I. Šķērsšūts polietilēns
Steidzamā nepieciešamība izmantot polietilēnu augstākā temperatūrā un spiedienā (apkures un karstā ūdens sistēmām) ir novedusi pie augstas molekulmasas polietilēna ražošanas metožu izstrādes. Tas tika panākts ar polimēra papildu augstspiediena šķērssavienojumu. Šo procesu sauc par šķērssavienojumu, un šādā veidā iegūtais polietilēns ir šķērssaistīts polietilēns (vai PEX).
Polietilēna šķērssaistīšana tiek saprasta kā process, kurā molekulārās vienības tiek savienotas platas acs trīsdimensiju tīklā, pateicoties šķērssaišu veidošanās procesam.
Veicot šķērssavienojumus molekulārās ķēdēs, kas satur oglekļa un ūdeņraža atomus, noteiktu faktoru ietekmē atsevišķi ūdeņraža atomi tiek norautas no polietilēna molekulu saitēm. Izveidotā brīvā saite tiek izmantota, lai savienotu ķēdes savā starpā.
Pieprasījums pēc PEX caurulēm ir licis izstrādāt dažādas tās ražošanas tehnoloģijas, kas, protams, būtiski ietekmē galaprodukta patērētāja īpašības.
Vispirms mēs atzīmējam atšķirīgās iezīmes, kas piemīt visu veidu PEX:
- paaugstināta izturība pret temperatūru un spiedienu;
- molekulārā atmiņa vai spēja atjaunot formu pēc pārmērīgas sistēmas locīšanas vai sasalšanas;
- izturība pret "lēno" un "ātro" plaisu veidošanos, t.i. materiāla spēja ilgstoši saglabāt elastību un citas īpašības - sistēmas ilgmūžība.
Ir trīs veidi, kā rūpnieciski ražot PEX caurules:
- peroksīds vai PEX-A
- silāns vai PEX-B
- starojums vai PEX-C
PEX-C: šķērssaistīšana (ar cietajiem rentgena stariem) nav vienmērīga biezumā. Uz ārējās virsmas tiek novērots lielākais molekulu šķērssavienojuma process. Iekšējajam ir viszemākais. Vidējais šķērssaistīšanas procents ir 78%.
PEX-B: šķērssavienojuma process (ķīmiskā metode, izmantojot silānu) notiek no divām virsmām - ārējās un iekšējās dziļi caurules sienā. Šajā gadījumā abām virsmām ir augsts šķērssavienojuma procents, un mazākais procents ir caurules biezuma vidū. Vidējais šķērssaistīšanas procents ir aptuveni 75%.
PEX-A: šīs ķīmiskās metodes īpatnības ir tādas, ka polietilēns un šķērssaistīšanas iniciators - peroksīds ir sākotnēji vienmērīgi sajaukti. Šķērssaistīšanu veic zem augsta spiediena kausētā stāvoklī. Ar šo metodi tiek sasniegts augsts šķērssaistīšanas procents, vidēji 85%.
PEX-B un PEX-C caurules tiek izmantotas apkurei un karstā ūdens apgādei, taču materiāla neparastās struktūras dēļ tām ir vairāki ierobežojumi, kas saistīti ar šī materiāla plastiskumu un izturīgo izturību.
PEX-A caurulēm ir optimālas stiprības un termiskās īpašības. Liels šķērssavienojuma procents nodrošina nepieciešamās īpašības izmantošanai apkures un karstā ūdens sistēmās.
Tieši par tirgiem
Nav noslēpums, ka tirgū ir daudz lētu uzticamu zīmolu imitāciju. Tie neiztur temperatūras un spiediena testus, stiepes izturības testus un neatbilst deklarēto izejvielu īpašībām. Parasti tie ir viltojumi no Dienvidaustrumāzijas, kas izgatavoti, ietaupot izejvielas un tehnoloģijas, bez jebkādas kontroles. Tāpēc klients saņem nezin ko, un pēc tam nevar kompensēt savus zaudējumus. Pašreizējā situācija ir ļoti satraucoša, jo ir ļoti daudz "speciālistu", kas strādā būvniecības tirgos, uzpērk caurules un savām rokām veic montāžu privātajiem klientiem. Strādājot ar polimēru caurulēm, viņi lieliski zina, ar ko viņiem ir darīšana (īpaši metāla-plastmasas caurulēm), viņi zina par atslāņošanos un noplūdēm.
III. Metāla-polimēru metāla-plastmasas caurules.
Pirmais slānis ir šķērssaistīts polietilēns (PEX).Mūsdienu metāla plastmasas caurules (PEX-al-PEX) sastāv no pieciem slāņiem, no kuriem katrs ietekmē caurules kvalitāti, uzticamību un izturību kopumā.
Īsi PEX raksturojumi ir parādīti šīs vietnes sadaļas sākumā. Parasti ražotājs cenšas izvēlēties optimālāko cenas un kvalitātes attiecību.
Otrais un ceturtais slānis ir līmes sastāvs.
Kā zināms, lineārās termiskās izplešanās koeficients polietilēnam un alumīnijam ir atšķirīgs, un darbības laikā dažādi caurules slāņi izplešas atšķirīgi, kas rada ievērojamus spriegumus konstrukcijā, kas var izraisīt integritātes pārkāpumu un sekojošu iznīcināšanu. no caurules. Tas ir viens no galvenajiem metāla plastmasas cauruļu trūkumiem, ko ražotāji cenšas samazināt, uzlabojot līmes sastāvu, ko izmanto alumīnija savienošanai ar polimēru.
"Polimēra-alumīnija" savienojuma cietības problēma tiek atrisināta tikai caurulēm, kuru ražošanā slāņu nostiprināšanai tiek izmantots īpašs augstas kvalitātes līmes sastāvs.
Trešais slānis ir alumīnija folija.
Līdz šim tiek izmantotas trīs galvenās alumīnija slāņa metināšanas metodes.Izvēloties caurules, īpaša uzmanība jāpievērš gan pašam alumīnija slānim, gan metināšanas metodei. Metāla-polimēru cauruļu ražotāji izmanto gan tīru alumīniju, gan uzticamāku sakausējumu
Alumīnija slāņa metināšana ar pārklāšanos (1. att., a) tiek veikta ar ultraskaņas pistoli, kas veic slāņu punktu "cauterizāciju". Šai metodei ir vairāki būtiski trūkumi: pirmais no tiem ir nepārtrauktas metināšanas un līdz ar to augstas kvalitātes savienojuma trūkums; otrs - alumīnija folijas malas, mainoties temperatūrai un spiedienam, sāk kustēties un saplīst polietilēnu un lipīgo slāni, pārkāpjot caurules integritāti.
Metināšana ar volframa stieni inertā gāzē (1.,b att.) ir uzticamāka, taču šī metode noved pie alumīnija slāņa retināšanas metināšanas vietā, alumīnija īpašību un stiprības raksturlielumu pārkāpumiem metināšanas vietā. . Vismodernākā un uzticamākā ir lāzera sadurmetināšana (1. att., c): alumīnija slānis metināšanas vietā nekļūst plānāks un netiek pārkāptas tā fizikālās un ķīmiskās īpašības.
Metināšanas uzticamībai ir liela nozīme, paplašinot cauruli, piemēram, sakarā ar ūdens sasalšanu tajā, temperatūras un spiediena paaugstināšanos, caurules stiepšanu ar instrumentu (savienojumu gadījumā, izmantojot kustīgu uzmavu). Izplešanās sekas ir polietilēna un alumīnija slāņu pārvietošanās, līmējošā slāņa bojājums un alumīnija folijas šuves plīsuma risks. Atšķirībā no kustīgajiem uzmavu savienojumiem, presējamie veidgabali ir ātrāki, mazāk apgrūtinoši, lētāki un nebojā cauruli.
Piektais slānis ir šķērssaistīts polietilēns (PEX).
Kā ārējais slānis, kas veic aizsargfunkcijas, kopā ar PEX pēdējā laikā bieži tiek izmantots augsta blīvuma polietilēns REND.
Īpaša uzmanība jāpievērš perspektīvām metāla polimēru caurulēm, kas izgatavotas no karstumizturīga polietilēna PE-RT/AL/PE. Šo cauruļu iezīme ir palielināts savienojošo oglekļa atomu skaits (līdz 6), salīdzinot ar PEX caurulēm.
Metāla-polimēru caurules no karstumizturīga polietilēna ir piemērotas gan radiatoru vai grīdas apkurei, sniega kausēšanas sistēmām, kā arī aukstā un karstā ūdens apgādei.
Montāžas tehnoloģija
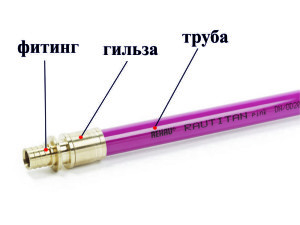
Cauruļu, kas izgatavotas no šķērssavienojuma polietilēna, uzstādīšana tiek veikta, izmantojot formas veidgabalus - metāla savienojošos elementus. Atšķirībā no citiem plastmasas izstrādājumiem, kas ir savienoti līdzīgi, PEX elastība nodrošina maksimālu savienojumu blīvumu, bet zemais lineārās izplešanās koeficients nodrošina cauruļvada noplūdi ekspluatācijas laikā.
Ir divas savienojuma iespējas:
- kompresijas veidgabali - fiksācija notiek, saspiežot ar uzgriezni virs izplešanās armatūras.Nepieciešamais instruments ir uzgriežņu atslēga;
- presējamie furnitūra - segments tiek presēts ar speciālu uzmavu, kuras uzstādīšanai nepieciešamas manuālas presēšanas knaibles vai hidrauliskais instruments.
PEX cauruļu savienošana ar kompresijas veidgabaliem tiek veikta saskaņā ar šādu algoritmu:
- Produkts tiek sagriezts pēc izmēra un notīrīts no urbumiem.
- Uz caurules ir uzstādīts kompresijas uzgrieznis un sadalīts gredzens, kas ir fiksēts 1 cm attālumā no malas.
- Caurule tiek uzspiesta uz stiprinājuma nipeļa.
- Izmantojot instrumentu - uzgriežņu atslēgu, caurule tiek saspiesta, pievelkot armatūras uzgriezni.
PEX cauruļu un presēšanas veidgabals
Šķērsšūta polietilēna cauruļu savienošanas tehnoloģija ar presētiem veidgabaliem:
- Caurule tiek sagriezta vajadzīgā garuma sagatavēs, notīrīta no urbumiem.
- Preses veidgabalā ir uzstādīti divi segmenti, līdz tas apstājas.
- Ar presēšanas knaibles palīdzību tiek nospiesta armatūras metāla mala, līdz knaibles rokas saplūst.
Ir arī parastie polietilēna veidgabali, kas paredzēti lodēšanai. Šādai uzstādīšanai jums būs nepieciešams rīks cauruļu lodēšanai, lēts ķīniešu lodāmurs maksā apmēram 2-3 tūkstošus rubļu. Instrumentam ir dažādu diametru galvas lentes (16, 20 mm utt.).
Lodēšanas secība ir šāda:
- Caurule ir nogriezta un atskurbta.
- Lodāmurs tiek uzkarsēts līdz darba temperatūrai.
- Uz apsildāmā lodāmura sprauslām tiek uzmontēta caurule un veidgabals, kur tos notur 5-10 sekundes, pēc tam elementus noņem un savieno kopā. Caurules un veidgabala izspiešana aizņem 16-30 sekundes.
II. Polipropilēns
Polipropilēnu iegūst, polimerizējot propilēnu.
Tās šķirnes:
- homopolimērs (PP-C);
- bloku kopolimērs (PP-B);
- izlases veida kopolimērs (PP-RC).
Cauruļvadu, kas izgatavoti no šķērssaistītā polietilēna (PEX) un polipropilēna (PP), salīdzinošās īpašības:
 |
Šis attēls parāda atkarības "pieļaujamais aploces spriegums atkarībā no kalpošanas laika" šķērsšūtam polietilēnam (PEX) un polipropilēnam (PP-C) 95°C darba temperatūrā. Var redzēt, ka stiprības samazināšanās ātrums, palielinoties temperatūrai, un caurulēm, kas izgatavotas no polipropilēna, ir daudz lielāka nekā šķērssaistītā polietilēna.
Tālāk salīdzināsim PEX un PP-RC, abos gadījumos ņemot PN20 tipa caurules (piemēram, tips PN40 pēc definīcijas nozīmē, ka šī caurule var izturēt 40 atm spiedienu 20 ° C temperatūrā 50 gadus) ar dažādi ārējie diametri 20 un 110 mm un salīdziniet sienu biezumus:
 |
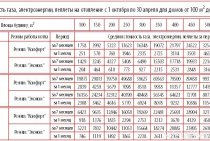
Tagad salīdzināsim pieļaujamos darba spiedienus PN20 caurulēm dažādās temperatūrās, bet ar vienu vispārīgu nosacījumu - kalpošanas laiks 50 gadi:
 |
No šī salīdzinājuma var redzēt, ka PEX caurules spēj izturēt lielāku spiedienu augstā temperatūrā nekā PP-RC caurules.
Polipropilēna cauruļu uzstādīšana bezkanālu ieklāšanas apstākļos tiek veikta ar taisnām sekcijām, kuru savienošanai nepieciešamas īpašas tehnoloģijas (metināšana, lodēšana, līmēšana), atšķirībā no PEX caurulēm (savienojuma metodes - kompresijas vītne vai uzmava, vienmēr nodrošina vienkāršību un uzticamību, jo PEX caurulēm ir molekulārā atmiņa). Spēcīgiem spriegumiem, kas rodas PP caurulēs, ir nepieciešams uzstādīt kompensācijas ierīces. PEX cauruļvadiem ir liegti visi šie trūkumi, jo tie ir elastīgi un pašizlīdzinoši maršruti, kuru uzstādīšana tiek veikta ar spoļu palīdzību. Tērauda cauruļu aizstāšana ar PEX pilsētas apstākļos uzvar nomaiņu pret propilēna caurulēm, jo. tieši šajā gadījumā ir nepieciešama īpaši virtuoza trases ieklāšana, saglabājot nemainītu esošo pārējo komunikāciju struktūru.