Ar kādiem elektrodiem metināt 2 mm profila cauruli.
Izvēloties elektrodus elektriskajai metināšanai, tie vadās pēc sagatavju biezuma, kas ir tieši saistīts ar to diametru.
Nepieciešamos datus var iegūt no tabulām uz iepakojuma vai noteikt izmērus pats, ņemot vērā, ka elektroda diametrs aptuveni atbilst sienas biezumam vērtībās, kas nepārsniedz 4 mm.
Metināšanas režīma un elektrodu veida izvēle
Caur elektrodiem izvadītā strāva ir tieši saistīta ar to diametru, tās vērtība parasti ir norādīta uz iepakojuma. Turklāt tā vērtību var iestatīt no tabulām vai aptuveni noteikt ar aprēķiniem, pamatojoties uz to, ka 1 mm. elektroda biezumam nepieciešama 30 ampēru strāva.
Atkarībā no pārklājuma materiāla ir četri galvenie elektrodu veidi:
- Skābs (A). Tiem raksturīgs augsts dzelzs un mangāna saturs, metāla elektrods nokļūst šuvē mazu pilienu veidā, veidojot šķidruma vannu, sacietējot, izdedži viegli atdalās. Strādājot, pārāk augsta loka temperatūra rada apakšējos griezumus, šuve ir ļoti pakļauta plaisām - tas ierobežo šāda veida izmantošanu.
- Celulozes (C). Papildus celulozei sastāvā ietilpst feromangāna rūdas un talks, kas karsējot pilnībā izdeg, veidojot aizsarggāzi, savukārt šuvei nav izdedžu pārklājuma. Elektrods nonāk šuvē ar vidējiem un lieliem pilieniem, veidojot raupju nevienmērīgu struktūru ar daudzām šļakatām.
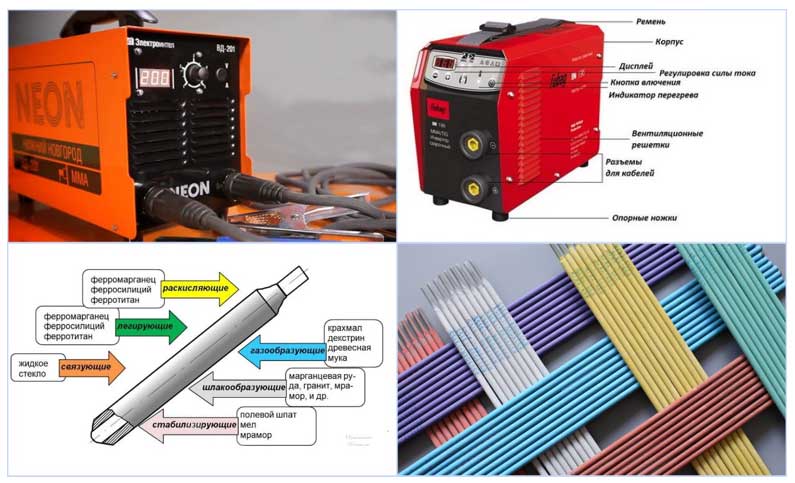
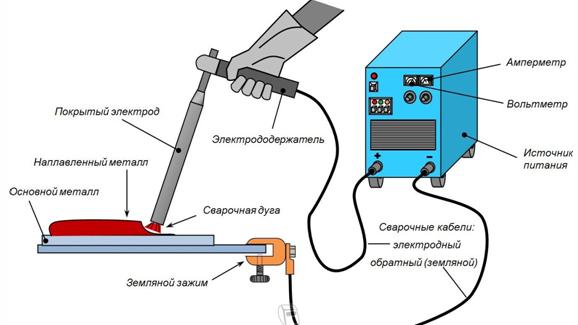
Rīsi. 10 Elektriskā loka aparāta un elektroda izskats
Rutils (P). Pārklājums galvenokārt sastāv no titāna dioksīda vai ilmenīta, elektrodu metāls ar vidējiem un maziem pilieniem ar nelielu šļakatu daudzumu nonāk metināšanas baseinā un veido vienmērīgu, kvalitatīvu šuvi. Sārņu pārklājumam ir poraina struktūra un tas ir viegli atdalāms no šuves.
Zema oglekļa tērauda sakausējumu, no kuriem tiek izgatavotas formas caurules, elektriskajai metināšanai visbiežāk izmanto labus zīmolu UONI-13/55, MP-3, ANO-4 elektrodus, nerūsējošā tērauda metināšanai var izmantot OK 63.34.

11. att. Plānsienu cauruļu metināšana
Sagatavošanās darbam
Profila cauruļu savienošana bez metināšanas galvenokārt tiek veikta, izmantojot specializētas skavas un skrūves. Laika gaitā stiprinājumi atslābst, tāpēc, rūpējoties par produktu, ir nepieciešams pastāvīgi pārbaudīt konstrukcijas izturību. Lai samazinātu problēmas ekspluatācijas laikā, konstrukcijas montāžai tiek izmantota metināšana.
Lai iegūtu stipru metinājumu, ir nepieciešams sagatavot caurules virsmu. Priekš šī:
cauruļu sekcijas tiek sagrieztas vajadzīgajā garumā;

Slīpmašīnas izmantošana cauruļu griešanai
Caurules ieteicams griezt ar speciāliem instrumentiem, piemēram, metāla zāģi, kas ļauj griezumu padarīt pēc iespējas vienmērīgāku.
- ja ir nepieciešams savienot elementus leņķī, tad caurules tiek rūpīgi pielāgotas viena otrai, lai spraugas būtu pēc iespējas mazākas. Tas palielinās metinājuma kvalitāti un līdz ar to arī gatavā izstrādājuma uzticamību;
- vietas, kur paredzēts atrasties metinājuma šuve, tiek attīrītas no rūsas, urbumiem un citiem svešķermeņu nosēdumiem. Jebkurš iekļaušana negatīvi ietekmē šuves izturību. Tīrīšanu var veikt ar vienkāršu metāla suku vai specializētu aprīkojumu, piemēram, dzirnaviņas.

Virsmas sagatavošana pirms metināšanas
Loka metināšana
Manuālā loka metināšana tiek plaši izmantota visās tautsaimniecības nozarēs un sadzīvē metāla konstrukciju elementu savienošanai. Tā atšķirīgās īpašības salīdzinājumā ar citiem metināto savienojumu veidiem ir:
- Salīdzinoši zemās izmaksas par metināšanas iekārtu un palīgmateriāliem, kas ir elektrodi.
- Augstas kvalitātes metināto savienojumu iegūšana no parastajām metālu kategorijām, ieskaitot nerūsējošo sakausējumu.
- Iespēja veikt metināšanas darbus daudzās grūti sasniedzamās vietās – to veicina nelielais svars un iekārtu pieslēgšanas vieglums pie elektrības.

Rīsi. 7 Plānas profila caurules metināšana - šuvju veids
Darbu veikšana, izmantojot elektrisko loka metināšanu, sastāv no šādām darbībām:
- Cauruļu galus sagatavo metināšanai, lai tos notīrītu no rūsas, pēc tam sagataves tiek iestatītas vajadzīgajā attālumā, lai aizpildītu šuvi ar metālu no izkausētā elektroda, bieži vien tam tiek izmantotas īpašas ierīces.
- Metināšanas iekārta tiek ieslēgta, iestatot nepieciešamo strāvu atbilstoši iebūvētajam indikatoram, elektrods tiek ievietots turētājā, kas savienots ar metināšanas iekārtu, otrais gals tiek piestiprināts pie caurules.
- Metināmo detaļu novietojums viena pret otru tiek fiksēts ar punktmetināšanu (taki), pēc kura tiek veikta elektriskā metināšana, izmantojot aizsargtērpu, masku un metinātāja cimdus.
- Darba beigās katlakmens tiek notriekts un šuve tiek notīrīta ar metāla suku.
Pusautomātiskā metāla inertās gāzes metināšana (MIG)
Pateicoties mūsdienu tehnoloģijām, ir kļuvis iespējams visvienkāršākajā veidā metināt profila izstrādājumus sadzīves apstākļos, kam nav nepieciešama liela pieredze un daudzu gadu metinātāja apmācība.
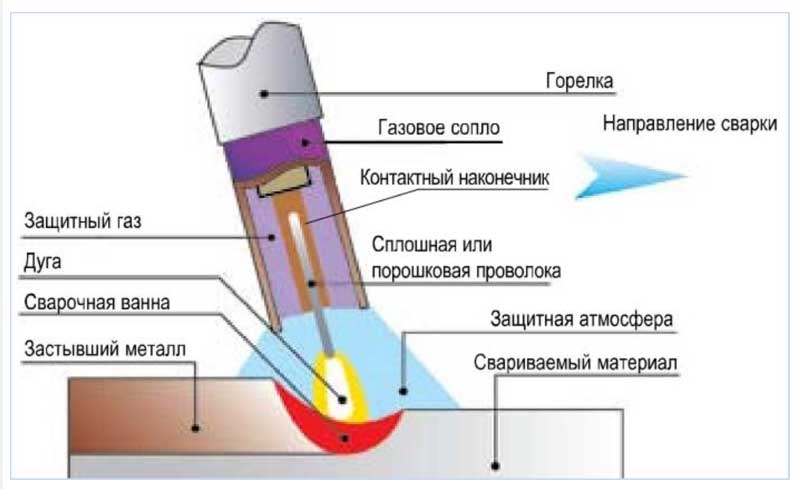
Rīsi. 8 Kā darbojas MIG
Pusautomātiskā inertās gāzes metināšana (MIG) ir evolucionārs solis parastās loka metināšanas attīstībā, salīdzinājumā ar kuru tai ir šādas priekšrocības:
- Elektroda vietā metināšanas baseinā caur degli automātiski tiek ievadīts īpašs vads ar diametru no 0,6 līdz 1,2 mm, tīts ruļļos - tas automatizē procesu un samazina elektrodu maiņas laiku.
- Kopā ar stiepli caur metināšanas uzmavu deglim tiek piegādāta inerta gāze (parasti oglekļa dioksīda un argona maisījums) - tas novērš izdedžu veidošanos un uzlabo metinājuma kvalitāti.
Pateicoties šai tehnoloģijai, pusautomātiskajai metināšanai ir šādas priekšrocības salīdzinājumā ar elektriskām loka iekārtām:
- Ļauj metināt plānas sagataves ar biezumu 0,5 mm.
- Pagatavo tēraudu, nerūsējošo tēraudu, čugunu, alumīniju un krāsainos metālus.
- Veicot darbu, nav izdedžu un praktiski nav dūmu - tas ir mazāk kaitīgs veselībai, uzlabo šuves kvalitāti salīdzinājumā ar elektriskā loka metodēm.
MIG trūkumi ietver lielumu (nepieciešams masīvs gāzes balons un stieples padeves sistēma deglim) un neiespējamība strādāt stiprā vējā, kas izpūš gāzi no metināšanas zonas.
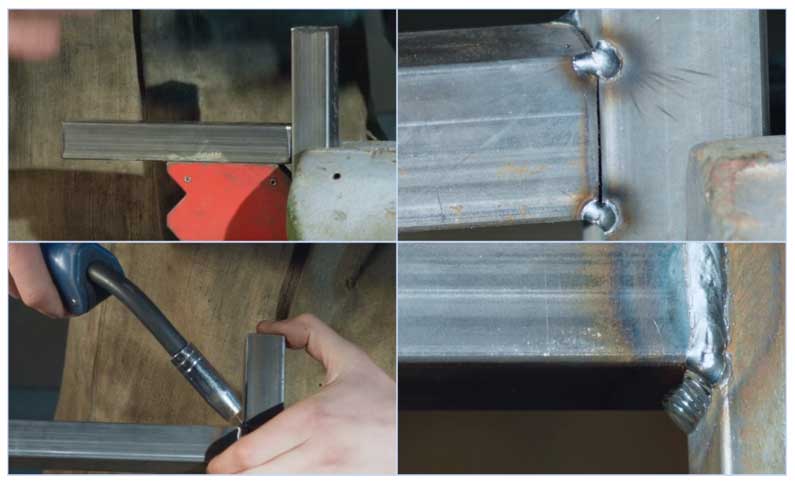
Rīsi. 9 Plānsienu profila cauruļu metināšana inertās gāzes vidē
Metināšanas tehnika
Rāmja metināšanu no profila caurules var veikt ar jebkuru no šiem veidiem:
- gāze;
- elektriskā loka.
Gāzes metināšana
Gāzes metināšana tiek veikta, izkausējot metālu un aizpildot tukšo vietu ar piedevu.
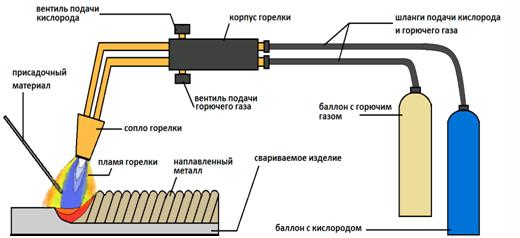
Gāzes metināšanas tehnoloģija
Gāzes metināšanai jums būs nepieciešams:
- speciāla metināšanas iekārta ar uzgaļu komplektu deglim;
- cilindrs ar skābekli;
- balons ar degošu gāzi (visbiežāk izmanto acetilēnu);
- uzpildes stieple (nepieciešams, lai stieple būtu izgatavota no tā paša materiāla kā metināmās caurules);
- metināšanas pulveris (flukss), kas samazina metāla oksidēšanos un aizsargā šuvi. Pirms metināšanas sākšanas plūsma tiek uzklāta uz caurules virsmas;
- metinātāja individuālās aizsardzības elementi (maska).
Gāzes metināšanas laikā stingri jāievēro drošības pasākumi, jo izmantotās gāzes ir sprādzienbīstamas.
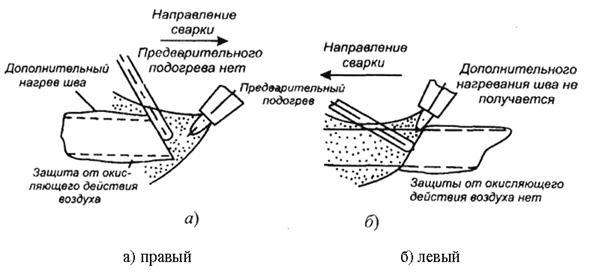
Cauruļu savienojumu, izmantojot gāzes metināšanu, var veikt divos veidos:
- no kreisās puses uz labo. Piedeva tiek piegādāta pēc karsēšanas ar degli, kas ļauj metināt caurules, kuru biezums ir lielāks par 5 mm. Šuve nav gluži vienmērīga un prasa papildu pilnveidošanu.Šādā veidā vārti tiek metināti no profila caurules un citām trīsdimensiju konstrukcijām;
- no labās puses uz kreiso. Piedeva tiek padota degļa priekšā, kas ļauj iegūt vienmērīgāko šuvi. To galvenokārt izmanto caurulēm, kuru biezums ir mazāks par 5 mm, piemēram, metināšanas profila cauruļu kopnēm, dārza solam un tā tālāk.
Pieejamie metināšanas šuves veidošanas veidi
Pēc pilnīgas atdzesēšanas šuvi ieteicams notīrīt un aizsargāt no korozijas.
Gāzes metināšanu izmanto, lai savienotu profila caurules, kas izgatavotas no krāsainiem metāliem (misiņa, alumīnija, vara utt.).
Gāzes metināšanas priekšrocības ir:
- vienkāršība. Konstrukcijas metināšanai ar gāzes degli nav nepieciešamas īpašas zināšanas un prasmes;
- pieejamība. Nepieciešamās sastāvdaļas (gāzes) var iegādāties bez lielām grūtībām;
- nav nepieciešams spēcīgs elektriskās strāvas avots.
Loka metināšana
Loka metināšanu izmanto, savienojot profilus, kas izgatavoti no melnajiem metāliem, tas ir, no tērauda.
Elektriskā loka metināšana tiek veikta, izmantojot:
- metināšanas mašīna;
- elektrodi.
Loka metināšanas tehnoloģija
Elektrodu izvēle un nepieciešamā strāva metināšanai tiek veikta, pamatojoties uz profila caurules metāla biezumu.
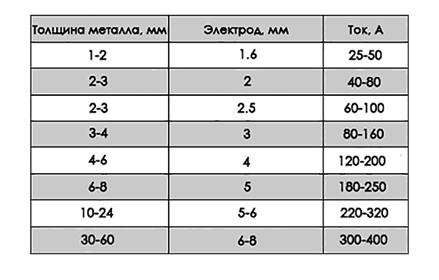
Metināmā metāla un izmantoto elektrodu attiecību tabula
Tabulā ir norādīti ieteicamie elektrodu parametri. Lai pārliecinātos, ka elektrods ir izvēlēts pareizi, ir jāveic pārbaudes šuve nelielām cauruļu daļām.
Strāvas stiprums ietekmē arī metinājuma kvalitāti. Lai šuve būtu pēc iespējas stingrāka, ir jāsasniedz pēc iespējas lielāka strāvas stiprums.
Profila caurules metināšana ar invertoru tiek veikta šādā secībā:
- metinātās profila cauruļu daļas ir droši nostiprinātas, lai novērstu to deformāciju un pārvietošanos. Lai to izdarītu, varat izmantot gan īpašas ierīces, gan improvizētus rīkus;
- 4-5 punktos tiek veikta punktmetināšana (tack welding), kas ļauj iepriekš savienot detaļas;

Konstrukciju metināšanas sākuma stadija
- tiek pārbaudīta dizaina pareizība. Ja nepieciešams, ar āmura palīdzību tiek novērsti defekti;
- savienojums beidzot ir metināts. Tajā pašā laikā ieteicams uzraudzīt elektrodu kustības ātrumu, lai cauruļu metālam būtu laiks pilnībā izkust un tajā pašā laikā nenogrimt profila iekšpusē.
Profila caurules, kuru biezums ir lielāks par 5 mm, ieteicams metināt vairākos posmos, lai iegūtu stipru šuvi. Šajā gadījumā metināšana tiek veikta pretējos virzienos viens pret otru.
Pēc metināšanas pabeigšanas konstrukcija ir jāatdzesē, lai novērstu profila caurules deformāciju.
Gatavo šuvi notīra ar speciāliem instrumentiem, piemēram, leņķa slīpmašīnu.

Šuvju apstrāde ar urbi
Metināšanas vietai nepieciešama kvalitatīva aizsardzība pret apkārtējās vides ietekmi, jo augstā temperatūrā pakļauts metāls vairākas reizes ātrāk sarūsē.
Plašāku informāciju par loka metināšanu varat uzzināt, noskatoties videoklipu.
Visi metināšanas darbi jāveic, ievērojot drošības pasākumus un izmantojot līdzekļus metinātāja aizsardzībai. Metināšanas metodes izvēle ir atkarīga no materiāla, no kura izgatavotas profila caurules, kā arī no pieejamā aprīkojuma.

