Kā saliekt plastmasas caurules, izmantojot cauruļu liekēju
Cauruļvada montāžas procesā bieži vien ir nepieciešams saliekt cauruli. Ja uzstādīšanai tiek izmantoti metāla plastmasas izstrādājumi, tad šis darbs nav īpaši grūts uzdevums. Metāla plastmasa ir plastmasas materiāls, taču, strādājot ar to, ir jāievēro vairāki noteikumi. Mēs izdomāsim, kā saliekt metāla plastmasas caurules.
Dzīvojamo ēku inženiersistēmu uzstādīšanai bieži izmanto metālplastmasu. Šis materiāls ir piemērots santehnikas, ventilācijas un apkures sistēmu uzstādīšanai. Metāla-plastmasas cauruļu locīšana ar savām rokām nav īpaši grūts uzdevums, tomēr, ja šis darbs tiek veikts nepareizi, tas var izraisīt izstrādājuma atteici deformācijas dēļ.
Cauruļu locīšana ir process, kura laikā mainās izstrādājuma centrālās ass pozīcija. Šajā gadījumā uz ārsienas tiek radīts stiepes spriegums, bet uz iekšējās sienas - spiedes spriedze.
Caurulei jābūt saliektai, saglabājot optimālo lieces rādiusu. Šis rādītājs ir atkarīgs no:
- caurules izmērs;
- iekšējā un ārējā diametra attiecība.
Kādi ķermeņi tiek izmantoti?
Mājās nav grūti manuāli saliekt cauruli, taču tajā pašā laikā sagataves sabojāšanas risks ir pārāk liels. Tāpēc metāla plastmasas caurulēm ir nepieciešams izmantot cauruļu liekēju. Šī ierīce ir:
- mehānisks;
- ar hidraulisko piedziņu;
- elektromehāniskās.
Cauruļu liekšanas ierīces izmantošana ļauj bez bojājumiem saliekt metālu-plastmasu. Iekārtas izmantošanas priekšrocības:
- ārkārtīgi zems sagataves sabojāšanas risks;
- vienkārša lietošana;
- spēja veikt locīšanu dažādu izmēru izstrādājumiem.
Hidrauliskais
Hidrauliskais modelis ir ievērojami dārgāks nekā atsperes cauruļu liekējs, taču ar to ir daudz vieglāk strādāt. Šis modelis ir aprīkots ar iebūvētu sūkni, pateicoties kuram, lai izliektos, nav jāpieliek lielas fiziskas piepūles.
Cauruļu liektājam ir izturīgs metāla korpuss, kas nodrošina ierīces hidrauliskās daļas aizsardzību. Operators kontrolē ierīces darbību, izmantojot sviru. Ir cauruļu lokotāju modeļi ar atvērtu vai slēgtu rāmi.
Dārgie cauruļu lokotāju modeļi ir aprīkoti ar elektrisko hidraulisko sūkni, lētākiem variantiem ir manuāla hidrauliskā piedziņa. Otrā iespēja ir ērta ar to, ka to var izmantot bez pieslēgšanas strāvas avotam.
Cita cauruļu liekšanas versija tiek saukta par arbaletu. Ir trīs šādu ierīču veidi:
- tinumu;
- ieskriešana;
- atsauce.
Izmantojot pirmā tipa ierīci, saliektais segments tiek nospiests pret noteikta izmēra veltni. Jo lielāks ir darba veltņa diametrs, jo lielāks būs lieces rādiuss. Kad ierīce ir ieslēgta, veltnis sāk griezties, tinot metāla plastmasas caurules saliekto segmentu, līdz tiek iegūta vēlamā lieces pakāpe.
Šāda veida iekārtās ir uzstādīti trīs rullīši, viens no tiem ir iespīlēšana, tas ir tas, kurš izdara spiedienu uz cauruli un izveido līkumu. Pārējie divi rullīši atbalsta. Šāda veida iekārtas tiek izmantotas, ja nepieciešams saliekt liela izmēra metāla plastmasas izstrādājumu.
Tātad, pirms sākat cauruļvada montāžu, jums jāapgūst, kā mājās saliekt metāla plastmasas cauruli. Lai veiktu šo darbu, ir vērts izmantot vienkāršu atsperu cauruļu liekēju.
Profesionāls aprīkojums ar hidraulisko piedziņu ir dārgs un nav racionāli to iegādāties vienreizēja darba veikšanai.
Atsperu cauruļu liekšanas ierīces izmantošana ļauj pēc iespējas ātrāk un vienkāršāk saliekt metāla plastmasas izstrādājumus.
Standarta prasības lieces rādiusam
Liekot cauruļu elementus, to sienām nevajadzētu mainīt savu profilu, šķērsgriezumu un caurlaidspēju (izmaiņas iekšējā diametrā) - tas tiek panākts, pateicoties noteiktam pagrieziena rādiusam, ko nosaka standarti.
Nosakot minimālās noapaļošanas robežas, tiek ņemtas vērā tās iegūšanas metodes - vislabākos lejupejošos rādītājus nodrošina serdeņu cauruļu liekēji ar tinumu tehnoloģiju un termisko apstrādi, kas ļauj samazināt apļa izmēru.
Rādītājs ir atkarīgs arī no izgatavošanas materiāla un izstrādājuma izmēriem: ārējais diametrs (Dn) un sieniņu biezums (S), tabulās norādīts arī taisnā posma garums, kas nepieciešams norādīto vērtību iegūšanai.
Strādājot, ir svarīgi zināt fragmenta izmērus, uz kuriem tiek iegūtas šīs rādiusa vērtības - tos aprēķina, summējot divu taisnu posmu garumus un loku, kas aprēķināts, izmantojot īpašu formulu.
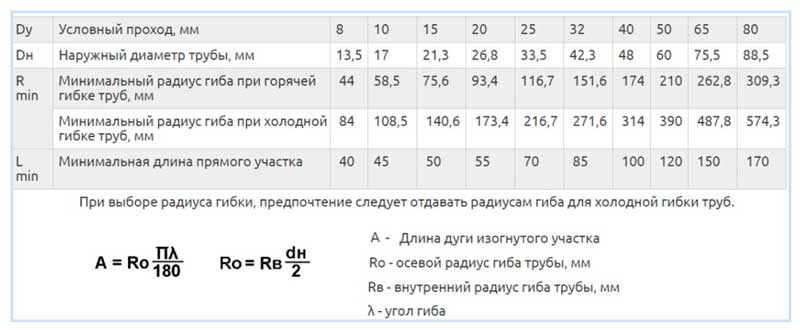
Rīsi. 2 Tērauda cauruļvadu minimālais cauruļu lieces rādiuss un loka garuma aprēķins
Tabulās norādītie dati, ievērojot izmēru parametrus, garantē nepieciešamo GOST elipsi un ovālu līdz 12,5%.
Saskaņā ar GOST 17365-71V cauruļvadiem agresīvai videi ir norādīts šāds minimālais caurules līkuma rādiuss:
- elementiem ar ārējo diametru D līdz 20 mm. – ne mazāk kā 2,5 D;
- pie D, vairāk nekā 20 mm. rādiuss nedrīkst būt mazāks par 3,5 D.
Šajā gadījumā sienu retināšana lieces zonā nedrīkst pārsniegt 20% tēraudam un 25% alumīnijam.
Pielietojuma hidraulikas priekšrocības
Daudzās manuālajās un gandrīz visās rūpnieciskajās cauruļu liekšanas vienībās tiek izmantota hidrauliskā piedziņa, kurai ir šādas priekšrocības salīdzinājumā ar mehānisko skrūvi:
- bezpakāpju piedziņas padeve saliektam izstrādājumam;
- spēja attīstīt lielus statiskus spēkus abpusējā kustībā, kas nav sasniedzams, izmantojot tikai elektriskās piedziņas;
- mazi galveno vienību izmēri;
- liels ātrums;
- uzticamība un izturība;
- berzes mezglu trūkums un laba eļļošana.

Rīsi. 10 Tērauda metāla sagataves lieces metode
Metāla-plastmasas cauruļu struktūra
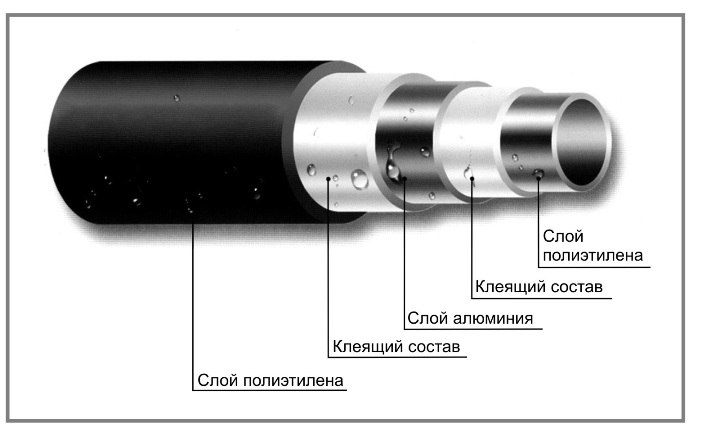
Metāla plastmasas caurules pamatā ir polietilēna slānis. Tas ir tas, kurš nodrošina šādu izstrādājumu augsto izturību, lai caurule varētu veikt gultņa funkciju. Ar līmējošā sastāva palīdzību polietilēna slānim tiek piestiprināta alumīnija folija, kas, izmantojot cauruli, novērsīs skābekļa difūziju. Caurules malas tiek metinātas no gala līdz galam ar lāzeru. Šādā veidā ražotu cauruļu lineārās izplešanās temperatūra kļūst salīdzināma ar metāla cauruļu temperatūru. Aizsardzības un dekorēšanas funkcijas veic baltās krāsas ārējais slānis, kas ir polietilēns.
Tādējādi metāla plastmasas caurule ir struktūra, kas sastāv no šādiem slāņiem:
- polietilēna slānis,
- līmes slānis
- alumīnija folija,
- vēl viens līmes slānis
- ārējais polietilēna slānis.
Metāla-plastmasas caurules struktūra
Šo izstrādājumu unikālā daudzslāņu konstrukcija nodrošina ilgu kalpošanas laiku. Šķērsšūts polietilēns, kas veido iekšējo slāni, ļauj izveidot nepieciešamo iekšējās virsmas gluduma līmeni un aizsargāt cauruli no katlakmens un citiem nosēdumiem, tāpēc metāla plastmasas caurules iekšējais diametrs normālā darbībā paliek nemainīgs. nosacījumiem. Pateicoties diviem polimēru slāņiem, alumīnija serde ir droši aizsargāta no galvanisku pāru veidošanās ar misiņa un tērauda cauruļvadu elementiem. Turklāt polietilēna slāņi samazina cauruļu siltumvadītspēju un kondensāta veidošanās intensitāti uz to virsmas.
Metāla kvadrātveida profila locīšanas metodes
Kvadrātveida vai taisnstūrveida sekcijas profila locīšana, lai gan to izmanto rūpniecībā, ikdienā vairāk pieprasīts ir liekts metāla profils.Izbūvējot siltumnīcu grīdas, nepieciešams arkveida profils, ko var izgatavot, izmantojot vienkāršu ierīci. Šīs ierīces darbības princips ir profilētas sagataves velmēšana cauri trīs rotējošu ruļļu sistēmai, no kurām divi malējie ir nekustīgi, bet trešais pārvietojas garenvirzienā, iestatot lieces leņķi.
Ja taisnstūra profilā nepieciešams iegūt mazāku izliekuma rādiusu, izmantojiet metāla profila termisko sildīšanu ar pūtēju vai gāzes degli ar vienlaicīgu fizisku iedarbību.

Rīsi. 6 Sviras līkumi manuālajos ķermeņos
Metāla-plastmasas izstrādājumu raksturojums
Galvenās tehniskās īpašības
- Caurules ar diametru 16 mm sieniņu biezums ir 2 mm, bet caurules ar diametru 20 mm - 2,25 mm. Tajā pašā laikā alumīnija slānis šādos izstrādājumos ir attiecīgi 0,2 mm un 0,24 mm.
- 16 mm caurules 1 lineārais metrs sver 115 g, 20 mm caurule sver 170 g.
- 1 lineārais metrs caurules ar diametru 16 mm satur 0,113 litrus šķidruma, bet 20 mm caurulē - 0,201 litru.
- Metāla plastmasas cauruļu izplešanās koeficients ir 0,26x10-4 uz 1 grādu.
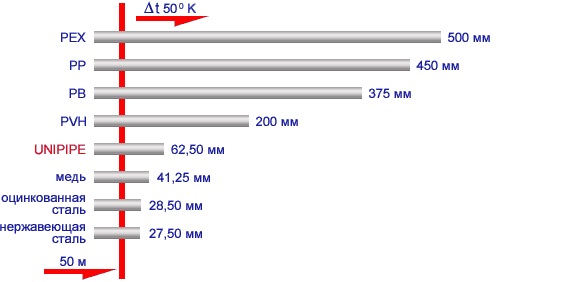
Metāla plastmasas termiskā izplešanās ir par 10 mazāka nekā PEX caurulēm
- Virsmas raupjuma koeficients ir 0,07.
- Šādām caurulēm ir raksturīgs siltumvadītspējas koeficients, kas vienāds ar 0,43 W / m * K.
- Līmējošie un metinātie savienojumi ar alumīniju ir attiecīgi 70 un 57 N/mm2.
- Ar šķērsvirziena pārrāvumu stiprības indekss būs 2880 H.
- Minimālais 16 mm caurules lieces rādiuss ar roku ir 80 mm, bet 20 mm caurules – 45 mm.
- Skābekļa difūziju šādu produktu darbības laikā raksturo indikators, kas vienāds ar 0 g/m3.
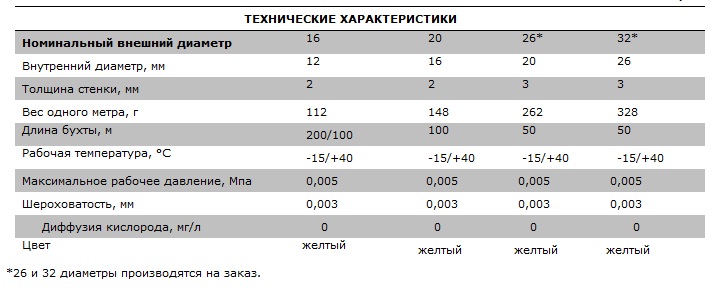
Dažāda diametra cauruļu tehniskie parametri
Pieļaujamā temperatūra un spiediens
Spiediens, ko var izturēt metāla plastmasas caurules, ir jāapspriež atsevišķi:
Darba temperatūra ir robežās no 0-95 grādiem pie spiediena cauruļvadā 10 bar. Darba temperatūra ir ierobežota līdz 0 un 25 grādiem, ja šķidrums tiek piegādāts zem 25 bāru spiediena.
- Maksimālais darba spiediens pie darba vides augšējās temperatūras sliekšņa ir 10 bāri.
- Cauruļvada integritātes pārkāpums vidējā temperatūrā 20 grādu caurules iekšpusē ir 94 bāri.

Nosacījumi, saskaņā ar kuriem cauruļu kalpošanas laiks ir maksimāls
Ja temperatūra un spiediens nemainās, metāla plastmasas cauruļu kalpošanas laiks ir:
- 1 stundu pie t=20 grādiem un minimālā spiediena 5,71 MPa,
- 1 stundu pie t = 95 grādiem ar minimālo spiedienu 3,3 MPa,
- 100 stundas pie t = 95 grādiem ar minimālo spiedienu 2,93 MPa,
- uz 1 tūkstoti stundu pie t=95 grādiem ar minimālo spiedienu 2,57 MPa.
Ir vērts atzīmēt izturību pret augstām temperatūrām, kas piemīt metāla plastmasas caurulēm: izstrādājumu īpašības saglabājas stabilas pat īslaicīgi uzkarsējot līdz 110 grādiem.