Virsmas sagatavošana
Pirms sākat skāršanu, jums jāveic šādas darbības:
- attaukojiet virsmu ar acetonu, benzīnu vai jebkuru citu šķīdinātāju;
- noņemiet oksīda plēvi no vietas, kur tiks veikta lodēšana. Tīrīšanai izmanto smilšpapīru, abrazīvu riteni vai otu ar tērauda stiepļu sariem. Kā alternatīvu var izmantot kodināšanu, taču šī procedūra nav tik izplatīta tās specifikas dēļ.
Jāpatur prātā, ka pilnībā noņemt oksīda plēvi nebūs iespējams, jo tīrītajā vietā uzreiz parādās jauns veidojums. Tāpēc noņemšana tiek veikta nevis, lai pilnībā noņemtu plēvi, bet gan samazinātu tās biezumu, lai vienkāršotu plūsmas uzdevumu.
Lodēšanas punkta apkure
Mazu detaļu lodēšanai var izmantot lodāmuru ar jaudu vismaz 100W. Masīviem objektiem būs nepieciešams jaudīgāks sildīšanas instruments.
 300W lodāmurs
300W lodāmurs
Labākais apkures risinājums ir izmantot gāzes degli vai pūtēju.
 Vienkāršs gāzes deglis
Vienkāršs gāzes deglis
Izmantojot degli kā sildīšanas instrumentu, jāņem vērā šādas nianses:
- nepārkarsējiet parasto metālu, jo tas var izkust. Tāpēc procesa laikā regulāri jāuzrauga temperatūra. To var izdarīt, pieskaroties apsildāmajam elementam ar lodmetālu. Izkausējot lodmetālu, jūs zināt, ka ir sasniegta nepieciešamā temperatūra;
- skābekli nedrīkst izmantot gāzu maisījuma bagātināšanai, jo tas veicina metāla virsmas spēcīgu oksidēšanos.
Gāzes degļu veidi un īpašības
Gāzes deglis pamatoti tiek uzskatīts par ērtāko ierīci jebkura vara izstrādājumu metināšanai. Ierīcei ir mazs svars un izmēri, tā ir ērta darbā un ekonomiska. Iespēja regulēt liesmas jaudu ļauj iestatīt parametrus konkrētiem darba veidiem.
Gāzes degļa standarta dizains ietver šādus elementus:
- Mezgls tvertnes nostiprināšanai ar degvielu.
- Instrumenta galva.
- Uzgalis.
- Reduktors.
- Liesmas intensitātes regulators.

Turklāt ražotāji dizainā iekļauj papildu elementus: adapterus, uzgaļus, liesmas deflektoru utt.
Ierīces tiek klasificētas pēc vairākiem parametriem. Tātad, atkarībā no ierīces tehniskajām iespējām, ir:
- Mājsaimniecība. Lētas ierīces ar minimālu funkciju komplektu. Ugunsgrēka temperatūra tiek regulēta 1000-1500°C robežās.
- Profesionāls. Dārgāki degļi, kas paredzēti nopietnam darbam. Liesmas temperatūra ir 1500-2000°C.
Atkarībā no izmantotā gāzes maisījuma degļus iedala vairākos veidos:
- Propāns. Tie ir specializēti vai vispārīgi. uzskatīts par visizplatītāko. Gāze rada vienmērīgu, intensīvu liesmu.
- Uz MARR gāzes. Tās izceļas ar mīkstu, bet enerģisku liesmu, kas ir maiga pret caurules materiālu, novēršot tās bojājumus.
- Acetilēns. Visbiežāk izmanto, strādājot pie galvenajiem objektiem. Tie tiek baroti no vienreizlietojamiem cilindriem vai ir stacionāri. Gāze rada augstu liesmas temperatūru, kas labvēlīgi ietekmē ekonomiju, bet bieži vien izraisa detaļu pārkaršanu un palielina bojājumu iespējamību.
Gāzes degļi ar vienreiz lietojamiem baloniem ir ērti lietojami, neatkarīgi no elektrības avotiem, kompakti un droši. Vienīgais trūkums ir nepieciešamība bieži mainīt cilindrus.
Stacionāras iekārtas izceļas ar jaudīgu liesmas lāpu, kas ļauj ātri un efektīvi lodēt. Ikdienas dzīvē tiek izmantoti ārkārtīgi reti.
Kā lietot lodmetālu
Lai šuve pēc lodēšanas būtu izturīga un hermētiska, ir nepieciešams:
- rūpīgi sagatavojiet caurules pirms lodēšanas.Lai to izdarītu, cauruļu galus notīra no oksīdiem un cita veida piesārņotājiem ar metāla suku, un pēc cauruļu griešanas izveidojušās urbumi tiek noņemti, izmantojot īpašu ierīci - slīpni;

Vara caurules sagatavošana lodēšanai
- paplašiniet vienas caurules galu par dažiem milimetriem, lai caurules viegli savietotos kopā. Ja lodēšana tiek veikta, izmantojot veidgabalus (īpašus elementus, kas paredzēti dažādu konfigurāciju cauruļvada montāžai), tad palielinās veidgabala diametrs, nevis caurules;

Caurules diametra palielināšana
- apstrādāt cauruļu lodēšanas vietas ar plūsmu;

Caurules fluxēšana pirms lodēšanas
Tā kā plūsma ir toksisks savienojums, strādājot ar to, stingri jāievēro drošības noteikumi: darbs jāveic ar cimdiem un vēdināmā vietā.
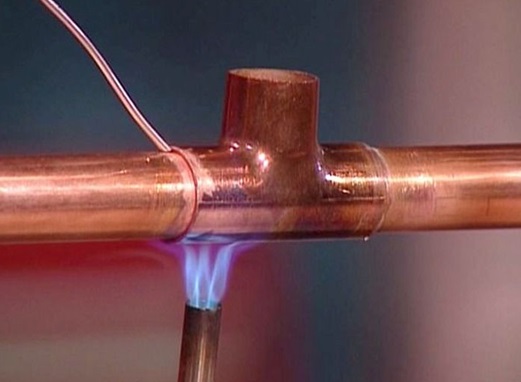
- sagatavot gāzes degli (iekārtas, kas paredzētas cauruļu lodēšanai no vara) un nedaudz uzsildīt lodējamās vietas;
- uzmanīgi uzklājiet lodēt pa visu caurules perimetru, kas karsēšanas laikā pakāpeniski mainīsies no cieta stāvokļa uz šķidru stāvokli, tādējādi aizpildot visu tukšo vietu;
Lodēšana ar lodmetālu
- Ļaujiet lodēšanai pilnībā atdzist, kamēr tas ir nekustīgs. Pilnīgai dzesēšanai atkarībā no lodēšanas veida ir nepieciešamas vidēji 3-5 minūtes.
Vara cauruļu lodēšanas process ar lodmetālu ir parādīts videoklipā.
Izvēloties lodmetālu un kušņu, ir jāņem vērā visas galvenās vielu īpašības, tas ir, ja lodēšanai izmanto augstas temperatūras lodmetālu, tad plūsma ir jāveido arī augstas temperatūras lodēšanai. Pareizi izvēlēti un saskaņoti materiāli palīdz iegūt ne tikai noslēgtu šuvi, bet arī visizturīgāko savienojumu.
Populārākie modeļi un ražotāji
Būvniecības tirgus šodien piedāvā lielu skaitu dažādu ražotāju ierīču. Populāri ir iekšzemes ražošanas gāzes degļi: Profi-Tools; Allgas; Donmets. Arī ārvalstu ražotājiem ir laba reputācija: Rothenberger; Kemper; Virax; Rems; Uniweld.
Lielākā daļa uzņēmumu piedāvā dažādu klašu degļus – no rokas mobilajām ierīcēm līdz profesionālām jaudīgām ierīcēm. Pusprofesionāls propāna deglis maksā no 1,5 līdz 10 tūkstošiem rubļu. Profesionālās vienības maksās vairāk - minimālās izmaksas ir no 20 tūkstošiem rubļu.
Kas nepieciešams lodēšanai
Kapilāram savienojumam vara caurulēm būs nepieciešami šādi instrumenti un materiāli:
- instrumenti savienoto elementu pirmapstrādei;
- plūsma un lodēšana;
- īpaša dūmu lente;
- vītņu griešanas instruments un uzgaļi;
Lodmetālu veidi
Lodmetāli ir divu veidu - cieti un mīksti. Mīkstlodmetāls ir stieple, kas izgatavota no metāliem un sakausējumiem ar zemu kušanas temperatūru (alva, svins, sudrabs utt.). Šādas lodmetāla diametrs nav lielāks par 3 mm.
Cietlodmetāli ir izgatavoti no ugunsizturīgiem metāliem un tiem ir lielāks diametrs.
Flux un lodēšanas pasta
Savienojuma nostiprināšanai tiek izmantota plūsma vai pasta. Šī viela novērš svešķermeņu iekļūšanu krustojumā, šuve ir uzticama bez porām. Plūsmas pamatā ir borskābe vai sālsskābe, cinka hlorīds. Lai izveidotu aizsargplēvi savienojuma vietā, tiek izmantoti sveķi, kolofonija un vasks.

Lodēšanas plūsmas iedala šķidrās, cietās un īpašās pastās. Gatavais maisījums ir dārgāks nekā citi materiāli, taču ar to ir daudz ērtāk strādāt.
Montāža
Armatūras sauc par īpašām detaļām, kuras tiek montētas dažāda diametra sagatavju krustpunktā, savienojot vairākas caurules vienā punktā vai pārejot uz citu cauruļvada materiālu.
Ja nepieciešams izmantot veidgabalus no cita materiāla, ir svarīgi, lai cauruļu un veidgabalu materiāla termiskās izplešanās koeficients un citi tehniskie parametri sakristu
Flux
Izvēloties plūsmu, jāņem vērā, ka ne visi var būt aktīvi pret alumīniju. Mēs varam ieteikt šādiem nolūkiem izmantot vietējā ražotāja produktus - F-59A, F-61A, F-64, tie sastāv no amonija fluoroborātiem ar trietanolamīna piedevu. Parasti uz flakona ir atzīme - "alumīnijam" vai "alumīnija lodēšanai".
 Vietējās ražošanas plūsma
Vietējās ražošanas plūsma
Augstas temperatūras lodēšanai jums jāiegādājas plūsma, kas ražota ar zīmolu 34A. Tas sastāv no kālija hlorīda (50%), litija hlorīda (32%), nātrija fluorīda (10%) un cinka hlorīda (8%). Šāds sastāvs ir visoptimālākais, ja tiek veikta augstas temperatūras lodēšana.
 Paki ieteicamā kušņa augstā temperatūrā
Paki ieteicamā kušņa augstā temperatūrā
Flux
Lielākajai daļai lodmetālu veidu ir nepieciešama cauruļu pirmapstrāde ar īpašu sastāvu, ko sauc par plūsmu.
Flux tiek ražots:
šķidrā veidā;

Lodēšanas savienojumi šķidrā veidā
pastas veidā.

Lodēšanas maisījums pastas veidā
Vēlams un ērtāk izmantot pastas formā izgatavotu plūsmu, jo cietāks sastāvs veicina vienmērīgu uzklāšanu un neizplatās pa caurules virsmu.
Flux ļauj:
- veikt papildu cauruļu tīrīšanu no oksīdiem;
- lodēšanas procesā vienmērīgāk sadaliet lodmetālu;
- aizsargātu savienojumu no korozijas un oksīdu veidošanās.
Lodēšanai nepieciešamās iekārtas un materiāli
Tāpat kā jebkuram tehnoloģiskam procesam, lodēšanai ir jāizmanto īpašas ierīces un instrumenti. Pirmkārt, vara cauruļu lodēšanai ir nepieciešami šādi instrumenti.
Deglis. Tas var būt dažāda dizaina. Izvēloties, ir vērts apsvērt, ar kādu lodmetālu grasāties strādāt, jo katram no tiem ir nepieciešama noteikta temperatūra.

Lukturis vara cauruļu lodēšanai
Strukturāli degļi var darboties:
- no vienreiz lietojamām kasetnēm ar degošu gāzi (kompaktāka versija),
- no standarta atkārtoti uzpildāmiem baloniem.

Cauruļu griezējs vara caurulēm
Sagatavju griešanai vislabāk ir izmantot īpašus cauruļu griezējus. Principā var iztikt ar vienkāršu metāla zāģi, taču ar to zāģēt atsevišķās grūti sasniedzamās vietās ir ļoti problemātiski, un griezuma tīrība būs zema. Instrumenta izmaksas ir tieši atkarīgas no cauruļu diametra, ko tās var sagriezt.
Vara cauruļu savienošanu bez dārgiem veidgabaliem, izmantojot teleskopisko dokstaciju (viena caurule ieiet citā, kurai ir nedaudz lielāks diametrs), kam seko kapilārā lodēšana, var pilnībā veikt sadzīves santehnikas un apkures tīkliem, ūdens temperatūra kas nepārsniedz 110 grādus. Tam nepieciešams īpašs cauruļu paplašinātājs.
Lai likvidētu apstrādājamā priekšmeta malās radušās atslāņošanās, nepieciešama slīpēšanas ierīce, tās ir pieejamas arī dažādās modifikācijās.
Cauruļvadu lodēšanai dažādiem mērķiem un vēl jo vairāk elementiem, kas darbosies īpaši kritiskos apstākļos, ir nepieciešami īpaši lodmetāli.
- Standarta. To lieto visbiežāk, bet nav ieteicams lietot dzeramā ūdens sistēmās.
- Mīksts lodmetāls. Palīgmateriāli, ko izmanto lodēšanas veidgabaliem un sarkanās bronzas izstrādājumiem, tiek plaši izmantoti vara caurules savienošanai ar misiņa veidgabaliem.
- Cietie lodmetāli. Populārākie lodmetāli, savienojot vara caurules. Tās izmantošana gandrīz jebkuru sakaru, pat gāzes vadu, kapilāro lodēšanai nodrošina uzticamu savienojumu. Šiem lodmetāliem, kas ietilpst vara-fosforu sudrabu saturošu lodēšanas palīgmateriālu kategorijā, nav nepieciešama papildu plūsma. Tomēr tas nav ieteicams, savienojot izstrādājumus, kas izgatavoti no alumīnija bronzas un sakausējumiem, kas satur vairāk nekā 10% niķeļa, jo tas ir saistīts ar zināmu lodēšanas trauslumu.
- Sudraba lodmetāli ir visdārgākie, taču tos var izmantot dažādu krāsu materiālu savienošanai.
Lai nepieļautu oksīdu veidošanos lodēšanas vietā, izmantojot standarta un mīkstlodmetālus, plūsmas apstrāde ir obligāta.
lodēšanas process
Pirms pāriet tieši uz griezto sagatavju savienošanu, tie ir iepriekš jāapstrādā. Pirmkārt, tiek notīrīts savienojums, novērsti nelieli defekti un urbumi. Pēc tam savienojamo cauruļu virsmas no ārpuses un no iekšpuses apstrādā ar sukām un birstēm. Neizmantojiet abrazīvus instrumentus, pretējā gadījumā radīsies skrāpējumi.
Ja nepieciešams, viena caurule izplešas. Vara cauruļu diametram jābūt tādam, lai viena sagatave brīvi iekļūtu otrā. Pirms tam tas ir jāuzsilda, pretējā gadījumā parādīsies mehāniski bojājumi, kas vēl vairāk ietekmēs savienojuma blīvumu.
Lai aizsargātu pret gaisa iekļūšanu šuvē un nodrošinātu labāku saķeri, uz virsmas tiek uzklāta plūsma vai pasta.

Tikai pēc sagatavošanas darbu pabeigšanas jums vajadzētu sākt sildīt lodmetālu un caurules ar degli. Sildīšana jāveic vienmērīgi, lai novērstu pārkaršanu.
Pēc tam, kad caurules ir sasilušas, spraugā starp tām tiek ievietota lodēšanas stieple. Tas kūst un aizpilda cauruļu savienojuma spraugu, veidojot šuvi. Pēc atdzesēšanas plūsma tiek noņemta.
Drošība
Lai izvairītos no traumām un citām nepatīkamām sekām, svarīgi ievērot drošības prasības: cauruļvadus montēt un remontēt tikai ar aizsargcimdiem un aizsargbrillēm, darba kombinezonos, nepieļaut degļa liesmas un karstā metāla pieskārienu neaizsargātai ādai, nestrādāt ar atklāta uguns viegli uzliesmojošu materiālu tuvumā
Pamatkļūdas
Vara cauruļu lodēšanas process nav īpaši sarežģīts, tomēr iesācēji bieži pieļauj kļūdas, kas vēlāk ietekmē savienojuma kvalitāti. Biežākās kļūdas, ko pieļauj iesācēji:
- nepietiekama lodēšanas vietas pirmapstrāde;
- presēšana - pietiekamas spraugas neievērošana starp caurulēm, kā rezultātā šuve ir nevienmērīga;
- nepareizas lodēšanas izmantošana;
- cauruļu pārkaršana, kas izraisa veiktspējas pasliktināšanos;
- nepietiekami rūpīga plūsmas tīrīšana pēc lodēšanas, kas izraisa koroziju.
Turklāt ir jāievēro iepriekš sagatavota projektēšanas shēma.
Apstrādāt video
Lai labāk izprastu instalēšanas procesu, skatieties video šeit:
Abonējiet jaunus rakstus - priekšā ir daudz interesantu lietu!
Degļu šķirnes
Būvniecības tirgū piedāvātās iekārtas ir sadalītas vairākos veidos.
Degļi ar fiksētiem un vienreiz lietojamiem cilindriem
Šādas ierīces ir aprīkotas ar vienreizējās lietošanas gāzes baloniem ar propānu, acetilēnu utt. Šāda veida aprīkojuma izmantošanas priekšrocības ietver mobilitāti, vieglu darbību un drošību.
Jūs varat izmantot šādu rīku gan santehnikas, gan apkures sistēmu uzstādīšanai.
Rokas degļi
Šāda aprīkojuma priekšrocības, pirmkārt, ietver kompaktumu. Izmantojot rokas lodāmuru, ir ērti montēt cauruļvadu nelielā telpā, lodēt caurules visnepieejamākajās vietās.

Rokas deglis darbojas uz vienreizējās lietošanas deggāzes balona. Instruments ir aprīkots ar liesmas garuma regulatoru, komplektā parasti ir dažāda diametra sprauslas. Instrumentam nav nepieciešams elektriskais savienojums. Ja ievērojat visus darba noteikumus, savienojums ir uzticams un izturīgs. Rokas instruments viegli tiks galā ar gaisa kondicionēšanas sistēmu un citu sadzīves komunikāciju uzstādīšanu.
Profesionāli degļi
Profesionālajai kategorijai piederošās iekārtas spēj strādāt ar īpaši ugunsizturīgu lodmetālu. To izmanto konstrukciju uzstādīšanā rūpniecības objektos, kur cauruļvads ir pakļauts ievērojamām slodzēm.
Liels svars un izmēri neļaus strādāt šaurākā dzīvoklī. Mājas un personiskai lietošanai šādas ierīces nav vēlams iegādāties - mājsaimniecības sakariem nav nepieciešama šāda savienojuma kvalitāte, un ierīces izmaksas ir augstākas nekā citiem veidiem.
Pašdarināti degļi
Dažreiz meistari izmanto ierīces, kas samontētas ar savām rokām. Tie atšķiras pēc to īpašībām un pieder gan manuālajiem, gan stacionārajiem veidiem. Pašdarinātie degļi sastāv no tādiem pašiem pamatelementiem kā iegādātie. Tomēr šādas ierīces nav ieteicams izmantot, jo nav garantijas par drošu darbību. Un veiktspējas ziņā tie parasti ir zemāki par rūpnīcas aprīkojumu.


