Saturs
-
1. slaids
Students: Plehanovs A.G.
Grupa: ZOSb-0901
Lektors: Gončarovs V.S. -
2. slaids
-
3. slaids
Notekūdeņu attīrīšanas ķīmiskās metodes ietver neitralizāciju, oksidēšanu un reducēšanu. Tos izmanto šķīstošo vielu noņemšanai un slēgtās ūdens apgādes sistēmās. Ķīmisko attīrīšanu dažreiz veic kā iepriekšēju bioloģisko attīrīšanu vai pēc tās kā notekūdeņu pēcattīrīšanas metodi.
G
-
4. slaids
Minerālskābes vai sārmus saturošus notekūdeņus pirms novadīšanas ūdenstilpēs vai pirms izmantošanas tehnoloģiskajos procesos neitralizē. Ūdeņi ar pH = 6,5 ... 8,5 tiek uzskatīti par praktiski neitrāliem.
Neitralizāciju var veikt dažādos veidos: sajaucot skābos un sārmainos notekūdeņus, pievienojot reaģentus, filtrējot skābos ūdeņus caur neitralizējošiem materiāliem, absorbējot skābās gāzes ar sārmainiem ūdeņiem vai absorbējot amonjaku ar skābiem ūdeņiem. Neitralizācijas procesā var veidoties nokrišņi. -
5. slaids
Bioķīmiskās metodes izmanto sadzīves un rūpniecisko notekūdeņu attīrīšanai no daudzām izšķīdušām organiskām un dažām neorganiskām (sērūdeņradis, sulfīdi, amonjaks, nitrīti) vielām. Attīrīšanas process balstās uz mikroorganismu spēju izmantot šīs vielas uzturā dzīves procesā, jo organiskās vielas ir mikroorganismu oglekļa avots.
-
6. slaids
6.3.2. Notekūdeņu piesārņojošo vielu oksidēšana
Notekūdeņu attīrīšanai izmanto šādus oksidētājus; gāzveida un sašķidrināts hlors, hlora dioksīds, kalcija hlorāts, kalcija un nātrija hipohlorīti, kālija permanganāts, kālija dihromāts, ūdeņraža peroksīds, atmosfēras skābeklis, peroksosulfurskābes, ozons, piroluzīts u.c.
Oksidācijas procesā notekūdeņos esošie toksiskie piesārņotāji ķīmisko reakciju rezultātā pāriet mazāk toksiskos, kas tiek izvadīti no ūdens. -
7. slaids
Reducējošās notekūdeņu attīrīšanas metodes tiek izmantotas dzīvsudraba, hroma un arsēna savienojumu atdalīšanai no notekūdeņiem.
Attīrīšanas procesā neorganiskie dzīvsudraba savienojumi tiek reducēti līdz metāliskajam dzīvsudrabam, kas tiek atdalīts no ūdens ar nostādināšanu, filtrēšanu vai flotāciju. Dzīvsudraba un tā savienojumu samazināšanai izmanto dzelzs sulfīdu, nātrija borhidrīdu, nātrija hidrosulfītu, hidrazīnu, dzelzs pulveri, sērūdeņradi un alumīnija pulveri.
Visizplatītākais veids, kā atdalīt arsēnu no notekūdeņiem, ir to izgulsnēt slikti šķīstošu savienojumu veidā ar sēra dioksīdu. -
8. slaids
Dzīvsudraba, hroma, kadmija, cinka, svina, vara, niķeļa, arsēna un citu vielu savienojumu atdalīšanai no notekūdeņiem izplatītākās reaģentu attīrīšanas metodes, kuru būtība ir ūdenī šķīstošo vielu pārvēršana par nešķīstošām vielām, pievienojot dažādus reaģentus. , kam seko to atdalīšana no ūdens nokrišņu veidā.
Kalcija un nātrija hidroksīdus, nātrija karbonātu, nātrija sulfīdus un dažādus atkritumus izmanto kā reaģentus smago metālu jonu noņemšanai no notekūdeņiem. -
9. slaids
Zināmas aerobās un anaerobās bioķīmiskās notekūdeņu attīrīšanas metodes. Aerobās metodes pamatā ir aerobo organismu grupu izmantošana, kuru dzīvībai nepieciešama pastāvīga skābekļa padeve un 20...40°C temperatūra. Aerobajā apstrādē mikroorganismi tiek kultivēti aktīvās dūņās vai bioplēvē. Anaerobās attīrīšanas metodes notiek bez skābekļa piekļuves; tos galvenokārt izmanto nogulumu neitralizēšanai.
-
10. slaids
Notekūdeņu termiskās attīrīšanas metodes
Termiskās metodes neitralizē notekūdeņus, kas satur
kalcija, magnija, nātrija uc minerālsāļi, kā arī organiskās vielas
stva.Šādus notekūdeņus var neitralizēt:
- notekūdeņu koncentrācija ar sekojošu šķīduma izdalīšanos
aktīvās vielas;
— organisko vielu oksidēšana katalizatora klātbūtnē;
— organisko vielu oksidēšana šķidrā fāzē;
- ugunsgrēka likvidēšana.
Skatīt visus slaidus
Elektromehāniskā apstrāde
Elektromehāniskās apstrādes būtība ir tāda, ka caur instrumenta un sagataves saskares virsmu tiek izvadīta liela jaudas un zema sprieguma strāva. Virsmas slāņa mikroraupjumu izvirzījumi tiek pakļauti spēcīgai karsēšanai un instrumenta spēka ietekmē tiek deformēti un izlīdzināti, un virsmas slānis tiek nostiprināts, pateicoties ātrai siltuma noņemšanai metāla masā un ātrai dzesēšanai. Šajā gadījumā sildīšana līdz fāzes transformācijas temperatūrai ir nepieciešams nosacījums sacietēšanas apstrādes režīmiem.
Cietināšanas efekts tiek panākts, pateicoties tam, ka tiek realizēti īpaši ātri sildīšanas un dzesēšanas ātrumi un tiek sasniegta augsta graudu rafinēšanas pakāpe.
Elektromehānisko apstrādi raksturo šādas īpašības:
- termiskā un spēka ietekme uz virsmas slāni tiek veikta vienlaikus;
- siltuma izdalīšanās instrumenta un sagataves saskares zonā ir divu siltuma avotu - ārējā un iekšējā - darbības sekas;
- termiskais cikls (sildīšana, turēšana un dzesēšana) ir ļoti īss, un to mēra sekundes daļās.
Ir dažādi veidi, kā nodrošināt elektrisko strāvu instrumenta un sagataves saskares punktā (2. att.).
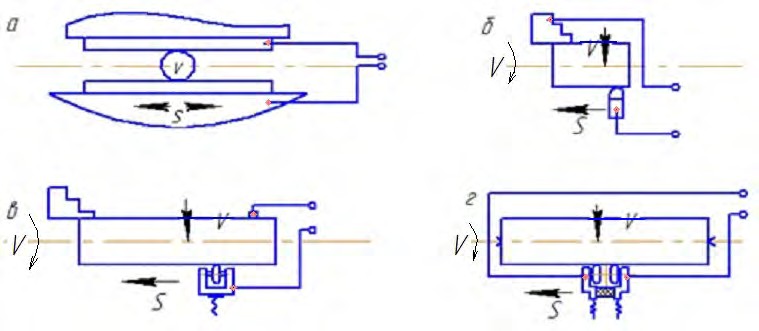
2. attēls - elektriskās strāvas padeves veidi: a - caur fiksētu kontaktu; b - caur rotējošiem aprīkojuma elementiem; iekšā - caur veltni; d - caur dubultiem veltņiem
Katrai no pašreizējām piegādes metodēm ir savas priekšrocības un trūkumi. Atkarībā no elektromehāniskās apstrādes iekārtu mērķa un veida var izmantot virpošanas, frēzēšanas, urbšanas un citas metāla griešanas iekārtas. Ir šādi elektromehāniskās sacietēšanas režīmi.
Cietināšanas režīms, kas nozīmē augstu virsmas strāvas blīvumu (700...1500 A/mm²), zemu apstrādes ātrumu (0,5...5 m/min) un zemas prasības raupjuma parametriem. Virsslānī veidojas smalki izkliedēts martensīts, un nav būtisku plastisko deformāciju.
Vidējais stiprināšanas režīms tiek veikts ar virsmas strāvas blīvumu 800 A / mm², un to raksturo ferīta-martensīta struktūras klātbūtne un ievērojamas virsmas slāņa deformācijas. Apstrādes ātrums ir aptuveni vienāds ar vai nedaudz lielāks par ātrumu cietajā režīmā.
Apdares režīmu raksturo fāzu transformāciju neesamība, zems virsmas strāvas blīvums un lieli apstrādes ātrumi (10...120 m/min). Izmanto virsmas sacietēšanai. Tas nodrošina augstu veiktspēju.
Optimālie elektromehāniskās rūdīšanas režīmi ļauj sasniegt ne tikai nepieciešamos raupjuma parametrus, bet arī iegūt pilnīgu virsmas slāņa struktūru ar paaugstinātu nodilumizturību.
Spiedes paliekošie spriegumi virsmas slānī deformācijas spēku dēļ stiprina dažādu veidu pārrāvuma slodzes. Virsmas slāņu sacietēšana palielina to izturību pret koroziju. Tas izskaidrojams ne tikai ar augsto sacietēšanas pakāpi, virsmas slāņa īpašo struktūru un dispersiju, bet arī ar šī slāņa labvēlīgo fizikālo un mehānisko īpašību kombināciju.
Saistībā ar ekspluatācijas īpašību palielināšanos ir vēlams izmantot elektromehānisko rūdīšanu plašam detaļu klāstam, kas darbojas dažādos nodiluma berzes apstākļos.
Magnētiskā abrazīvā apstrāde
Magnētiski-abrazīvās apstrādes būtība ir pielaides abrazīva noņemšana, radot magnētisko lauku tieši griešanas zonā no ārēja avota.Kā abrazīvie instrumenti tiek izmantoti: magnētiskie abrazīvie pulveri, abrazīvās suspensijas, magnētiskie reoloģiskie šķidrumi.
Metāla sagataves kustība magnētiskajā laukā ir saistīta ar mainīga virziena indukcijas strāvu parādīšanos tajā atkārtotas magnetizācijas maiņas laikā.
Abrazīvai griešanai ar šo parādību uzlikšanu ir vairākas iezīmes. Magnētiskās un elektroplastiskās iedarbības rezultātā mainās apstrādātā materiāla stiprības raksturlielumi, galvenokārt virsmas slānī. Tiek samazināti apstrādājamās virsmas griešanai un plastiskai izlīdzināšanai nepieciešamie spēki; tiek atviegloti apstākļi virsmas veidošanai ar nelieliem raupjuma parametriem un ar palielinātu gultņu laukumu.
Apstrādājamās virsmas elektriskais lādiņš pastiprina elektroķīmiskās parādības. Tas izskaidro ķīmiski un virsmaktīvās griešanas šķidrumu izmantošanas augsto efektivitāti magnētiskās abrazīvās apstrādes procesos, salīdzinot ar tradicionālajiem abrazīvās apstrādes veidiem.
Magnētiskās abrazīvās apstrādes mehāniskās īpašības ir:
- pulvera nepārtraukts kontakts ar apstrādājamo virsmu, kas ļauj palielināt ģeometrisko izmēru un formas precizitāti, kā arī samazināt cikliskās slodzes uz sistēmu “mašīna – armatūra – instruments – daļa”;
- abrazīvo graudu stingra stiprinājuma trūkums saišķī veicina griezējinstrumenta spontānu izlīdzināšanos attiecībā pret apstrādājamo virsmu;
- iespēja kontrolēt instrumenta stingrību ļauj regulēt metāla noņemšanu no formēšanas virsmas;
- saistvielas berzes neesamība uz izstrādājuma virsmas būtiski samazina temperatūru abrazīvās apstrādes zonā un raupjumu Ra no 1,25 ... 0,32 līdz 0,08 ... 0,01.
Magnētisko abrazīvo pulveri izmanto magnētiskās abrazīvās apstrādes procesos. Magnētiskais lauks tiek izveidots, izmantojot īpašus magnētiskos induktorus. Uz magnētisko induktoru aktīvās virsmas un darba spraugā pulveri notur magnētiskā lauka spēki un pulvera berzes spēki pret induktora virsmu. Spēki, kas nepieciešami abrazīvai griešanai, rodas pulvera vides saspiešanas dēļ darba zonā ar magnētiskiem spēkiem un starplikas spiedienu. Berzes spēki pulvera saskarē ar apstrādājamo priekšmetu rada papildu spiedienu pulvera vidē un tās robežās.
Magnētiski abrazīvās apstrādes shēmas ir parādītas 3. attēlā.
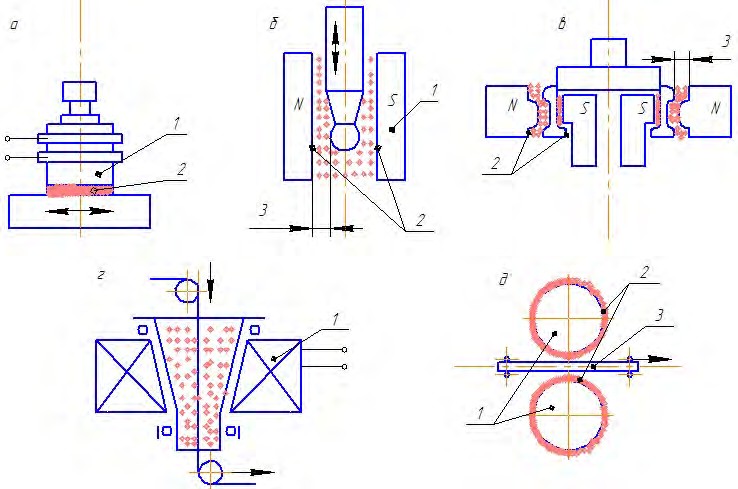
3.attēls - Magnētiski-abrazīvā pulvera apstrādes shēmas: a - plakanas virsmas; b - ārējās cilindriskās apgriezienu virsmas ar pulveri darba zonā; c - formas ārējās un iekšējās virsmas ar pulveri darba spraugās; g - stieple, velkot cauri rotējošai piltuvei; e - lokšņu materiāls; 1- magnētiskais induktors; 2 – aktīvā virsma; 3 - darba sprauga
Magnētiski abrazīvā apstrāde tiek veikta uz specializētām mašīnām, kas aprīkotas ar speciālu tehnoloģisko aprīkojumu MAO. Mašīnu konstrukcija paredz, ka ir piedziņas darba un palīgkustībām, magnētiskais induktors, pulvera tvertne ar dozatoru, ierīce darba zonas tīrīšanai no atkritumu pulvera.
Magnētiskā abrazīvā pulvera apstrāde tiek izmantota apdares tehnoloģiskajās operācijās virsmu pulēšanai, attīrīšanai no oksīda un ķīmiskajām plēvēm, mazo urbumu noņemšanai, malu noapaļošanai, apdares un rūdīšanas griešanas un štancēšanas instrumentiem.
Skatījumi:
277
Griešanas metode
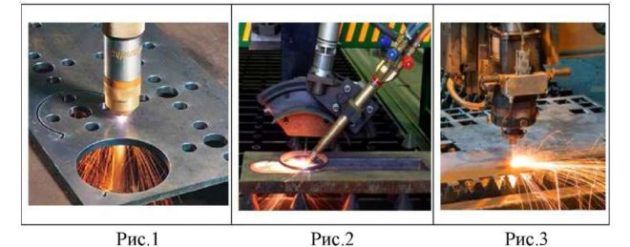
Metāla griešana ir viena no metodēm, kas ļauj mehāniski apstrādāt elementus uz dažāda veida ierīcēm. Visgrūtākais ir strādāt ar krāsainām materiāla šķirnēm, kuras ir grūti deformēt. Iepriekš to griešanai tika izmantota plazmas apstrāde. Taču līdz ar lāzera parādīšanos šī metode ir zaudējusi savu aktualitāti.
 Metāla griešanas iespējas
Metāla griešanas iespējas
Šobrīd tiek izmantots šķiedru lāzers, kas ļauj materiālu apstrādāt citos veidos, piemēram, urbjot vai gravējot. Ir vairāki metāla griešanas veidi:
- pagriešana;
- urbšana;
- ēvelēšana;
- frēzēšana;
- slīpēšana.
Virpošanas un urbšanas principi. Griežot detaļu, tās izmērs praktiski nemainās. Virpošana ietver apstrādi uz virpas vai cita veida ierīcēm, tostarp urbšanu un slīpēšanu.
 Metāla griešanas galveno veidu parametri
Metāla griešanas galveno veidu parametri
Urbšanu izmanto, lai izveidotu caurumu, kas maina detaļas izskatu. Šo mehānisko metodi var veikt jebkurā ierīcē. Galvenais nosacījums ir urbja un skrūvspīles klātbūtne, kurā ir uzstādīta sagatave.
Ēvelēšanas detaļas. Ēvelēšana tiek veikta uz speciālas ēveles, kas aprīkota ar griezēju. Šāda veida apstrādes sarežģītība ir saistīta ar nepieciešamību veikt precīzus tukšgaitas un darba gājienu aprēķinus, kas ļauj griezējam iekļūt un iziet no sagataves.
Frēzēšanas un slīpēšanas metodes. Frēzēšana ir sarežģīta mehāniska metode, ko veic ar horizontālu frēzmašīnu. Apstrādājamā detaļa tiek fiksēta uz darba virsmas un pēc tam apstrādāta, izmantojot griezēju, kas iedarbojas uz sagatavi leņķī.
Metāla slīpēšana ir pēdējais posms, kas ļauj piešķirt detaļas virsmai nepieciešamo gludumu un noņemt lieko slāni. Slīpēšanai nav nepieciešamas īpašas ierīces. Detaļas galīgo izskatu var piešķirt neatkarīgi, izmantojot slīpripu. Ražošanas apstākļos šiem nolūkiem tiek izmantotas slīpmašīnas. Cilindriskās daļas tiek apstrādātas ar rotāciju kustības ar taisnām un apļveida barība. Plakanas sagataves gadījumā metāla slīpēšana tiek veikta tikai virzienā uz priekšu.
Saistītais video: Precīza metāla apstrāde
https://youtube.com/watch?v=ZyqCmfg8aBQ
Jautājumu izlase
- Mihails, Ļipecka — Kādus diskus izmantot metāla griešanai?
- Ivans, Maskava — kāds ir metāla velmēšanas lokšņu tērauda GOST?
- Maksim, Tver — Kādi ir labākie plaukti metāla velmējumu uzglabāšanai?
- Vladimirs, Novosibirska — Ko nozīmē metālu ultraskaņas apstrāde bez abrazīvu vielu izmantošanas?
- Valērijs, Maskava — kā ar savām rokām izkalt nazi no gultņa?
- Staņislavs, Voroņeža — Kādas iekārtas izmanto cinkota tērauda gaisa vadu ražošanai?
Antimikrobiālo līdzekļu vispārīgās īpašības
Nozīmīgi
cilvēku izraisīto slimību skaits
baktērijas, vīrusi, sēnītes, spirohetas un
arī daži helminti. Vielas
kas neitralizē patogēnus
vidē vai ķermenī
cilvēku sauc par pretmikrobu
nozīmē.
Farmakoloģiskā
šīs grupas vielu iedarbība ir
bakteriostatiska (spēja
pārstāj augt un vairoties
mikroorganismi) vai baktericīds
(īpašība neitralizēt mikroorganismus).
Pretmikrobu līdzeklis
Līdzekļi ir sadalīti divās grupās:
es
Antiseptisks un dezinfekcijas līdzeklis
labierīcības.
narkotikas,
neuzrāda selektīvu pretmikrobu iedarbību
un tiem ir ievērojama toksicitāte
cilvēkam.
Antiseptisks līdzeklis
līdzekļi var izraisīt nāvi
vai pārtraukt augt un attīstīties
mikroorganismi uz ķermeņa virsmas
cilvēka (ādas vai gļotādas).
Dezinfekcija
nozīmē neitralizēt patogēnus
mikroorganismi vidē, to
izmanto telpu apstrādei
veļa, trauki, medicīnas instrumenti,
iekārtas, pacientu aprūpes preces.
Klasifikācija
antiseptisks un dezinfekcijas līdzeklis
līdzekļus
es
Antiseptisks un dezinfekcijas līdzeklis
neorganiskas dabas līdzekļi
1.
Halogēni (halogenīdi)
1.1.
Hloru saturoši preparāti - hlors
kaļķi, hloramīns B, hlorheksidīns
diglukonāts, hlorantoīns, nātrija hipohlorīts
1.2.
Preparāti, kas satur jodu - joda šķīdums
alkohols, jodonāts, jodoforms
(trijodometāns), Lugola šķīdums, jods-dicerīns,
jodinols, povidonjods (betadīns)
2.
Oksidētāji - ūdeņraža peroksīda šķīdums
(ūdeņraža peroksīds) atšķaidīts un
koncentrēts kālija permanganāts,
benzoilpe-hidroksīds (hidroksi 5, 10)
3.
Skābes un bāzes - borskābe,
benzoskābe, amonjaka šķīdums,
nātrija tetraborāts (boraks)
4.
Smago metālu sāļi - dzīvsudraba dihlorīds
(sublimāts), sudraba nitrāts, kolargols,
protargols, cinka sulfāts, dermatols,
kseroforms
II.
Antiseptisks un dezinfekcijas līdzeklis
organiskas izcelsmes līdzekļi
1.
Fenoli - tīrs fenols (karbolskābe),
bērza darva, rezorcīns, trikrezols,
polikresulēns (vagotils)
2.
Darva un sveķi - ihtiols (ichthammol), vinizols
3.
Krāsvielas - izcili zaļa,
metilēnzils, etakridīna laktāts
(rivanols)
4.
Nitrofurāna atvasinājumi - furatsilīns
(Nitrofurāls), furoplasts, furagīns
(furazidīns)
5.
Aldehīdi un spirti - etilspirts,
formaldehīds (formalīns), lizoforms
6.
Mazgāšanas līdzekļi - zaļās ziepes, Zerigel,
etonijs, dekametoksīns (septefrils),
miramistīns.
II.
Ķīmijterapijas zāles.
narkotikas,
kas nodrošina selektīvu
pretmikrobu darbība, eksponāts
plašs terapeitisko līdzekļu klāsts
viņu darbības tiek izmantotas, lai ārstētu un
infekcijas slimību profilakse.
Vispārīgs tehnoloģiskā procesa apraksts
Sagatavju apstrādi var veikt divos veidos:
- spiediens (bez skaidu noņemšanas);
- griešana (ar skaidu noņemšanu).
Pirmajā gadījumā materiālam vēlamo formu un apjomu piešķir instrumenta spēks, piemēram, kalšana. Otrajā gadījumā no tā tiek noņemti virsmas slāņi (pielaide), piemēram, frēzēšana, ēvelēšana, slīpēšana.
Metālu apstrāde ir viens no gatavā izstrādājuma iegūšanas posmiem no sagataves, un tam ir nepieciešama iepriekšēja tehnoloģiskās kartes sagatavošana, kurā norādīti nepieciešamie izmēri un precizitātes klases. Pamatojoties uz tehnoloģisko karti, tiek sastādīts gatavā materiāla rasējums, kurā norādīti arī izmēri un precizitātes klases.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibrācijas mehāniskā griešana
Arvien plašāk tiek izmantota apstrāde ar vibrāciju. Ir divi vibrācijas uzlikšanas virzieni. Pirmais virziens ir saistīts ar nelabvēlīgu vibrāciju slāpēšanu apstrādes laikā, kas izraisa virsmas kvalitātes, apstrādes precizitātes un instrumenta kalpošanas laika samazināšanos. Šis virziens ir īpaši svarīgs, griežot grūti griežamu materiālu.
Otrs virziens ir saistīts ar pozitīva efekta sasniegšanu vibrāciju uzlikšanas procesā. Vibrācijas griešanas izmantošana nodrošina efektīvu skaidu laušanu, kā arī ievērojami uzlabo dažādu materiālu apstrādājamību.
Griešanas ar vibrāciju vispārējās fiziskās īpašības ir:
- īslaicīgs periodisks griešanas ātruma pieaugums;
- mainīga cikliskā slodze uz deformējamo materiālu;
- berzes spēku samazināšana uz instrumenta saskares virsmām ar skaidām un sagatavi;
- palielināta griešanas šķidruma izmantošanas efektivitāte.
Darbības virzienā vibrācijas var būt aksiālas, radiālas vai tangenciālas.
Griešana ar aksiālām vibrācijām tiek izmantota skaidu laušanai. Vibrācijas griešanas ar aksiālām svārstībām galvenās iezīmes ir lielas padeves izmaiņas (griezuma biezums) vienā instrumenta svārstību ciklā, kā arī būtiskas izmaiņas darba griešanas leņķos. Visos gadījumos, griežot, samazinās griezēju priekšējās virsmas nodiluma dziļums.
Aksiālās vibrācijas griešanas izmantošana visefektīvākā ir urbšanas laikā, kuras laikā ievērojami uzlabojas skaidu saspiešanas un noņemšanas apstākļi.Parastā urbšanā, pārvietojoties pa spirālveida rievu, skaidas iestrēgst un periodiski veido aizbāžņus, kas rada nepieciešamību apturēt un izņemt urbi no urbuma. Šis apstāklis sarežģī urbšanas automatizāciju.
Kopā ar automatizācijas iespēju vibrācijas urbšana var palielināt produktivitāti 2,5 reizes un palielināt instrumenta kalpošanas laiku trīs reizes.
Griešana ar radiālo vibrāciju negatīvi ietekmē apstrādes rezultātus - raupjuma parametri palielinās, jo griešanas malas kustība vibrācijas laikā tiek tieši fiksēta uz apstrādātās virsmas. Arī griešanas malas darba apstākļi ir neapmierinoši, jo lielu slodzi svārstību kustībā uztver griešanas mala, kā rezultātā palielinās malu nodilums un šķeldošanās.
Griešana ar tangenciālām svārstībām, t.i., ar svārstībām riņķveida griešanas ātruma virzienā, tiek izmantota, lai ievērojami palielinātu produktivitāti un instrumenta kalpošanas laiku. Metode uzrādīja pozitīvus rezultātus virpošanā, frēzēšanā, rīvēšanā, vītņošanā, slīpēšanā, abrazīvo instrumentu asināšanā.
Lietots aprīkojums
Apstrāde tiek izmantota specializētos uzņēmumos, kas nodrošina pietiekamu skaitu ražošanas iekārtu un nepieciešamo aprīkojumu.
Virsmas slāņu noņemšanai produkts tiek apstrādāts uz virpas un frēzmašīnām. Starp tiem populārākie ir:
- CNC virpošanas centri;
- vertikālās frēzmašīnas.


Jaunie darba piederumu modeļi ļauj saglabāt augstu ģeometrijas precizitāti un virsmas raupjumu.
Iekārtas, kas ļauj mehāniski apstrādāt materiālu, tiek piedāvātas ļoti daudzveidīgas. Katrs uzņēmums patstāvīgi izlemj par nepieciešamību iegādāties konkrētu ierīci. Piemēram, dažās nozarēs ir uzstādītas rotācijas mašīnas, kas spēj apstrādāt produktus, kuru diametrs ir līdz 9 metriem.
 Šādas ierīces ir viena no standarta iekārtām, kas ir aprīkotas ar jebkuru uzņēmumu, kas apstrādā metāla izstrādājumus ar mehāniskiem līdzekļiem:
Šādas ierīces ir viena no standarta iekārtām, kas ir aprīkotas ar jebkuru uzņēmumu, kas apstrādā metāla izstrādājumus ar mehāniskiem līdzekļiem:
- frēzēšana;
- zobratu hobbings;
- radiālā urbšana;
- horizontālā urbšana;
- vertikālā urbšana.
Spiediena apstrādes iekārtas
Kalšanu var veikt ar rokām, izmantojot āmuru un laktu. Mehāniskā metode ietver presi, kas nolaista uz apsildāmas metāla virsmas.
Abas ierīces ir mehāniskas. Bet āmurs sit, kā rezultātā apstrādātā virsma iegūst vēlamo formu, un prese izdara spiedienu.
Āmurs var būt šāda veida:
- tvaiks;
- tvaiks-gaiss;
- krītot;
- pavasaris.
 Āmurs
Āmurs
Ir arī vairāki preses ierīču veidi:
 Preses shēma
Preses shēma
- hidrauliskais;
- tvaika hidrauliskais;
- skrūve;
- berze;
- ekscentrisks;
- kloķis;
- pavasaris.
Pirms turpināt apstrādi ar spiedienu, metāla virsma tiek uzkarsēta. Tomēr pēdējos gados karstās iedarbības vietā biežāk tiek izmantota aukstā iedarbība, ko sauc par štancēšanu. Štancēšana ir piemērota darbam ar jebkura veida metālu. Tas ļauj piešķirt izstrādājumam vēlamo formu, neietekmējot materiāla fiziskās īpašības.
Populārākie štancēšanas veidi ir:
- locīšana;
- stiepšanās;
- saspiešana;
- formēšana;
- izliekšanās;
- demontāža.
 metāla štancēšana
metāla štancēšana
Liekšanu izmanto, lai mainītu metāla elementa aksiālo formu, un to veic, izmantojot skrūvspīli, kas uzstādīts uz liekšanas presēm un presēm. Stiepšanās tiek veikta uz vērpšanas mašīnas un tiek izmantota sarežģītu izstrādājumu veidošanai. Saspiežot, tiek samazināts daļas šķērsgriezums ar dobumu. Veidošana tiek izmantota, lai izveidotu telpisko formu elementus. Šo darbu veikšanai tiek izmantotas īpašas formēšanas presformas.
Prezentācija par tēmu Notekūdeņu attīrīšanas bioloģiskās metodes. Bioloģiskās notekūdeņu attīrīšanas princips ir tāds, ka noteiktos apstākļos mikrobi spēj sadalīt organiskās vielas. atšifrējums
1
Bioloģiskās notekūdeņu attīrīšanas metodes
2
Bioloģiskās notekūdeņu attīrīšanas princips ir tāds, ka noteiktos apstākļos mikrobi spēj sadalīt organiskās vielas vienkāršās vielās, piemēram, ūdenī, oglekļa dioksīdā utt.
3
Bioloģiskās notekūdeņu attīrīšanas metodes pēc notekūdeņu piesārņojošo vielu pārstrādē iesaistīto mikroorganismu veidiem var iedalīt divos veidos: 1. rūpniecisko un sadzīves notekūdeņu attīrīšanas aerobās bioloģiskās metodes (mikroorganismiem dzīvībai nepieciešams skābeklis) bez skābekļa).
4
Notekūdeņu attīrīšanas metodes, kurās iesaistītas aerobās baktērijas, tiek sadalītas atkarībā no tvertnes veida, kurā notekūdeņi tiek oksidēti. Konteiners var būt biodīķis, bioloģiskais filtrs vai filtrācijas lauks.
5
Aerobās apstrādes metožu darbības principi: a) ar aktīvajām dūņām (aerotankiem); b) ar bioplēvi (biofiltri), c) ar aktīvajām dūņām un bioplēvi (biotēnu).

6
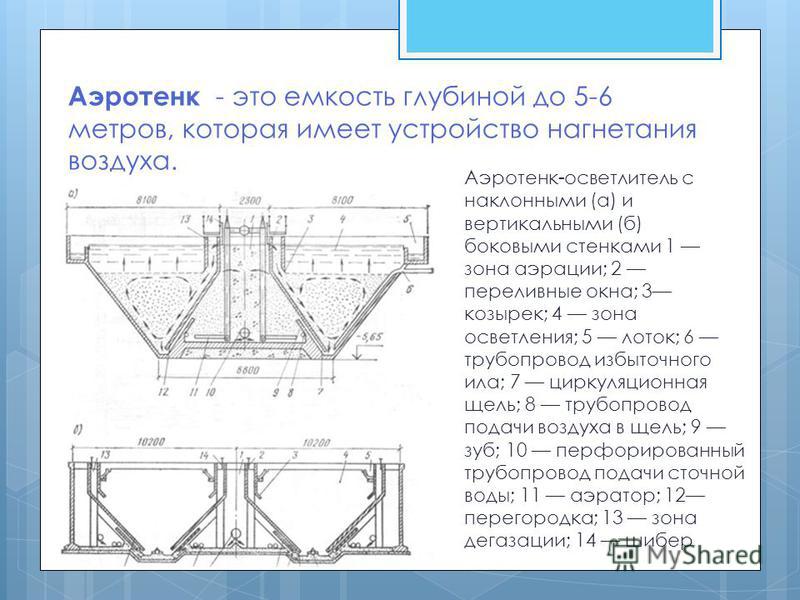
Aerotanks ir līdz 5-6 metriem dziļš konteiners, kuram ir gaisa iesmidzināšanas iekārta. Aerotank-dzidrinātājs ar slīpām (a) un vertikālām (b) sānu sienām 1 aerācijas zona; 2 pārplūdes logi; 3 vizieris; 4 dzidrināšanas zona; 5 paplāte; 6 lieko dūņu cauruļvads; 7 cirkulācijas sprauga; 8 cauruļvads gaisa padevei spraugā; 9 zobs; 10 perforēts notekūdeņu padeves cauruļvads; 11 aerators; 12 nodalījums; 13 degazācijas zona; 14 vārti
7
Aerotankas-izspiedējus izmanto, lai attīrītu sadzīves un rūpnieciskos notekūdeņus ar piesārņojošo vielu koncentrāciju BSP izteiksmē, kas nepārsniedz 500 mg / dm 3.

8
Aerotanks-maisītāji (pilnīgas sajaukšanas aerotanki) raksturojas ar vienmērīgu avota ūdens un aktīvo dūņu padevi visā konstrukcijas garumā un vienmērīgu dūņu maisījuma atdalīšanu.

9
Bioloģiskais filtrs Bioloģiskais filtrs ir tvertne, kas piepildīta ar rupju materiālu. Uz šī materiāla daļiņām dzīvo mikroorganismu kolonijas.
10
Parastā biofiltrā nitrifikācijas un denitrifikācijas procesus var veikt kopā ar notekūdeņu organisko vielu bioloģisko noārdīšanos. nitrifikatori amonija slāpekli pārveido par nitrītu slāpekli un nitrātus denitrifikatori nitrātu slāpekli pārvērš molekulārajā slāpeklī vai citās gaistošās slāpekļa formās Lielas slodzes uz organiskajām vielām krīt uz biofiltra augšējās daļas biocenozi, tāpēc šajā daļā veidojas bioplēve, sastāv no heterotrofiem, kas intensīvi oksidē atkritumu organiskās vielas ūdeni.
11
Pēc iekraušanas materiāla veida visi biofiltri tiek iedalīti divās kategorijās: ar tilpuma slodzi Bioloģiskajos filtros ar tilpuma slodzi izmanto stipru iežu šķembas, oļus, izdedžus, keramzītu. ar plakanu Filtros ar plakanu slodzi - plastmasas, kas spēj izturēt 6 - 30 0C temperatūru bez stiprības zuduma.
12
Saskaņā ar vispārpieņemto klasifikāciju izšķir biofiltrus ar tilpuma slodzi: pilienu lielas slodzes torņi ar plakanu slodzi ar cietu pildījumu cieto bloku mīksto slodzi
13
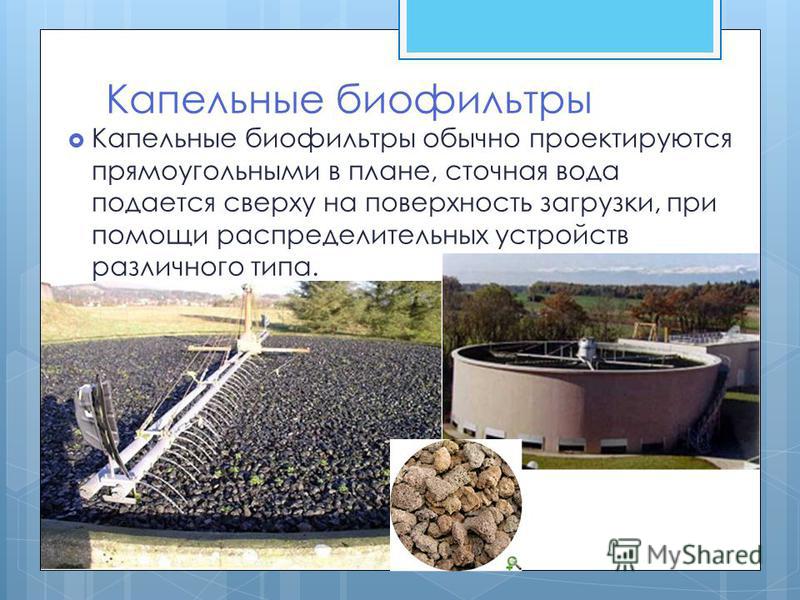
Pilienu biofiltri Pilienu biofiltri parasti ir veidoti taisnstūrveida plānā, notekūdeņi tiek piegādāti no augšas uz iekraušanas virsmu, izmantojot dažāda veida sadales iekārtas.
14
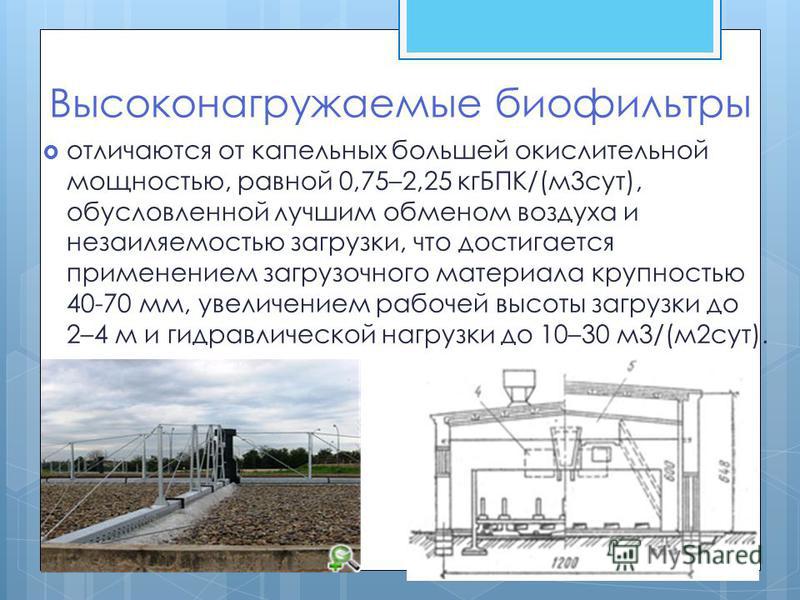
Augsti noslogotie biofiltri no pilināmajiem biofiltriem atšķiras ar lielāku oksidēšanas jaudu, kas vienāda ar 0,75–2,25 kgBOD/(m 3 diennaktī), pateicoties labākai gaisa apmaiņai un nedūņu slodzei, ko panāk, izmantojot slogošanas materiālu ar daļiņu izmēru mm, darba iekraušanas augstuma palielināšana līdz 2–4 m un hidrauliskā slodze līdz 10–30 m3/(m2 dienā).
15
Plakanās slodzes filtri Lai palielinātu biofiltru caurlaidspēju, tiek izmantota plakana slodze, kuras porainība ir %. Darba virsma bioplēves veidošanai ir no 60 līdz 250 m 2 /m 3 slodze.

16
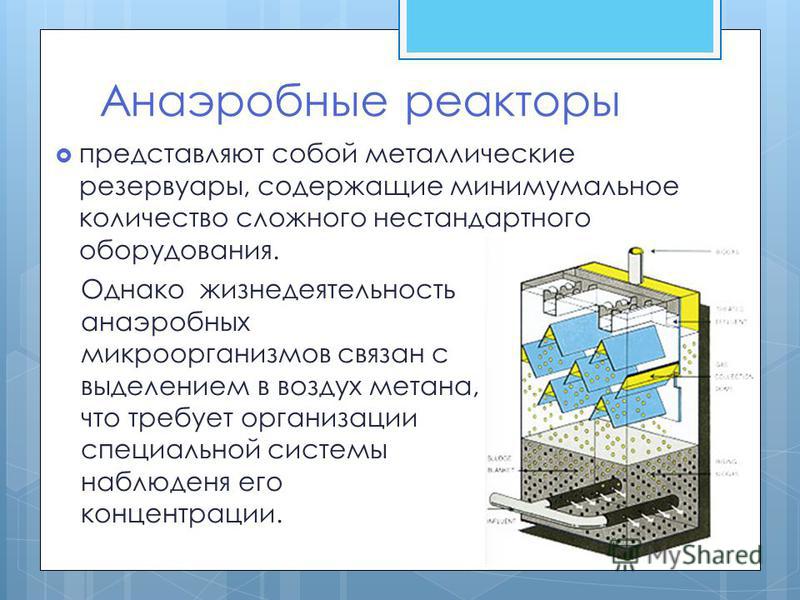
Anaerobie reaktori Taču anaerobo mikroorganismu dzīvībai svarīgā darbība ir saistīta ar metāna izdalīšanos gaisā, kas prasa speciālas sistēmas organizēšanu tā koncentrācijas uzraudzībai. ir metāla tvertnes, kas satur minimālu daudzumu sarežģītas nestandarta iekārtas.
17
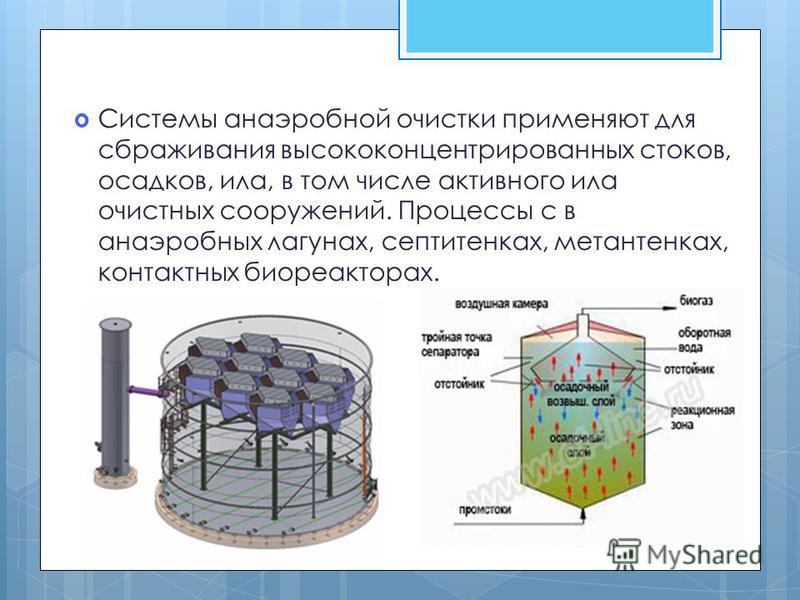
Anaerobās attīrīšanas sistēmas tiek izmantotas augsti koncentrētu notekūdeņu, nokrišņu, dūņu, tai skaitā aktīvo dūņu, raudzēšanai no attīrīšanas iekārtām. Procesi anaerobās lagūnās, septiskajās tvertnēs, bioreaktoros, kontaktbioreaktoros.
18
Paldies par jūsu uzmanību!
Ķīmiskās sterilizācijas līdzekļi
Iznīcināšana
mikroorganismi caur ķīmiskām vielām
vielas sauc dezinfekcija
(no lat.
infekcija
- infekcija un franču valoda. negatīvs
prefiksi des).
Ķimikālijas tiek izmantotas
patogēno mikroorganismu iznīcināšana
ārējās vides objektos - pie darba
vieta, iekštelpās, uz darba apģērba,
rokas, tehnoloģiskās iekārtas un
inventārs.
UZ
šim nolūkam izmantotās vielas
dezinfekcija, vairākas
prasības:
- viņi
jābūt viegli šķīstošam ūdenī;
- v
īss laiks, lai parādītu baktericīdu
darbība;
- nē
ir toksiska ietekme uz
cilvēki un dzīvnieki;
- nē
izraisīt bojājumus dezinficētajam
preces.
Dezinfekcijas līdzekļi
vielas ir sadalītas vairākās
grupas:
1.
Hloru saturoši savienojumi (hlors
kaļķi, nātrija hipohlorīts, hloramīns,
pantocīds, hlordezīnssulfohlorantīns un
utt.).
2.
Savienojumi uz joda un broma bāzes
(jodopirīns, dibromantīns).
3.
Oksidētāji (ūdeņraža peroksīds, permanganāts
kālijs utt.).
4.
Fenoli un to atvasinājumi (fenols, lizols,
kreolīns, heksahlorofēns).
5.
smago metālu sāļi (nātrija mertiolāts,
kodīgs sublimāts).
Pretmikrobu līdzeklis
skābes un to
sāļi (borskābe, salicilskābe), sārmi, spirti
(70% etanola šķīdums) aldehīdi
(formaldehīds).
Izsniegta
arī baktericīdas ziepes: fenola,
darva, "Higiēna", kas satur 3-5%
heksahlorofēns.
Iekārtas mehāniskai notekūdeņu attīrīšanai
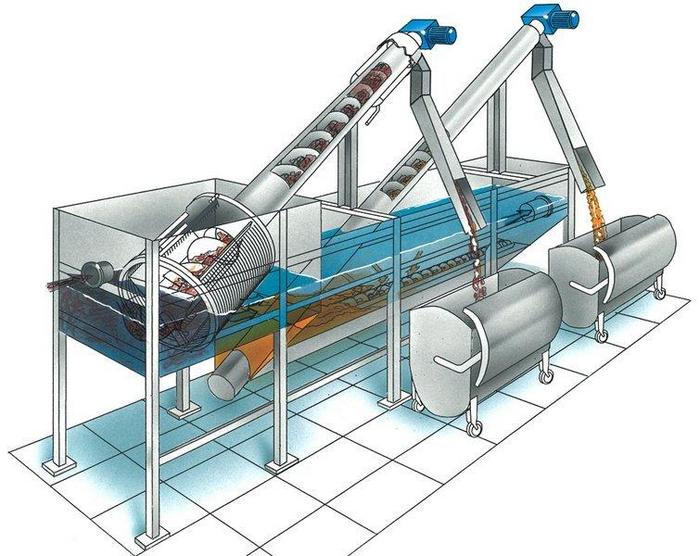
Lai tīrīšanas process noritētu pēc iespējas rūpīgāk, tiek izmantotas dažādas konstrukcijas:
Režģi notur elementus no lieliem līdz vidējiem. Režģi tiek montēti šķidruma plūsmas virzienā, un elementus var uzstādīt slīpi vai vertikāli, taču ir nepieciešams aprīkot režģu sinusus ar grābekļa zobiem, kas noņem gružus un nosūta atkritumus uz lenti. Pēc tam atkritumi tiek nosūtīti uz drupinātāju, ja metode nekavējoties neietver drupinātāja režģu uzstādīšanu, lai notvertu un sasmalcinātu atkritumus.
Smilšu slazdus izmanto, lai noturētu daļiņas ar zemu īpatnējo svaru. Sakarā ar to, ka pat mazu daļiņu īpatnējais svars ir lielāks par ūdens īpatnējo svaru, ieslēgumi nosēžas apakšā. Tāpēc smilšu slazdu funkcionalitāte ir tieši atkarīga no ūdens plūsmas ātruma. Parasti iekārta ir paredzēta elementu noturēšanai ne vairāk kā 0,25 mm, savukārt plūsmas ātrums ir īpaši regulēts: 0,15-0,3 m/s ar horizontālu plūsmu
Ir svarīgi saprast, ka ūdens kustībai jābūt taisnai vai apļveida, bet horizontālai, tikai šajā gadījumā smilšu slazdu elementi darbosies ar pilnu spēku. Iekārtu tīrīšanas metode var būt vai nu ar sūkni, kas izsūc savāktās smiltis, vai ar skrāpjiem, gliemežiem, hidrauliskiem liftiem centralizētās attīrīšanas iekārtās.
Smilšu slazdi spēj attīrīt plūsmas par 75% no minerālu piemaisījumiem - tas ir gandrīz ideāls rādītājs.
Nostādināšanas tvertnes tiek izmantotas arī kā aprīkojums mehānisko piemaisījumu atdalīšanai no notekūdeņiem. Ir daudz veidu sedimentācijas tvertņu:
primārais, uzstādīts bioattīrīšanas staciju priekšā;
sekundārie, kas tiek uzstādīti pēc bioapstrādes stacijām.
Atbilstoši to konstrukcijas iezīmēm sedimentācijas tvertnes var būt horizontālas, radiālas un vertikālas.
- Dūņu gultnes ir iekļautas arī mehāniskās notekūdeņu attīrīšanas procesā. Tos izmanto, lai savāktu nogulsnes, kas paliek sedimentācijas tvertnēs un citās konstrukcijās. Žāvēšanas un izplūžu sadales process notiek tieši uz dūņu vietām, savukārt mitrums samazinās līdz 75%, kas samazina izplūdes apjomu 3-8 reizes. Vietne kā būve ir vieta, ko norobežo zemes vaļņi. Pēc žāvēšanas dūņu atlikumi tiek savākti un izņemti, un šādā veidā attīrīta šķidruma plūsma daļēji nonāk augsnē, daļēji iztvaiko. Pārējais starpšūnu ūdens tiek sūknēts uz attīrīšanas iekārtām, kur jau tiek izmantota bioloģiskā attīrīšana, jo tajā ir liels daudzums sīko daļiņu, kuras nespēj izgulsnēt ar mehāniskiem slazdiem.
Ir vērts atcerēties, ka piemaisījumu mehāniskās noņemšanas procesā ne vienmēr pilnībā izdalās kaitīgas vielas un ir nepieciešama plūsmu bioloģiskā apstrāde.


