Proses teknologi kimpalan PP
Kimpalan paip polipropilena adalah berdasarkan keupayaan plastik jenis ini untuk melembutkan apabila dipanaskan pada suhu tertentu, memperoleh keadaan yang serupa dengan plastisin lembut. Dengan hubungan rapat antara dua bahagian cair, proses penembusan bersama (penyebaran) bahan berlaku, menghasilkan sambungan yang kuat, yang tidak kalah dalam ketahanan terhadap struktur holistik.
Terdapat dua cara utama untuk menyambung paip polipropilena: punggung dan gandingan. Dalam pilihan pertama, hujung bahagian dipanaskan pada masa yang sama dengan besi pematerian cakera khas, selepas itu ia disambungkan bersama; teknologi ini digunakan secara meluas apabila menyambung paip berdiameter besar dalam pembinaan perindustrian.
Apabila digunakan dalam industri pembinaan untuk meletakkan air dan rangkaian pemanasan paip polipropilena dengan diameter kecil (sehingga 63 mm), kaedah punggung sama sekali tidak sesuai untuk sebab-sebab berikut:
- kimpalan paip polipropilena hanya satu diameter boleh direalisasikan;
- selepas dok, jahitan cembung terbentuk di dalam saluran paip, yang mengurangkan keratan rentas saluran laluan - ini dengan ketara meningkatkan rintangan hidraulik saluran paip diameter kecil dan mengurangkan kecekapan penggunaannya, meningkatkan kemungkinan tersumbat.
- sambungan mempunyai kekuatan yang kurang daripada gandingan.
Teknologi pematerian dengan penggunaan gandingan terdiri daripada penggunaan sekeping peralihan untuk menyambung paip (segmen paip PP satu lapisan konvensional) dengan diameter dalam sepadan dengan diameter luar segmen paip yang akan disambungkan. Untuk menjalankan kerja dengan besi pematerian khas, permukaan luar paip dan lengan peralihan dalaman dipanaskan secara serentak, selepas itu bahagian-bahagiannya disambungkan dengan cepat secara manual. Prosedur yang sama dengan memanaskan lengan dan sarung tiub luar dijalankan dengan segmen bercantum kedua. Adalah jelas bahawa selepas dimasukkan ke dalam gandingan, hujung kedua-dua bahagian paip hampir disambung hujung ke hujung tanpa jahitan cembung, dan jika penyesuai dengan diameter yang berbeza digunakan, maka saluran paip dari sebarang saiz boleh disambungkan.

nasi. 5 Memateri paip plastik - proses teknologi
Apakah hayat perkhidmatan paip polipropilena, berapa suhu yang boleh mereka tahan
Paip polipropilena telah membuktikan dirinya dalam sistem pemanasan. Mereka telah menjadi pengganti yang layak untuk saluran paip pemanasan logam.
Hayat perkhidmatan paip polipropilena tidak kurang daripada hayat perkhidmatan paip logam.
Paip PP tidak takut kakisan, tahan terhadap bahan kimia yang digunakan dalam kehidupan seharian, di samping itu, apabila air membeku, mereka tidak runtuh. Oleh itu, paip polipropilena boleh digunakan dalam sistem pemanasan selama 25 tahun, dan dalam saluran paip air sejuk selama kira-kira 50 tahun.
Kekuatan dan kebolehpercayaan sistem bekalan air polipropilena juga dipastikan dengan kaedah sambungannya. Ia dijalankan dengan kimpalan. Ini memberikan keteguhan dan kekuatan. Semasa operasi, tidak perlu sentiasa mengetatkan sambungan, seperti halnya dengan saluran paip logam.
Apakah suhu yang boleh tahan paip polipropilena?
Ramai orang masih curiga dengan paip polipropilena dalam sistem pemanasan. Mari lihat suhu yang boleh mereka tahan, apakah hayat perkhidmatan paip polipropilena dan sama ada ia boleh digunakan untuk pemanasan rumah.
Bahan yang diambil untuk pembuatan paip diperoleh dengan pempolimeran polipropilena dengan penyertaan pemangkin logam. Polipropilena melembut pada +140C, bahan ini cair pada +175C.
Ia menjadi jelas bahawa pendedahan yang berpanjangan kepada suhu tinggi dan tekanan berlebihan akan membawa kepada ubah bentuk saluran paip.
Pengilang menjamin operasi normal paip polipropilena dalam sistem pemanasan pada suhu sehingga + 95C. Tetapi masih terdapat margin keselamatan, yang membolehkan peningkatan jangka pendek dalam suhu penyejuk ke suhu + 140C. Tetapi lompatan suhu yang kerap ke nilai ini akan membawa kepada pengurangan hayat saluran paip, walaupun ia tidak akan mencairkan dirinya sendiri.
Apabila membeli paip polipropilena, anda perlu memberi perhatian kepada penandaannya. Untuk sistem bekalan air sejuk, paip yang diperbuat daripada polipropilena PN10 hingga PN25 digunakan
Paip PN20 boleh digunakan sehingga +60C, dan paip PN25 boleh digunakan jika suhu penyejuk adalah sehingga +95C.
Apakah tekanan yang boleh ditahan oleh paip polipropilena pelbagai jenis?
Ramai pembeli yang memutuskan untuk memasang saluran paip polipropilena untuk bekalan air sejuk atau untuk pemanasan berminat dengan berapa banyak tekanan yang boleh mereka tahan. Hayat perkhidmatan paip polipropilena akan bergantung pada ini. Soalan ini sangat penting. Oleh kerana tekanan dalam sistem paip atau dalam sistem pemanasan, yang dialami oleh polipropilena sepanjang tempoh penggunaannya, menjejaskan hayat perkhidmatan produk. Jika saluran paip mempunyai suhu yang sentiasa tinggi, tetapi tekanan rendah (atau sebaliknya), maka paip akan bertahan lama. Tetapi jika terdapat kedua-dua tekanan tinggi dan suhu tinggi dalam sistem pada masa yang sama, maka hayat perkhidmatan akan dikurangkan secara drastik.
Agar saluran paip dapat memenuhi 50 tahun yang dijanjikan oleh pengilang, tekanan dalam sistem adalah 4-6 atmosfera, dan suhu penyejuk tidak melebihi 75 darjah.
Paip polipropilena dalam sistem pemanasan
Paip polipropilena kini merupakan bahan yang agak popular untuk memasang sistem pemanasan. Mereka tahan terhadap ubah bentuk, lelasan, dan dicirikan oleh kebolehtelapan oksigen yang rendah. Di samping itu, mereka dengan sempurna menahan suhu dengan tolak, tidak takut air beku.
Tetapi, apabila memilihnya, anda perlu mempertimbangkan perkara berikut:
Paip polipropilena adalah tegar, jangan bengkok. Untuk membuat kontur atau belokan, anda perlu menggunakan sudut, yang tidak selalunya mudah.
Untuk paip polipropilena, kelengkapan dihasilkan dengan keratan rentas yang besar jika dibandingkan dengan pemasangan elemen lain sistem, sebagai contoh, radiator. Keadaan ini memberi kesan negatif kepada penampilan sistem.
Polipropilena meregang kuat apabila dipanaskan
Jika sistem dibuat secara terbuka, maka ia kelihatan hodoh kerana paip kendur.
Adalah penting untuk tidak memanaskan paip semasa pemasangan, kerana laluan mungkin berkurangan apabila paip dimasukkan ke dalam kelengkapan. Ralat pemasangan sedemikian akan membawa kepada prestasi sistem pemanasan yang lemah.
Ia tidak disyorkan untuk menggunakan paip polipropilena semasa memasang dandang. Di dalam bilik dandang, suhu paip sering berubah, manakala polipropilena bukan bahan yang sesuai untuk keadaan sedemikian.
Memandangkan semua titik negatif yang diterangkan di atas, maka paip polipropilena untuk sistem pemanasan adalah pilihan yang baik.
Apakah suhu yang boleh tahan paip polipropilena?
Untuk menentukan tujuan paip polipropilena dalam penampilan, terdapat tanda khas. Sebagai tambahan kepada pengilang dan nama jenama, klasifikasi yang diterima umum digunakan pada paip.
- nama pengubahsuaian polipropilena;
- nisbah berkadar piawai;
- diameter luar nominal dan ketebalan dinding;
- tekanan nominal;
- piawaian pengilang.

Suhu maksimum paip PP ialah 95 ° C. Ini mungkin satu-satunya kelemahan polipropilena, ia tidak menahan suhu tinggi. Pada t 140° bahan menjadi lembut dan mudah berubah bentuk, dan cair pada 175°.
Suhu dalam sistem pemanasan juga tidak direka untuk penunjuk sedemikian, jadi paip PP agak sesuai untuk menggunakannya untuk saluran paip haba.
Peningkatan jangka pendek dalam penunjuk suhu jarang membawa kepada kegagalan, tetapi adalah penting untuk mempertimbangkan bahawa apabila paip dikendalikan pada suhu 100 °, hayat perkhidmatannya berkurangan dengan ketara. 50 tahun yang diisytiharkan oleh pengeluar sebenarnya boleh bertukar menjadi satu setengah tahun, kerana ketahanan bergantung bukan sahaja pada ciri teknikalnya, tetapi juga pada keadaan operasi
50 tahun yang diisytiharkan oleh pengilang sebenarnya boleh bertukar menjadi satu setengah tahun, kerana ketahanan bergantung bukan sahaja pada ciri teknikalnya, tetapi juga pada keadaan operasi.
Nuansa apabila memateri paip polipropilena
Memateri paip propilena memerlukan kemahiran dan pengalaman tertentu; semasa menjalankan kerja, pemasang yang tidak berpengalaman harus mengambil kira beberapa nuansa:
- Paip polipropilena yang diperkukuh dengan cangkerang aluminium dalam memerlukan masa pemanasan yang lebih lama, yang boleh ditentukan secara eksperimen dengan menjalankan eksperimen pada sambungan jalan pintas.
- Paip PP yang diperkuat dengan aluminium yang terletak di bawah cangkang luar nipis polipropilena memerlukan penyediaan untuk pematerian, adalah perlu untuk mengeluarkan lapisan aluminium ini ke kedalaman sambungan dengan pemasangan supaya kerajang tidak mengganggu pematerian. Untuk melakukan ini, gunakan peranti khas untuk pelucutan - pencukur, dihasilkan dalam beberapa versi: manual dan untuk gerudi. Sekiranya anda perlu berurusan dengan pemasangan paip PP bertetulang aluminium dalam jumlah yang besar, lebih baik membeli muncung untuk gerudi (pemutar skru) - penyingkiran lapisan aluminium apabila menggunakannya adalah lebih cepat dan dengan kualiti yang lebih tinggi daripada model berlubang.
- Jika tetulang aluminium terletak di tengah antara dinding paip dalam dan luar, biasanya pengimpal yang berpengalaman tidak membersihkan paip. Tetapi, jika pengalaman tidak mencukupi, maka disyorkan untuk menggunakan pelucutan untuk tetulang dalaman - perapi. Reka bentuk mereka berbeza daripada pencukur yang disebutkan di atas dengan kehadiran pisau yang memotong kerajang dari dalam dari hujung paip.

nasi. 13 Urutan pematerian paip PP yang diperkukuh dari atas dengan kerajang
- Mereka tidak membersihkan cangkang paip bahagian yang dicantumkan dari kotoran - ralat ini membawa kepada penyebaran polipropilena yang lemah dan penyahtekanan selanjutnya pada sendi.
- Tidak boleh mengendalikan pemotongan 90 darjah. Kesilapan membawa kepada fakta bahawa apabila bahagian paip dimasukkan ke dalam muncung pemanasan, ia tidak sepenuhnya direndam dan, semasa pemasangan, terlalu banyak pelepasan terbentuk di antara hujungnya - ini melemahkan sambungan dan membawa kepada pengumpulan kotoran dalam alur yang terbentuk.
- Paip dalam gandingan disambungkan terlalu ketat atau tidak cukup dalam, dalam kes pertama, aci dalaman terbentuk di persimpangan, yang mengurangkan diameter saluran laluan. Jika paip dalam gandingan diletakkan terlalu jauh antara satu sama lain, alur dalaman akan terbentuk dan ciri kekuatan sambungan akan merosot.
- Jangan perhatikan sudut tepat semasa menyambung bahagian. Dengan ketiadaan alat kawalan, agak sukar bagi pemasang pemula untuk mengekalkan sudut yang betul, atau sebaliknya penjajaran sambungan, herotan menjejaskan kualiti sambungan dan menjadikannya sukar untuk memasang bahagian panjang ke dalam pra-potong. alur lurus.
- Bahagian yang kurang panas atau terlalu panas. Dalam kes pertama, resapan tidak akan mencukupi, sambungan kemudiannya akan delaminate dan kebocoran akan muncul, apabila cangkerang paip terlalu panas, permukaan yang menyempitkan lubang melalui akan muncul di dalam.
- Putar atau betulkan kedudukan bahagian semasa proses mengimpal. Pelanggaran teknologi ini membawa kepada depressurization lanjut sambungan.
- Jangan perhatikan selang masa semasa pematerian, dok. Penyimpangan daripada nilai jadual yang disyorkan membawa kepada kecacatan dalam bentuk terlalu panas atau kurang panas cangkerang paip, delaminasinya dan, dengan itu, kepada sambungan bahagian yang tidak berkualiti.

nasi. 14 Bagaimana untuk tidak mengimpal paip polipropilena
Mengapa anda memerlukan tetulang paip
Untuk memastikan tahap haba yang mencukupi di pangsapuri, adalah perlu untuk menghidupkan saluran paip kembali dan menaikkan suhu air kepada 10 ° C. Pada suhu operasi yang rapat, paip polipropilena mudah mula kehilangan sifatnya dan, sebagai tambahan, linear pengembangan dimensi mereka adalah mungkin.
Apabila meletakkan saluran paip dengan suhu tinggi dalam senarai yg panjang lebar konkrit, ini amat penting.Terdapat kemungkinan keretakan konkrit dan pecah keseluruhan sistem pemanasan
Untuk mengurangkan kesan ini dan menghapuskannya sepenuhnya, paip polipropilena diperkukuh.
Pengukuhan ialah pengukuhan kapasiti galas bahan asas produk oleh bahan lain dengan tahap kekuatan yang lebih tinggi. Oleh itu, keupayaan untuk menahan suhu yang melampau meningkat. Paip bertetulang mematuhi sepenuhnya piawaian sistem pemanasan, dan tidak berubah bentuk apabila ia meningkat dengan ketara.
Untuk pengukuhan paip yang diperbuat daripada polipropilena, bahan digunakan:
- kerajang aluminium digunakan pada permukaan;
- lapisan dalaman aluminium, terletak di sepanjang diameter keseluruhan paip, lebih dekat ke permukaan luar;
- lapisan dalam gentian kaca;
- lapisan dalam yang menggabungkan gentian dan gentian kaca.
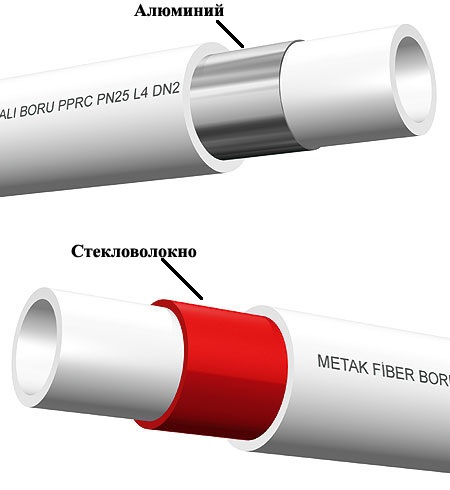
Kos aluminium dan gentian kaca hampir sama. Harga bergantung terutamanya pada parameter paip itu sendiri dan pengilang. Namun begitu, tetulang gentian kaca mempunyai beberapa kelebihan berbanding aluminium:
- semasa pemasangan, pembersihan tepi paip tidak diperlukan;
- masa pematerian pendek sendi (seperti dalam paip tidak bertetulang);
- tiada delaminasi dalaman disebabkan oleh gabungan gentian kaca ke dalam polipropilena;
- meningkatkan kekuatan produk.
Terdapat hanya satu kelemahan gentian kaca - pengembangan haba linear paip yang diperkuat dengan gentian kaca adalah 6% lebih tinggi daripada paip yang diperkuat dengan aluminium.
Memateri paip polipropilena arahan langkah demi langkah
Salah satu kelebihan utama menyambung paip polipropilena dengan pematerian ialah kelajuan kerja pemasangan, proses dok dan kesediaan untuk pemasangan selanjutnya paip diameter paling biasa 25 mm mengambil masa tidak lebih daripada 15 saat. Untuk melakukan kerja tanpa kos masa yang tidak perlu, mereka bertanggungjawab menjalankan semua operasi persediaan dan kemudian memasang saluran paip, dengan tegas mematuhi proses operasi teknologi.

nasi. 9 Alat yang digunakan untuk mengimpal paip PP
1. Penyediaan alatan dan aksesori
Sebelum menyolder paip polipropilena, komponen disediakan: segmen paip, tee, siku, gandingan, penyesuai dari plastik ke logam, injap tutup injap.
Untuk menjalankan kerja, anda memerlukan besi pematerian dan satu set muncung, serta alat bantu, beberapa di antaranya disertakan dalam pakej peranti:
- Pemotong paip, biasanya untuk memotong paip, gunting dengan diameter pemotongan maksimum yang dibenarkan 40 mm digunakan, untuk saiz yang lebih besar, gunting yang lebih berkuasa atau pemotong roller digunakan.
- Pita pengukur, penanda atau pensel untuk menandakan panjang pada sarung tiub.
- Sarung tangan untuk melindungi tangan daripada melecur semasa bekerja.
- Tahap untuk memeriksa ufuk semasa memasang saluran keluar air.
- Pemutar skru atau sepana hex untuk mengunci lampiran pada seterika pemanas.

nasi. 10 Peringkat utama kimpalan PP
2. Menanda dan memotong
Untuk kemudahan kerja, mereka membebaskan ruang di tengah-tengah bilik dan menetapkan meja pada ketinggian yang mudah, semua elemen dibentangkan di sekeliling perimeter bilik mengikut skema, selepas itu mereka memulakan pemotongan berurutan dengan pematerian. Sekiranya saluran paip berjalan di sepanjang perimeter bilik, peletakan bermula dari dinding akhir - lebih mudah untuk menjalankan pemasangan. Kerja dijalankan mengikut urutan berikut:
- Ukur bahagian paip yang dikehendaki dan letakkan tanda pada permukaannya dengan penanda atau pensel, berundur dari hujung jarak, dengan mengambil kira kedalaman pemanasan.
- Potong paip dengan gunting untuk paip polipropilena, cuba mengekalkan sudut 90 darjah dengan tepat. Sekiranya alat itu diasah dengan tajam, maka tidak akan ada burr di dinding dalam dan paip akan mengekalkan geometrinya.
- Sekiranya paip di hujungnya mempunyai benjolan kecil atau burr, maka, pada dasarnya, ini bukan masalah besar, kerana apabila paip dipanaskan, ia akan tetap cair.

nasi. 11 Memateri paip PP - langkah utama
3. Memateri
Untuk polipropilena pematerian, seterika pematerian dengan seterika rata digunakan terutamanya, kerja dijalankan mengikut urutan berikut:
- Sambungkan dua bahagian muncung ke skru dengan kekunci hex pada peranti, sambungkannya ke rangkaian dan hidupkan elemen pemanas atau kedua-dua elemen pemanas dengan menekan kekunci.
- Penunjuk suhu yang diperlukan ditetapkan dengan termostat, suhu standard untuk pematerian paip polipropilena biasanya ditetapkan pada 260 ° C.
- Selepas penunjuk menukar warnanya kepada hijau, menandakan bahawa elemen pemanasan telah mencapai suhu pemanasan yang ditetapkan, pematerian bermula. Pada mulanya, adalah lebih baik untuk menjalankan kerja percubaan pada pemotongan paip pendek, selepas menentukan masa pegangan optimum (untuk ini, meja untuk memateri paip polipropilena digunakan), mereka mula mengimpal saluran paip utama.
- Permukaan luar atau dalam bahagian yang hendak dicantumkan diletakkan serentak dari kedua-dua belah dalam lengan pemanasan, cuba mengekalkan kedudukan mendatar ketat bahagian, untuk memegang lengan pendek, sarung tangan yang disertakan bersama kit digunakan. Selepas masa tertentu, bahagian-bahagian itu dikeluarkan dengan cepat dari besi pematerian dan disambungkan antara satu sama lain dalam kedudukan tetap ketat, cuba mengekalkannya pada paksi yang sama untuk masa yang diperuntukkan.
- Selepas masa penyejukan telah berlalu, pemasangan bersedia untuk operasi selanjutnya - memateri bahagian paip kedua ke dalam gandingan.

nasi. 12 Pencukur untuk menanggalkan tetulang luar paip PP dan contoh penggunaannya