Pašu sulu spiedes
Ir pilnīgi iespējams izgatavot sulu spiedi ar savām rokām, galvenais ir atrast šādu mājās gatavotu izstrādājumu darba shēmas un rasējumus, kas nebūs grūti. Daudzi no tiem mājamatniekiem, kuriem jau ir pieredze šādu iekārtu ražošanā, labprāt dalās ar savu ierīču fotogrāfijām un pat video, kurā detalizēti parādīts to izgatavošanas process un darbības princips.

Pašdarinātas sulu spiedes
Visbiežāk viņi cenšas izgatavot skrūvju tipa preses ar savām rokām. Tikmēr jāņem vērā, ka neizdosies izgatavot jaudīgu skrūvi šādai ierīcei, neiesaistot kvalificētu virpotāju. Jūs varat izgatavot mājās gatavotu presi bez trešo pušu speciālistiem, ja nomaināt skrūves mehānismu ar parasto domkratu (mehānisko vai hidraulisko), kas ir katra autobraucēja arsenālā.
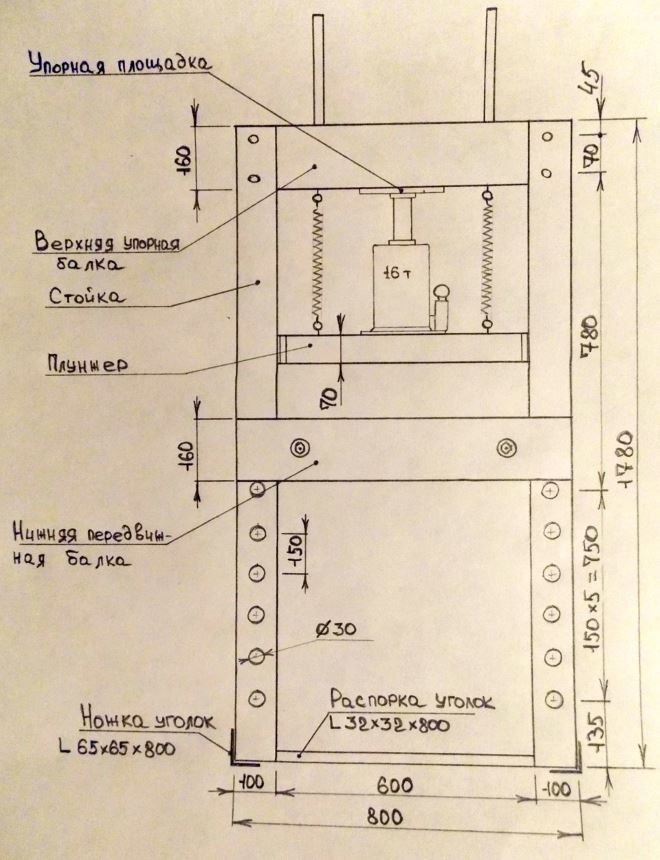
Preses rasējums, pamatojoties uz automašīnas domkratu
“dari pats” sulu spiedes galvenais nesošais elements ir rāmis.
Īpaša uzmanība jāpievērš tā stiprumam. Šāda rāmja ražošanai, kas balstīsies pret domkratu un radīs nepieciešamo spiedienu, varat izmantot kvadrātveida metāla cauruli ar šķērsgriezumu 40x40 un sienas biezumu vismaz 3 mm.
Aprēķinot paštaisītās preses rāmja augstumu, jāņem vērā drenāžas režģu, oderējumu un izejmateriālu maisu kopējais biezums, kā arī domkrata augstums. Rāmja platumu var izvēlēties patvaļīgi - galvenais, lai atverē, kas izveidota, lai savāktu izspiesto sulu, tiktu ievietota uzglabāšanas paplāte.

Domkratu var vienkārši novietot uz virzuļa vai stingri piestiprināt pie augšējā stieņa
Ar savām rokām veidojot spiedes dizainu āboliem vai vīnogām, īpaša uzmanība jāpievērš tās stabilitātei. Lai efektīvi atrisinātu šo problēmu, rāmja apakšā var piemetināt trīs kvadrātveida caurules gabalus, kas kalpos kā kājas un nodrošinās vienības stabilitāti.
Kāju augšpusē tiek uzlikts statīvs no dēļiem vai koka dēļa, uz kura tiks novietota palete.
Drenāžas režģi, ar kuriem darbosies jūsu ābolu, vīnogu vai jebkura cita prese, ir jāizgatavo tikai no cietkoksnes (ozola vai dižskābarža). Dēļu biezumam, no kuriem tiks izgatavoti šādi režģi, jābūt vismaz 20 mm.
Maisiņus, kuros tiks ievietota ābolu mīkstums vai citas izejvielas sulas spiešanai, var izgatavot no dažādiem audumiem (galvenais, lai šāds audums būtu ļoti izturīgs un no tā šūtie maisi neplīst zem augsta spiediena, ko rada domkrats). Kā šādus audumus jo īpaši varat izmantot parasto audeklu, džutas, kokvilnas un lina audumus, chintz un sintētiskos materiālus.

Kā rāmis, kas satur koka līstes, ir diezgan piemērota tvertne no vecās veļas mašīnas.
Ābolu spiedi var izgatavot ar savām rokām vai griezēju citu izejvielu apstrādei pēc vēl sarežģītākas konstrukcijas shēmas, kas ietver vienlaicīgu domkrata un skrūves mehānisma izmantošanu. Pēdējais šādā presē tiek izmantots augļu vai ogu masas fiksēšanai, kas tiek ievietota perforētā apvalkā, kas izgatavots no nerūsējošā tērauda.
Kā mehānismu, kas rada nepieciešamo spiedienu, tiek izmantots domkrats, kas tiek uzstādīts preses rāmja konstrukcijas apakšā. Ar augšējo kāju domkrats balstās pret atbalsta platformas apakšējo daļu, kurai ir iespēja pārvietoties pa presēšanas rāmja sānu vadotnēm.Tādējādi, paceļot domkratu, paceļas arī atbalsta platforma, virzoties uz virzuli, kas ir aprīkots ar skrūves apakšējo daļu.

Skrūvju prese ar domkratu
Tādējādi ir pilnīgi iespējams patstāvīgi izgatavot efektīvu presi ābolu, vīnogu un pat granātābolu sulas iegūšanai, un tas neprasa ievērojamas finansiālas izmaksas, īpašas zināšanas, prasmes un spēju rīkoties ar sarežģītu aprīkojumu.
Kas ir degvielas granulas
Ārēji tāda degviela kā granulas ir cilindriskas granulas, kuru diametrs atkarībā no to ražošanā izmantotās iekārtas var būt 5–10 mm, bet garums 10–60 mm robežās. Izejviela, no kuras tiek ražota šī degviela, ir ražošanas atkritumi uzņēmumiem, kas nodarbojas ar šādām darbības jomām:
- kokapstrāde un koka izstrādājumu ražošana dažādiem mērķiem (šajās jomās strādājošo uzņēmumu darbības rezultātā radušās zāģskaidas un skaidas tiek izmantotas kā izejvielas koksnes granulu ražošanai);
- lauksaimniecības produktu audzēšana un pārstrāde (šajā gadījumā granulas ražo no salmiem, siena, kviešiem, rīsiem vai griķu sēnalām, saulespuķu sēnalām);
- ogļu un kūdras pārstrāde, kuras smalkās frakcijas izmanto arī degvielas brikešu ražošanai.

Degvielas granulu krāsa ir atkarīga no izejvielas un tās sagatavošanas tehnoloģijas.
Vairumā gadījumu degvielas granulu ražošanu veic tie uzņēmumi, kā rezultātā pamatdarbības rezultātā rodas liels daudzums šādas degvielas ražošanai piemērotu atkritumu. Tādējādi šādi uzņēmumi ne tikai risina ražošanas atkritumu pārstrādes problēmu, bet arī saņem no tā papildu peļņu.
Izmantošanas efektivitātes ziņā ogles joprojām ir vēlamais kurināmā veids, taču degvielas granulām ir viena būtiska priekšrocība salīdzinājumā ar to: to izmantošana ļauj maksimāli automatizēt kurināmā padeves procesu katlā. Turklāt, kā minēts iepriekš, koksnes granulām un salmu granulām ir zems pelnu saturs: to vērtība ir 20 reizes zemāka nekā tradicionālajam cietajam kurināmajam.
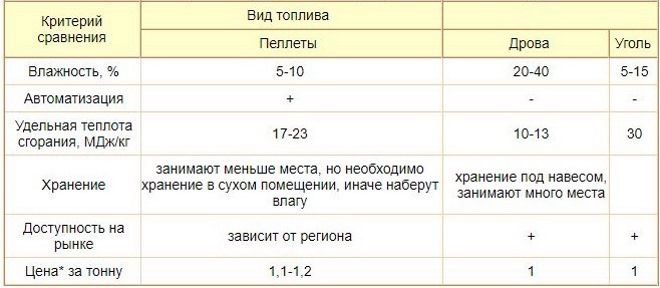
Dažādu cieto kurināmo veidu salīdzinājums
Atvērto un slēgto presformu īpašības
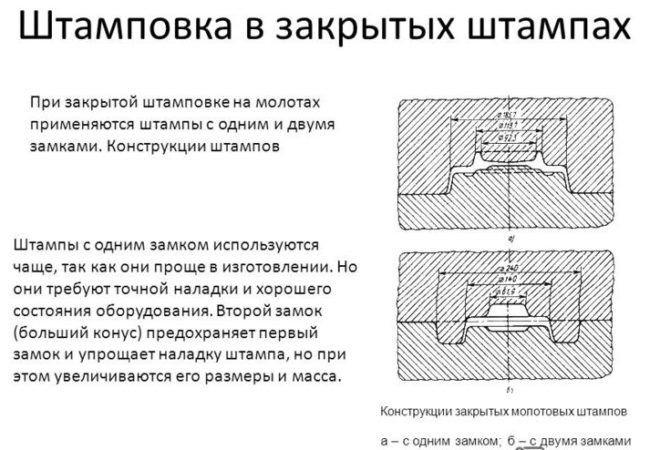 slēgta štancēšana
slēgta štancēšana
Štancēšanas iekārtas var būt aprīkotas ar atvērtām vai slēgtām presformām. Atvērtā veidnē liekā metāla izplūst urbumā vai zibspuldzē, kas veic noteiktu funkciju. Šīs tehnoloģijas galvenie trūkumi ir: sakausējuma zudums uz zibspuldzes, produkta kvalitātes samazināšanās, ko izraisa sagrieztas šķiedras urbumu noņemšanas laikā.
Slēgtās presformas tiek izmantotas vienkāršas formas izstrādājumu izgatavošanai. Šī bezzibspuldzes tehnoloģija nodrošina metāla ietaupījumu, bez atstarpju noņemšanas izmaksām, augstu produktu kvalitāti, pateicoties visaptverošai saspiešanai. Metāla šķiedras netiek grieztas. Slēgto presformu apstrādes metodi izmanto sakausējumiem ar zemu plastiskumu. Galvenie trūkumi ir: vajadzība pēc precīzas sakausējuma dozēšanas, sarežģīta zīmoga konstrukcija.
Mūsdienu ražošanā štancēšana pārsvarā ir sagatavošanas darbība, kas ļauj izgatavot detaļas elektronikai, kā arī lidmašīnām vai kuģiem. Iegūtie izstrādājumi tālāk tiek pakļauti metināšanai, griešanai, kniedēšanai un citām apstrādes metodēm atkarībā no tehnoloģiskā procesa.
Saistītais video: Lokšņu metāla štancēšana
Jautājumu izlase
- Mihails, Ļipecka — Kādus diskus izmantot metāla griešanai?
- Ivans, Maskava — kāds ir metāla velmēšanas lokšņu tērauda GOST?
- Maksim, Tver — Kādi ir labākie plaukti metāla velmējumu uzglabāšanai?
- Vladimirs, Novosibirska — Ko nozīmē metālu ultraskaņas apstrāde bez abrazīvu vielu izmantošanas?
- Valērijs, Maskava — kā ar savām rokām izkalt nazi no gultņa?
- Staņislavs, Voroņeža — Kādas iekārtas izmanto cinkota tērauda gaisa vadu ražošanai?
Metālapstrādes mehānismi
Hidrauliskā prese spēj attīstīt ievērojamu spēku līdz 2 tūkstošiem tonnu. To izmanto biezu sienu izstrādājumu liekšanai vai kalšanai. Mehānisma darbības pamatā ir divu savstarpēji savienotu hidraulisko cilindru virzuļu kustība, kuriem ir atšķirīgs diametrs. Tieši diametru atšķirība nosaka spēka daudzumu, ko var attīstīt metāla štancēšanas prese.
 Hidrauliskās preses rasējums
Hidrauliskās preses rasējums
Radiālā kalšanas iekārta ir paredzēta formēšanas operāciju veikšanai, lai iegūtu cilindriskus izstrādājumus. Mehānisma konstrukcijā ir iekļauta indukcijas krāsns detaļas priekšsildīšanai. Apstrādes laikā apstrādājamo priekšmetu griež elektromotors, kad tas iet cauri kalšanas zonai.
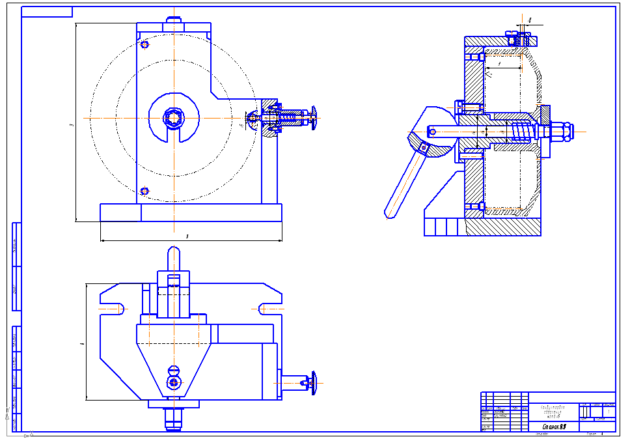 Radiālās kalšanas mašīnas rasējums
Radiālās kalšanas mašīnas rasējums
Elektromagnētiskās preses ir jaunas augstas veiktspējas, rentablas caurumošanas iekārtas. Darbības princips ir balstīts uz elektromagnētiskā serdeņa kustību, kas virza iekārtas izpildmehānismu uz metāla daļu.
 Elektromagnētiskās preses rasējums
Elektromagnētiskās preses rasējums
Degvielas brikešu gatavošana mājas apstākļos
Degvielas briketes, kas pēdējā laikā guvušas arvien lielāku popularitāti kā degviela dzīvojamo un ražošanas telpu apkurei, var izgatavot arī ar rokām. Protams, granulu ražošanas iekārtas ir vēlams izgatavot, ja ir pieejams pietiekams daudzums lētu izejvielu.
Kā paštaisītas ierīces, kas paredzētas degvielas granulu ražošanai, var izmantot preses vai ekstrūzijas tipa iekārtas. Jūs varat izgatavot šādu ierīci gan, pamatojoties uz gatavu jaudas mehānismu, gan no nulles. Pirmajā gadījumā par galveno darba korpusu tiek izmantots hidrauliskais domkrats vai neliela prese, kas aprīkota arī ar hidraulisko piedziņas mehānismu. Iekārtu ražošanā granulu ražošanai no nulles kā spēka korpusu var izmantot sviras vai skrūves mehānismu, kas nodrošinās nepieciešamo spiedienu.

Kā pamatu mājās gatavotai granulu ražošanas mašīnai varat izmantot rūpnīcas granulatora dizainu. Noklikšķiniet uz zīmējuma, lai to palielinātu
Neatkarīgi no pašmāju granulu ražošanas iekārtu projektēšanas shēmas, ražojot šādu ierīci, ir jāatrisina šādas tehniskas problēmas:
- izveidojiet preses atbalsta platformu un uzstādiet uz tās vertikālus statīvus, uz kuriem tiks piestiprināti visi konstrukcijas elementi;
- izmantojot atbilstošu diametru, izveido mašīnas matricu, kuras dobumā tiks presēts iepriekš sagatavotais maisījums;
- izveido perforatoru, kas, veidojot granulas, radīs spiedienu uz maisījumu;
- aprīkojiet perforatoru ar stieni un pievienojiet to jaudas hidrauliskajam mehānismam;
- izmantojot liela diametra cauruli vai lokšņu metālu, izveidojiet bungu, kurā tiks sajauktas visas maisījuma sastāvdaļas;
- no lokšņu metāla izgatavot notekcaurules izejvielu iekraušanai un gatavās produkcijas izkraušanai.

Pašdarināta granulētāja montāža
Visi pašdarinātās granulu preses elementi ir piestiprināti pie tās pamatnes un vertikālajiem statīviem. Šajā gadījumā ir jānodrošina to pareizais telpiskais novietojums vienam pret otru.
Štancēšanas tehnoloģiju šķirnes
Sagatavju apstrādes štancēšanas procesu var veikt ar karstu vai aukstu metodi.Šīs tehnoloģiskās šķirnes ietver īpašu iekārtu izmantošanu un noteiktu metālapstrādes nosacījumu izmantošanu.
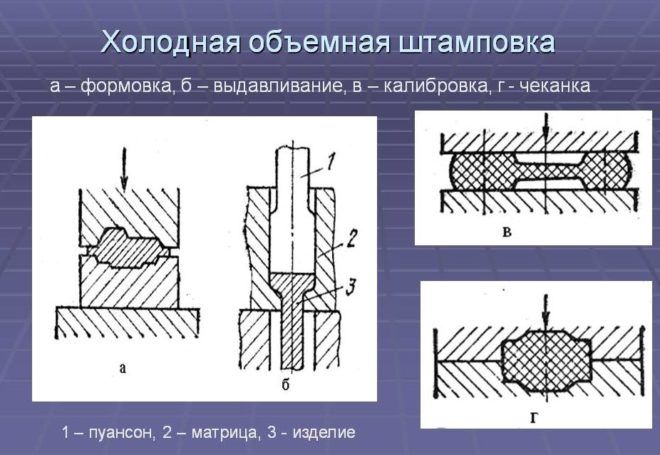 Aukstā štancēšana ir viena no štancēšanas šķirnēm
Aukstā štancēšana ir viena no štancēšanas šķirnēm
Karstās štancēšanas metode apstrādā sagataves, kas ir iepriekš uzkarsētas īpašās ierīcēs līdz iepriekš noteiktai temperatūrai. Karstā štancēšana ir nepieciešama, ja nepietiek iekārtas jaudas aukstā sakausējuma apstrādei. Apkures ierīces var būt elektriskās vai plazmas krāsnis. Šī metode prasa precīzu gatavās daļas parametru aprēķinu, ņemot vērā metāla saraušanos dzesēšanas laikā.
Aukstās štancēšanas laikā detaļas veidojas štancēšanas preses elementu mehāniskā spiediena dēļ. Aukstā štancēšana tiek uzskatīta par visizplatītāko metāla apstrādes metodi. Tas neprasa papildu aprīkojumu, sarežģītus aprēķinus un detaļu mehānisku pilnveidošanu. Pateicoties šai metodei, materiāla stiprības raksturlielumi palielinās. Iegūtos produktus raksturo augsta virsmas kvalitāte un precizitāte.
Tehnoloģisko operāciju šķirnes
Tehnoloģiskās darbības ar metāla loksni ir atdalīšana un formēšana.
Dalīšanas štancēšanas operācijas tiek veiktas iekārtām, kas aprīkotas ar speciālu instrumentu. Rezultātā noteikta daļa tiek atdalīta no sagataves pa taisnu līniju vai noteiktu kontūru. Loksnes daļas atdalīšana notiek šādos procesos:
- Griezt. Lai veiktu šo darbību, iekārta ir aprīkota ar disku, vibrācijas ierīcēm vai giljotīnas šķērēm.
- Atzarošana. Šī darbība atdala iegūtā produkta galējās daļas.
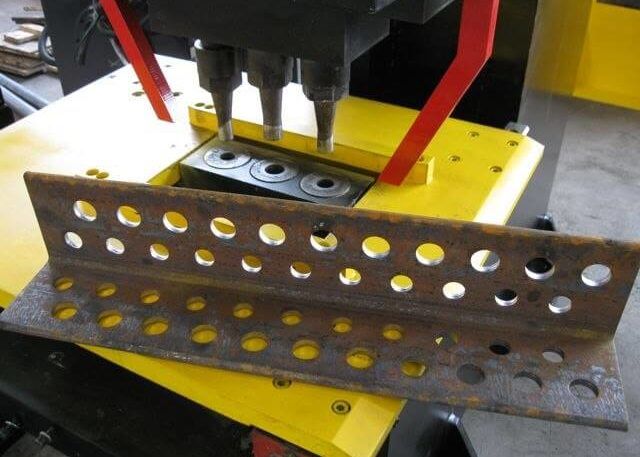
- Štancēšana. Izmantojot zīmogu, metāla loksnē tiek izveidoti dažādu konfigurāciju caurumi.
- Nogriežot. No sagataves tiek iegūta figūrveida daļa ar slēgtu kontūru.



Formas maiņas darbības ir paredzētas, lai bez mehāniskas iznīcināšanas izveidotu produktu ar citiem parametriem un izmēriem. Ir šādi šo darbību veidi:
- Flanging. Apstrādājamā izstrādājuma kontūra vai iekšējie caurumi tiek pakļauti veidnei, lai izveidotu noteikta izmēra lodītes.
- Kapuce. Šī darbība ir sava veida kalšana, kurā no plakana materiāla tiek iegūts telpiskais elements.
- Gofrēt. Lai sašaurinātu dobās sagataves galus, tiek izmantota matrica ar konusveida presformu ar šaurāku darba laukumu.
- Liekšana. Darbības rezultātā tiek mainīts virsmas izliekums, liekot metālu un deformējot sagatavi.
- Formēšana ir atsevišķu sekciju formas maiņa, samazinot detaļas biezumu, nepārkāpjot izstrādājuma ārējo kontūru.
- Pukļovka. Savienojums ar divu plākšņu zīmogu, neizmantojot papildu elementus.