Alatan
Anda juga boleh meningkatkan diameter paip tembaga yang lembut dan anjal secara manual dengan hanya menariknya ke atas kosong kon dengan saiz yang sesuai.
Walau bagaimanapun, sangat sukar untuk mendapatkan loceng dengan geometri yang betul dengan cara artisanal sedemikian. Ketebalan dinding boleh menjadi tidak sekata, menyebabkan dinding yang lebih nipis meregang terlalu banyak dan dinding yang lebih tebal tidak meregang sama sekali. Daya yang dikenakan oleh seseorang juga tidak sekata, oleh itu, paip mungkin bengkok semasa operasi dan kosong mungkin condong, akibatnya soket akan berubah menjadi tidak simetri dan condong.
Untuk membuat pembongkaran kemas dan membentuk soket bentuk yang diingini dari tepi paip, yang dapat memastikan sambungan yang boleh dipercayai dari unsur-unsur struktur, pelbagai alat digunakan.
Pengembang
Ini adalah mekanisme manual di mana pembakaran dilakukan dengan penggunaan daya yang mudah, sama seperti penggunaan kosong kon. Pengembang terdiri daripada dua pemegang dan pengembang - elemen kon gelongsor yang dimasukkan ke dalam paip. Apabila terdedah kepada tuil, bahagian pengembang menyimpang ke arah yang berbeza, meregangkan paip.

Pengembang adalah murah dan membolehkan anda menyelesaikan kerja dengan cepat dan tanpa banyak usaha. Walau bagaimanapun, sukar untuk mendapatkan hasil yang berkualiti tinggi menggunakan alat ini. Dinding diregangkan tidak sekata, bahagian yang lebih nipis mungkin pecah.
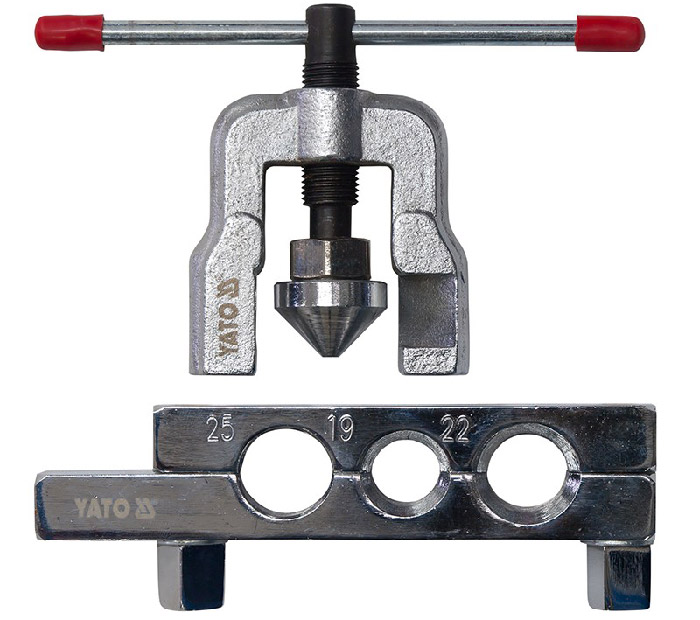
mesin pembakaran kon
Ini ialah set kecil dua alatan: dadu dan alat pembakar itu sendiri.
Matriks adalah ragum dengan beberapa lubang silinder, berkembang dari atas hingga 45⁰. Saiz lubang sepadan dengan diameter paip standard.
Penyebar terdiri daripada:
- perumahan dengan panduan,
- pengembang kon,
- mekanisme kawalan,
- skru kuasa.
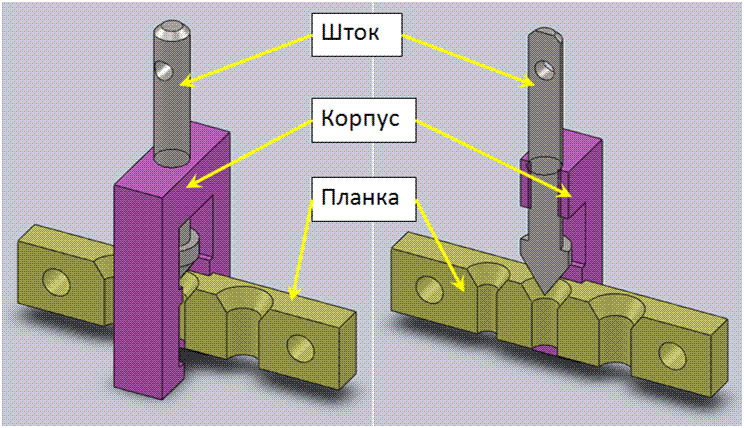
Apabila skru kuasa, yang memacu mekanisme kawalan, diputar, pengembang secara beransur-ansur diskrukan ke tepi paip, mengembangkannya. Panduan memastikan invarian kedudukan relatif paip dan pengembang, yang menyebabkan tiada herotan dan soket yang sekata dan kemas diperolehi.
Suar mekanikal
Alat ini serupa dengan yang sebelumnya, tetapi badan kerjanya bukan kon, tetapi satu set penggelek. Penggelek tidak meregangkan, tetapi melancarkan dinding paip, mengembangkannya secara sama rata dan beransur-ansur, yang mana logam mempunyai ketebalan yang sama pada seluruh permukaan yang menyala, dan soketnya kemas dan simetri.
Suar dipandu elektrik
Mesin pembesaran sedemikian digerakkan secara elektrik sebagai tambahan kepada mesin pembesaran mekanikal, supaya kerja pembesaran paip dijalankan dengan lebih cepat dan dengan tenaga kerja yang lebih sedikit.
Bilakah perlu untuk menyalakan paip brek?
Melalui paip brek, seperti yang dinyatakan di atas, cecair brek tekanan tinggi dibekalkan kepada semua elemen sistem. Apabila kapasiti tiub sedemikian merosot, keseluruhan sistem mula berfungsi dengan tidak cekap, yang membawa, khususnya, kepada peningkatan ketara dalam jarak brek. Fakta bahawa unsur-unsur sistem brek, termasuk tiub, memerlukan diagnostik (dan, mungkin, pembaikan) mungkin ditunjukkan oleh ciri ciri berikut:
- kemunculan bunyi luar dan pergerakan berdenyut apabila anda menekan pedal brek;
- pergerakan bebas pedal brek apabila ditekan;
- kebocoran cecair brek, yang membawa kepada penurunan tekanan dan, dengan itu, kepada brek yang tidak cekap dan memakai intensif pad brek;
- memandu kereta ke tepi semasa brek (keadaan ini, walaupun tanda tidak langsung, juga boleh menunjukkan bahawa paip brek perlu dibaiki).

Talian brek lama dalam keadaan teruk harus diganti segera, walaupun tiada kebocoran.
Walau bagaimanapun, tanda utama bahawa paip brek tidak melaksanakan fungsinya sepenuhnya dan memerlukan pembakaran adalah peningkatan dalam jarak brek. Penyebab kemerosotan yang paling biasa dalam prestasi paip brek ialah:
- pelanggaran dalam reka bentuk kepala heksagon yang dilengkapi dengan tiub tersebut;
- kemerosotan dalam kualiti dan kebolehpercayaan sambungan berulir, kemasukan sampah atau cecair kok ke dalamnya.
Kerosakan seperti itu, memberi kesan negatif kepada keadaan teknikal elemen individu sistem brek, mengurangkan kecekapan operasinya dengan ketara. Itulah sebabnya pakar dan pembuat kereta mengesyorkan mendiagnosisnya setiap enam bulan. Sekiranya anda terikat dengan perbatuan, maka prosedur sedemikian mesti dilakukan setiap 50,000 kilometer, dan tiub getah, tanpa mengira keadaan teknikalnya, mesti diganti setiap 125 ribu kilometer kenderaan.
Ciri-ciri pelaksanaan
Pembakaran tiub yang diperbuat daripada kuprum mungkin diperlukan jika:
- hujung tiub yang dipotong mesti diberikan konfigurasi yang diperlukan;
- hujung produk mesti disediakan untuk sambungannya menggunakan gandingan (dalam kes ini, menggunakan pembakaran, mereka menyesuaikan parameter geometri tiub seperti diameter dalam, sudut lentur, dll.);
- adalah perlu untuk menyediakan hujung tiub tembaga untuk sambungannya dengan pematerian.

Paip dipotong mengikut panjang dengan alat khas - pemotong paip. untuk paip tembaga atau aluminium
Untuk menyalakan tiub tembaga secara kualitatif menggunakan alat dan lekapan khas, anda mesti melakukan langkah berikut.
- Hujung tiub, sambungan yang mesti dibuat, dibersihkan dengan teliti.
- Lengan khas diletakkan pada hujung yang dilucutkan.
- Menggunakan alat atau lekapan khas, hujung tiub dinyalakan sehingga sudut pengembangannya ialah 45 °.
- Selepas tamat prosedur, hujung produk dikeluarkan dari lekapan. Anda kemudian boleh mula menyambung serta-merta.

Reamer - peranti untuk menanggalkan hujung tiub kuprum
Sekiranya tembaga diperlukan untuk menyambungkannya dengan pematerian, maka urutan tindakan untuk melaksanakan prosedur sedemikian akan kelihatan seperti ini.
- Permukaan hujung tiub yang akan dibakar dibersihkan dengan teliti (lebih baik menggunakan berus khas untuk ini).
- Menggunakan peranti khas, hujung tiub kuprum diperluaskan ke tahap yang mungkin untuk memasukkan hujung tiub lain ke dalamnya dan pada masa yang sama mengekalkan jurang 0.124 mm antara unsur-unsur yang disambungkan. Sememangnya, ini memerlukan penggunaan alat pengukur.
- Pada permukaan dalaman bahagian paip, yang sudah menyala, fluks digunakan dalam lapisan seragam, yang diperlukan untuk memastikan pembentukan sambungan yang boleh dipercayai dan ketat.
- Hujung elemen sambungan kedua dimasukkan ke dalam bahagian yang menyala ke kedalaman yang sama dengan diameter paip.
- Menggunakan pembakar gas, besi pematerian elektrik atau sumpitan, tempat sambungan masa depan dipanaskan sehingga saat pateri mula cair.
- Pateri cair mengisi semua jurang antara tepi paip tembaga yang disambungkan, akibatnya sambungan yang boleh dipercayai dan ketat terbentuk.
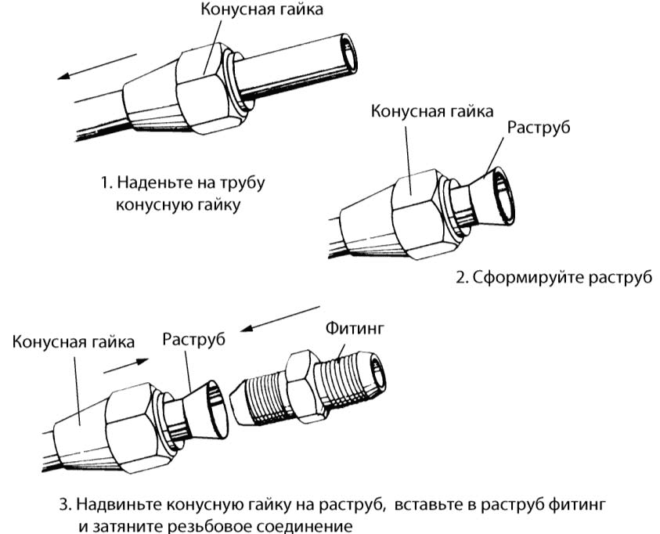
Pengembangan paip
Peningkatan diameter produk adalah perlu apabila melakukan sambungan bebas pemasangan elemen saluran paip, sebagai contoh, pematerian kapilari paip tembaga. Pengembangan yang terhasil membolehkan anda memasukkan satu paip ke yang lain.
Alat pembakaran yang paling mudah ialah kon biasa yang diskrukan ke dalam paip tetap, mengembangkan tepinya.
Model yang lebih baik dilengkapi dengan ratchet, yang membolehkan anda melaraskan daya, kerana ini, dinding dilindungi daripada pecah. Juga, pengembangan paip dilakukan oleh pengembang, badan kerjanya mempunyai beberapa segmen, yang, apabila pemegang dimampatkan, mula menyimpang, meregangkan paip.
kerana ini, dinding dilindungi daripada pecah. Juga, pengembangan paip dilakukan oleh pengembang, badan kerjanya mempunyai beberapa segmen, yang, apabila pemegang dimampatkan, mula menyimpang, meregangkan paip.
Membakar dengan alat yang diterangkan di atas adalah cara yang paling mudah, tetapi kualiti lengan yang dihasilkan jauh dari sempurna.
Pembakaran kualiti tertinggi diperoleh apabila menggunakan alat yang badan kerjanya adalah kon sipi. Apabila pemegang, yang juga dilengkapi dengan mekanisme keselamatan, diputar, kon mula berguling di sepanjang dinding dalaman paip, mengurangkan ketebalannya dan membengkokkan tepi. Sambungan yang terhasil adalah berkualiti tinggi.
Peranti sedemikian digunakan terutamanya untuk paip yang diperbuat daripada logam lembut. Paip keluli juga boleh dikembangkan, tetapi proses ini memerlukan usaha yang besar apabila sejuk. Oleh itu, adalah wajar untuk memanaskan paip sedemikian, selepas itu pembakaran dengan alat tangan akan menjadi lebih mudah.
TUNTUTAN
1. Penentukur pengembang, termasuk badan dengan saluran tengah, benang untuk sambungan dengan peralatan lubang bawah dan ceruk pada permukaan luar, di mana penggelek diletakkan, dipasang pada gandar dan dibuat dalam bentuk silinder dengan chamfers, hujung atas gandar dibuat dengan kemungkinan pergerakan terhad ke luar, dalam rongga anulus yang terbentuk di antara dua bahagian badan terdapat omboh anulus bermuatan spring yang dipasang dengan kemungkinan pergerakan paksi, dan rongga bawah omboh omboh anulus berada dalam komunikasi dengan saluran pusat, dicirikan bahawa paksi dilengkapi dengan hujung prismatik di bahagian atas dan bawah, dimasukkan ke dalam badan dengan kemungkinan pergerakan membujur terhad ke atas dan pergerakan jejari ke luar di bawah tindakan tujahan dan permukaan condong omboh, yang dimuatkan spring ke bawah dan dikonfigurasikan untuk pergerakan membujur terhad ke atas, berinteraksi dengan hujung bawah paksi, paksi tengah setiap paksi kedua terletak pada satah yang sepadan, selari dengan paksi badan, manakala badan dibuat dengan permukaan condong untuk hujung prismatik atas paksi yang sepadan, dan saluran pusat badan di bawah omboh disediakan dengan penyempitan teknologi.
2. Peranti mengikut tuntutan 1, dicirikan bahawa hujung prismatik paksi dibuat simetri tentang paksi pusatnya.
3. Peranti mengikut tuntutan 1 atau 2, dicirikan bahawa gandar terletak di dalam perumahan sedemikian rupa sehingga bahagian atas setiap gandar disesarkan di sepanjang lilitan ke hadapan semasa putaran peranti berbanding bahagian bawah gandar.
4. Peranti mengikut tuntutan 1 atau 2, dicirikan bahawa gandar pada titik sentuhan dengan penggelek dilengkapi dengan sisipan tahan haus.
5. Peranti mengikut tuntutan 3, dicirikan bahawa gandar pada titik sentuhan dengan penggelek dilengkapi dengan sisipan tahan haus.
6. Peranti mengikut tuntutan 1 atau 2, dicirikan bahawa gandar disediakan dengan rongga longitudinal tertutup sisi untuk pelinciran.
7. Peranti mengikut tuntutan 3, dicirikan bahawa gandar disediakan dengan rongga longitudinal tertutup sisi untuk pelinciran.
8. Peranti mengikut tuntutan 5, dicirikan bahawa gandar disediakan dengan rongga membujur tertutup sisi untuk pelinciran.
9. Peranti mengikut tuntutan 6, dicirikan bahawa gandar disediakan dengan saluran silinder yang dikomunikasikan dengan rongga tertutup sisi dan diisi dengan gris, dan di saluran tengah terdapat spring omboh yang dimuatkan ke hujung bertentangan silinder. saluran.
10. Peranti mengikut tuntutan 7, dicirikan bahawa gandar disediakan dengan saluran silinder yang dikomunikasikan dengan rongga tertutup sisi dan diisi dengan gris, dan di saluran tengah terdapat spring omboh yang dimuatkan ke hujung bertentangan silinder. saluran.
11. Peranti mengikut tuntutan 8, dicirikan bahawa gandar disediakan dengan saluran silinder yang dikomunikasikan dengan rongga tertutup sisi dan diisi dengan gris, dan di saluran tengah terdapat spring omboh yang dimuatkan ke hujung bertentangan silinder. saluran.
Alat dan lekapan
Untuk menyalakan tiub yang diperbuat daripada tembaga dengan tangan anda sendiri, alat khas digunakan. Peranti sedemikian boleh mempunyai pemacu manual dan elektrik. Ia digunakan untuk pemasangan penghawa dingin, bekalan air dan sistem pemanasan. Alat yang dilengkapi dengan pemacu elektrik sering menggabungkan beberapa fungsi: dengan bantuan mereka, anda bukan sahaja boleh mengembangkan tiub tembaga, tetapi juga membengkokkannya ke sudut yang dikehendaki.
Mana-mana peranti yang digunakan untuk mengembangkan tiub yang diperbuat daripada tembaga berfungsi berdasarkan prinsip ubah bentuk plastik, jadi sangat penting untuk menangani proses sedemikian dengan berhati-hati mungkin, tanpa melanggar keseragaman struktur bahan, mengekalkan keseragaman ketebalan dinding. produk, serta kelicinan permukaan dalaman mereka
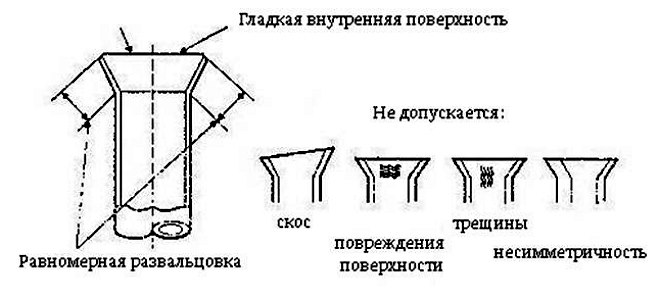
Skim pembakaran yang betul dan contoh operasi yang tidak dilakukan dengan betul
Sampel
Ini adalah kosong berbentuk kon yang diperbuat daripada aloi logam yang lebih keras daripada tembaga. Kelebihan peranti sedemikian adalah harga yang rendah dan kemudahan penggunaan. Sementara itu, penggunaannya mungkin disertai dengan pecahan di dinding produk tembaga, yang memberikan kualiti pembakaran yang rendah.

Dengan peranti paling mudah ini, anda boleh menyalakan satu tiub, tetapi tidak perlu bercakap tentang sebarang kualiti kerja
Suar mekanikal
Badan kerja utama peranti ini ialah penggelek aloi keras, yang, bergolek di sepanjang tepi tiub tembaga, memberikan konfigurasi yang diperlukan. Penggunaan pengembang mekanikal memungkinkan untuk melakukan ubah bentuk seragam bahagian tiub yang diproses, untuk membentuk dinding dengan ketebalan yang sama pada hujungnya dengan kualiti permukaan dalaman yang tinggi.

Alatan tangan mampu memberikan pembakaran berkualiti tinggi dan kelajuan kerja yang baik
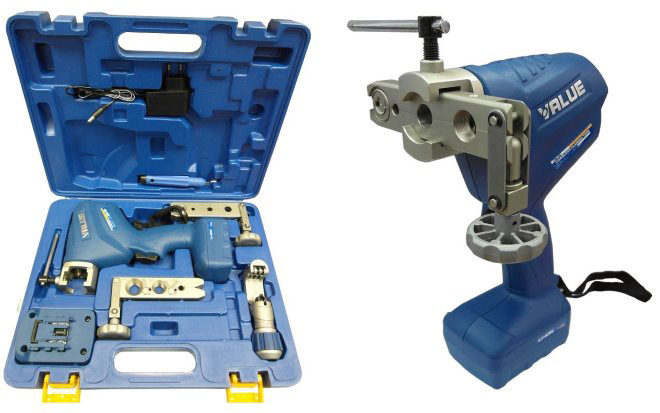
Pengembang dengan pemacu elektrik
Peranti sedemikian dengan satu set keseluruhan muncung yang boleh ditukar ganti, mempunyai semua kelebihan alat mekanikal, membolehkan anda menyalakan tiub tembaga dengan produktiviti yang lebih tinggi dan kurang tenaga kerja. Mungkin satu-satunya kelemahan mesin pembakaran elektrik ialah harganya yang agak tinggi.
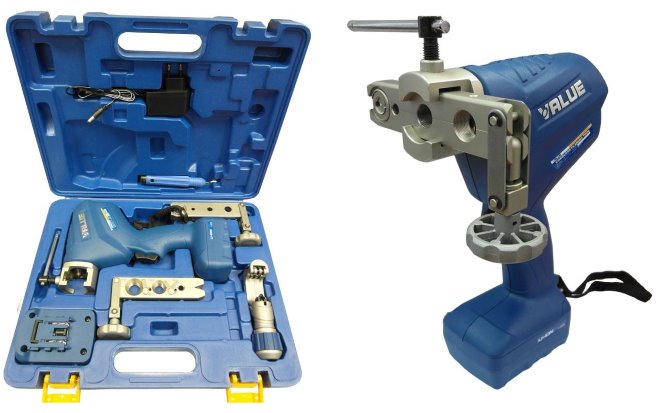
Bateri mesin nyala ini bertahan lebih kurang 100 operasi.
Pengembang
Peranti manual sedemikian, bekerja pada prinsip mekanisme tuil, membolehkan anda menyalakan hujung tiub dalam satu pergerakan. Mempunyai reka bentuk yang mudah, peranti sedemikian juga mempunyai beberapa kelemahan yang ketara, yang paling ketara ialah ketidakupayaan untuk mengawal ketebalan dinding bahan kerja. Oleh itu, penggunaan pengembang, yang paling sering dipilih oleh mereka yang melakukan pembakaran dengan tangan mereka sendiri, tidak menjamin hasil yang berkualiti tinggi.
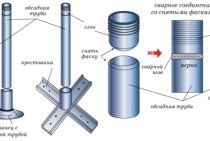
Mendapatkan loceng kon
Untuk memahami teknologi proses, kita boleh mengambil contoh tiub kuprum yang berkembang. Urutan kerja adalah seperti berikut:
 Skim operasi loceng kon
Skim operasi loceng kon
- Paip dipotong dengan teliti. Untuk pembakaran berkualiti tinggi, sudut antara muka hujung dan satah mestilah 90 darjah.
- Pemprosesan logam bahagian kerja terdiri daripada membersihkan dan mengeluarkan burr dan oksida.
- Lengan berulir diletakkan pada tiub.
- Bahan kerja diapit di dalam katil di lubang pendaratan diameter yang sesuai. Hujung paip (bahagian yang berfungsi) harus menonjol beberapa milimeter di atas katil.
- Skru skru, letakkan kon menyala pada hujungnya dan gunakan tekanan sehingga ubah bentuk bahagian mencapai had - skirt serong pada sudut 45 darjah akan terbentuk.
- Bahan kerja dikeluarkan dari bingkai, lengan dipindahkan ke tepi mesin.
Untuk memudahkan kerja dengan kon pada bahan kerja, lebih baik untuk menutup permukaan kerja dengan pelincir.Gerakkan skru ke depan dan ke belakang, secara beransur-ansur mencapai hasil yang diinginkan - ini akan membantu untuk mengelakkan kemungkinan pecah logam di kawasan ubah bentuk.
Bekerja dengan pengembang manual mempunyai algoritma tindakannya sendiri:
 Cara menggunakan pengembang paip manual
Cara menggunakan pengembang paip manual
- Hujung bahan kerja dipasang pada diameter kepala yang sesuai sehingga ia berhenti (terdapat beberapa diameter).
- Semasa memegang pemegang pegun, pemegang boleh alih digerakkan di sekeliling lilitan, dengan itu merebakkan rahang kepala. Kerja-kerja itu dijalankan tanpa keganasan, supaya tidak memecahkan paip.
- Selepas mendapat pengembangan diameter, bahan kerja dikeluarkan dari alat.
- Periksa kemudahan kemasukan paip kedua ke dalam soket yang terhasil.
Petua Pemilihan Alat
Membakar tiub tembaga, memandangkan keplastikan bahannya yang tinggi, tidaklah sukar. Walau bagaimanapun, untuk mencapai prestasi berkualiti tinggi bagi operasi teknologi sedemikian, hanya alat khusus yang harus digunakan. Melakukan pembakaran menggunakan peranti paling mudah, yang termasuk kosong dan pengembang, boleh disertai dengan beberapa akibat negatif.
- Dinding tiub, jika ketebalannya kecil, akan jem.
- Pecah mungkin berlaku pada dinding tiub yang akan terjejas oleh instrumen sedemikian.
- Dalam kes ini, adalah mustahil untuk mencapai ketebalan seragam dinding tiub, yang akhirnya akan menjejaskan kebolehpercayaan sendi yang terbentuk.

Dalam peranti khas, tiub kuprum dipasang dengan ketat berserenjang, dan ubah bentuk berlaku tepat di sepanjang kon.
Sementara itu, penggunaan peranti yang direka khusus untuk melakukan pembakaran mempunyai kelebihan berikut.
- Oleh kerana ubah bentuk dinding paip secara beransur-ansur (dilakukan langkah demi langkah untuk setiap pas penggelek alat), kejadian pecah di dalamnya secara praktikal dikecualikan.
- Keseragaman ketebalan dinding tiub tembaga dicapai, walaupun pada mulanya parameter ini tidak seragam.
- Permukaan dalaman tiub selepas pembakaran menjadi licin dan sekata.
Penggunaan peranti khas, sebagai tambahan, membolehkan anda dengan cepat dan cekap menyalakan hujung tiub, walaupun bagi mereka yang tidak pernah melakukan prosedur sedemikian dengan tangan mereka sendiri.

Kit flaring mungkin termasuk: flaring sipi, reamer, pemotong paip, pengembang paip dan spring lentur paip
Agar pembakaran dapat dilakukan dengan cekap, perhatian khusus harus diberikan kepada pilihan alat. Dalam kes ini, adalah perlu untuk mengambil kira parameter seperti:
- ciri-ciri bahan dari mana tiub itu dibuat, khususnya tahap keplastikannya;
- diameter dalaman produk;
- diameter luarnya;
- kedalaman menyala;
- jarak di mana produk akan menonjol di atas bahagian kerja alat;
- jarak antara pusat lubang dalaman tiub tembaga (jika peranti yang dipilih membolehkan anda menyalakan beberapa produk sekaligus);
- ketebalan dinding bahan kerja;
- keperluan untuk membentuk alur pada bahagian mesin tiub tembaga;
- kehadiran jahitan penyambung pada permukaan bahan kerja.