Kāpēc mums ir nepieciešama metālu atkausēšana
Precīzs atkausēšanas procesa raksturs, kuram tiek pakļauts metāls, lielā mērā ir atkarīgs no atkausētā metāla mērķa.
Atlaidināšanas metodēs ir būtiska atšķirība starp atlaidināšanu rūpnīcās, kur tiek ražots milzīgs lokšņu tērauda daudzums, un atlaidināšanu nelielā automašīnu darbnīcā, kad šāda apstrāde nepieciešama tikai vienai detaļai.
Īsāk sakot, aukstā apstrāde ir plastiska deformācija, iznīcinot vai izkropļojot metāla graudu struktūru.
Atkausēšanas laikā metāls vai sakausējums tiek uzkarsēts līdz temperatūrai, kurā notiek pārkristalizācija - veco - deformētu un iegarenu - graudu vietā veidojas jauni graudi - nedeformējami un apaļi. Pēc tam metāls tiek atdzesēts noteiktā ātrumā. Citiem vārdiem sakot, kristāliem vai graudiem metālā, kas ir pārvietoti vai deformēti aukstās plastmasas apstrādes laikā, ir atļauts atjaunoties un atgūties līdz dabiskajam stāvoklim, bet paaugstinātā atlaidināšanas temperatūrā.
Detaļu vara pārklājums šķīdumā ar elektrolītu
Metāla detaļām vara apšuvumu var veikt mājās. Apsveriet vara pārklājumu, nolaižot daļu šķīdumā ar elektrolītu. Šim nolūkam jums ir jābūt:
- mazas vara plāksnes
- vairākus metrus vadoša stieple;
- strāvas avots, ar spriegumu līdz 6 V;
- arī strāvas regulēšanai ieteicams izmantot reostatu un ampērmetru.
Darbības procedūra
- Kā šķidrumu, kas labi izšķīdina varu, izmanto parasto elektrolītu. Jūs varat to iegādāties vai pagatavot mājās. Tas prasīs 3 ml sērskābe, uz katriem 100 ml destilēta ūdens. Nepieciešamo šķīdumu var iegūt, pievienojot iegūtajam elektrolītam līdz 20 g. vara sulfāts.
- Pirms vara pārklāšanas procesa uzsākšanas detaļa jānotīra ar smilšpapīru, lai no virsmas noņemtu oksīda plēvi.
- Pēc tam daļu attauko ar karstu sodas šķīdumu un mazgā ar tīru ūdeni.
- Sagatavoto elektrolīta šķīdumu ielej vajadzīgā tilpuma stikla traukā.
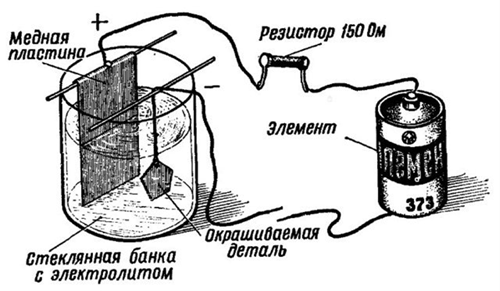
- Pēc tam tur uz vadošiem vadiem tiek nolaistas divas vara plāksnes. Starp divām vara plāksnēm uz līdzīgas stieples tiek piekārta daļa, kas paredzēta vara apšuvumam mājās. Ir jānodrošina, lai vara plāksnes un daļa būtu pilnībā appludinātas ar elektrolīta šķīdumu.
- Nākamajā posmā vara plākšņu vadu galus savieno ar pozitīvo, bet sagatavi - ar strāvas avota negatīvajiem spailēm. Sērijveidā pie izveidotās elektriskās ķēdes jāpievieno reostats un ampērmetrs. Vai pēc strāvas ieslēgšanas ķēdē to iestata reostats 15 mA uz 1 cm? daļas virsmas laukums.
- Turot sagatavi šķīdumā 15-20 minūtes, jums ir jāizslēdz strāvas padeve un jāizņem izstrādājums no šķīduma. Šajā īsajā laika posmā detaļas virsma tiks pārklāta ar plānu vara kārtu. Pārklājuma biezums būs atkarīgs no vara pārklāšanas procesa ilguma. Tādējādi ir iespējams panākt jebkura izstrādājuma virsmas vara pārklājumu, kura slānis ir 300 mikroni vai vairāk.
Vara un tā sakausējumu metināšana ar tēraudu. Kā metināt varu un tēraudu
Praksē vara un tērauda metināšana visbiežāk tiek veikta sadursavienojumos. Atkarībā no struktūras rakstura šuves šādā savienojumā var būt ārējās un iekšējās.
Misiņa metināšanai ar tēraudu vislabāk ir izmantot gāzes metināšanu, bet sarkanā vara metināšanai ar tēraudu vislabāk ir metāla loka metināšana.
Labus rezultātus iegūst arī metinot ar oglekļa elektrodiem zem plūsmas slāņa un metinot gāzi zem plūsmas BM-1.Bieži praksē misiņa gāzmetināšana ar tēraudu tiek veikta, izmantojot varu kā pildvielu.
Metināto malu sagatavošana ar tādu pašu krāsaino metālu un tērauda biezumu tiek veikta tāpat kā melno metālu metināšanas gadījumā.
Loksnes, kuru biezums ir mazāks par 3 mm, tiek metinātas bez griešanas, un loksnes, sākot no 3 mm, ar slīpām malām.
Ja malu slīpums ir nepietiekams vai uz metināmo detaļu galiem ir netīrumi, nav iespējams panākt labu iespiešanos. Pamatojoties uz to, metinot liela biezuma daļas, kurās ir izgatavota X-veida rieva, nedrīkst veikt neasu.
Vara metināšana ar tēraudu ir sarežģīts uzdevums, taču diezgan iespējams, lai pārklātu un metinātu, piemēram, ķīmisko iekārtu daļas, vara stiepli ar tērauda bloku.
Šādu savienojumu metināšanas kvalitāte atbilst tiem izvirzītajām prasībām. Vara stiprumu var palielināt, tā sastāvā ievadot līdz 2% dzelzs. Ar vairāk dzelzs spēks sāk kristies.
Metinot ar oglekļa elektrodu, jāizmanto tiešās polaritātes līdzstrāva.
Elektriskā loka spriegums ir 40-55 V, un tā garums ir aptuveni 14-20 mm. Metināšanas strāva tiek izvēlēta atbilstoši elektroda diametram un kvalitātei (ogleklis vai grafīts) un ir diapazonā no 300-550A. Izmantotā plūsma ir tāda pati kā vara metināšanai, šo plūsmu sastāvs ir norādīts šajā lapā.
Plūsma tiek ievadīta metināšanas zonā, ielejot to rievā.
 Metināšanas metode tiek izmantota "pa kreisi".
Metināšanas metode tiek izmantota "pa kreisi".
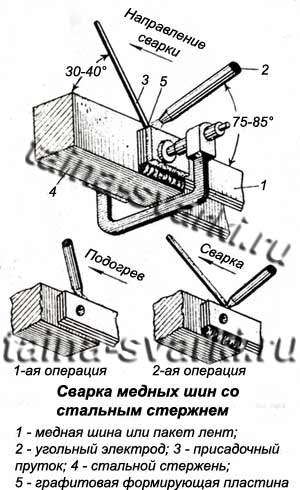
Vislabākos rezultātus, metinot vara kopnes ar tēraudu, iegūst, metinot "laivā". Šādas metināšanas shēma ir parādīta attēlā. Pirmkārt, vara malas tiek uzkarsētas ar oglekļa elektrodu, un pēc tam metināšana ar noteiktu elektroda un pildvielas stieņa stāvokli (sk. attēlu). Metināšanas ātrums ir 0,25 m/h. Vara metināšana ar čugunu tiek veikta, izmantojot tās pašas tehnoloģiskās metodes.
Maza biezuma (līdz 1,5 mm) mazleģētas bronzas metināšanu ar tēraudu, kura biezums ir līdz 2,5 mm, var veikt ar pārklāšanos ar nepatērējamu volframa elektrodu argona vidē uz automātiskās mašīnas ar uzpildes stiepli ar diametrs 1,8 mm, padots no sāniem.
Šajā gadījumā ir ļoti svarīgi virzīt loku uz pārklāšanos no vara puses. Šādi metināšanas režīmi: strāvas stiprums 190A, loka spriegums 11,5V, metināšanas ātrums 28,5m/h, stieples padeves ātrums 70m/h
Varš un misiņš ir labi piemetināti ar tēraudu ar zibens sadurmetināšanu.
Izmantojot šo metināšanas metodi, tērauda malas tiek izkausētas diezgan spēcīgi, un krāsaino metālu malas ir nedaudz izkusušas. Ņemot vērā šo apstākli un ņemot vērā šo metālu īpatnējo pretestību atšķirību, tērauda pārkare ir vienāda ar 3,5d, misiņam 1,5d, vara 1,0d, kur d ir apzīmējamo stieņu diametri. metinātas.
Šādu stieņu pretestības sadurmetināšanai ieteicams izmantot nūju no 2,5 d tēraudam, 1,0 d misiņam un 1,5 d vara. Īpatnējā nokrišņu pretestība tiek ņemta robežās no 1,0-1,5 kg/mm2.
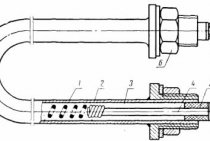
Praksē bieži rodas nepieciešamība metināt tapas ar diametru 8-12 mm no vara un tā sakausējumiem uz tēraudu vai tērauda tapas līdz vara izstrādājumiem.
Šāda metināšana tiek veikta ar apgrieztas polaritātes līdzstrāvu zem smalkas plūsmas pakāpes OSC-45 bez iepriekšējas uzsildīšanas.
Vara kniedes diametrā līdz 12 mm vai L62 misiņa kniedes diametrā līdz 10 mm pie 400A strāvas ir labi piemetinātas pie tērauda vai čuguna.
Un metināšanai neizmanto kniedes no misiņa zīmola LS 59-1.
Tērauda kniedes ir slikti metinātas ar vara un misiņa izstrādājumiem.
Elektrodi vara metināšanai
Lai savienotu varu bez pildvielas stieples, tiek izmantoti patērējami elektrodi ar īpašu pārklājumu. Izkausējot, veidojas izdedžu slānis, kas pasargā metināšanas vietu no saskares ar gaisu. Piedevas, kas veido pārklājumu, kombinējot ar metālu, uzlabo šuves kvalitāti. Izdedžu slānis palēnina savienojuma atdzišanu, kas palīdz izvadīt vairāk gāzu.
Neizlietojami oglekļa un grafīta elektrodi tiek izmantoti kopā ar pildvielas stiepli, kas nepieciešama šuves izveidošanai. Izvēloties, ņemiet vērā, ka:
- vara manuālai metināšanai pārklājuma krāsa ir sarkana;
- markas ar pelēku pārklājumu ir paredzētas krāsainajiem metāliem;
- ugunsizturīgos metālus apstrādā ar ziliem elektrodiem;
- ar dzeltenu pārklājumu karstumizturīgs leģētais tērauds.
Tērauda vara pārklāšanas procesa iezīmes mājās
Lai mājās ražotu vara pārklājumu, ir jāizpilda vairākas prasības, kas izriet no paša tehnoloģiskā procesa, jo iegremdēšanas metode ietver elektrolīta izmantošanu. Šis šķīdums ir kodīgs, pakļauts iztvaikošanai, un, tā kā darbības laikā tas arī uzkarsīs, iztvaikošana būs intensīva. Lai veiktu galvanizāciju mājās, jums vajadzētu rūpēties par aizsarglīdzekļiem un labu ventilāciju.
Mājas galvanizācija ar varu, neskatoties uz diezgan primitīvo aprīkojumu, tomēr dod lieliskus rezultātus. No visiem metāliem tērauds nodrošina spēcīgāko savienojumu ar vara plēvi, tāpēc tieši tērauda vara pārklāšanas laikā tiek iegūti izcili, izturīgi strāvas vadītāji. Tērauda izstrādājuma pārklāšana ar vara plēvi piešķirs priekšmetam pievilcīgāku izskatu.
 Vara pārklājuma rezultāts
Vara pārklājuma rezultāts
Tērauda vara pārklājums ar iegremdēšanu elektrolītā
Pirms vara pārklāšanas procesa uzsākšanas šiem darbiem jāsagatavo mājoklis, darba vieta, nepieciešamie materiāli un individuālie aizsardzības līdzekļi. Pēc tam jums vajadzētu sagatavot sagatavi. Oksīda plēve jānoņem no tās virsmas ar plānu smirģeli un smalku metāla suku. Pēc plēves noņemšanas detaļu nomazgā, attauko siltā ziepjūdenī un vēlreiz mazgā ar tīru ūdeni zem spēcīga spiediena.
 Tērauda vara pārklājuma shēma elektrolītā
Tērauda vara pārklājuma shēma elektrolītā
Divas vara plāksnes ievieto traukā (vēlams stikla), elektriski savienotas viena ar otru. Šīs plāksnes ir anodi, un tās ir savienotas ar vadītāju ar strāvas avota plusu. Avota mīnusam ir pievienots vadītājs, kas savienots ar apstrādājamo detaļu, kas ir katods šajā ķēdē. Anoda ķēdē ir iekļauts reostats strāvas stipruma regulēšanai un ampērmetrs kontrolei.
Sagatavoto elektrolīta šķīdumu ielej traukā, kurā ietilpst vara sulfāts, destilēts ūdens un skābe. Šķīdumu ielej tādā daudzumā, kas ir pietiekams, lai pilnībā pārklātu elektrodus un sagatavi. Ķēdei tiek pielikts spriegums, ar reostatu tiek iestatīta strāva ar ātrumu 15 mA uz daļas laukuma kvadrātcentimetru.
Pēc pusstundas spriegums tiek noņemts, vara pārklātā daļa tiek izņemta no šķīduma, atbrīvota no vadītāja, rūpīgi nomazgāta un žāvēta. Process pabeigts. Nepieciešama piezīme: visas darbības jāveic respiratorā, gumijas cimdos un ar ieslēgtu ventilāciju.
Metināšanas iekārta vara
Galvenās vienības ir definētas kā pusautomātiskās, automātiskās, argona, invertora vienības. Katra no ierīcēm veic darbu atšķirīgā ražošanas veidā, ir aprīkota ar raksturīgām īpašībām.
- Vara plākšņu savienojumu var veikt ar volframa tipa orgāniem argona vidē. Moderna tipa invertori tiek darbināti no sadzīves tīkla, aprīkoti ar neatkarīgu dzesēšanas sistēmu un ir viegli.
- Ar vadu tiek izmantotas pusautomātiskās instalācijas. Ir dažādi mezgli, tostarp vietējie, kas veiktspējas ziņā nav zemāki par importētajiem kolēģiem.
- Vara vadi tiek savienoti arī ar invertoru, galvenā iezīme ir rentabla, zems enerģijas patēriņš. Aizsardzība pret pielipšanu, karstā palaišana ļaus iesācēju meistaram darboties bez iepriekšējas apmācības.
Pašdarināta metināšanas iekārta metināšanai ar oglekļa elektrodiem
Mājas lietošanai vislabākā izvēle ir iekārta ar jaudu līdz 3,5 kW. Izejas jauda ir pietiekama, lai savienotu vara ar biezumu 5 mm. Zema resursa mehānismi nekaitēs mājsaimniecības elektrotīklam, novērsīs sadzīves tehnikas bojājumus.
Sagatavošanās patinēšanai
Tāpat kā jebkurā darbā ar ķimikālijām, drošībai jābūt pirmajai prioritātei. Lielākā daļa melnēšanai izmantoto savienojumu ir ļoti toksiski. Izdalītie tvaiki var būt bīstami veselībai, ja tie nonāk atmosfērā. Ir daži standarta noteikumi, kurus nevajadzētu ignorēt:
- vielas jāuzglabā īpašās mēģenēs, kas ir cieši noslēgtas ar aizbāžņiem blīvēšanai;
- glabājiet šķīdumus bērniem nepieejamā vietā;
- procesam jānotiek specializētā skapī ar iebūvētu ventilāciju (skapja durvīm jābūt nedaudz atvērtām).
Pirms apstrādes materiāls ir rūpīgi jānomazgā, jānotīra un attaukots, lai sasniegtu vislabāko efektu.
 Vara un citu metālu patinēšana, oksidēšana
Vara un citu metālu patinēšana, oksidēšana
Oksidācija un patinācija – šie jēdzieni nav sinonīmi, katra šo procesu sekas secībā atšķiras viena no otras.
Vara oksidēšana - oksīdu un oksīdu veidošanās uz metāla virsmas, pateicoties tā mijiedarbībai ar skābekli saturošiem elementiem un citiem noteiktiem ķīmiskiem reaģentiem.
Patinēšana - plānas hlora un sēra savienojumu slāņa veidošanās, pakļaujot metālu atbilstošiem savienojumiem. Abi procesi noved pie materiāla krāsas maiņas, kam dabiskos apstākļos būtu nepieciešams ievērojams laika periods.
Soli pa solim instrukcijas vara kausēšanai
Vara kausēšana, ja sagatavo visu nepieciešamo šāda tehnoloģiskā procesa īstenošanai un pareizi pieiet tā īstenošanai, ļauj izgatavot vara izstrādājumus gan dekoratīviem, gan tīri praktiskiem nolūkiem pat mājas apstākļos.
Lai kausētu varu, jums būs nepieciešami šādi instrumenti, aprīkojums un materiāli:
- mufeļkrāsns (vēlams ar regulējamu apkures temperatūru);
- tīģelis, kurā kausēsiet varu (vara kausēšanai izmanto tīģeļus no keramikas vai ugunsizturīga māla);
- knaibles, ar kurām karstais tīģelis tiks izņemts no krāsns;
- āķis (to var izgatavot no parastās tērauda stieples);
- sadzīves putekļu sūcējs;
- ogles;
- forma, kādā tiks veikta liešana;
- gāzes deglis un skaņas signāls.

Vismazākais piemaisījumu daudzums ir atrodams elektriskajā varā
Pirmais solis
Varš sasmalcinātā stāvoklī tiek ievietots tīģelī. Jāpatur prātā: jo mazāki ir metāla gabali, jo ātrāk tas izkusīs. Tīģeli pēc pildīšanas ar varu ievieto krāsnī, kura, izmantojot temperatūras regulatoru, jāuzsilda līdz vajadzīgajam stāvoklim. Sērijveida mufeļu krāšņu durvīs obligāti ir paredzēts logs, caur kuru var novērot kušanas procesu.

Skata logs ļaus jums kontrolēt procesu, neatverot durvis vēlreiz, tādējādi nepazeminot temperatūru cepeškrāsnī
otrais solis
Pēc tam, kad viss tīģelī esošais varš ir izkusis, tas ir jāizņem no krāsns, izmantojot īpašas knaibles. Uz virsmas obligāti jābūt oksīda plēvei, kas ar tērauda āķi jāpārvieto uz vienu no tīģeļa sienām. Izkausētais metāls pēc tā virsmas atbrīvošanās no oksīda plēves pēc iespējas ātrāk un precīzāk jāielej iepriekš sagatavotā veidnē. Sīkāka informācija un noteikumi šīs procedūras veikšanai ir labi parādīti ar video, kas ir viegli atrodams internetā.
Būs nepieciešams ļoti ātri ieliet metālu veidnēs, ja jūsu izvēlētā sildīšanas metode nevarēs nodrošināt vēlamo temperatūru.
Trešais solis
Ja jūsu rīcībā nav mufeļkrāsns, varat uzsildīt tīģeli ar varu, izmantojot gāzes degli, novietojot to vertikāli zem tvertnes apakšas.
Tajā pašā laikā ir svarīgi nodrošināt, lai gāzes degļa liesma būtu vienmērīgi sadalīta pa visu tīģeļa dibena laukumu.
Ceturtais solis
Ja mājās nepieciešams izkausēt zemu kūstošu vara sakausējumus (misiņu un dažus), tad par sildīšanas ierīci var izmantot parastu pūtēju, novietojot to arī vertikāli zem tīģeļa dibena. Kausējot ar šo un iepriekšējām metodēm, izkausētā metāla virsma aktīvi mijiedarbosies ar skābekli, kas izraisīs intensīvu oksidēšanos. Lai samazinātu oksidēšanās intensitāti, izkausētu varu var pārkaisa ar sasmalcinātu kokogli.

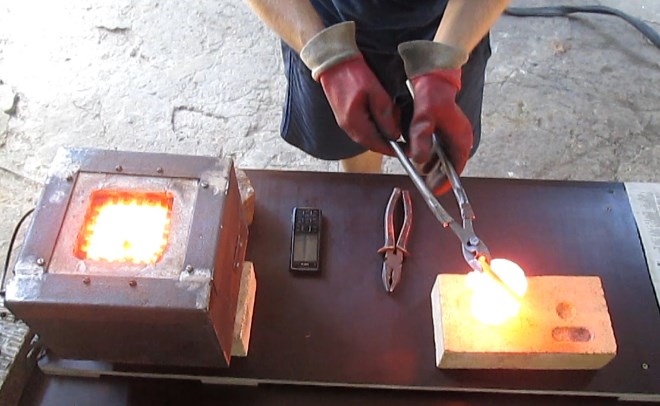
Vara kausēšana ar pūtēju paštaisītā krāsnī
Piektais solis
Ja jūsu mājas darbnīcā ir kalums, to var izmantot arī vara, misiņa vai bronzas kausēšanai. Šajā gadījumā tīģeli ar sasmalcinātu metālu novieto uz sarkanīgi karstas ogles slāņa. Lai sildīšanas un kušanas process noritētu intensīvāk, ogļu sadegšanas zonā var tikt pievadīts gaiss, kam piemērots parastais putekļsūcējs, kas darbojas nevis ievilkšanai, bet gan pūšanai. Gadījumā, ja izmantosiet putekļu sūcēju, uz tā šļūtenes ir jāizveido metāla uzgalis ar maza diametra pūšanas atveri.

Gāzes krāsnī kausēšanas process būs vēl efektīvāks
Izvēloties mufeļkrāsni liešanai ar varu un tā sakausējumiem, jāpievērš uzmanība temperatūras režīmam, ko šāda ierīce spēj nodrošināt. Atkarībā no izkausētā metāla veida šādai krāsnij jānodrošina šādas sildīšanas temperatūras:
- varš - 1083°;
- dažādu šķirņu bronza - 930–1140°;
- misiņš - 880-950°.
Iespējams, ka nolemjat pats izgatavot kausēšanas krāsni, noskatoties video.
Parastajam vara, kura ķīmiskajā sastāvā nav leģējošu piedevu, kausētā stāvoklī nav laba plūstamība, tāpēc tas nav piemērots sarežģītas konfigurācijas un mazu izmēru izstrādājumu liešanai. Šiem nolūkiem vislabāk ir izmantot misiņu un izvēlēties sakausējumu, kura virsmas krāsa ir gaišāka (tas norāda, ka šī zīmola misiņam ir zemāka kušanas temperatūra).
Patinēšanas mērķis
 Aptumšotā vara izmantošanas galvenais mērķis ir nodrošināt apstrādātajam metālam novecošanas efektu. Senatnē lielākā daļa priekšmetu (monētas, figūriņas, dažādi suvenīri, sadzīves priekšmeti) tika izgatavoti no šī materiāla. Sasniedzot mūsu laiku, objekti ir piedzīvojuši zināmas pārvērtības - oksidācijas procesi ir mainījuši šo lietu krāsu un kopējo izskatu, radot visas senatnes un līdz ar to arī vērtības pazīmes.
Aptumšotā vara izmantošanas galvenais mērķis ir nodrošināt apstrādātajam metālam novecošanas efektu. Senatnē lielākā daļa priekšmetu (monētas, figūriņas, dažādi suvenīri, sadzīves priekšmeti) tika izgatavoti no šī materiāla. Sasniedzot mūsu laiku, objekti ir piedzīvojuši zināmas pārvērtības - oksidācijas procesi ir mainījuši šo lietu krāsu un kopējo izskatu, radot visas senatnes un līdz ar to arī vērtības pazīmes.
Mūsdienās vara patinēšana tiek veikta mākslīgi, taču tie tiecas pēc viena mērķa - piešķirt lietām retu izskatu, piesaistīt uzmanību, izraisīt vēlmi to iegādāties.
Vara raksturojums
Varš ir viens no pirmajiem metāliem, ko cilvēks iemācījās iegūt un apstrādāt. Izstrādājumi no vara un tā sakausējumiem tika izmantoti jau 3. gadsimtā pirms mūsu ēras, par ko liecina vēstures dati un arheoloģisko izrakumu rezultāti. Vara plašo izplatību lielā mērā veicināja tas, ka to ir diezgan viegli apstrādāt ar dažādām mehāniskām metodēm. Turklāt to var viegli izkausēt.
Varš, kura virsma izceļas ar izteiktu dzeltenīgi sarkanu krāsu, pateicoties tā maigumam, viegli apstrādājams ar plastisku deformāciju. Vara virsma, mijiedarbojoties ar apkārtējo gaisu, tiek pārklāta ar oksīda plēvi, kas to nokrāso tik skaistā krāsā.
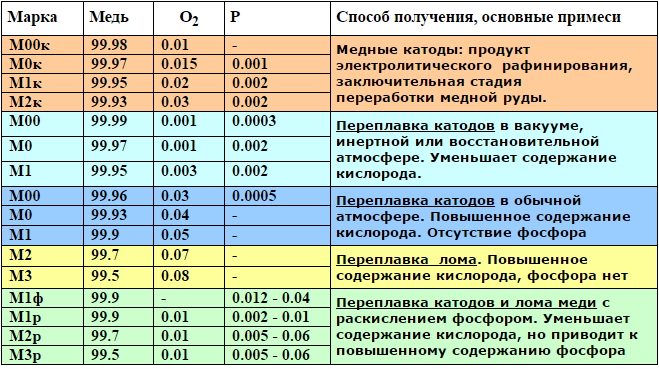
Tehniskā vara markas un to ķīmiskais sastāvs
Liela nozīme ir tādām vara īpašībām kā elektriskā un siltumvadītspēja, kurā tas ieņem otro vietu starp visiem metāliem, otrajā vietā aiz sudraba. Pateicoties šīm īpašībām, no tā izgatavotie izstrādājumi tiek aktīvi izmantoti elektrorūpniecībā, kā arī gadījumos, kad nepieciešams nodrošināt ātru siltuma noņemšanu no apsildāma objekta.
Vēl viens svarīgs vara parametrs, kas tieši ietekmē enerģijas un darbaspēka daudzumu, kas patērēts produktu ražošanā no tā, ir kušanas temperatūra. Tīram vara temperatūra, kurā metāls mainās no cieta uz šķidrumu, ir 1083 °. Ja jūs sajaucat varu ar alvu un iegūstat bronzu, tad šāda sakausējuma kušanas temperatūra būs jau 930–1140 ° atkarībā no galvenās leģējošās piedevas satura tajā. Piemēram, misiņam, ko iegūst, parastajam metālam pievienojot cinku, ir vēl zemāks kušanas punkts, kas ir diapazonā no 900 līdz 1050 °.
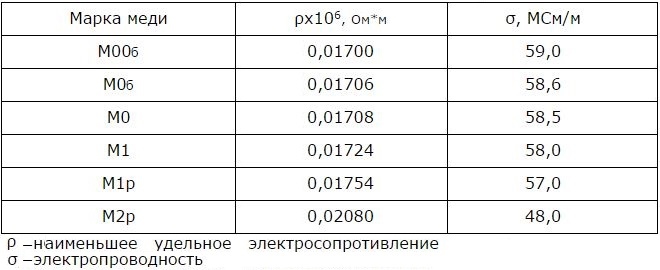
Vara elektriskās īpašības pie 20°
Ja jūs nolemjat ieviest mājās tādu tehnoloģisko procesu kā, ir svarīgi zināt vēl vienu parametru - tā viršanas temperatūru. Pie 2560 ° varš sāk burtiski vārīties, kas ir skaidri redzams šī procesa video.
Burbuļu parādīšanos uz šķidrā metāla virsmas un aktīvo gāzes veidošanos tajā veicina ogleklis, kas izdalās no vara oksidēšanās rezultātā, kas rodas spēcīgas karsēšanas laikā.

Ievērojot kausēšanas tehnoloģiju, uz vara stieņa virsmas var palikt seklas poras, kuras var viegli noņemt, slīpējot.
Kā izkausēt varu mājās
Ikdienā plaši tiek izmantoti priekšmeti no vara, kā arī dažādi izstrādājumi, kuros tas ir iekļauts. Tāpēc daudzi uzdod diezgan standarta jautājumu: "Kā pašam izkausēt varu?"
Radot priekšstatu par šo tehnoloģiju, cilvēki apguva dažādu priekšmetu izgatavošanu no tīra metāla, kā arī no tā iegūtajiem sakausējumiem - bronzas un misiņa.
- 1 Kušanas temperatūra
- 2 Vara kausēšana
Kušanas temperatūra
Kausēšana ir process, kas raksturo metāla pakāpenisku pāreju no standarta cietā stāvokļa uz šķidru konsistenci. Katram metāla savienojumam vai metālam tīrā veidā ir sava temperatūra, kuras ietekmē tas sāk kust.
Svarīgs faktors šajā gadījumā ir tas, kādi piemaisījumi ir iekļauti izkusušā savienojuma sastāvā.
Tātad varš sāk kust 1083 grādu temperatūrā pēc Celsija. Ja tam pievieno alvu, kušanas temperatūra samazināsies un būs aptuveni 930-1140 grādi pēc Celsija.
Šajā gadījumā šādas svārstības ir saistītas ar sakausējumā iekļauto alvas daudzumu. Vara un cinka savienojums kūst vēl zemākā temperatūrā - 900-1050 grādi. Jebkuru metālu karsēšana ir saistīta ar pakāpenisku no daudziem kristāliem izveidotā režģa iznīcināšanu.
Karsējot, kušanas temperatūra paaugstinās līdz maksimāli nepieciešamajam līmenim, tad tā augšana apstājas un paliek sasniegtajā līmenī, līdz viss metāls ir izkusis, pēc tam tas sāk samazināties.
Atdzesēšana ir apgriezts temperatūras izmaiņu process. Atdziestot, tas nokrīt un "sasalst" noteiktā līmenī, līdz metāls pilnībā sacietē.
Tādējādi viršanas procesā no vara izdalās ogleklis, kas veidojas oksidēšanās rezultātā un tā ciešā saskarē ar gaisu.
Kūstošs varš
Vara kausēšanas tehnoloģija ir plaši izmantota kopš seniem laikiem, kad cilvēki ar uguni kausēja metālu, lai izgatavotu bultas, bultu uzgaļus un citus ieročus, kā arī sadzīves priekšmetus.
Iespējama arī vara kausēšana mājās. Šim nolūkam jums būs nepieciešams:
- Tīģelis, kurā tiks izkausēts varš, un knaibles, kas nepieciešamas, lai tīģeli izņemtu no krāsns vai noņemtu no uguns.
- Ogles.
- Mufeļkrāsns (labāk, ja tajā tiek regulēta apkures temperatūra).
- Rags.
- Parasts putekļu sūcējs.
- Veidne, kurā ielej izkausētu šķidrumu.
- Āķis izgatavots no tērauda stieples.
- Gāzes deglis, ja nav mufeļkrāsns.
Kausēšanas algoritms ietver vairākas pakāpeniskas darbības:
Sasmalciniet metālu un ielejiet tīģelī. Turklāt, jo mazāki ir fragmenti, jo ātrāk tie sasniedz izkusušo stāvokli. Ievietojiet tīģeli krāsnī, kas uzkarsēta līdz augstākajai iespējamajai temperatūrai, kas nepieciešama kausēšanas procesa sākšanai (šeit, starp citu, jums būs nepieciešams temperatūras regulators). Daudzām mufeļkrāsnīm durvīs ir iegriezts logs. Izmantojot to, jūs varat droši uzraudzīt procesu.
Sasniedzot šķidru, beidzot izkusušo vara stāvokli, tīģelis ar knaiblēm ir jāizmēģina pēc iespējas rūpīgāk un pēc iespējas ātrāk jāizņem no krāsns. Uz šķidrās vielas virsmas izveidosies plēve, ar stieples āķi pārvietojiet to uz tīģeļa malu. No plēves iztīrīto metālu pēc iespējas ātrāk lej iepriekš sagatavotā formā.
Ja nav mufeļkrāsns, varu var izkausēt, izmantojot parasto gāzes degli. Bet tad varš būs ciešā saskarē ar gaisu, un pats oksidēšanās process būs daudz ātrāks. Tāpēc, lai novērstu biezas plēves veidošanos uz metāla virsmas, varu, kad tas sasniedz šķidru stāvokli, pārkaisa ar sasmalcinātu kokogli.
Varat arī kausēt varu un tā sakausējumus ar kalumu. Lai to izdarītu, ogles ir labi jāuzsilda un uz tās jāuzliek tīģelis ar metālu (iepriekš jāsasmalcina varš). Lai paātrinātu sildīšanas procesu, virziet putekļu sūcēju uz oglēm, kas ieslēgts pūšanas režīmā
Īpaša uzmanība jāpievērš caurules galam. Tam jābūt metālam, jo augstas temperatūras ietekmē plastmasa izkusīs.