Cauruļu krāsns izmēru izvēle
Mērķis: izvēlēties sākotnējiem datiem un iepriekš aprēķinātajiem parametriem atbilstošu krāsni un iepazīties ar tās īpašībām un konstrukciju.
Cauruļu krāsns standarta izmēra izvēle tiek veikta saskaņā ar katalogu, atkarībā no tās mērķa, siltuma jaudas un izmantotā kurināmā veida.
Mūsu gadījumā krāsns mērķis ir sildīšana un daļēja eļļas iztvaicēšana, siltuma jauda JT ir 36,44 MW, un degviela ir mazuts. Pamatojoties uz šiem nosacījumiem, mēs izvēlamies cauruļu krāsni kombinētajam kurināmajam (mazuts + gāze) SKG1.
2. tabula.
Krāsns SKG1 tehniskie parametri.
|
Indikators |
Nozīme |
|
Radiācijas caurules: apkures virsma, m2 darba garums, m |
730 18 |
|
Vidējo sekciju skaits n |
7 |
|
Siltuma jauda, MW (Gcal/h) |
39,5 (34,1) |
|
Radiācijas cauruļu pieļaujamais termiskais spriegums, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Kopējie izmēri (ar servisa platformām), m: garums L platums augstums |
24,44 6 22 |
|
Svars, t: krāsns metāls (bez spoles) oderes |
113,8 197 |
SKG1 tipa krāsnis ir kastes formas krāsnis ar horizontālu spoļu cauruļu izvietojumu vienā starojuma kamerā. GGM-5 vai GP tipa degļi atrodas vienā rindā krāsns apakšā. Katrā starojuma kameras pusē ir uzstādīti vienas rindas sienas cauruļu sieti, kurus apstaro vairāki vertikāli lāpas. Caurules sietu var piestiprināt pie sienas vienas rindas un divrindu.
Tā kā kurtuvē tiek sadedzināta kombinētā kurināmā, uz krāsns ir paredzēts gāzes savācējs, caur kuru sadegšanas gāzes tiek novadītas atsevišķā skurstenī.
Degļi tiek apkalpoti no vienas krāsns malas, kā rezultātā divas vienkameras krāsnis var tikt uzstādītas blakus uz kopēja pamata, kas savienotas ar nolaišanos, un tādējādi veido sava veida divkameru krāsni.
SKG1 tipa krāsns konstrukcija parādīta 2.att.
2. att. Cauruļu krāsns tips SKG1:
1 - nolaišanās; 2 - spole; 3 - rāmis; 4 - odere; 5 - degļi.
Secinājums: izvēloties krāsns izmēru, tika ņemts vērā tuvākās tuvinājuma stāvoklis, t.i. no visiem izmēriem, kuru siltuma jauda ir lielāka par aprēķināto, tika izvēlēts tas ar mazāko siltuma jaudu (ar nelielu rezervi).
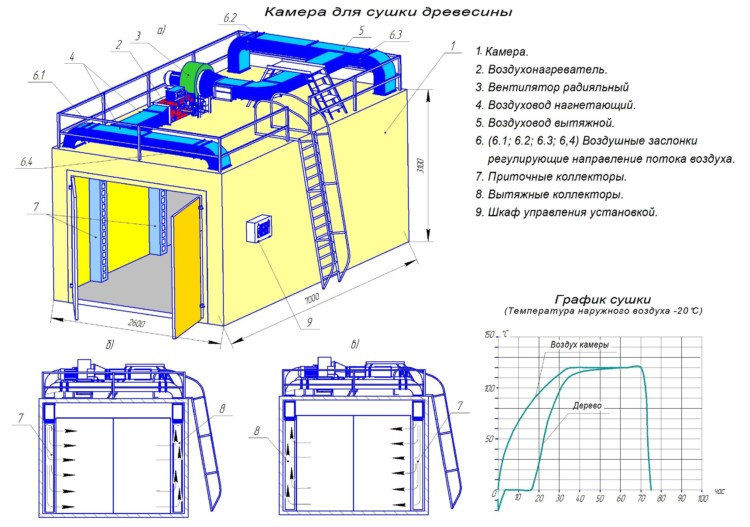
Žāvēšanas režīmi
Žāvēšanas procesā krāsns var darboties zemas temperatūras, normālas vai augstas temperatūras režīmā.
Zema temperatūra un normāls režīms
Koksnes apstrāde zemā temperatūrā tiek veikta 45 ° temperatūrā. Šī ir maigākā metode, tā saglabā visas koka sākotnējās īpašības līdz mazākajām niansēm un tiek uzskatīta par augstas kvalitātes tehnoloģiju. Procesa beigās koksnes mitruma saturs ir aptuveni 20%, tas ir, šādu žāvēšanu var uzskatīt par provizorisku.

Kas attiecas uz parasto režīmu, tas darbojas temperatūrā līdz 90 °. Pēc žāvēšanas materiāls nemaina formu un izmēru, nedaudz samazinās krāsas spilgtums, izturība. Šī ir visizplatītākā tehnoloģija, ko izmanto dažādu veidu koksnei.
Augstas temperatūras režīms
Šajā režīmā žāvēšana notiek pārkarsēta tvaika (temperatūra virs 100 °) vai karsta gaisa iedarbības dēļ. Augstas temperatūras žāvēšanas process samazina koksnes izturību, piešķirot tai tumšāku nokrāsu, tāpēc materiāls tiek izmantots sekundāro ēku un mēbeļu komponentu veidošanai. Tajā pašā laikā žāvēšana ar pārkarsētu tvaiku būs saudzīgāka nekā ar gaisa izmantošanu.
—
UZMANĪBU 2
|
СÑема поÑоков в двÑÑкамеÑной пипе. a |
Rinda "ð ð" ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ² ð ð ð ð ð½ ð ð ð ²ððñ½ ½ ² ² ð ² ð ð ð½ ð ð ð ð ²ðññ½½μμð¹¹¹¹¹¹ðμμμμðð𸸸¸¸¸¸¹¸¸¸¸¸¸¸¹¸¸¸¸¸¸¸¹¸¸¸¸¸¸¸¹¸¸¹ меевик конвекÑионной однопоÑоÑнÑй
a
|
ТÐμÑнологиÑеÑÐºÐ°Ñ a |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ D пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ Ð² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± nd ° NNN пÐμÑÑ 3 katapulti; Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ² ² ² ² ² ð ð ð ð μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ nd ° Ð · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ Ð · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑиѴРзмеевики конвекÑионной камеÑÑ500 - 600 rbļ. atpakaļ Ð ð · ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð . Šūpošanas telpa · ð ð ð ð ð ð ð ð ð е ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð ° РРРРРе и пÑомÑвкÑ.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · N), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной каме.
a
|
оððμμººººº ° ðμμÐððººðð ²²μððÐð ðð½²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸ a |
Palaist ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · N), пÐμÑÐμмÐμÑÐ ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ ° мÐμÑÑ D ÑÑоÐ" ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной каме, а заÑем - ÑадианÑной.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ² Δð𾾺º¸¸¸¸¸¸¸¸¸¸ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. Ð ð ð · ð ° ð²ð¸¸¸¸¸ ð¿ñ¿μ'¸¿ð¾ð »ð ° ð³¾¾ ð½ð ° ð¿ð¾ñ¾ ° ¸½ðð ° ð ð · ·¾ð²ð¾ð¾¾ ð½ð ° ð³ñðμ½¸¸ ° ðμð¼ð¾ð³¾ ð¿ñ¿ñ¿¾ðð" - Ðа ÑиÑ. 29 - RлÑзаÑиÑÑ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной камеÑÑ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð °Ð·ÑеженнÑм Ñагом. ÐовÐμÑÑноÑÑÑ Ð · мÐμÐμвикР° Ð · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ Ð² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° nd ° Ð'иР° нÑной камеÑÑ.
a
Ar slīpu velvi
Zem
radiācijas siltuma pārnese tiek saprasta
starojuma siltuma absorbcija, zem
konvektīvā - siltuma pārnese caur
cauruļu virsmu mazgāšana ar dūmiem
gāzes.
V
starojuma kameras pamatdaudzums
siltums tiek nodots ar starojumu un tikai
nenozīmīgs - konvekcija, un in
konvekcijas kamera - otrādi.
mazuts
vai gāze tiek sadedzināta ar degļiem,
atrodas uz kameras sienām vai grīdas
starojums. Tas rada gaismas
lāpa, kas ir karsta
karstās degvielas daļiņas
uzkarsē līdz 1300-1600 ° C, izdala
karstums. Siltuma stari nokrīt ārā
radiācijas sekcijas cauruļu virsmas
un uzsūcas, radot t.s
absorbējoša virsma. Arī termiski
stari sasniedz arī iekšējās virsmas
krāsns starojuma kameras sienas. Apsildāms
sienu virsmas savukārt izstaro
siltums, kas arī tiek absorbēts
starojuma cauruļu virsmas.
Plkst
šī starojuma oderes virsma
sadaļā izveido tā saukto atstarojošo
virsmas, kas (teorētiski) nav
absorbē siltumu, ko tai nodod gāze
krāsns vidē, bet tikai ar starojumu pārraida
to uz cauruļveida spoles. Ja nē
ņem vērā zudumus caur mūra sienām, tad
normālas darbības laikā
krāsns sienu iekšējās virsmas
izdala tik daudz siltuma, cik absorbē.
Produkti
degvielas sadegšana ir primārās un
galvenais absorbētā siltuma avots
cauruļu krāšņu radiācijas daļā
– 60–80% no kopējā krāsnī izmantotā siltuma
pārraida starojuma kamerā, pārējais
– konvekcijas sadaļā.
Triatomisks
dūmgāzēs esošās gāzes
(ūdens tvaiki, oglekļa dioksīds un
sēra dioksīds), arī absorbē un
noteiktos gadījumos izstaro starojuma enerģiju
viļņu garuma intervāli.
Daudzums
starojuma siltums, kas absorbēts starojumā
kamera, ir atkarīga no degļa virsmas,
tā konfigurācija un ekranēšanas pakāpe
krāsnis. Liela lāpas virsma
uzlabo efektivitāti
tieša siltuma pārnese uz virsmām
caurules. Mūra virsmas palielināšanās
arī veicina izaugsmi
siltuma pārneses efektivitāte starojumā
kameru.
Temperatūra
gāzes, kas iziet no radiācijas sadaļas,
parasti ir diezgan augsts, un šo siltumu
gāzes var izmantot tālāk
konvekcijas krāsns.
gāzes
sadegšana no starojuma kameras, zīlēšana
caur caurlaides sienu, ieejiet
konvekcijas kamera. konvekcijas kamera
kalpo fiziskās izmantošanai
siltums no sadegšanas produktiem, kas izplūst no
starojuma sekcija, parasti ar temperatūru
700–900 °С. Siltums konvekcijas kamerā
izejvielas tiek pārnestas galvenokārt konvekcijas ceļā
un daļēji ar triatomisko starojumu
dūmgāzu sastāvdaļas. Nākamais dūms
gāzes tiek virzītas uz skursteni un dūmvadu
caurules tiek izvadītas atmosfērā.
Produkts,
jāsilda, viens vai
caurulēs ieplūst vairākas plūsmas
konvektīvā spole, iet cauri caurulēm
starojuma kameras ekrāni un apsildāmi līdz
nepieciešamā temperatūra, izejas
krāsnis.
Vērtība
parasti konvektīvā sekcija
atlasīts tā, lai
izejošo sadegšanas produktu temperatūra
cūkām bija gandrīz par 150 °C augstāka nekā
karsējamo vielu temperatūra pie
krāsns ieeja. Tāpēc siltuma slodze
mazāk cauruļu konvekcijas sekcijā nekā
starojumā, kas ir saistīts ar zemu
siltuma pārneses koeficients no sāniem
dūmgāzes.
Efektivitāte
siltuma pārnese konvekcijas ceļā ir saistīta ar:
pirmkārt, dūmu kustības ātrums
gāzes konvekcijas kamerā. Vajāšana
uz lielu ātrumu tomēr ir ierobežots
pieļaujamās pretestības vērtības
gāzu kustība.
Priekš
ciešāka plūsma ap caurulēm
gāzes un lielāka plūsmas turbulence
dūmgāzu caurules konvekcijā
parasti tiek ievietotas kameras
šaha galdiņa raksts. Dažās krāsnīs
struktūras izmanto rievotu
konvekcijas caurules ar augsti attīstītu
virsmas.
Gandrīz
visas pašlaik ekspluatācijā esošās krāsnis
laiks rafinēšanas rūpnīcās,
ir starojoša konvekcija,
tie.cauruļu spoles atrodas
konvekcijas un starojuma kameras.
Ar tādu pretstrāvas izejvielu kustību
un kurināmā sadegšanas produkti visvairāk
pilnībā izmantot saražoto siltumu
kad tas ir sadedzināts.
—
UZMANĪBU 1
|
УÑÑÑойÑво еÑикалÑно-ÑакелÑной¸Ð¿ a |
rамеÑа конвекÑии S - Dd »Ñ nd ° вномÐμÑного nd ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки nd ° Ñпол Ð ° гР° NN в nd ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
a
|
оð'ð¾ð²ð ° ñ ñð ° ññ ðºð¾ñ¸¸¸ºð ð »ð »½½¾¾¹¹¹¹½¸¸¹¹¸¸¸» ¸¸¸½ð'ñ¸¸¸ðμμ¸¸¸¸¾¹¹ ðºð¾¸¸¸¸ººº ° ¹¹ 1 — ÑадианÑнÑе ÑÑÑби. 2 - мÑÑели. з - ÑоÑÑÑнки. a |
rамеÑа конвекÑии un Ð Ð Ð Ð Ð Ð Ð Ð μm
a
|
| Ðμ½½ð¸ººð ¸¸ð𸸸¸¸¸¸μºººÐ½º¼μμμññºðððð¼¼¾¼¼¼¼¼¼¼ð a |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑнад камеÑой ÑадиаÑи. Ð ð ð ð ð ð ð ¿ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ ÐоР»ÑÑиÐμ пÐμÑи Ð'л Ñ nd ° вномÐμÑного оÑвоÐ'Ð ° ÑопоÑнÑÑ Ð³Ð ° Ð · ов имÐμÑÑ Ð½ÐμÑкоР»Ñко Ð'ÑмовÑÑ ÑÑÑÐ ±.
a
|
пеÑи Ñипа ЦÐ. a |
rамеÑа конвекÑии Ð · ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ ÐºÐ¾Ð½Ð²ÐμкÑионного Ð · мÐμÐμвикР° могÑÑ Ð ± NNN гл Ð ° Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми DD »D оÑиповР° r½Ð½Ñми.
a
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии и¸¼ðμðμñðμðμñðð¼¼¹μμð¼ð¾¹¹ ð³ð ° ð · ð¾ñ ± ð¾ñ½½¸¸¸º ð¸ ñðμμ³³¸ð »¸¸¸ñ¸¸¸¸¹ ñ¸¸¸ ± ðμñ.
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ē Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ē Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
a
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ē Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð DND »Ð¸ÑиÑÐμл ÑнР° Ñ Ð¾ÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии NDD »Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ nd ° вномÐμÑноÐμ nd ° ÑпÑÐμÐ'ÐμÐ - опÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи nd ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20 - 30% d ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸ÑокÑа на внÑÑенней повеÑÑноÑÑÐ.
a
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑнаклоннÑм Ñводо. a |
R камеÑе конвекÑии оÑновнР° Ñ Ð¿ÐμÑÐμÐ'Ð ° nd ° ÑÐμпР»Ð ° оÑÑÑÐμÑÑвл ÑÐμÑÑÑ, кР° к ÑкР° Ð · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · ов Ñ ÑÑÑÐ ± ð Рм𸸠(60 - 70%), оññðð Ð Ð ñð½ððμ ñðμп¿¿¾ (20 - 30%) - ÐÐÐи¸ Ð Ð Ð Ð Ð »СССРµÐ½Р¸С Ð ð ð ð ² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 rbļ.
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ðμ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ¿ð¿¸¸¸μμμ ð'ð »ð¿ð¿ð¿¾ð ' огÑÐμвР° воР· Ð'ÑÑÐ ° dD »d пР° nd °, нР° л иÑиÐμ конвÐμкÑионной nd ° ÑÑÐ ¸ пÐμÑи нÐμ оР± nd · Ð ° ÑÐμÐ » Ñно.
a
Solcoat kompozītmateriālu fizikālās un mehāniskās īpašības
| Kompozīcijas iespējas | Zaļš Solcoat | CroMag Solcoat | Melns Solcoat | balts sāls apvalks | Hi-e Solcoat | Hi-e caurules |
| Izskats | Matēts zaļš | gaiši zaļa gluda | melns pelēks gluds | Gaiši pelēks gluds | tumši zaļa gluda | zaļi pelēks gluds |
| Kušanas temperatūra | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Viskozitāte (4 mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| termiska izplešanās | 7,2 × 10-6 līdz 6,4 × 10-5 | 6,4 × 10-6 līdz 4,8 × 10-5 | 1.1 – 4.3×10-5 | 9,3 × 10-6 līdz 4,8 × 10-5 | 6,9 × 10-6 līdz 4,8 × 10-5 | 9,8x10-5 |
| Siltumvadītspēja [W/m.K] pie 300ºC 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Blīvums pēc kalcinēšanas [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Svara zudums pēc karsēšanas līdz 750ºC | ||||||
| Emissivitāte (melnums) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| Porainība | ||||||
| Termiskā triecienizturība [ºC/sek] | >600 | >500 | >200 | >500 | >800 | >780 |
| Adhēzija | ||||||
| uz metālu 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| uz keramiku 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| Nodilumizturība | ||||||
| pie 20ºC 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| pie 1000ºC 4,5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Kompozīcijas cietā sastāvdaļa | ||||||
| Šķietamais (masas) blīvums [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Izskats | Gaiši zaļš pulveris | Gaiši zaļš pulveris | melnais pulveris | Gaiši pelēks pulveris | Tumši zaļš pulveris | Pelēki zaļš pulveris |
1) pie 18ºC 2) uz sarkanas karstas stieples 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980ºC 6) Sākt pie 700ºC, ∆T= -680ºC
—
UZMANĪBU 2
R камеÑе конвекÑии - Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð РРРРРРРРРРРРг
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð 𠸸 ð¾ñ ð ¸Ð·Ð»ÑÐµÐ½Ð¸Ñ ÑÑенок кладки. DD ° DD ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70%. 30% Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии Nd ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± Ñ, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° внÑм оР± nd ° Ð · ом пÑÑÐμм конвÐμкÑиР-
a
|
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . a |
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ° ð ð ð ð ð ð Atsākt. DD ° DD ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ðððððh0ñðð ° ° ðμl 60 - 70% ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð -
a
R камеÑе конвекÑии - -
a
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð¾¾ ¸¸¸ ð »ññðμμ½½¸¸¸ ¾¾¾¾º ðºð» ð ° ð'𺸸. DD ° DD ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ððððð 60 60ðð ° ° Ðμñ 60 - 70%. 30% Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð
a
R камеÑе конвекÑии ÑÑÑÑевой поÑок наÑодиÑÑв
a
|
СÑема пеÑедаÑи Ñепаа камеÑе кеÑе кое a |
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ððμμμðμð ½ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; оð½ððððð 60 60 60 60 - 70% ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð
a
R камеÑе конвекÑии - -
a
|
- a |
R камеÑе конвекÑии Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð¾¾ ¸¸¸ ð »ññðμμ½½¸¸¸ ¾¾¾¾º ðºð» ð ° ð'𺸸.
a
|
rh. 1-гоÑелка. 2 - ruff 3-змеевики. a |
Radiācijas kameras vienkāršots aprēķins
Šī aprēķina posma mērķis ir noteikt no krāsns izejošo sadegšanas produktu temperatūru un starojuma cauruļu virsmas faktisko siltuma blīvumu.
No krāsns izejošo sadegšanas produktu temperatūru nosaka ar secīgas tuvināšanas metodi (iterāciju metodi), izmantojot vienādojumu:
,
kur qR un qrk — starojuma cauruļu virsmas siltumspriegums (faktiskais) un attiecināms uz brīvo konvekciju, kcal/m2h;
HR — starojuma cauruļu sildvirsma, m2 (sk. 2. tabulu);
HR /Hs - virsmu attiecība atkarībā no krāsns veida, kurināmā sadedzināšanas veida un metodes; pieņemt HR /Hs = 3,05 ;
ir starojuma cauruļu ārējās sienas vidējā temperatūra, K;
- koeficients, kurtuvēm ar brīvu lāpu = 1,2;
ARs \u003d 4,96 kcal / m2 hK - pilnīgi melna ķermeņa starojuma koeficients.
Aprēķina ar iterācijas metodi būtība ir tāda, ka mēs iestatām sadegšanas produktu temperatūru TP, kas ir 10001200 K robežās, un pie šīs temperatūras mēs nosakām visus aprēķina vienādojumā iekļautos parametrus TP. Tālāk tiek aprēķināts šis vienādojums TP un salīdzina saņemto vērtību ar iepriekš saņemto. Ja tie nesakrīt, tad aprēķins tiek atsākts ar adopciju TPvienāds ar iepriekšējā iterācijā aprēķināto. Aprēķins turpinās līdz dotajām un aprēķinātajām vērtībām TP nesakrīt ar pietiekamu precizitāti.
Pirmajai iterācijai mēs izmantojam TP = 1000 K.
Gāzu vidējās masas siltumietilpības noteiktā temperatūrā, kJ/kgK:
; ;
; ; .
Sadegšanas produktu siltuma saturs temperatūrā TP = 1000 K:
kJ/kg.
Maksimālo sadegšanas produktu temperatūru nosaka pēc formulas:
,
kur T ir sadegšanas produktu pazemināta temperatūra; T = 313 K;
T = 0,96 - efektivitāte krāsnis;
UZ.
Gāzu vidējās masas siltumietilpības temperatūrā Tmaks, kJ/kgK:
; ;
; ; .
Sadegšanas produktu siltuma saturs temperatūrā Tmaks:
kJ/kg.
Sadegšanas produktu siltuma saturs temperatūrā Twow.:
kJ/kg.
Tiešās atdeves attiecība:
Izstarojuma cauruļu virsmas faktiskais siltuma spriegums:
kcal/m2h.
Ekrāna ārējās sienas temperatūru aprēķina pēc formulas:
,
kur 2 = 6001000 kcal/m2hK ir siltuma pārneses koeficients no sienas uz apsildāmo produktu; pieņemt 2 = 800 kcal/m2hK;
- caurules sieniņu biezums, = 0,008 m (2, 5. tabula);
= 30 kcal/mchK ir caurules sienas siltumvadītspējas koeficients;
dusmīgs / dusmīgs - pelnu nogulumu biezuma attiecība pret siltumvadītspējas koeficientu; šķidrajai degvielai dusmīgs / dusmīgs = 0,002 m2hK/kcal (2, 43. lpp.);
C ir karsētā produkta vidējā temperatūra;
UZ.
Starojuma cauruļu virsmas siltuma spriegums, kas attiecināms uz brīvu konvekciju:
kcal/m2h.
Tātad no krāsns izejošo sadegšanas produktu temperatūra:
UZ.
Kā redzat, aprēķināts TP nesakrīt ar aprēķina sākumā ņemto vērtību, tāpēc atkārtojam aprēķinu, ņemot TP = 1062,47 K.
Aprēķinu rezultāti ir parādīti tabulas veidā.
3. tabula
|
iterācijas numurs |
es |
Tmax, UZ |
imax, |
, |
, UZ |
, |
Tp, UZ |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
Mēs aprēķinām produktam nodotā siltuma daudzumu starojuma kamerā:
kJ/h
3. att. Cauruļu krāsns starojuma kameras shēma:
I - izejvielas (ievade); II - izejviela (izlaide); III - degvielas sadegšanas produkti; IV - degviela un gaiss.
Secinājumi: 1) aprēķināta no kurtuves izejošo sadegšanas produktu temperatūra, izmantojot secīgās tuvināšanas metodi; tā nozīme TP = 1045,81 K;
2) starojuma cauruļu virsmas faktiskais siltuma blīvums šajā gadījumā bija qR = 24798,7 kcal/m2h;
3) iegūtās faktiskā siltuma blīvuma vērtības salīdzināšana ar šai krāsnij pieļaujamo vērtību qpievienot.= 35 Mcal/m2h (skat. 2. tabulu), mēs varam teikt, ka mūsu krāsns ir nepietiekami noslogota.
DIY ražošana
Koksnes žāvēšanai privātā veidā ir nepieciešama īpaša kamera, kuru varat izgatavot pats. Ja jums ar savām rokām ir jāveido koksnes žāvētājs, tad uz zemes gabala uzstādīšanai ir jāatvēl aptuveni 10 m2 platība. Būs nepieciešams betons pamatiem, materiāls un siltumizolācija sienām, montāžas putas, ventilācijas sistēma, apkures katls un palīgiekārtas.

Būvniecības stadijas
Mini žāvētāja uzbūve sastāv no secīgiem posmiem:
- pamatu sagatavošana uzstādīšanai;
- mūrēšana;
- siltumizolācija;
- jumta un durvju uzstādīšana;
- radiatoru un ventilatoru uzstādīšana uz griestiem;
- katla uzstādīšana atbilstoši drošības noteikumiem, cauruļu ieguldīšana.