu apstrādi pēdējā), pārējais tiek kausēts ar vara-dzelzs elektrodiem. Virsmas uzklāšana ar vara-niķeļa elektrodiem tiek veikta tāpat kā ar vara-dzelzs elektrodiem.
Aukstajai metināšanai un čuguna virsmas uzklāšanai (ti, metināšanai un virsmai, ko veic bez iepriekšējas uzsildīšanas) ar speciāliem elektrodiem, process parasti tiek veikts ar minimālu siltuma padevi īsos 25-60 mm garos lodziņos ar katras uzliktās lodītes dzesēšanu. gaisu līdz temperatūrai, kas nepārsniedz 60°C. Reizēm katru rullīti ieteicams kalt ar viegliem āmura sitieniem.
Metināšanas spriegumus, kas konstrukcijā rodas karsēšanas rezultātā, var gandrīz pilnībā noņemt, ja metinātajā šuvē un siltuma ietekmes zonā tiek radītas papildu plastiskas deformācijas. To var panākt, kaljot šuves. Kalšana tiek veikta metāla dzesēšanas procesā 450 °C un augstāk, vai no 150 °C un zemākā temperatūrā. Temperatūras diapazonā 400–200 °C, samazinoties metāla plastiskumam kalšanas laikā, var veidoties plīsumi. Metinātā savienojuma īpaša karsēšana kalšanai, kā likums, nav nepieciešama. Sitieni tiek veikti manuāli ar 0,6-1,2 kg smagu āmuru ar noapaļotu galvu vai pneimatisko āmuru ar nelielu piepūli, lai mainītu šuves modeli. Daudzslāņu metināšanā katrs slānis ir kalts, izņemot pirmo, kurā trieciena rezultātā var rasties plaisas un pārklājums. Šis paņēmiens ir ļoti efektīvs spriedzes mazināšanai, metinot plaisas un aizverot metinātās šuves stingrās kontūrās no konstrukciju tērauda un čuguna izgatavotām detaļām un mezgliem.
Metinātā savienojuma kalšana arī veicina konstrukcijas noguruma stiprības palielināšanos.
Skatījumi:
152
Čuguna pelēka
Pelēkais čuguns tiek plaši izmantots mašīnbūvē. Savu nosaukumu tas ieguvis no lūzuma pelēkās krāsas, pateicoties brīvā oglekļa klātbūtnei grafīta veidā čuguna struktūrā. Pēc metāla pamatnes veida pelēkais čuguns ir perlītiskais, perlītferīts un ferīts.
1. tabula. Pelēkais čuguns, to galvenās īpašības un pielietojums
| Zīmols | σv MPa | HB | Īpašības un pielietojums |
| SC10 | 275 | 139-274 | Zemas atbildības lējumi ar sienu biezumu līdz 15 mm (korpusi, vāki, apvalki u.c.), daļas, kurām stiprības raksturlielums nav obligāts - kolbas, furnitūra, karkasi, pannas, dekoratīvās daļas, masīvas ēkas kolonnas, pamati plātnes |
| MF15 | 314 | 160-224 | Zemas atbildības lējumi ar sieniņu biezumu 10 - 30 mm (caurules, vārstu korpusi, vārsti ar spiedienu līdz 20 MPa u.c.), viegli noslogotas virsbūves daļas, apakšdzinēja plāksnes, sviras, skriemeļi, spararati, eļļa un dzesēšanas šķidruma tvertnes, filtru korpusi, atloki, vāki, ķēdes zobrati |
| MF18 | 354 | 167-224 | Atbildīgie lējumi ar sieniņu biezumu 10 - 20 mm (trīši, zobrati, gultiņas, suporti utt.) |
| MF20 | 397 | 167-236 | Kritiskie lējumi ar sieniņu biezumu līdz 30 mm (cilindru bloki, virzuļi, bremžu trumuļi, karietes u.c.), paaugstinātas stiprības un nodilumizturības pamatvirsbūves daļu ražošanai, detaļu, kurām nepieciešama hermētiskuma piespiešana spiedienā līdz 8 MPa (80). kgf / cm2 ), korpusi, ātrumkārbas, balsti, balansieri, priekšējās plāksnes, uzmavas, ratiņi, cilindri, sūkņi, spoles, armatūra, kompresori |
| MF25 | 450 | 176-245 | Kritiskie lējumi ar sieniņu biezumu līdz 40 mm (veidnes, virzuļu gredzeni u.c.), paaugstinātas stiprības un nodilumizturības korpusa pamata daļu ražošanai, detaļu, uz kurām attiecas paaugstinātas hermētiskuma prasības. |
| SC3O | 490 | 177-250 | Kritiskie lējumi ar sieniņu biezumu līdz 60 mm (virzuļi, dīzeļa uzlikas, rāmji, presformas u.c.), kronšteinu, galdu un suportu slaidu, virsmu rūdītu detaļu, cilindru, sūkņu korpusu, dīzeļdzinēju un iekšdedzes dzinēju ražošanai, virzuļu gredzeni, kloķvārpstas un sadales vārpstas |
| MF35 MF45 | 540 | 193-264 | Atbildīgi ļoti noslogoti lējumi ar sieniņu biezumu līdz 100 mm (mazas kloķvārpstas, tvaika dzinēju daļas u.c.) daļām, kurām tiek izvirzītas hermētiskuma prasības pie spiediena, kas lielāks par 8 MPa |
Grafītam ir zemas mehāniskās īpašības. Tas pārkāpj metāla pamatnes integritāti. Grafīts, kas atrodas starp metāla pamatnes graudiem, vājina saikni starp tiem. Tāpēc pelēkajam čugunam ir vāja stiepes izturība un ļoti zema elastība un stingrība. Jo lielāki un taisnāki ir grafīta ieslēgumi, jo sliktākas ir čuguna mehāniskās īpašības. Pelēkā čuguna cietība, kā arī izturība pret saspiešanu ir tuva tēraudam, kura struktūra ir tāda pati kā čuguna metāla pamatnei.
Grafītam ir arī zināma pozitīva ietekme uz čuguna īpašībām, jo īpaši tas palielina tā nodilumizturību, darbojoties līdzīgi eļļošanai, paaugstina apstrādājamību, jo padara skaidas trauslas, palīdz slāpēt izstrādājuma vibrācijas un samazina saraušanos lējumu ražošanā. .
Pelēkā čuguna mehāniskās īpašības var uzlabot, vienmērīgi sadalot smalko lamelāro grafītu lējumā. Tas tiek panākts ar īpašu apstrādi – modifikāciju, kad šķidrajā dzelzī pirms liešanas tiek ievadītas piedevas, kas veido papildu grafitizācijas centrus, kā rezultātā veidojas smalkslamelārais grafīts. Čuguns ar šādu grafītu tiek saukts par modificētu. No parastā pelēkā čuguna tas atšķiras ar augstāku stiepes izturību, taču modifikācijas laikā tā elastība un stingrība neuzlabojas.
Saskaņā ar GOST 1412-85 burti SCh čuguna klases apzīmējumā nozīmē pelēko čugunu. Divciparu skaitlis atbilst stiepes izturībai σv MPa. Standarts normalizē pelēkā čuguna stiepes izturību σv = 274÷637 MPa, cietība - 143÷637 HB un ķīmiskais sastāvs.
Pelēkā čuguna galvenās īpašības un tā pielietojums ir parādītas 1. tabulā.
Vārstu ierīce
Santehnikas un apkures sistēmās var uzstādīt divu veidu vārstus:
- bumba;
- vārsts.
Lodveida vārsta darba elements ir bumba, kas atrodas korpusa iekšpusē. Bumbiņai ir caurums. Ja vārsts ir atvērts, bumbiņa tiek pagriezta caur caurumu pret ūdens plūsmu. Slēgtā stāvoklī bumba pagriežas pret ūdeni ar nedzirdīgo pusi. Bloķēšanas elementa pagriešana tiek veikta ar roktura palīdzību.

Lodveida vārsta ierīce
Vārsta vārsta slēgelements ir vārsts ar blīvi, kas atrodas uz vārpstas, kuru nolaiž un paceļ, pagriežot rokturi.
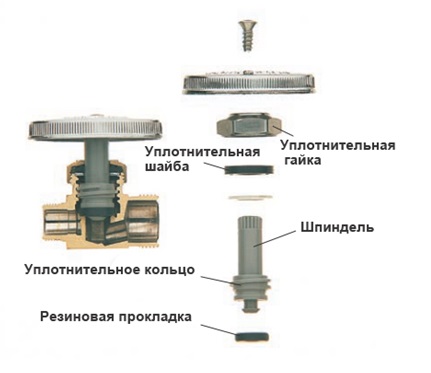
Vārstu vārstu ierīce
Lodveida vārsts, atšķirībā no vārsta ierīces, ir slēgvārsts, un to nevar izmantot šķidruma plūsmas regulēšanai. Lodveida vārstu nevar salabot, un ierīces darbības traucējumu gadījumā ir nepieciešama tā pilnīga nomaiņa.
Kaļamā čuguna cauruļu priekšrocības
Dažos gadījumos īpaši izturīgas čuguna caurules, ko izmanto ūdens apgādei, ir neaizstājamas, jo tām ir šādas īpašības un raksturlielumi:
- Spēja izturēt šķidruma spiedienu sistēmā līdz 1,6 MPa un vairāk.
- Laba izturība pret mitruma izmaiņām un pēkšņām temperatūras izmaiņām.
- Izturīgs pret koroziju.
- Izturība pret mehāniskiem bojājumiem.
- Spēks.
- Plastmasa.
- Uzstādīšanas vieglums.
- Ilgs kalpošanas laiks - līdz 100 gadiem.
Papildus lieliskajām fizikālajām un mehāniskajām īpašībām kaļamā čuguna kanalizācijas caurule ir arī videi draudzīga:
- ūdens, kas iet caur šādām caurulēm, paliek absolūti nekaitīgs un piemērots patēriņam, jo tas nav piesārņots ar svešiem piemaisījumiem;
- pēc to kalpošanas laika beigām caurules var pilnībā likvidēt, nekaitējot videi.
Plastmasas un čuguna cauruļu savienošana
Kā savienot čuguna caurules ar plastmasu? Tas viss ir atkarīgs no iemesla, kas mudina uz šo soli. Un tas ne vienmēr būs čuguna līnijas nomaiņa (pagarināšana).
Viens no iespējamiem scenārijiem ir avārijas situāciju rašanās esošajā plastmasas - čuguna krustojumā.
Sākotnēji tiek pieņemts, ka čuguna cauruļu savienojums ar plastmasu netiks pakļauts svešai ietekmei (temperatūrai vai mehāniskai ietekmei). Vienkārši sakot, noplūdes rodas savienojuma spiediena samazināšanas dēļ (savienojums ir bojāts).
Noplūde var rasties šādu iemeslu dēļ:
- Ūdens āmurs, kas ir ārkārtīgi reti.
- Pēkšņas temperatūras izmaiņas (piemēram, izslēdzot/ieslēdzot karsto ūdeni vai pārslēdzoties no aukstā uz karsto ūdeni).
Pēdējā gadījumā problēmas cēlonis ir dažādi čuguna un plastmasas izplešanās koeficienti, kā arī sliktas kvalitātes veidgabals (kanalizācijas adapteris no čuguna uz plastmasu). Pēdējā var veidoties plaisa, jo čuguns neizplešas tik vienmērīgi kā plastmasa. Turklāt armatūra var vienkārši atritināties (stiprinājums vājinās).
Lai atrisinātu radušos problēmu, būs jānomaina nolietotā daļa (pāreja no čuguna uz plastmasu) vai jāpievelk “pašvelmējošā”. Jāpiebilst, ka kvalitatīva mūsdienu furnitūra ir pasargāta no spontānas atritināšanas. Turklāt jūs varat izmantot šādu izstrādājumu gofrēšanu. Tāpēc uz aksesuāriem labāk netaupīt.
Polipropilēna veidgabals, paredzēts plastmasas un metāla cauruļu savienošanai
Vēl viens scenārijs ir nepieciešamība pagarināt čuguna līniju. Šo pašu soli var spert iespēja ietaupīt naudu, pabeidzot plastmasas vadu ap dzīvokli, kas savienota ar esošo čuguna stāvvadu. Bet, ja paliek metāla stāvvads, problēma netiks pilnībā novērsta - ir liela noplūdes iespējamība savienojuma vietā (notekūdeņu pāreja no plastmasas uz čugunu).
Tā kā "čuguna-plastmasas" sistēmu dokošana jau sen ir ieviesta, mūsdienu tirgū jūs varat atrast tādu elementu kā pārejas gumijas aproce (standarta diametri).
Kā praktiski savienot metālu ar plastmasu
Cauruļu savienošanas metodes izvēle ir atkarīga no pieejamās čuguna caurules veida:
- čuguna caurule bez ligzdas;
- caurule ar kontaktligzdu.
Pēdējā gadījumā parasts lietotājs (bez īpašas apmācības) varēs pieslēgt atsevišķus elementus. Pretējā gadījumā (ligzda ir bojāta vai tās nav), jums būs jāizmanto presētais armatūra, kurai ir specifisks dizains - vienā galā ir ligzda (savienojums ar plastmasas vadu), bet otrā ir vītne. griezums savienojumam ar čuguna galu. Jūs pats varat ievietot plastmasas cauruli čuguna caurulē, ja iegādājaties iepriekš:
- adapteris čuguna kanalizācijas caurulei vai presētai armatūrai;
- blīvējuma materiāls, ko var izmantot pakulas vai teflona lentes;
- uzgriežņu atslēgas (divi gabali).
Šāda savienojuma posmus var raksturot šādi:
- Vietā, kur plānots ievest plastmasas vadu, noskrūvējiet esošo savienojumu (bīdāmo čuguna savienojumu). Alternatīvi, jūs varat vienkārši nogriezt čuguna cauruli, izmantojot dzirnaviņas.
- Uz sagatavotā metāla gala nogrieziet vītni, eļļojot šo vietu ar eļļu (cieto eļļu).
- Noslaukiet vītnes, vēja blīvējuma materiālu ap to un ieeļļojiet ar silikona hermētiķi.
- Uzskrūvējiet presēšanas veidgabalu - darbību ieteicams veikt manuāli, neizmantojot atslēgu. Pretējā gadījumā ir iespējams detaļas mehāniski bojājumi. Armatūra jāpievelk pēc tam, kad sistēma ir piepildīta ar ūdeni (tā būs iespējams izvairīties no noplūdes un nesaspiest pašu veidgabalu).
https://youtube.com/watch?v=39fa3je7waI
SKATĪTIES VIDEO
Ja plānojat izbūvēt siltumtrasi vai piegādāt karsto ūdeni, ieteicams izmantot speciālu adapteri (pārejas uzmavu no čuguna uz plastmasu), kam ir gumijas blīvējums. Alternatīvs risinājums ir izmantot šķelto misiņa uzmavu, kurai ir PVC elements.
Visbeidzot, ir vērts teikt, ka labāk ir iepriekš nomainīt iekšējo vadu ar plastmasu, negaidot ārkārtas situāciju. Galu galā plastmasas konstrukcija ir mazāk prasīga (tai nav nepieciešama apkope), un tās darbība nav saistīta ar nepatīkamu smaku parādīšanos. Tikai zinošs cilvēks var savienot čuguna cauruli ar plastmasas cauruli!
Iespējamie darbības traucējumi un to novēršanas veidi
Ierīce ir jāremontē, ja:
- vārsts nenoslēdz ūdeni. Nepareizas darbības cēloņi var būt:
- blīvējuma blīves, kas kalpo kā bloķēšanas ierīce, nodilums;
- slēgvārsta atvienošana no vārpstas;
- vārpstas locījums;
- vārsta piesārņojums ar nogulsnēm ūdenī;
Ja vārpsta ir saliekta vai vārsts ir atvienots, bukse ir jānomaina.
- noplūdes vai pilošs vārsts. Galvenie šādas darbības traucējumu iemesli var būt:
- plaisas veidošanās uz ierīces korpusa;
- dziedzeru blīvējuma trūkums vai nepietiekams daudzums.
Blīves nomaiņa un korpusa tīrīšana
Lai ar savām rokām salabotu vārstu, kad blīve ir nolietota, jums būs nepieciešami šādi instrumenti un materiāli:
- uzgriežņu atslēga;
- santehnikas gumijas gabals;
- šķēres;
- knaibles;
- nazis;
- lina pavediens vai cits blīvējuma materiāls.
Blīves pašražošanai ir nepieciešama gumija un šķēres. Ja zināt, kura blīve ir uzstādīta uz vārpstas, tad gatavo produktu varat iegādāties santehnikas veikalā.
Blīve tiek nomainīta šādi:
- izmantojot regulējamu uzgriežņu atslēgu, ir nepieciešams atskrūvēt celtņa kārbu, kas nostiprina vārsta vārpstu;

Vārstu demontāža blīves nomaiņai
- knaibles atskrūvējiet uzgriezni, kas nostiprina blīvi;
- paplāksne un bojātā blīve tiek noņemta;
- tiek izgriezts gumijas gabals, kura izmēri ir nedaudz lielāki par vārsta izmēriem;
- izgrieztā gumijas gabala centrā ir izveidots caurums;
- gumija ir uzstādīta uz vārsta un piestiprināta ar uzgriezni;
- liekā gumija tiek nogriezta ar šķērēm ap vārstu. Gatavajai blīvei pilnībā jāatbilst vārsta izmēriem;

Jaunas blīves piestiprināšana pie vārpstas
- izmantojot nazi, vārsta korpuss tiek notīrīts. Ieteicams rūpīgi noņemt visus nosēdumus ne tikai ierīces korpusā, bet arī vītņotajā savienojumā;
Ja korpusu nav iespējams notīrīt ar mehānisku darbību, tad var izmantot petroleju vai WD-40 šķidrumu.
- celtņa kaste ir uzstādīta uz vītnes;
- savienojums ir noslēgts, pēc kura ierīci var pilnībā nostiprināt.
Vītnes blīvējums ar lina diegu
Vārsta remonts jāveic, kad ūdens padeve (apkure) ir izslēgta.
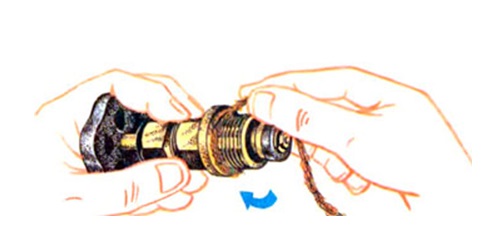
Dziedzera blīvējuma nomaiņa
Ja jaucējkrāna vārstam ir noplūde, vairumā gadījumu problēma ir blīvējuma blīvējuma trūkums vai pārmērīgs blīvējums. Remontam jums būs nepieciešams:
- regulējama vai atbilstoša izmēra uzgriežņu atslēga;
- dziedzeru blīvēšana;
- nazis vai plakangalvas skrūvgriezis blīvēšanai.
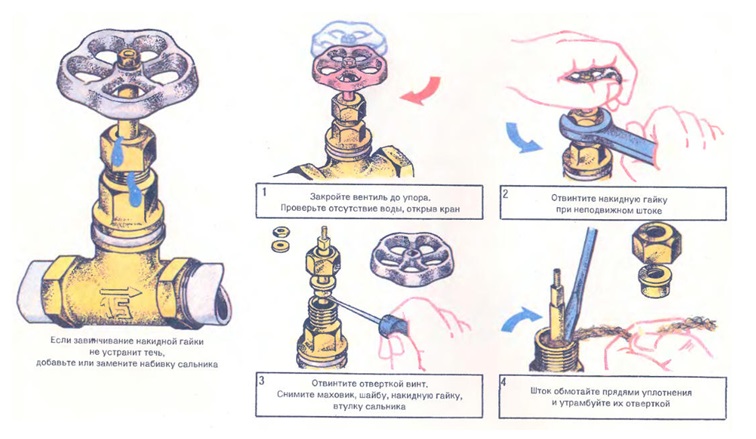
Šajā situācijā vārstu var salabot pats saskaņā ar šādu shēmu:
- izslēgt sistēmas ūdens padevi;
- noņemiet rotācijas rokturi;
- atskrūvējiet stiprinājuma uzgriezni.Atbrīvojot fiksāciju, vārpstu ieteicams turēt vienā pozīcijā;
- noņemiet blīvgredzenu, kas nostiprina iepakojumu;
- izmantojiet nazi vai skrūvgriezi, lai noņemtu veco iepakojumu;
Dziedzera blīvējuma nomaiņas process, lai novērstu noplūdi
- uzklāt un noblīvēt jaunu blīvējuma materiālu;
- salieciet jaucējkrānu apgrieztā secībā.
Blīves un blīvējuma blīvējuma nomaiņas process ir detalizēti aprakstīts videoklipā.
https://youtube.com/watch?v=r7a44zQX2oo
Plaisu remonts
Ja vārstam ir noplūde un noplūdes cēlonis ir plaisa uz vārsta korpusa, varat:
- pilnībā nomainiet vārstu;
- aizveriet plaisu ar īpašiem materiāliem.
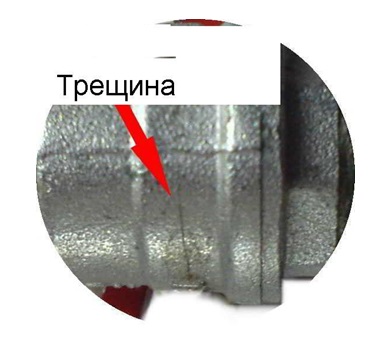
Plaisa vārsta korpusā
Starp materiāliem, ko izmanto plaisu blīvēšanai, var atšķirt aukstās metināšanas līdzekļus.

Līdzekļi aukstajai metāla metināšanai
Sīkāka informācija par produkta lietošanu ir norādīta uz iepakojuma. Vispārējais lietošanas modelis ir šāds:
- vietu, kur nepieciešams salabot plaisu, notīra no netīrumiem un attauko ar acetonu;
- kompozīcija ir sagatavota lietošanai;
- gatavo maisījumu uzklāj uz plaisas un vienmērīgi sadala pa virsmu;
Metināšanas stiprībai maisījumu ieteicams uzklāt uz lielāku laukumu, nekā aizņem pati plaisa.
- paredzama kompozīcijas pilnīga žāvēšana, pēc kuras ir iespējams tīrīt un krāsot metināšanas vietu.

Aukstās metināšanas izmantošana plaisas labošanai
Tādējādi jūs pats varat novērst visbiežāk sastopamās vārstu problēmas. Ja veiktie remontdarbi nepalīdzēja situāciju labot, vārsts ir jānomaina.
Čuguna un plastmasas savienojumi
Kanalizācijas nomaiņas procesā pašlaik tiek izmantoti progresīvāki materiāli nekā čuguns. Šajā gadījumā jums būs jāpievieno jūsu sistēmas daļa kopējam čuguna cauruļvadam. Bieži vien tā tiek veikta neatkarīgi, ievietojot vienu produktu citā, kam seko blīvēšana ar cementa javu.
Šo pieeju nevar saukt par uzticamu, jo pastāv plastmasas deformācijas un noplūdes draudi. Plastmasas un čuguna caurules ir jāsavieno ļoti uzmanīgi, jo abu materiālu reakcija uz karsēšanu ir diezgan atšķirīga (sīkāk: ""). Tas viss var noliegt blīvējumu. Vēl viena kaitīga ietekme uz šādu savienojumu ir periodiski notiekošas vibrācijas un triecieni kanalizācijas sistēmā.


Ja nav kontaktligzdas, montāža tiek veikta ar diviem adapteriem. Pirmkārt, caurule tiek notīrīta no netīrumiem un rūsas, pēc tam čuguna caurule vispirms ir aprīkota ar gumijas adapteri un pēc tam ar plastmasas adapteri. Kas attiecas uz plastmasas cauruli, tā ir ievietota plastmasas adaptera iekšpusē.
Kā metināt čugunu pie metāla ar elektrisko metināšanu

31.12.2018
Veicot remontdarbus, rodas situācijas, kad nepieciešams savienot dažādus metālus. Vai čugunu var piemetināt pie tērauda? Jā, bet cilvēki ar pieredzi to var.
Čuguna sakausējumiem raksturīgs augsts oglekļa saturs, tam izdegot, mainās metāla struktūra. Savienojums tiek metināts zemas temperatūras režīmā, līdz 120°С. Tērauds, gluži pretēji, ir ļoti jāuzsilda.
Čuguna detaļu savienošanai ar citiem dzelzs sakausējumiem ir izstrādāta bufera slāņa tehnoloģija. Niķeļa pārklājums nodrošina spēcīgu atšķirīgu metālu saķeri.
Čuguna metināšanas tehnoloģija ar tērauda patērējamo elektrodu
Ir vairāki čuguna metināšanas veidi, tos izmanto, lai savienotu čuguna sakausējumus ar citiem metāliem:
- Karsts - pirms detaļu savienošanas krāsnis tiek pilnībā uzkarsētas līdz 600 ° C. Sildīšana ar pūtēju ir atļauta tikai darba zonā (čuguns kļūst sārtināts). Izmanto drošiem savienojumiem.
- Daļēji karsts, piemērots leģētiem sakausējumiem. Savienojamās detaļas tiek daļēji vai pilnībā uzkarsētas līdz 200–300°C.
- Auksts - detaļas tiek savienotas bez apkures, tiek izmantots pārklājumiem - šuves, kas strādā kompresijā.
Metālu savienošana ar manuālu elektrisko metināšanu ietver iepriekšēju virsmu sagatavošanu. Čuguna sakausējums ir porains un labi absorbē eļļu. Nepietiek ar traipa attaukošanu, tas ir jānotīra līdz tīram slānim, pretējā gadījumā šuve izrādīsies vaļīga.
Kā tērauds tiek metināts ar čugunu:
Vispirms jums ir jāizvēlas pašreizējie parametri. Ja metināšanas iekārta darbojas tikai nemainīgā režīmā, pārslēdziet polaritāti uz pretējo. Jāņem vērā atvērtās ķēdes indikators (spriegums starp poliem bez loka), pieļaujamā vērtība ir līdz 54 V. Ir atļauts strādāt ar maiņstrāvu tikai ar atvērtu ķēdi 54 V.
Metināšana tiek veikta mazās sekcijās, veltņi izgatavoti ne garāki par 3 cm.Vispirms tiek uzklāts čuguns, pēc tam piemetināta tērauda daļa pie buferslāņa.
Biezsienu šuves tiek metinātas slāņos, katra tiek izkalta pirms nākamās uzklāšanas
Tas ir izgatavots perpendikulāri pirmajam - šādi tiek panākts savienojuma stiprums.
Pēc čuguna sakausējuma savienošanas ar tēraudu ar karstu un puskarstu metodi, ir svarīgi ievērot seguma zonas dzesēšanas režīmu. Šuve tiek periodiski uzkarsēta, lai tā pakāpeniski atdziest
Ar pēkšņu dzesēšanu čuguna sakausējums saplaisā no tā izrietošo iekšējo spriegumu dēļ.
Elektrodu izvēle
Izmantojiet īpašus, kuriem ir:
- viegla aizdedze palaišanas laikā;
- zema iespiešanās spēja;
- augsts nogulsnēšanās ātrums;
- iegūtās lodītes cietība.
Krievijas zīmoli:
- TsCh-4 - daudzfunkcionālas ar celulozes pārklājumu raksturo stabila degšana, laba virsma;
- OZCH-2, OZCH-25 - izmanto plānsienu elementu metināšanai, tie neizdeg cauri metāliem lielā dziļumā;
- MNP-2, OZZHN-2 izmanto tikai čuguna detaļu karstai savienošanai ar metāliem.
Importēts, izmantots kritiskām šuvēm:
- Zeller 866, Zeller 855 - universāls, viņi vāra čugunu ar dzelzi bez iepriekšējas uzsildīšanas;
- Ficast NiFe - izveido savienojumus, kas darbojas stabili lieces, vērpes.
Svarīgs!
Pirms darba ir svarīgi elektrodus labi nosusināt, sasildīt, tie tiek uzkarsēti no 160 līdz 300 ° C. Bet no iepakojuma tiek ņemti tikai daži gabali - atkārtoti žāvējot un karsējot pārklājums sadrūp
Argona loka metināšanas pielietojums
Ugunsizturīgu elektrodu un vara-niķeļa pildvielas stieples izmantošana dod labu rezultātu.
Kā tērauds tiek metināts ar čugunu (daži ieteikumi):
- Piedeva tiek izvēlēta atbilstoši metāla veidam un čuguna veidam. Biežāk izvēlas uz niķeļa bāzes veidotu kušņu stiepli, no kuras vispirms nosit pārklājumu.
- Argonu izmanto kā aizsargatmosfēru, tas pasargā šuvi no oksidēšanās.
- Darbam tiek izvēlēti ugunsizturīgi volframa elektrodi.
- Darbam ar plānsienu elementiem pieredzējuši metinātāji stieples vietā izmanto mazus plānus čuguna gabalus.
- Savienojumiem, kuriem ir tikai statiskā slodze (saspiešana), var izmantot niķeļa sakausējumus. Tie labi pielīp visu kategoriju tēraudiem.
Svarīgi punkti čuguna un tērauda metināšanas procesā
- Darbs tiek veikts zemā stāvoklī.
- Veltnis tiek izgatavots ātri, neradot plašu kausējuma baseinu.
- Pelēkais čuguns tiek pagatavots sliktāk, tas ir jāuzsilda, pēc tam tiek nogulsnēts niķeli saturošs slānis. Tad savienojums būs stiprs.
- Ar leģētiem tēraudiem čuguns veido vaļīgu šuvi, tam jābūt labi kaltam.
- Ir nepieciešams pagatavot šuvi vienmērīgi, bez asām svārstībām ar turētāju.
Kā metināt čugunu ar metālu ar elektrisko metināšanu Saite uz galveno publikāciju
Mēs pievienojamies polipropilēnam

Polipropilēna savienošanas metodes ir pilnībā atkarīgas no izstrādājumu diametra. Tātad caurules ar diametru līdz 63 mm tiek savienotas ar ligzdas metināšanu vai ligzdā. Lielāka diametra caurules tiek savienotas ar sadurmetināšanu.Tajā pašā laikā ir vērts atcerēties, ka ar manuāla lodāmura palīdzību lodēšanu var veikt tikai caurulēm ar diametru līdz 40 mm. Lielie elementi tiek lodēti uz profesionālas centrēšanas iekārtas.
Polipropilēna cauruļu metināšanas temperatūra ir 220-230 grādi.
Lodēšanas tehnoloģija izskatās šādi:
- Caurules sagriež vajadzīgajos segmentos;
- Polimēra malas ir rūpīgi attaukotas;
- Nākamā segmenta malai tiek uzlikta atzīme, kuras garums būs par 2 mm garāks nekā kontaktligzdas dziļums;
- Abi savienojamo izstrādājumu gali saskaras ar lodāmuru (caurule tiek ievietota sprauslā, un tai tiek uzlikta ligzda);
- 3-5 sekundes uzsildītie elementi tiek savienoti līdz pieturai un pilnībā atdzesēti.
PP caurules var savienot arī, izmantojot kompresijas veidgabalus.
Gludu čuguna cauruļu pieslēgšana
Cauruļvadu var izveidot ne tikai ar čuguna ligzdas caurulēm: bieži tiek praktizēta gludu konstrukciju izmantošana. Kā šajā gadījumā savienot čuguna cauruli ar tērauda cauruli? Šeit savienošanai būs nepieciešama dažādu ierīču klātbūtne: pirmkārt, mēs runājam par sakabēm, segliem, krustiem, līkumiem. Kurš variants būs vispiemērotākais, nosaka cauruļvada diametrs un dokstacijas veids.
Visbiežāk tam tiek izmantoti vienas no šķirņu čuguna caurules savienojumi:
- Cilindrs. Piemērots tāda paša diametra cauruļu savienošanai. Visbiežāk šāds veidgabals ir aprīkots ar vītni.
- Divu cilindru. Tos izmanto gadījumos, kad savienoto cauruļu diametrs atšķiras. Šādas sakabes iekšpusē ir arī vītne.
- Futorki. Šis veidgabals ir aprīkots gan ar iekšējām, gan ārējām vītnēm, ko galvenokārt izmanto apkures sistēmās.
Sajūgs ir ļoti viegli lietojams. Pirmais solis ir marķēšana, kuras laikā tiek noteikts katras caurules iegremdēšanas līmenis armatūras iekšpusē
Šajā gadījumā ir svarīgi panākt galu savienojumu precīzi savienojuma centrā. Noblīvējiet savienojumu starp diviem īpašiem hermētiķiem
Bieži vien cauruļvadam ir noteikts ieguldīšanas leņķis vai atzarojumi. Šajā gadījumā palīgā nāk citi piederumi. Jūs varat savienot čuguna kanalizācijas caurules leņķī, izmantojot līkumus. Pēc izskata tie ir caurules gabali, kuriem ir noteikts lieces leņķis (10, 15, 30, 60 un 90 grādi).

Čuguna un tērauda caurules var savienot arī ar šādām ierīcēm:
-
Tee
. Ļauj savienot trīs cauruļvadu līnijas vienlaikus. Visbiežāk tas tiek novietots vietā, kur kanalizācijas dakšas. -
krusts
. Ļauj savienot četras caurules vienlaikus. -
Seglu
. To izmanto, ja maģistrālajai līnijai ir pievienota mazāka diametra caurule. Visbiežāk šādā veidā tiek savienotas brīvi stāvošas santehnikas ierīces.
Šo ierīču galus var aprīkot ar rozetēm vai taisnām sekcijām. Savienojumu blīvēšana tiek veikta ar dažādiem hermētiķiem un taukiem.


