Ciri-ciri paip zink kimpalan
Memutuskan elektrod untuk memasak galvanizing, pilih jenama yang dikehendaki berdasarkan keadaan operasi produk yang dikimpal semasa penggunaan selanjutnya. Kimpalan tidak berbeza dengan kimpalan konvensional, dengan pengecualian beberapa nuansa:
- Kesan suhu pada lapisan zink membawa kepada keletihannya dengan pembentukan gas toksik, oleh itu, dalam proses kimpalan, langkah berjaga-jaga keselamatan mesti diperhatikan - gunakan pengudaraan aliran dan melindungi organ pernafasan daripada gas.
- Sebelum menjalankan kerja, kimpalan ujian perlu dilakukan pada bahagian pendek paip untuk pemilihan elektrod dan mod optimum bekalan kuasa.
- Untuk membakar zink, tenaga tambahan diperlukan, jadi arus pada mesin kimpalan ditetapkan 10% lebih daripada semasa mengimpal keluli tidak bersalut.
- Jahitan yang lebih baik diperoleh apabila menggunakan elektrod rutil (ini terkenal), apabila mengimpal dengan elektrod dengan salutan asas, zink semakin merendahkan kualiti jahitan, menjadikan tepi tepinya koyak dan tidak rata. Oleh itu, adalah disyorkan bahawa sebelum mengimpal dengan elektrod dengan salutan utama, sediakan tempat sambungan masa depan - keluarkan salutan zink dengan bahan asid atau kasar.

nasi. 13 Rawatan permukaan dengan cat zink untuk perlindungan kakisan
Ciri-ciri kimpalan
Peta teknologi langsung untuk mengimpal paip tergalvani menyediakan parameter tertentu kerja dan aliran kerja, yang mesti mematuhi peraturan. Proses kimpalan mesti menyediakan ciri-ciri tertentu, tujuannya adalah untuk mengelakkan kerosakan pada permukaan salutan tergalvani semasa kimpalan teknologi. Oleh itu, kimpalan elektrik paip tergalvani melibatkan penggunaan fluks khas pada permukaan salutan tergalvani. Ini akan mengelakkan kehabisan zink semasa mengimpal.
 Kimpalan paip tergalvani
Kimpalan paip tergalvani
Mengikut prosedur untuk mengimpal paip bergalvani, usaha sama menyediakan langkah-langkah berikut:
- Di tempat kimpalan, sebatian fluks digunakan, yang mempunyai keadaan teknologi likat cecair.
- Dalam proses kimpalan, sambungan fluks masuk ke dalam struktur yang berbeza, manakala lebur berlaku, dan fluks tidak mengeluarkan produk pembakaran, juga tidak menguap, tetapi paip bergalvani kimpalan berbahaya kepada kesihatan, tanpa menggunakan alat pelindung khas untuk pengendali peralatan kimpalan.
- Pada penghujung kimpalan teknologi, jahitan yang sekata dan kuat diperolehi di persimpangan. Permukaan dilindungi sepenuhnya daripada penampilan proses kakisan pada masa hadapan.
https://youtube.com/watch?v=QFoiF2vXzVE
Cara mengimpal paip dengan kimpalan elektrik dengan betul panduan langkah demi langkah
Pemilihan elektrodPelbagai kimpalan dan sambungan paipKerja awal dengan bahagianProses kimpalanKehalusan kimpalan elektrikPemasangan sendiBekerja dengan penyambung berputar dan tetapMemeriksa kebolehpercayaan penyambungPeraturan keselamatan semasa bekerja dengan mesin kimpalan
Dalam proses pengemasan, sering terdapat kes apabila diperlukan untuk membina beberapa jenis struktur dari paip atau profil biasa. Selalunya, paip plastik yang ringan dan mudah dipasang, serta produk keluli dengan pengikat berulir, digunakan untuk tujuan ini. Walau bagaimanapun, dalam artikel ini kita akan melihat cara mengimpal paip dengan betul untuk pemanasan atau sistem lain yang diperlukan di rumah anda, kerana pilihan yang disebutkan di atas tidak selalu boleh diterima dan sesuai.
Pemilihan elektrod
Perkara pertama yang anda perlukan untuk melakukan kerja kimpalan pada paip pemanasan atau struktur lain ialah elektrod. Bukan sahaja kebolehpercayaan kimpalan yang diperolehi dan ketat sistem, tetapi juga proses melaksanakan kerja akan bergantung pada kualiti bahan habis ini.
Elektrod difahami sebagai rod keluli nipis dengan salutan khas, yang membolehkan arka yang stabil dalam proses kimpalan elektrik paip, dan terlibat dalam pembentukan kimpalan, dan juga menghalang pengoksidaan logam.
Mengikut jenis teras, terdapat elektrod sedemikian:
- Dengan pusat tidak lebur. Bahan untuk produk tersebut ialah grafit, arang batu elektrik atau tungsten.
- Dengan pusat lebur. Dalam kes ini, teras adalah wayar, ketebalannya bergantung pada jenis kimpalan.
Bagi kulit luar pula, banyak elektrod yang terdapat di pasaran hendaklah dibahagikan kepada beberapa kumpulan.
Jadi, liputan boleh:
- Selulosa (gred C). Produk ini digunakan terutamanya untuk kerja kimpalan dengan paip bahagian besar. Sebagai contoh, untuk pemasangan saluran paip untuk mengangkut gas atau air.
- Asid Rutil (RA). Elektrod sedemikian adalah optimum untuk mengimpal paip logam untuk pemanasan atau paip. Dalam kes ini, kimpalan ditutup dengan lapisan kecil sanga, yang mudah dikeluarkan dengan mengetuk.
- Rutil (RR). Elektrod jenis ini memungkinkan untuk mendapatkan jahitan kimpalan yang sangat tepat, dan sanga yang terbentuk semasa operasi sangat mudah dikeluarkan. Kebanyakan elektrod sedemikian digunakan di tempat sambungan sudut atau apabila mengimpal lapisan kedua atau ketiga.
- Selulosa rutil (RC). Elektrod sedemikian boleh melakukan kimpalan dalam mana-mana satah. Khususnya, mereka sangat aktif digunakan untuk membuat jahitan menegak yang panjang.
- Asas (B)
Varieti kimpalan dan sambungan
Kimpalan paip keluli dijalankan oleh mesin kimpalan menggunakan kaedah lebur. Mesin kimpalan membentuk arus terus dari arus ulang-alik dan, melalui arka elektrik, memanaskan kawasan tempatan produk ke suhu yang dikehendaki. Pembentukan arka elektrik berlaku pada rod logam (elektrod). Di mana arka berfungsi, suasana khas terbentuk, yang, apabila logam cair, tidak membenarkannya untuk mengoksida. Terima kasih kepada jahitan dikimpal berkualiti tinggi, kebocoran dikecualikan sepenuhnya, kerana sambungannya ketat.
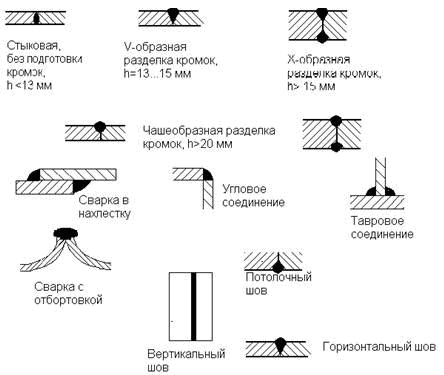
Terdapat banyak cara untuk menjahit. Kaedah mana yang hendak dipilih bergantung pada ketebalan paip dan bahan dari mana ia dibuat. Jenis utama jahitan:
- dalam Taurus;
- punggung;
- bertindih;
- bersudut.
Ia juga penting untuk mempertimbangkan lokasi paip berhubung antara satu sama lain:
- jahitan bawah. Semasa mengimpal, elektrod diletakkan di atas elemen yang hendak disambungkan. Dengan kaedah ini, pengimpal dapat melihat dengan jelas semua kawasan yang dikimpal, jadi kaedah ini adalah yang paling mudah.
- Jahitan siling. Elektrod diletakkan di bawah elemen yang akan dikimpal. Dalam kes ini, pengendali mengangkat tangannya dan memegangnya di atas kepalanya, jadi kaedah ini hanya digunakan semasa pembaikan atau apabila menggantikan bahagian paip yang cacat. Apabila mengatur sistem baru, ia tidak digunakan.
- jahitan menegak. Kaedah sambungan ini digunakan jika 2 paip terletak secara mendatar. Pengimpal menggerakkan elektrod ke atas dan ke bawah dan dari bawah ke atas (dalam arah menegak).
- Jahitan mendatar. Selalunya, sambungan mendatar membuat pemasangan sistem pemanasan dan paip. Dalam kes ini, kedua-dua paip berada dalam kedudukan menegak.
Adakah mungkin untuk mengimpal paip tergalvani
Peraturan untuk memasang saluran paip ditentukan oleh GOST. Walau bagaimanapun, keperluan standard tidak sesuai untuk bekerja dengan paip tergalvani. Lapisan pelindung zink mendidih pada suhu 906 darjah Celsius. Walau bagaimanapun, asas mesti dipanaskan hingga 1200 darjah.Oleh kerana itu, inovasi telah diperkenalkan, mengikut mana dua cara yang mungkin untuk menyelesaikan masalah ditunjukkan:
- Kimpalan menggunakan fluks. Komposisi tidak boleh mengandungi komponen yang larut dalam air.
- Mengurangkan masa kimpalan. Jadi zink tidak akan mempunyai masa untuk menguap. Untuk menyelesaikan kerja dengan lebih cepat, anda perlu meningkatkan suhu menggunakan pengawal selia semasa.
Pengimpal memilih kaedah bergantung pada keadaan, keperluan teknikal.