Cinka cauruļu metināšanas iezīmes
Izlemjot, ar kādiem elektrodiem gatavot cinkošanu, izvēlieties vajadzīgo zīmolu, pamatojoties uz metinātā izstrādājuma darbības apstākļiem turpmākās lietošanas laikā. Metināšana neatšķiras no parastās metināšanas, izņemot dažas nianses:
- Temperatūras ietekme uz cinka slāni noved pie tā izdegšanas, veidojoties toksiskām gāzēm, tāpēc metināšanas procesā ir jāievēro drošības pasākumi - jāizmanto plūsmas ventilācija un jāpasargā elpošanas orgāni no gāzēm.
- Pirms darbu veikšanas ir jāveic pārbaudes metināšana īsos cauruļu posmos, lai izvēlētos elektrodus un optimālo barošanas režīmu.
- Lai sadedzinātu cinku, ir nepieciešama papildu enerģija, tāpēc strāva uz metināšanas iekārtas tiek iestatīta par 10% lielāka nekā metinot nepārklātu tēraudu.
- Labāku šuvi iegūst, izmantojot rutila elektrodus (tas ir labi zināms), metinot ar elektrodiem ar pamata pārklājumu, cinks vēl vairāk pasliktina šuves kvalitāti, padarot tā malu malas saplēstas un nelīdzenas. Tāpēc pirms metināšanas ar elektrodiem ar galveno pārklājumu ieteicams sagatavot nākotnes savienojuma vietu - noņemt cinka pārklājumu ar skābi vai abrazīviem materiāliem.

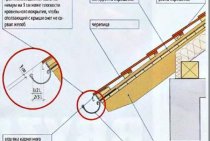
Rīsi. 13 Virsmas apstrāde ar cinka krāsu aizsardzībai pret koroziju
Metināšanas īpatnības
Tiešā tehnoloģiskā karte cinkotu cauruļu metināšanai paredz noteiktus darba un darba plūsmas parametrus, kuriem jāatbilst normatīvajiem aktiem. Metināšanas procesā jāparedz noteikti raksturlielumi, kuru mērķis ir novērst cinkotā pārklājuma virsmas bojājumus tehnoloģiskās metināšanas laikā. Tādējādi cinkotu cauruļu elektriskā metināšana ietver īpašas plūsmas uzklāšanu uz cinkota pārklājuma virsmas. Tas novērsīs cinka izdegšanu metināšanas laikā.
 Cinkotu cauruļu metināšana
Cinkotu cauruļu metināšana
Saskaņā ar cinkoto cauruļu metināšanas procedūru kopuzņēmums paredz šādas darbības:
- Metināšanas vietā tiek uzklāts kušanas maisījums, kuram ir šķidri viskozs tehnoloģiskais stāvoklis.
- Metināšanas procesā plūsmas savienojums pāriet citā struktūrā, kamēr notiek kušana, un plūsma neizdala sadegšanas produktus un neiztvaiko, bet cinkotu cauruļu metināšana ir kaitīga veselībai, neizmantojot īpašas aizsargierīces. metināšanas iekārtu operators.
- Tehnoloģiskās metināšanas beigās tiek iegūta ideāli vienmērīga un izturīga šuve krustojumā. Virsma ir pilnībā aizsargāta no korozijas procesu parādīšanās nākotnē.
https://youtube.com/watch?v=QFoiF2vXzVE
Kā pareizi metināt caurules ar elektrisko metināšanu soli pa solim
Elektrodu izvēle Metināto šuvju un cauruļu savienojumu šķirnes Priekšdarbs ar daļāmMetināšanas processElektriskās metināšanas smalkumiSavienojumu montāža Darbs ar rotējošiem un fiksētiem savienojumiem Savienojumu uzticamības pārbaudeDrošības noteikumi, strādājot ar metināšanas iekārtu
Mājturības procesā nereti ir gadījumi, kad no parastām caurulēm vai profiliem nepieciešams uzbūvēt kādu konstrukciju. Bieži vien šiem nolūkiem tiek izmantotas vieglas un viegli uzstādāmas plastmasas caurules, kā arī tērauda izstrādājumi ar vītņotiem stiprinājumiem. Taču šajā rakstā aplūkosim, kā pareizi piemetināt cauruli apkurei vai citām nepieciešamām sistēmām jūsu mājās, jo iepriekš minētās iespējas ne vienmēr ir pieņemamas un piemērotas.
Elektrodu izvēle
Pirmā lieta, kas jums jāveic apkures cauruļu vai citu konstrukciju metināšanas darbiem, ir elektrodi. No šī palīgmateriāla kvalitātes būs atkarīga ne tikai iegūto metināšanas šuvju uzticamība un sistēmas hermētiskums, bet arī darba veikšanas process.
Ar elektrodu saprot plānu tērauda stieni ar īpašu pārklājumu, kas nodrošina stabilu loku cauruļu elektriskās metināšanas procesā un ir iesaistīts metinājuma veidošanā, kā arī novērš metāla oksidēšanos.
Atkarībā no serdes veida ir šādi elektrodi:
- Ar nekušanas centru. Šādu izstrādājumu materiāls ir grafīts, elektriskās ogles vai volframs.
- Ar kausēšanas centru. Šajā gadījumā kodols ir stieple, kuras biezums ir atkarīgs no metināšanas veida.
Attiecībā uz ārējo apvalku daudzi tirgū atrodamie elektrodi ir jāsadala vairākās grupās.
Tātad pārklājums var būt:
- Celuloze (C pakāpe). Šos izstrādājumus galvenokārt izmanto metināšanas darbiem ar lielu sekciju caurulēm. Piemēram, cauruļvadu ierīkošanai gāzes vai ūdens transportēšanai.
- Rutilskābe (RA). Šādi elektrodi ir optimāli piemēroti metāla cauruļu metināšanai apkurei vai santehnikai. Šajā gadījumā metinātā šuve ir pārklāta ar nelielu izdedžu slāni, ko viegli noņemt, piesitot.
- Rutils (RR). Šāda veida elektrods ļauj iegūt ļoti precīzas metināšanas šuves, kā arī ļoti viegli tiek noņemti darbības laikā izveidotie izdedži. Pārsvarā šādus elektrodus izmanto stūra savienojumu vietās vai metinot otro vai trešo slāni.
- Rutila celuloze (RC). Šādi elektrodi var veikt metināšanu absolūti jebkurā plaknē. Jo īpaši tos ļoti aktīvi izmanto, lai izveidotu garu vertikālu šuvi.
- Pamata (B)
Metināto šuvju un savienojumu šķirnes
Tērauda cauruļu metināšanu veic ar metināšanas iekārtu, izmantojot kausēšanas metodi. Metināšanas iekārta veido līdzstrāvu no maiņstrāvas un ar elektriskā loka palīdzību uzsilda produkta lokālo zonu līdz vajadzīgajai temperatūrai. Elektriskā loka veidošanās notiek uz metāla stieņa (elektroda). Vietā, kur darbojas loks, veidojas īpaša atmosfēra, kas, metālam kūstot, neļauj tam oksidēties. Pateicoties augstas kvalitātes metinātajai šuvei, noplūdes ir pilnībā izslēgtas, jo savienojums ir noslēgts.
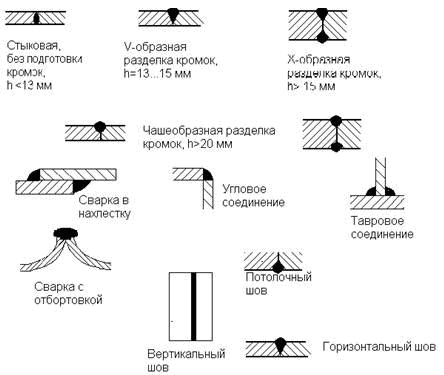
Ir daudz veidu, kā šūt. Kuru metodi izvēlēties, ir atkarīgs no cauruļu biezuma un materiāla, no kura tās izgatavotas. Galvenie šuvju veidi:
- Vērsī;
- dibens;
- pārklāšanās;
- leņķisks.
Ir svarīgi arī apsvērt cauruļu atrašanās vietu viena pret otru:
- apakšējā šuve. Metināšanas laikā elektrods tiek novietots virs savienojamajiem elementiem. Izmantojot šo metodi, metinātājs var skaidri redzēt visas metinātās vietas, tāpēc šī metode ir visērtākā.
- Griestu šuve. Elektrodu novieto zem metināmā elementa. Šajā gadījumā operators paceļ roku uz augšu un tur virs galvas, tāpēc šī metode tiek izmantota tikai remonta laikā vai nomainot deformētu caurules posmu. Sakārtojot jaunu sistēmu, tā netiek izmantota.
- vertikāla šuve. Šo savienojuma metodi izmanto, ja 2 caurules atrodas horizontāli. Metinātājs pārvieto elektrodu uz augšu un uz leju un no apakšas uz augšu (vertikālā virzienā).
- Horizontālā šuve. Bieži vien horizontālie savienojumi padara apkures un santehnikas sistēmu uzstādīšanu. Šajā gadījumā abas caurules atrodas vertikālā stāvoklī.
Vai ir iespējams metināt cinkotas caurules
Cauruļvadu montāžas noteikumus nosaka GOST. Tomēr standarta prasības nav piemērotas darbam ar cinkotajām caurulēm. Cinka aizsargslānis vārās 906 grādu temperatūrā pēc Celsija. Tomēr pamatne ir jāuzsilda līdz 1200 grādiem.Sakarā ar to tika ieviesti jauninājumi, saskaņā ar kuriem tika norādīti divi iespējamie problēmas risināšanas veidi:
- Metināšana, izmantojot plūsmu. Kompozīcijā nedrīkst būt sastāvdaļas, kas izšķīst ūdenī.
- Samazināts metināšanas laiks. Tātad cinkam nebūs laika iztvaikot. Lai ātrāk pabeigtu darbu, jums ir jāpalielina temperatūra, izmantojot pašreizējo regulatoru.
Metodi izvēlas atkarībā no situācijas, tehniskajām prasībām.