PP metināšanas tehnoloģiskais process
Polipropilēna cauruļu metināšana balstās uz šāda veida plastmasas spēju mīkstināt, uzkarsējot līdz noteiktai temperatūrai, iegūstot mīkstajam plastilīnam līdzīgu stāvokli. Ciešā saskarē starp divām izkusušām daļām notiek materiālu savstarpējas iespiešanās (difūzijas) process, kā rezultātā veidojas stiprs savienojums, kas ar izturību neatpaliek no holistiskas struktūras.
Ir divi galvenie veidi, kā savienot polipropilēna caurules: sadursme un savienojums. Pirmajā variantā detaļu galus vienlaikus silda ar speciālu disku lodāmuru, pēc kura tie tiek savienoti kopā, šo tehnoloģiju plaši izmanto, savienojot liela diametra caurules rūpnieciskajā celtniecībā.
Lietojot būvniecības nozarē maza diametra (līdz 63 mm) polipropilēna cauruļu ūdens un siltumtīklu ieguldīšanai, sadursmes metode ir absolūti nepiemērota šādu iemeslu dēļ:
- var realizēt tikai viena diametra polipropilēna cauruļu metināšanu;
- pēc dokošanas cauruļvada iekšpusē veidojas izliekta šuve, kas samazina caurbraukšanas kanāla šķērsgriezumu - tas ievērojami palielina maza diametra cauruļvada hidraulisko pretestību un samazina tā izmantošanas efektivitāti, palielina aizsprostojumu iespējamību.
- savienojumam ir mazāka izturība nekā savienojumam.
Lodēšanas tehnoloģija, izmantojot savienojumus, sastāv no pārejas elementa izmantošanas cauruļu savienošanai (parastās viena slāņa PP caurules segments) ar iekšējo diametru, kas atbilst savienojamo cauruļu segmentu ārējam diametram. Lai veiktu darbu ar īpašu lodāmuru, vienlaikus tiek uzkarsēta caurules ārējā virsma un iekšējā pārejas uzmava, pēc kuras detaļas tiek ātri savienotas manuāli. Līdzīga procedūra ar uzmavas un ārējā cauruļveida apvalka sildīšanu tiek veikta ar otro savienoto segmentu. Skaidrs, ka pēc ievietošanas sakabē abu cauruļu posmu gali ir gandrīz savienoti no gala līdz galam bez izliektas šuves, un, ja tiek izmantots dažāda diametra adapteris, tad var savienot jebkura izmēra cauruļvadus.

Rīsi. 5 Plastmasas cauruļu lodēšana - tehnoloģisks process
Kāds ir polipropilēna cauruļu kalpošanas laiks, kādu temperatūru tās var izturēt
Polipropilēna caurules ir sevi pierādījušas apkures sistēmās. Tie ir kļuvuši par cienīgu metāla apkures cauruļvadu nomaiņu.
Polipropilēna cauruļu kalpošanas laiks nav mazāks par metāla cauruļu kalpošanas laiku.
PP caurules nebaidās no korozijas, izturīgas pret ķimikālijām, kuras tiek izmantotas ikdienā, turklāt, ūdenim sasalstot, tās nesabrūk. Tāpēc polipropilēna caurules apkures sistēmās var izmantot 25 gadus, bet aukstā ūdens cauruļvados apmēram 50 gadus.
Polipropilēna ūdens apgādes sistēmas izturību un uzticamību nodrošina arī to savienošanas metode. To veic ar metināšanu. Tas nodrošina stingrību un spēku. Darbības laikā nav nepieciešams pastāvīgi pievilkt savienojumus, kā tas ir metāla cauruļvadu gadījumā.
Kādu temperatūru var izturēt polipropilēna caurules?
Daudziem joprojām ir aizdomas par polipropilēna caurulēm apkures sistēmās. Apskatīsim, kādu temperatūru tās var izturēt, kāds ir polipropilēna cauruļu kalpošanas laiks un vai ir iespējams tās izmantot mājas apkurei.
Materiālu, kas tiek ņemts cauruļu ražošanai, iegūst, polimerizējot polipropilēnu, piedaloties metāla katalizatoriem. Polipropilēns mīkstina +140C, šis materiāls kūst pie +175C.
Kļūst skaidrs, ka ilgstoša augstas temperatūras un pārmērīga spiediena iedarbība novedīs pie cauruļvada deformācijas.
Ražotāji garantē normālu polipropilēna cauruļu darbību apkures sistēmā pie temperatūras līdz + 95C. Bet joprojām pastāv drošības rezerve, kas ļauj īslaicīgi paaugstināt dzesēšanas šķidruma temperatūru līdz + 140 ° C. Bet bieža temperatūras paaugstināšanās līdz šai vērtībai samazinās cauruļvada kalpošanas laiku, lai gan tas pats neizkusīs.
Pērkot polipropilēna caurules, jums jāpievērš uzmanība to marķējumam. Aukstā ūdens apgādes sistēmai tiek izmantotas caurules no polipropilēna PN10 līdz PN25
Caurules PN20 var izmantot līdz +60C, savukārt PN25 caurules var izmantot, ja dzesēšanas šķidruma temperatūra ir līdz +95C.
Kādu spiedienu var izturēt dažāda veida polipropilēna caurules?
Daudzi pircēji, kuri nolemj uzstādīt polipropilēna cauruļvadu aukstā ūdens apgādei vai apkurei, interesējas par to, cik lielu spiedienu viņi var izturēt. No tā būs atkarīgs polipropilēna cauruļu kalpošanas laiks. Šis jautājums ir ļoti svarīgs. Tā kā spiediens santehnikas sistēmā vai apkures sistēmā, ko polipropilēns piedzīvo visā tā lietošanas laikā, ietekmē izstrādājuma kalpošanas laiku. Ja cauruļvadam ir pastāvīgi augsta temperatūra, bet zems spiediens (vai otrādi), tad caurule kalpos ilgu laiku. Bet, ja sistēmā vienlaikus ir augsts spiediens un augsta temperatūra, tad kalpošanas laiks tiks krasi samazināts.
Lai cauruļvads kalpotu ražotāja solītos 50 gadus, ir nepieciešams, lai spiediens sistēmā būtu 4-6 atmosfēras, un dzesēšanas šķidruma temperatūra nepārsniegtu 75 grādus.
Polipropilēna caurules apkures sistēmā
Polipropilēna caurules tagad ir diezgan populārs materiāls apkures sistēmas uzstādīšanai. Tie ir izturīgi pret deformāciju, nodilumu, un tiem ir raksturīga zema skābekļa caurlaidība. Turklāt tie lieliski iztur temperatūru ar mīnusu, nebaidās no sasalšanas ūdens.
Bet, izvēloties tos, jums jāņem vērā šādi punkti:
Polipropilēna caurules ir stingras, neliecas. Lai izveidotu kontūras vai pagriezienus, jums ir jāizmanto stūri, kas ne vienmēr ir ērti.
Polipropilēna caurulēm veidgabali tiek ražoti ar lielu šķērsgriezumu, salīdzinot ar citu sistēmas elementu veidgabaliem, piemēram, radiatoriem. Šis apstāklis negatīvi ietekmē sistēmas izskatu.
Sildot, polipropilēns stipri stiepjas
Ja sistēma ir veidota atvērtā veidā, tad tā izskatās neglīta cauruļu nokarāšanas dēļ.
Montāžas laikā ir svarīgi nepārkarst caurules, jo caurlaide var samazināties, kad caurules tiek ievietotas veidgabalos. Šāda uzstādīšanas kļūda novedīs pie sliktas apkures sistēmas darbības.
Aprīkojot apkures katlus, nav ieteicams izmantot polipropilēna caurules. Katlu telpās bieži mainās cauruļu temperatūra, savukārt polipropilēns nav piemērots materiāls šādiem apstākļiem.
Ņemot vērā visus iepriekš aprakstītos negatīvos punktus, polipropilēna caurules apkures sistēmām ir labs risinājums.
Kādu temperatūru var izturēt polipropilēna caurules?
Lai noteiktu polipropilēna caurules mērķi pēc izskata, ir īpašs marķējums. Papildus ražotājam un zīmola nosaukumam caurulei tiek piemērota vispārpieņemtā klasifikācija.
- polipropilēna modifikācijas nosaukums;
- standarta proporcionālā attiecība;
- nominālais ārējais diametrs un sienas biezums;
- nominālais spiediens;
- ražotāja standartiem.

PP cauruļu maksimālā temperatūra ir 95 ° C. Tas, iespējams, ir vienīgais polipropilēna trūkums, tas neiztur augstu temperatūru. Pie t 140° materiāls kļūst mīksts un viegli deformējas, un kūst pie 175°.
Temperatūra apkures sistēmās arī nav paredzēta šādiem indikatoriem, tāpēc PP caurules ir diezgan piemērotas to izmantošanai siltuma cauruļvados.
Īstermiņa temperatūras rādītāju paaugstināšanās reti izraisa atteici, taču ir svarīgi ņemt vērā, ka, ja caurules tiek darbinātas 100 ° temperatūrā, to kalpošanas laiks ievērojami samazinās. Ražotāja deklarētie 50 gadi reāli var pārvērsties par pusotru gadu, jo izturība ir atkarīga ne tikai no tā tehniskajiem parametriem, bet arī no ekspluatācijas apstākļiem
Ražotāja deklarētie 50 gadi faktiski var pārvērsties par pusotru gadu, jo izturība ir atkarīga ne tikai no tā tehniskajiem parametriem, bet arī no ekspluatācijas apstākļiem.
Nianses, lodējot polipropilēna caurules
Propilēna cauruļu lodēšanai ir nepieciešamas noteiktas prasmes un pieredze; veicot darbu, nepieredzējušiem uzstādītājiem jāņem vērā dažas nianses:
- Polipropilēna caurulēm, kas pastiprinātas ar iekšējo alumīnija apvalku, nepieciešams nedaudz ilgāks sildīšanas laiks, ko var noteikt eksperimentāli, veicot eksperimentus par īsu griezumu savienošanu.
- PP caurulēm, kas pastiprinātas ar alumīniju, kas atrodas zem plānas polipropilēna ārējā apvalka, ir jāsagatavo lodēšanai, ir nepieciešams noņemt šo alumīnija slāni līdz savienojuma dziļumam ar veidgabalu, lai folija netraucētu lodēšanai. Lai to izdarītu, izmantojiet īpašu ierīci noņemšanai - skuvekli, kas ražots vairākās versijās: manuāla un urbjmašīna. Ja jums ir jāsaskaras ar alumīniju pastiprinātu PP cauruļu uzstādīšanu lielos apjomos, labāk ir iegādāties uzgali urbjam (skrūvgriezim) - alumīnija slāņa noņemšana, to lietojot, notiek ātrāk un kvalitatīvāk nekā perforējošs modelis.
- Ja alumīnija stiegrojums atrodas vidū starp caurules iekšējo un ārējo sienu, parasti pieredzējuši metinātāji cauruli netīra. Bet, ja pieredze nav pietiekama, tad iekšējai stiegrošanai ieteicams izmantot sloksnes - trimmerus. To dizains atšķiras no iepriekš minētajiem skuvekļiem ar nazi, kas no caurules gala nogriež foliju no iekšpuses.

Rīsi. 13 No augšas ar foliju pastiprinātu PP cauruļu lodēšanas secība
- Tie neattīra savienoto detaļu caurules apvalku no netīrumiem - šī kļūda noved pie sliktas polipropilēna difūzijas un tālākas savienojuma spiediena samazināšanas.
- Nevar izturēt 90 grādu griezumu. Kļūda noved pie tā, ka tad, kad cauruļu daļas tiek ievietotas apkures sprauslās, tās nav pilnībā iegremdētas un uzstādīšanas laikā starp to galiem veidojas pārāk liels attālums - tas vājina savienojumu un noved pie netīrumu uzkrāšanās sildīšanas sprauslās. izveidota rieva.
- Caurules sakabē ir savienotas pārāk cieši vai nav pietiekami dziļi, pirmajā gadījumā savienojuma vietā veidojas iekšējā vārpsta, kas samazina caurbraukšanas kanāla diametru. Ja caurules savienojumā ir novietotas pārāk tālu viena no otras, izveidosies iekšēja rieva un savienojuma stiprības raksturlielumi pasliktināsies.
- Savienojot detaļas, neievērojiet taisnu leņķi. Ja nav vadības instrumenta, iesācējam uzstādītājam ir diezgan grūti uzturēt taisnu leņķi vai, pareizāk sakot, savienojuma izlīdzināšanu, deformācijas nelabvēlīgi ietekmē savienojumu kvalitāti un apgrūtina garu daļu uzstādīšanu iepriekš izgrieztā veidā. taisnas rievas.
- Nepietiekami sakarsušas vai pārkarsētas daļas. Pirmajā gadījumā difūzija būs nepietiekama, savienojums vēlāk atslāņosies un parādīsies sūce, pārkarstot cauruļu korpusiem, iekšpusē parādīsies virsma, kas sašaurina caurumu.
- Metināšanas procesa laikā pagrieziet vai labojiet detaļu stāvokli. Šis tehnoloģijas pārkāpums izraisa turpmāku savienojuma spiediena samazināšanos.
- Neievērojiet laika intervālus lodēšanas, dokošanas laikā. Atkāpes no ieteicamajām tabulā norādītajām vērtībām izraisa defektus cauruļu apvalku pārkaršanas vai pārkaršanas veidā, to atslāņošanos un attiecīgi nekvalitatīvu detaļu savienojumu.

Rīsi. 14 Kā nemetināt polipropilēna caurules
Kāpēc nepieciešama cauruļu pastiprināšana
Lai nodrošinātu pietiekamu siltuma līmeni dzīvokļos, ir jāieslēdz atgaitas cauruļvads un jāpaaugstina ūdens temperatūra līdz 10 ° C. Pie ciešas darba temperatūras vienkāršas polipropilēna caurules sāk zaudēt savas īpašības un turklāt lineāra. ir iespējama to izmēru paplašināšana.
Ieguldot cauruļvadus ar augstu temperatūru betona klona klājumā, tas ir īpaši svarīgi.Ir iespējama betona plaisāšana un visas apkures sistēmas pārrāvums
Lai samazinātu šo efektu un pilnībā to novērstu, tiek pastiprinātas polipropilēna caurules.
Armatūra ir izstrādājuma pamatmateriāla nestspējas nostiprināšana ar citu materiālu ar augstāku stiprības līmeni. Tādējādi tiek palielināta spēja izturēt galējās temperatūras. Pastiprinātās caurules pilnībā atbilst apkures sistēmas standartiem un nedeformējas, kad tas ir ievērojami palielināts.
Polipropilēna cauruļu pastiprināšanai tiek izmantoti materiāli:
- alumīnija folija, kas uzklāta uz virsmas;
- iekšējais alumīnija slānis, kas atrodas gar visu caurules diametru, tuvāk ārējai virsmai;
- stikla šķiedras iekšējais slānis;
- iekšējais slānis, kas apvieno šķiedru un stiklšķiedru.
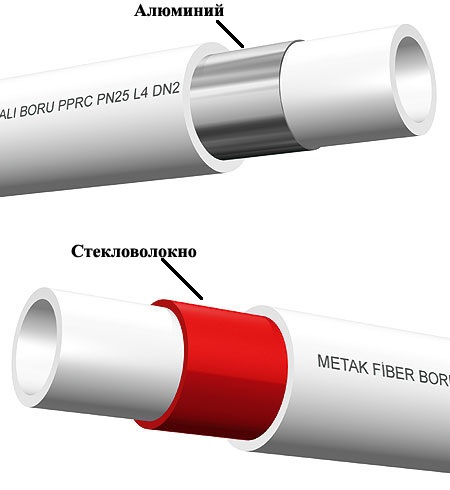
Alumīnijs un stikla šķiedra maksā apmēram tikpat. Cena galvenokārt ir atkarīga no pašas caurules parametriem un ražotāja. Tomēr stikla šķiedras stiegrojumam ir vairākas priekšrocības salīdzinājumā ar alumīniju:
- uzstādīšanas laikā nav nepieciešama caurules malas tīrīšana;
- īss savienojumu lodēšanas laiks (kā nepastiprinātajās caurulēs);
- nav iekšējas atslāņošanās stikla šķiedras saplūšanas dēļ polipropilēnā;
- palielina produkta izturību.
Stikla šķiedrai ir tikai viens trūkums - ar stiklšķiedru pastiprinātām caurulēm lineārā termiskā izplešanās ir par 6% lielāka nekā ar alumīniju pastiprinātām caurulēm.
Soli pa solim instrukcijas polipropilēna cauruļu lodēšanai
Viena no galvenajām priekšrocībām polipropilēna cauruļu savienošanai ar lodēšanu ir uzstādīšanas darbu ātrums, dokošanas process un gatavība tālākai cauruļu uzstādīšanai ar visizplatītāko diametru 25 mm aizņem ne vairāk kā 15 sekundes. Lai veiktu darbu bez liekām laika izmaksām, viņi atbildīgi veic visas sagatavošanas darbības un pēc tam montē cauruļvadu, stingri ievērojot darbības tehnoloģisko procesu.

Rīsi. 9 Instruments, ko izmanto PP cauruļu metināšanai
1. Instrumentu un piederumu sagatavošana
Pirms polipropilēna cauruļu lodēšanas tiek sagatavoti komponenti: cauruļu segmenti, tee, līkumi, savienojumi, adapteri no plastmasas uz metālu, vārstu slēgvārsti.
Lai veiktu darbu, jums būs nepieciešams lodāmurs un sprauslu komplekts, kā arī palīginstrumenti, daži no tiem ir iekļauti ierīces komplektācijā:
- Cauruļu griezējs, parasti cauruļu griešanai tiek izmantotas šķēres ar maksimāli pieļaujamo griešanas diametru 40 mm, lielākiem izmēriem tiek izmantotas jaudīgākas šķēres vai rullīšu griezēji.
- Mērlente, marķieris vai zīmulis garuma atzīmēšanai uz cauruļveida apvalka.
- Cimdi, lai aizsargātu rokas no apdegumiem darba laikā.
- Līmenis horizonta pārbaudei, uzstādot ūdens izvadus.
- Skrūvgriezis vai sešstūra uzgriežņu atslēga, lai nostiprinātu sildīšanas gludekļa stiprinājumus.

Rīsi. 10 PP metināšanas galvenie posmi
2. Marķēšana un griešana
Darba ērtībai tie atbrīvo vietu telpas vidū un novieto galdu ērtā augstumā, visi elementi tiek izlikti pa telpas perimetru saskaņā ar shēmu, pēc tam tie sāk secīgu griešanu ar lodēšana. Ja cauruļvads iet pa telpas perimetru, ieklāšana sākas no gala sienas - ērtāk ir veikt uzstādīšanu. Darbs tiek veikts šādā secībā:
- Izmēriet vajadzīgo caurules posmu un ar marķieri vai zīmuli uzlieciet atzīmi uz tās virsmas, atkāpjoties no attāluma beigām, ņemot vērā sildīšanas dziļumu.
- Izgrieziet cauruli ar šķērēm polipropilēna caurulēm, cenšoties precīzi saglabāt 90 grādu leņķi. Ja instruments ir asi uzasināts, uz iekšējām sienām neveidosies urbums un caurule saglabās savu ģeometriju.
- Ja caurulei galā ir nelieli izciļņi vai izciļņi, tad principā tā nav liela problēma, jo, cauruli sildot, tās joprojām izkusīs.

Rīsi. 11 PP cauruļu lodēšana - galvenie soļi
3. Lodēšana
Polipropilēna lodēšanai galvenokārt tiek izmantoti lodāmuri ar plakanu gludekli, darbs tiek veikts šādā secībā:
- Savienojiet divas sprauslas daļas ar skrūvi ar sešstūra atslēgu pie ierīces, pievienojiet to tīklam un ieslēdziet sildelementu vai abus sildelementus, nospiežot taustiņus.
- Nepieciešamais temperatūras indikators tiek iestatīts ar termostatu, standarta temperatūra polipropilēna cauruļu lodēšanai parasti tiek iestatīta uz 260 ° C.
- Pēc tam, kad indikators maina krāsu uz zaļu, kas signalizē, ka sildelements ir sasniedzis iestatīto sildīšanas temperatūru, sākas lodēšana. Sākumā labāk ir veikt izmēģinājuma darbus pie īsiem cauruļu griezumiem, pēc optimālā turēšanas laika noteikšanas (šim nolūkam tiek izmantota polipropilēna cauruļu lodēšanas tabula), tiek uzsākta galvenā cauruļvada metināšana.
- Savienojamo detaļu ārējās vai iekšējās virsmas vienlaikus tiek ievietotas no abām pusēm apsildes piedurknēs, cenšoties noturēt detaļu stingri horizontālu stāvokli, lai noturētu īso piedurkni, tiek izmantoti cimdi, kas nāk komplektā. Pēc noteikta laika detaļas tiek ātri izņemtas no lodāmura un savienotas viena ar otru stingri fiksētā stāvoklī, cenšoties noturēt tās uz vienas ass atvēlēto laiku.
- Pēc dzesēšanas laika beigām montāža ir gatava turpmākai darbībai - otrās caurules daļas lodēšanai savienojumā.

Rīsi. 12 Skuvekļi PP cauruļu ārējā stiegrojuma noņemšanai un to izmantošanas piemērs