Hoe wapening, plaatwerk, enz. buigen zonder speciaal gereedschap
Als u al met uw eigen handen aan een grote revisie bent begonnen, ongeacht waar deze wordt uitgevoerd: thuis of in een appartement, dan moet u op veel tests zijn voorbereid.
Er kunnen zich met name een aantal problemen voordoen die zeer moeilijk op te lossen zijn zonder de juiste ervaring en speciale apparatuur. Niet iedereen weet bijvoorbeeld hoe je een plaat metaal, wapening, profiel, hoek, enz. Buigt. terwijl je goede resultaten boekt. In dit artikel zullen we proberen de "inflexibele" vragen te beantwoorden, terwijl we ons met een minimum aan hulpmiddelen kunnen redden.
Hoe een metalen plaat buigen, verzinken, profiel
Heel vaak is het bij het monteren van metalen constructies niet alleen nodig om staalplaten te snijden, maar ook om ze een gebogen vorm te geven.
U kunt dit thuis doen, zonder geld uit te geven aan diensten van derden. Hoe buig je bijvoorbeeld een metalen plaat? Om dit te doen, hebben we een houten of rubberen hamer, een tang, een tafel nodig.
Als een kromming van 90 graden wordt verwacht, zou deze set gereedschappen voldoende moeten zijn. Het blad hangt eenvoudig aan de rand van de tafel, waarna de gewenste kromming wordt bereikt door gelijkmatig te kloppen in het buiggebied.
Hoe buig je een pijp zonder voorverwarmen?
Het is mogelijk om de profielbuis zelf te buigen, zonder voorverwarmen, zowel met als zonder vulmiddel. Vereist geen vulling met zand- of harsbuizen waarvan de profielhoogte niet groter is dan 10 mm.
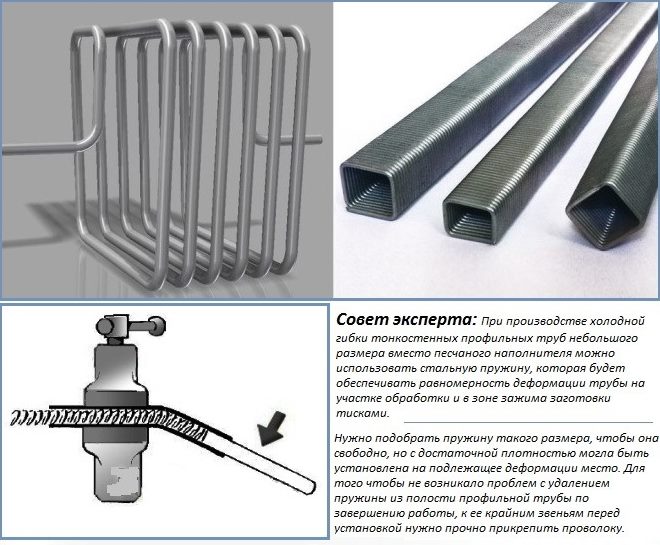
Er is een andere techniek waarbij gebruik wordt gemaakt van een veer met een dichte spoel van spoelen in plaats van een vulmiddel, die in de interne holte van de professionele buis wordt gestoken en de productwanden beschermt tegen vervorming, evenals tegen overmatige veranderingen in hun dikte tijdens het buigproces.

Het ontwerp van een elementaire pijpenbuiger is eenvoudig en betaalbaar voor zelfproductie.
Voor degenen die profielbuizen met hun eigen handen moeten buigen, zonder ze eerst te verwarmen, kunt u de trainingsvideo en de volgende eenvoudige aanbevelingen gebruiken.
- Het is mogelijk om de vereiste buiging op profielbuizen te verkrijgen met behulp van de eenvoudigste apparaten - een bankschroef, doornen, buigplaten.
- Voor producten met een rond profiel kunt u een handmatige pijpenbuiger gebruiken. In dit apparaat is het noodzakelijk om de werkrollen opnieuw uit te voeren, de vorm van de uitsparing waarin moet overeenkomen met het buisprofiel.
- Het meest efficiënt en nauwkeurig buigt u buizen met een rolvormmachine, die u zelf kunt aanschaffen of maken.
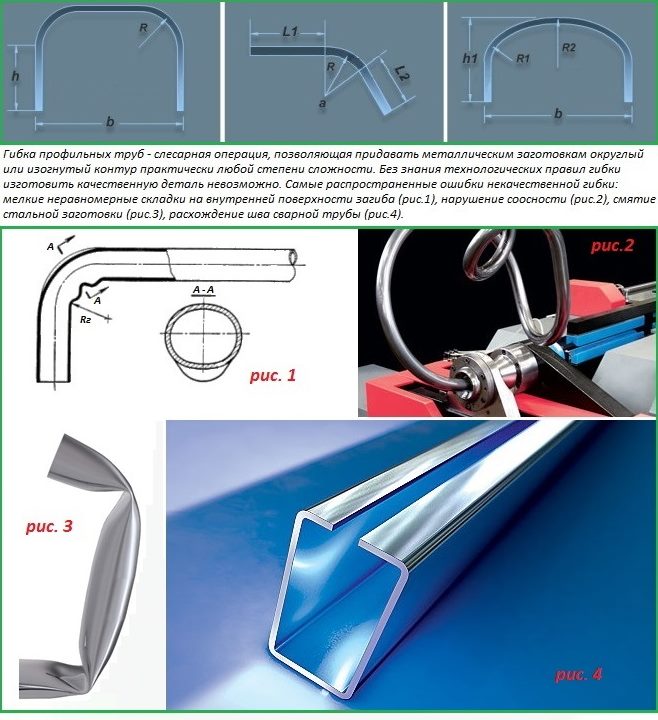
Wat is de complexiteit van profielbuigen?
De essentie van het buigen van gewalst metaal, ongeacht de vorm van het profiel, is dat de profielbuizen een gedeeltelijke of volledige buiging krijgen. Een dergelijke technologische bewerking wordt op twee manieren uitgevoerd: door alleen door druk op de gebogen buis in te werken of door het gedeelte van de buis in het gebied waarin de bocht wordt uitgevoerd, extra te verwarmen. Tijdens het buigen werken twee krachten tegelijkertijd op een metalen buis:
- compressiekracht (van binnenuit de bocht);
- trekkracht (vanuit het buitenste deel van het gebogen gedeelte).
Het is de impact van dergelijke multidirectionele krachten die problemen veroorzaakt die kenmerkend zijn voor het buigproces van profielbuizen.
- Segmenten van het materiaal van de buis, die van vorm veranderen tijdens het buigproces, kunnen de coaxialiteit van hun locatie verliezen, wat ertoe leidt dat individuele secties van de buis zich in verschillende vlakken zullen bevinden;
- De wand van de buis, die zich aan de buitenzijde van de bocht bevindt en onder spanning staat, mag de belasting niet weerstaan en barsten.
- De binnenwand van de buis, onderworpen aan compressie, kan bedekt raken met plooien die lijken op golvingen.
Technische kenmerken van profielbuizen
Om dit te voorkomen, moet niet alleen rekening worden gehouden met de kenmerken van het buismateriaal, maar ook met de geometrische parameters ervan - doorsnede-afmetingen, wanddikte, straal waarnaar moet worden gebogen. Kennis van het bovenstaande stelt u in staat om de juiste technologie te kiezen en de gegolfde buis correct te buigen zonder deze te verpletteren en zonder een gegolfd oppervlak te krijgen.
Industriële koudbuigmethoden

Afhankelijk van de diameter van het element en de hoeveelheid werk kunnen handgereedschappen (pijpenbuigers) of apparaten met een elektromechanische aandrijving worden gebruikt.
De belangrijkste industriële koudbuigmethoden zijn:
- Opwind methode. Met deze techniek kunt u een pijp met een doorsnede van 1,0-4,26 cm in verschillende vlakken buigen. Om de vorm van de sectie te behouden, worden composiet- of staafdoorns gebruikt - kalibreerpluggen.
- Met een draai. Deze methode is geschikt voor het buigen van buisvormige elementen met een diameter van niet meer dan 15 cm, in dit geval moet de wanddikte indrukwekkend zijn. De essentie van de methode: een walsrol beweegt rond een statische buigwals van een bepaalde grootte. Hij drukt op de pijp en buigt hem.
- Rol. Met deze methode kunt u het werkstuk in een spiraal of ring buigen. Op de rollen wordt het element door rollen bewogen en krijgt het de kromming die wordt gespecificeerd door de positie van de rollen.
- Tekening. De methode is geschikt voor het buigen van dunwandige naadloze producten. Voor het buigen wordt een sjabloon gemaakt van een buisvormig element met een grotere diameter. Vervolgens wordt de sjabloon in de matrijs geschroefd en met een klem vastgezet. Door de rotatie van de sjabloon wordt het werkstuk door de matrijs getrokken en gebogen.
- Door uit te rekken. Deze techniek minimaliseert het risico op metaalvervormingen. Om dit te doen, wordt het werkstuk aan de randen gefixeerd, uitgerekt en tegelijkertijd gebogen door middel van een buigsjabloon.
- Op steunen. Meestal worden twee steunen gebruikt waarop het werkstuk wordt geplaatst. Terwijl de steunen gebogen zijn, draaien ze om hun as. De sjabloon is verbonden met de krikstang zodat de kracht in het midden van het werkstuk wordt uitgeoefend. De methode is geschikt voor het buigen van buisvormige producten met een diameter van maximaal 35,1 cm.De apparatuur maakt het mogelijk om direct op de bouwplaats te buigen.
- Met hydrostatische druk binnenin. Hiervoor wordt vloeistof in het buisvormige element geïnjecteerd. Aan de uiteinden zijn pluggen aangebracht. Door de resulterende spanningen bereikt het metaal een bijna plastische toestand. Vervolgens wordt een sjabloon naar de plaats van buigen gebracht en wordt het werkstuk gebogen.
- Met duw. De methode is geschikt voor het buigen van elementen met een diameter van drie inch. Het werkstuk wordt door een vaste en beweegbare matrijs geduwd. Door de verplaatsing van de matrices ten opzichte van elkaar is het mogelijk om de kromming van de bocht aan te passen. Met deze techniek kan een werkstuk meerdere keren in verschillende vlakken worden gebogen.
Wat betreft het gebruik van doornen, de eenvoudigste plug voor buizen met een doorsnede van niet meer dan 3,2 cm kan een staalkabel zijn. Het ene uiteinde van deze kabel zit vast in het handvat. Het andere uiteinde is verbonden met de draad om in het lumen te trekken. In dit geval moet de diameter van de kalibratieplug iets kleiner zijn dan de doorsnede van het buisvormige product - met ongeveer 0,1-0,5 mm.
Tijdens het gebruik van kalibratiepluggen kunnen ongewenste krassen en inkepingen op het binnenoppervlak van het werkstuk ontstaan. Dit gebeurt meestal bij het buigen van roestvrijstalen producten. Om te beschermen tegen dergelijke ongewenste gevolgen, moet u het juiste kurkmateriaal kiezen, smeermiddel gebruiken en het oppervlak grondig reinigen.
Functies voor het buigen van buizen

Alle methoden voor het buigen van werkstukken kunnen worden onderverdeeld in handmatig en mechanisch, evenals in warm en koud.Soms gaat het buigproces gepaard met ongewenste gevolgen voor het buisvormige product, die een aanzienlijke impact hebben op de latere werking van het element. De mate van manifestatie van deze gevolgen hangt af van het materiaal waaruit de buis is gemaakt, de diameter, de buigradius en de methode waarmee de buigprocedure is uitgevoerd.
De negatieve gevolgen van buigen omvatten de volgende punten:
- Het verminderen van de wanddikte van het werkstuk dat zich langs de buitenradius van de bocht bevindt.
- De vorming van vouwen en vouwen op de muur, die zich langs de binnenstraal van de bocht bevindt.
- De configuratie van de sectie wijzigen (de grootte van het lumen en de vorm ervan verkleinen - ovalisatie).
- Verandering van de buigradius door het veereffect van het materiaal.
Het meest voorkomende nadeel van buigen is een verandering in de configuratie van de sectie en wanddikte. Door de spanningen van het metaal wordt de buitenwand in de bocht dunner, terwijl de binnenwand juist dikker wordt. Dit resulteert in een merkbare verzwakking van het buisvormige element. Dit fenomeen is gevaarlijk door breuk van de buitenwand van de buis, omdat deze wordt blootgesteld aan een grotere druk van het getransporteerde medium.
Ovalisatie verzwakt ook het werkstuk aanzienlijk. Dit fenomeen is vooral gevaarlijk bij het buigen van een pijpleiding die is ontworpen om een stof te transporteren onder omstandigheden van een pulserende belasting. Als dergelijke elementen worden gebruikt als bouwconstructies, zal ovalisatie het uiterlijk van het element beïnvloeden. Dat is de reden waarom ze tijdens het buigen ernaar streven dergelijke verschijnselen zoveel mogelijk te minimaliseren.
Als zich plooien vormen op de binnenwand door verdikking van het materiaal, dan zullen ze niet alleen leiden tot een afname van de dwarsdoorsnede, maar zullen ze ook weerstand creëren tegen de bewegende stroming. Dit verhoogt op zijn beurt de kans op corrosie. Bovendien zal het draagvermogen van het constructieve buisvormige element afnemen.
Pijpbuiggereedschappen
De vraag hoe een pijp te buigen zonder een pijpenbuiger zal geen problemen veroorzaken als u de eenvoudigste apparaten gebruikt om deze bewerking uit te voeren. U kunt buizen koud buigen met behulp van de volgende apparaten.
- In gevallen waarin het nodig is om een zachte (aluminium) of stalen buis met een profielhoogte van niet meer dan 10 mm te buigen, wordt een horizontale plaat met gaten gebruikt, waarin aanslagen worden gestoken - metalen pennen. Met behulp van deze pinnen worden producten gebogen volgens de vereiste parameters. Deze methode heeft twee ernstige nadelen: de lage nauwkeurigheid van buigen, evenals het feit dat het bij gebruik ervan een aanzienlijke fysieke inspanning vereist.
- Producten met een profielhoogte van 25 mm kunnen het beste worden gebogen met rolopspanningen. De buis zit stevig vast in een bankschroef en er wordt kracht uitgeoefend op dat deel dat moet worden gebogen met een speciale rol. Met dit apparaat kun je een betere bocht maken, maar het vereist ook fysieke inspanning.

Optie, zoals ze zeggen, haastig. De lange hendel van dit uiterst eenvoudige apparaat stelt u in staat om vrij dikke buizen aan te pakken.
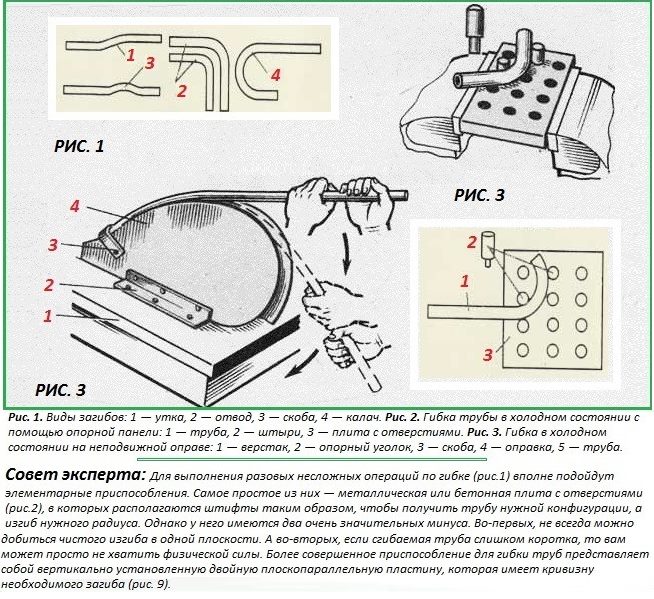
Elementaire apparaten helpen bij het maken van een eenmalige pijpbocht
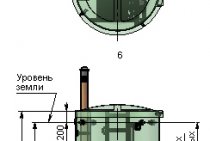
Om een bocht met een grote kromtestraal te vormen op stalen of aluminium gegolfde buizen, worden vaste ronde sjablonen gebruikt, waarop speciale klemmen worden gemonteerd om het product te bevestigen. Op een dergelijke inrichting wordt de buis ook handmatig gebogen, waarbij deze met kracht in de groef van de sjabloon wordt gelegd, waarvan de vorm exact overeenkomt met de vereiste buigradius.

Multiplex en metalen nietjes zijn alles wat je nodig hebt om een buigsjabloon te maken
buigen plaat
Om thuis effectief stalen of aluminium buizen te buigen, kunt u een verbeterde buigplaat maken met behulp van de volgende richtlijnen.
- De rol van een dergelijke plaat wordt gespeeld door een paneel, dat is gesneden uit plaatwerk van grote dikte.
- Het op deze manier gemaakte paneel wordt aan het rek gelast, dat op een speciaal voetstuk is geïnstalleerd.
- In het paneel zijn twee gaten geboord die nodig zijn voor het monteren van bouten die dienen als aanslagen voor de profielbuis.
- Op een van de stopbouten is een speciaal mondstuk geïnstalleerd, met behulp waarvan de buigradius wordt aangepast.
- Om de uitlijning van de pijpsecties naast de bocht te verzekeren, wordt een metalen plaat boven het werkstuk geplaatst, bevestigd met bouten.
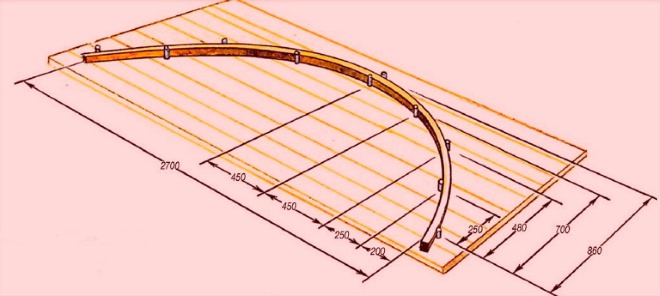
Schema van de standaard voor het buigen van profielbuizen
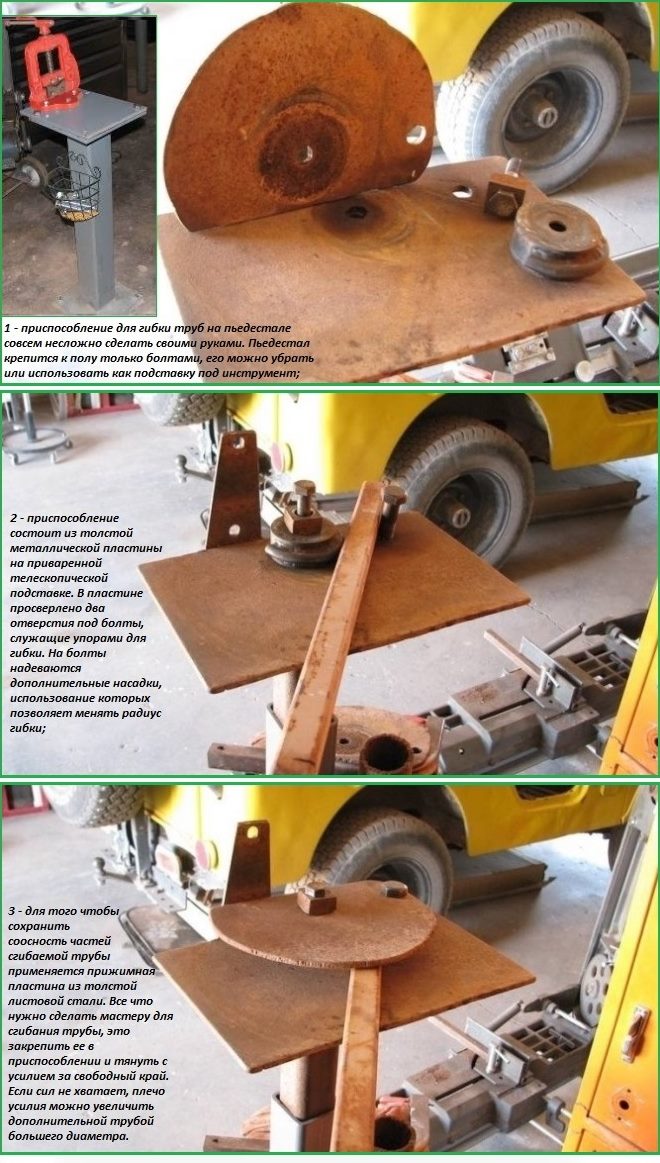
Het principe van het vervaardigen van een eenvoudig zelfgemaakt buigapparaat
Doorn buigen
Voor het thuis buigen van profielbuisproducten waarvan de wandhoogte niet groter is dan 25 mm, kan een speciale doorn worden gemaakt. Voor deze doeleinden is het beter om een algehele werkbank te gebruiken, op het oppervlak waarvan er voldoende ruimte is voor een dergelijk apparaat. Om de optimale locatie te kiezen van het element dat de buigbare buis bevestigt, worden vaak gaten gemaakt aan het ene uiteinde van de werkbank. Een speciale sjabloon zorgt voor de vereiste buigradius van de gegolfde buis, die kan worden gemaakt van dik multiplex of een metalen hoek als u deze vaak gaat gebruiken.

Een profielbuis buigen met een doorn
Profiel buigen toepassing:
Als u veel werk heeft aan het buigen van profielbuizen, is het natuurlijk beter om hiervoor een speciale machine te maken, waarvan de tekeningen gemakkelijk te vinden zijn op internet. We zullen dit probleem hier niet analyseren, omdat het in meer dan detail wordt besproken in de artikelen op de onderstaande links.

Een van de vele mogelijkheden voor een zelfgemaakte profielbuiger
U kunt niet zonder zo'n machine, zelfs als u buizen met een groot profielgedeelte moet buigen. De belangrijkste werklichamen van een dergelijke machine, die wordt gekenmerkt door een grote veelzijdigheid, zijn drie rollen, waarvan er twee onbeweeglijk zijn vastgezet, en door de positie van de derde te veranderen, wordt de buigradius van het product aangepast. Als aandrijving voor een dergelijke inrichting wordt gebruik gemaakt van een kettingaandrijving en een door de bediener gedraaide handgreep.
Ovale bescherming

De belangrijkste methoden voor het koud buigen van een gegalvaniseerde buis bieden maatregelen waarmee u het werkstuk kunt buigen, waarbij de vorm van de doorsnede zoveel mogelijk behouden blijft. Dit gebeurt meestal op een van de volgende twee manieren:
- Gebruik van maatregelen om de vorm van de sectie van binnenuit te behouden (gebruik van een interne begrenzer).
- Gebruik van een externe aanslag om uitzetting van de zijwanden te voorkomen.
Harde materialen als vulstof behouden beter hun vorm, waardoor ze vaker worden toegepast. Maar door het gebruik van elastische vulstoffen is er minder rek van het buitenoppervlak van de bocht.
De behoefte aan profielboekhouding
De categorie profielpijpwalsen omvat producten met een andere dwarsdoorsnedevorm - rond, vierkant, ovaal of platovaal. Ondanks deze diversiteit wordt het voor de bouw van een kas of een overkapping, rechthoekig of vooral gebruikt. Dit komt door het feit dat het veel gemakkelijker is om de buitenste coating op hun vlakke wanden te monteren.
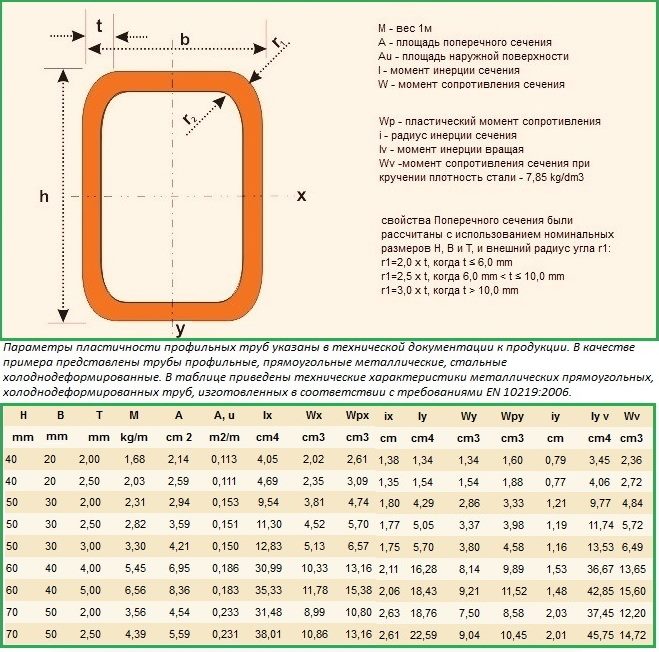
Het assortiment moderne profielbuizen is zeer divers. Hun geometrische parameters, waarvan de dwarsdoorsnede en de wanddikte de belangrijkste zijn, bepalen de plastische capaciteiten van het product. Dit laatste kenmerkt een dergelijke indicator als de minimaal toelaatbare kromtestraal. Het is deze parameter waarmee u kunt bepalen tot welke minimale straal de buis kan worden gebogen zodat deze niet wordt beschadigd.
Voorkom veelvoorkomende fouten die leiden tot schade aan werkstukken
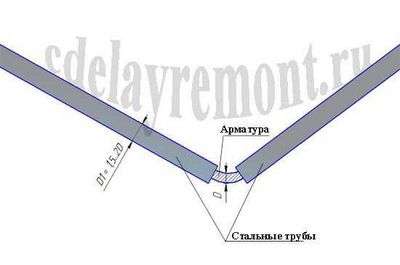
Om een dergelijke parameter van een buis met of een rechthoekig profiel als de minimale buigradius te bepalen, is het voldoende om de hoogte van zijn profiel te kennen. Als u een profielbuis met een doorsnede in de vorm van een rechthoek of vierkant gaat buigen, moeten de volgende aanbevelingen worden gevolgd.
- Buizen waarvan de profielhoogte niet groter is dan 20 mm kunnen worden gebogen in secties waarvan de lengte een waarde overschrijdt die gelijk is aan 2,5xh (h is de profielhoogte).
- Producten met een profielhoogte van meer dan 20 mm kunnen met succes worden gebogen in secties waarvan de lengte overeenkomt met 3,5xh of meer.
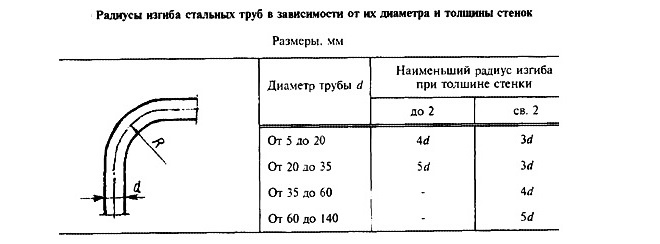
Minimale buigradii voor stalen buizen
Dergelijke aanbevelingen zullen nuttig zijn voor diegenen die profielbuizen met hun eigen handen gaan buigen om er rekken, luifels en verschillende framestructuren van te maken. In dit geval moet er echter rekening mee worden gehouden dat de mogelijkheid van hoogwaardig buigen van buizen ook wordt beïnvloed door de dikte van hun wand. Producten met een wanddikte van minder dan 2 mm mogen helemaal niet worden gebogen en als het nodig is om er structuren van te maken, gebruik dan lasverbindingen.
Thuis is het mogelijk om professionele buizen, die zijn gemaakt van koolstof of laaggelegeerd staal, te buigen, waarbij alleen rekening wordt gehouden met bepaalde nuances. Dergelijke buizen kunnen na het buigen terugveren en terugkeren naar hun oorspronkelijke staat, dus de voltooide constructies moeten opnieuw worden aangebracht volgens de sjabloon. De terugveringswaarde wordt gekenmerkt door een dergelijke parameter van profielbuizen als het plastische weerstandsmoment - Wp. Deze parameter wordt aangegeven in de bijbehorende documentatie (hoe lager, hoe minder de professionele buizen zullen veren tijdens het buigen).
Pijpenbuigers voor profiel- en ronde producten
Pijpenbuigers voor stalen en koperen leidingen zijn:
- handleiding,
- mechanisch.
Bovendien bepaalt het behoren tot een handmatig of mechanisch type zowel de ontwerpkenmerken van de pijpenbuiger als de prestaties ervan.
Handmatige apparaten
Handmatige pijpenbuiger bestaat uit:
- bed,
- transportband,
- klem element.
De buis wordt in een transportband geladen, bestaande uit rollen die zijn verbonden door een kettingoverbrenging, en wordt aangedrukt door de bovenste (of onderste) rol, die op het overeenkomstige vlak van het product drukt. Door de hendel van de invoerrollen te draaien, is het mogelijk om het gemeten segment door de drukzone te bewegen en daardoor de profielbuis of een soortgelijk rond product te buigen.
Het handmatige proces heeft echter zijn eigen nuances. Ten eerste kunt u de profielbuis nog steeds met uw eigen handen buigen, maar om het resultaat te bereiken, moet u een aanzienlijke inspanning leveren. Ten tweede zijn handmatige pijpenbuigers geschikt voor het verwerken van slechts kleine batches producten.
Mechanische apparaten
Het mechanische apparaat bespaart ons de noodzaak om onze kracht te besteden aan het buigen van de profielbuis tot de gewenste straal. Bij een mechanische pijpenbuiger werken zowel de transportband als het klemelement namelijk niet vanuit de spierkracht van de operator, maar vanuit een elektromotor en een hydraulische aandrijving.
In dit geval blijft het werkingsschema van het apparaat ongewijzigd. Dat wil zeggen, zoals in het eerste geval, vullen we de transportband met een buis, creëren we een klemkracht op het vlak van het te buigen product (waar het nodig is om de profielbuis te buigen nog voordat het meetgedeelte begint te bewegen langs de transportband) en zet het apparaat in het netwerk aan. Als gevolg hiervan gaat de buis door de zone van de drukrol en verandert zijn kromming. Het proces van handmatig en mechanisch buigen zal hieronder in meer detail worden besproken.
Hoe buig je een pijp zonder voorverwarmen?
Het is mogelijk om de profielbuis zelf te buigen, zonder voorverwarmen, zowel met als zonder vulmiddel. Vereist geen vulling met zand- of harsbuizen waarvan de profielhoogte niet groter is dan 10 mm.
De nuances van het buigen van dunwandige buizen van klein formaat
Er is een andere techniek waarbij gebruik wordt gemaakt van een veer met een dichte spoel van spoelen in plaats van een vulmiddel, die in de interne holte van de professionele buis wordt gestoken en de productwanden beschermt tegen vervorming, evenals tegen overmatige veranderingen in hun dikte tijdens het buigproces.
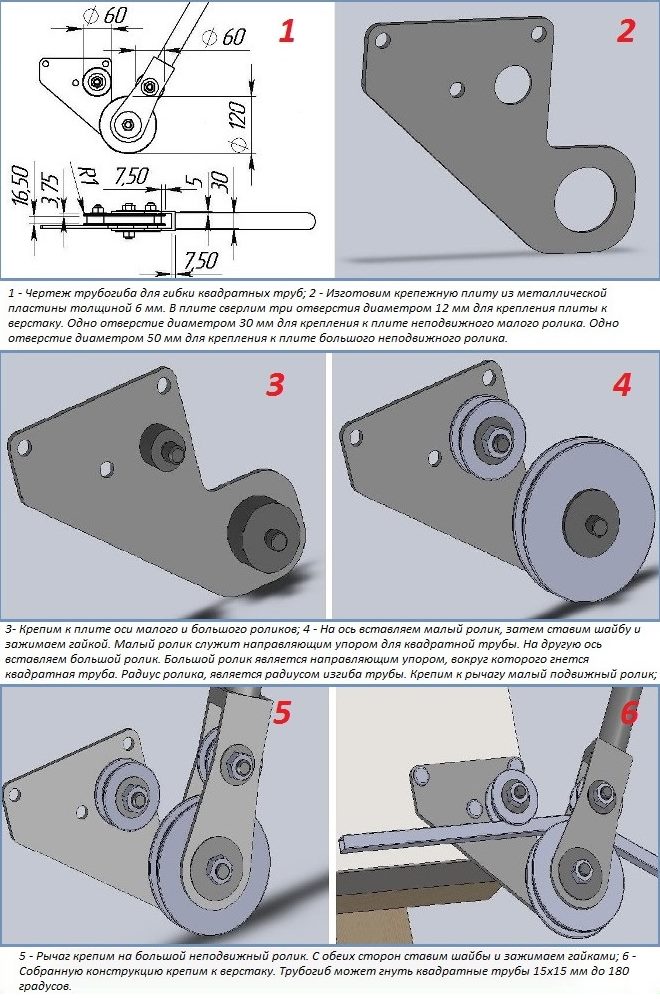
Tekening en details van een mechanische pijpenbuiger voor profielpijpen
Het ontwerp van een elementaire pijpenbuiger is eenvoudig en betaalbaar voor zelfproductie.
Voor degenen die profielbuizen met hun eigen handen moeten buigen, zonder ze eerst te verwarmen, kunt u de trainingsvideo en de volgende eenvoudige aanbevelingen gebruiken.
- Het is mogelijk om de vereiste buiging op profielbuizen te verkrijgen met behulp van de eenvoudigste apparaten - een bankschroef, doornen, buigplaten.
- Te gebruiken voor producten met een rond profiel.In dit apparaat is het noodzakelijk om de werkrollen opnieuw uit te voeren, de vorm van de uitsparing waarin moet overeenkomen met het buisprofiel.
- U kunt buizen het meest efficiënt en nauwkeurig buigen met behulp waarvan u ze zelf kunt kopen of maken.
Hoe een metalen plaat recht te buigen?
Als het werkstuk relatief klein is, kunt u een bankschroef gebruiken, waarin u met behulp van twee wikkelstaven de metaalplaat stevig kunt vastzetten en pas dan met een hamer kunt buigen. Indien nodig kan het buigpunt worden verwarmd met een gasbrander, maar deze methode is niet van toepassing op verzinkte producten!
een metalen plaat buigen
Als we het hebben over een dunne metalen plaat, kan de buigprocedure aanzienlijk worden vereenvoudigd.
Om dit te doen, wordt het metaal op de plaats van de bocht "gekrast" (we gebruiken een regel of een metalen liniaal als een snijder - een puntig stuk van een ijzerzaagblad voor metaal). Het tot de helft van de dikte gesneden metaal buigt vervolgens gemakkelijk langs de omlijnde lijn. We kunnen zeggen dat we er bijna achter waren hoe we een metalen plaat moesten buigen.
Wij buigen verzinkt
Hoe verzinkt buigen?
Het kan een gegalvaniseerde metalen plaat zijn of een afgewerkt product, bijvoorbeeld een profiel. De plaat wordt op dezelfde manier gebogen als bij het buigen van een andere metalen plaat. Hoe een profiel buigen? Je zult met hem te maken krijgen. Om een grote kromtestraal van een vierkant of rechthoekig profiel te verkrijgen, kunt u de volgende methode gebruiken: we vullen het profiel stevig met fijn zand, verstoppen beide gaten met houten palen en pas daarna, zachtjes tikken met een hamer, buigen het .
Om een U-vormig profiel te buigen (dit geldt in principe ook voor het verkrijgen van platen met een gebogen vorm), is het noodzakelijk om bovendien een objectvorm te gebruiken waarvan de kromming overeenkomt met het afgewerkte onderdeel. Om het buigproces te vergemakkelijken, kunnen driehoekige elementen in het profiel worden uitgesneden.
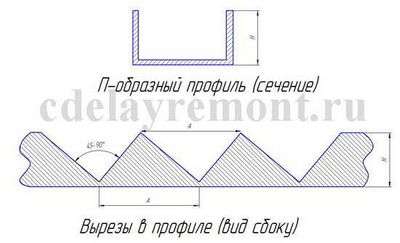
Vervolgens wordt het te buigen product door uniform kloppen met een hamer om het object "gewikkeld".
Belangrijk! Om de vouw zo gelijkmatig en correct mogelijk te maken, moeten de hamerslagen licht zijn en zo dicht mogelijk bij elkaar liggen. Hoe verzinkt gemakkelijker buigen? Met behulp van een slijpmachine maken we een of twee sneden in het buiggebied (waardoor de structuur tijdelijk wordt verzwakt), buigen het product en lassen vervolgens de bocht
Deze benadering is belangrijk om te gebruiken bij het buigen van geprofileerde buizen en producten met een complexe metalen vorm. Onthoud dat het onmogelijk is om gegalvaniseerd staal te verhitten om de kromming te vereenvoudigen!
Misschien wel een van de moeilijkste taken waarmee mensen worden geconfronteerd die nadenken over hoe ze de hoek moeten buigen. Om een solide product te krijgen, moet je zweten, gelijkmatig en langzaam op het oppervlak van de hoek tikken en het geleidelijk buigen.
Het wordt aanbevolen om een gasbrander te gebruiken, die de bocht kan opwarmen. U kunt het gemakkelijker doen - gebruik een molen zoals in het hierboven beschreven geval met een gegalvaniseerd product. Het is nog gemakkelijker om een reeds gebogen product te kopen, dan zal de vraag "hoe een hoek buigen" vanzelf verdwijnen.
Hoe wapening te buigen?
Thuis is het goed mogelijk om de wapening te buigen, maar veel hangt af van uw fysieke gegevens en de diameter van de metalen staaf.
Hoe wapening buigen? Om dit te doen, hebben we twee stukken stalen buizen nodig, waarvan de diameter groter is dan de diameter van de gebogen staaf. Hoe langer de lengte van dergelijke buizen, hoe gemakkelijker het is om de wapening te buigen (sterktetoename door de hefboomwerking). Het enige wat u hoeft te doen om de wapening te buigen, is deze in twee buizen te steken en een van de buizen vast te zetten (met uw voet erop drukken of tussen de palen laten rusten), de tweede als hefboom hanterend, de de gewenste kromming versterken.
Dat is alles!
Metaal buigen met flexibel gereedschap
Door fluisterend op de lijn te drukken, beweegt deze langs de getekende lijn, zodat de uitsparingen ongeveer de helft van de dikte van de plaat bereiken. Het gevouwen vel moet op een aambeeld of een ander zwaar en plat stuk metaal worden geplaatst.
Je hebt een metalen hoek nodig om de ronding van het gesneden metaal te maken.
Vouw het vel schuin op, leg het vast in een zak of leg het haaks op de rand van een oppervlak, zodat de groef plat op de rand ligt en blijft buigen en de hamer helpt.
Hoe dieper de goot, hoe makkelijker het blad om te draaien. Om dit proces te vergemakkelijken, raden we u aan om iemand om hulp te vragen.
Omvat:
- vriend
- relatief
- iemand die je kent
- collega.
Hoe krijg je een metalen ring?
Wanneer de metalen plaat gecoat is, zit deze niet schuin maar in een ring, dit kunt u doen door met een hamer op het oppervlak van de plaat te tikken. Gebruik lijnen op duidelijke lijnen evenwijdig aan de lijnen.
Door stoten zal de plaat meer en meer van vorm veranderen en zich meer concentreren op de randen van de plaat, aangezien de straal van de cirkel in alle richtingen hetzelfde moet zijn.
Als de bocht klaar is, zijn de randen van de bladeren tot het einde afgewerkt, je kunt ze verbinden met een klinknagel of bier. Wanneer u klaar bent met deze bewerking, veegt u de vorm van de resulterende ring af.