Hoe gegalvaniseerde buizen met uw eigen handen te schilderen?
Nadat u hebt besloten om een gegalvaniseerde buis met uw eigen handen te schilderen, moet u eerst zorgvuldig alle fasen van het proces lezen. Het resultaat zal jarenlang plezier opleveren, op voorwaarde dat aan alle vereisten voor pijpvoorbereiding en schilderen wordt voldaan.
Voorbereiding van het buisoppervlak
Eerder adviseerden experts om een jaar contact van het product met atmosferische blootstelling te weerstaan en pas daarna te schilderen. Deze eis is te wijten aan het natuurlijke proces van zinkoxidatie en de vorming van de zogenaamde "witte roest". Met de komst van moderne kleurcomposities is de behoefte aan veroudering van de pijp verdwenen.

Gewoonlijk verlaten afgewerkte producten van gegalvaniseerd staal de fabriekstransportband in een speciaal beschermend smeermiddel. Deze laag beschermt de zinklaag tegen snel contact met de omgeving, maar voor het schilderen, zodat de verf niet afbladdert, moet deze worden verwijderd met een alkalische oplossing. De oplossing moet grondig worden gespoeld met water en volledig worden gedroogd.
Schilderproces
Om de hechting van de zinklaag op de verf te verbeteren, wordt vóór het schilderen aanbevolen om het oppervlak van de buis te behandelen met een speciale primer. Sommige vakmensen raden aan om de zinklaag te reinigen met een schuurmiddel, zoals schuurpapier. Maar er moet aan worden herinnerd dat het product op deze manier de beschermende eigenschappen van zink verliest.
Nadat u de verf hebt gekozen in overeenstemming met de aanbevelingen en toekomstige bedrijfsomstandigheden van de buis, moet u, nadat de primer volledig is opgedroogd, doorgaan met het schilderen zelf. Het is het handigst om aan te brengen met een spuitpistool, maar je kunt ook een kwast of een kleine roller gebruiken. Na het aanbrengen van de eerste laag de verf laten drogen gedurende de door de fabrikant aangegeven tijd. Daarna een tweede laag aanbrengen en weer laten drogen. Daarna is de verzinkte buis klaar voor installatie en gebruik.
Kleurvideo
Voor een meer visuele weergave van het schilderen van gegalvaniseerde buizen, is het raadzaam om vertrouwd te raken met de schildervideo (golfkarton is in de video geverfd, maar er is geen verschil in technologie). Het presenteert het proces in detail met stapsgewijze instructies, geeft aanbevelingen die u zullen helpen het werk zo goed mogelijk te doen, en houdt rekening met typische fouten die door beginners worden gemaakt.
Tot slot zou ik willen opmerken dat gegalvaniseerde stalen metalen buizen populair zijn bij bouwers in de particuliere sector vanwege hun betrouwbaarheid en lage kosten. Na het lezen van het artikel over het kiezen van verf en het schilderen van een pijp, kunt u de levensduur ervan met vele jaren verlengen.
Wat is gegalvaniseerd staal?
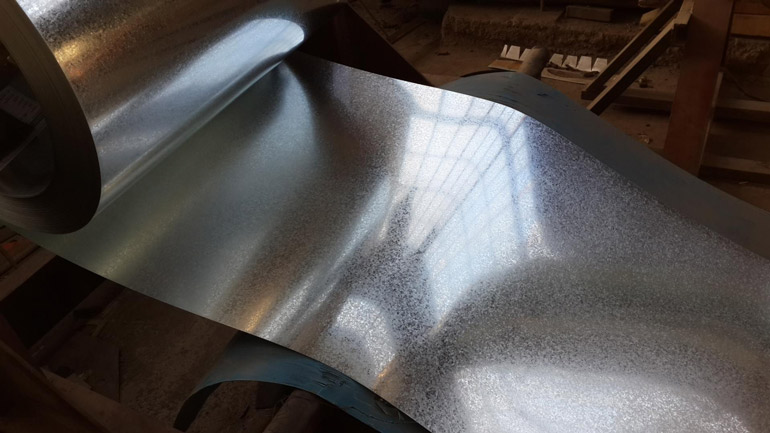
Bij de productie van bouwproducten wordt veel toegepast om de staalplaat te coaten met een dunne laag zink. Dit verhoogt de levensduur van het product vanwege de weerstand tegen corrosie en agressieve omgevingen. Gegalvaniseerde stalen spoel wordt gebruikt voor de vervaardiging van dak- en omheiningsmateriaal, watervoorzieningssystemen en vele andere gebieden.
Hoe roestvrij staal te onderscheiden van gegalvaniseerd?
In tegenstelling tot verzinken is roestvast staal een legering waaraan chroom is toegevoegd. Roestvrijstalen plaat is niet gecoat, het oppervlak en de snijkleur zijn uniform, meestal dof. Gegalvaniseerd staal wordt tijdens het coatingproces bedekt met karakteristieke kristallisatiepatronen, of heeft een spiegelend oppervlak met een blauwe tint.
Als het roestvrij staal wordt verwerkt tot een spiegelende afwerking, is het mogelijk om met een chemische reactie erachter te komen wat er precies voor je ligt. Zoutzuur moet op de rand van de staalplaat worden gedruppeld. In wisselwerking met zink veroorzaakt waterstofchloride borrelende vlekken op het oppervlak.Bovendien zijn chroomlegeringen niet magnetisch, als de magneet op een staalplaat is bevestigd, is deze waarschijnlijk verzinkt.
Soorten en verschillen van kleuren
Van de hele verscheidenheid aan soorten verf, moet eraan worden herinnerd dat niet iedereen geschikt is voor metaalbewerking, dergelijke oppervlakken worden als de meest grillige in het schilderen beschouwd. Volgens hun voordelen zouden polymeerpoederkleurstoffen ideaal kunnen worden genoemd. Ze zijn perfect gecombineerd met metalen, duurzaam, slijtvast. Maar ze hebben een groot nadeel: het kleurproces is alleen mogelijk met behulp van speciale apparatuur.
Doe het zelf met acryl-, alkyd- en vinylkleurstoffen. Bij het kiezen van een verf voor thuiscoating, wordt aanbevolen om niet te besparen op de kosten van een verfproduct, maar te kiezen in overeenstemming met de aanbevelingen van specialisten.
Acryl
Verven op acrylbasis voor metaal verschenen nog niet zo lang geleden, maar kregen al snel erkenning. Een dergelijke coating is duurzaam, vervaagt niet en is goed bestand tegen corrosie door de basis op een organisch oplosmiddel en speciale additieven in de samenstelling. Barst niet na verloop van tijd, ondersteunt geen verbranding, verdraagt verhitting tot hoge waarden.

De kosten van acrylverf zijn ook erg aantrekkelijk. Bovendien is het handig om ermee te werken - als het op de huid komt tot het volledig droog is, wordt de verf afgewassen met water. Milieuvriendelijk en door de afwezigheid van een karakteristieke chemische geur kun je het gebruiken in een huis met kleine kinderen.
Alkyd
Alkydverven zijn goed te combineren met gegalvaniseerde oppervlakken. In tegenstelling tot olie beschermen ze tegen roest en scheuren. Ze hebben een goede droogsnelheid en hechting. Ze geven een dichte glanzende kleur. Ze zijn relatief goedkoop.

Nadelen zijn onder meer ontvlambaarheid en slechte hittebestendigheid in direct zonlicht
Het is belangrijk om ermee te werken in een goed geventileerde ruimte, omdat hun dampen giftig zijn. Bovendien reageren alkydverbindingen na verloop van tijd met de zinklaag en verminderen de beschermende eigenschappen.
Vinyl emaille
Het enige belangrijke nadeel van vinylemail is hun hoge prijs. Ze hebben uitstekende dekkende eigenschappen, zijn gemakkelijk aan te brengen, bestand tegen corrosie en chemische aantasting. Ze vormen een water- en weerbestendige coating die bestand is tegen temperatuurschommelingen van -60℃ tot +100/+130℃.
Aansluiting van gegalvaniseerde buizen door soldeerlassen
Uit de bovenstaande voorbeelden blijkt dat lassen met elektroden en een gastoorts leidt tot de vernietiging van de zinken beschermende laag, en als deze op verschillende effectieve manieren van buitenaf kan worden hersteld, blijft het binnenoppervlak onbeschermd.
Op basis van de tekortkomingen van de twee methoden om producten met galvanisatie te verbinden, werd een tussenoptie ontwikkeld die hun positieve eigenschappen combineert - solderen. De essentie ligt in het feit dat bij het lassen een gasbrander wordt gebruikt met een lagere verbrandingstemperatuur dan een elektrische boog, een roestvrij additief en vloeimiddelen die het zinkoppervlak beschermen op het contactpunt met de vlam en rond de naad.
We zullen de technologie van het uitvoeren van las- en soldeerwerkzaamheden beschouwen met als voorbeeld de materialen van de Franse leverancier van hun producten aan de binnenlandse markt Castolin.
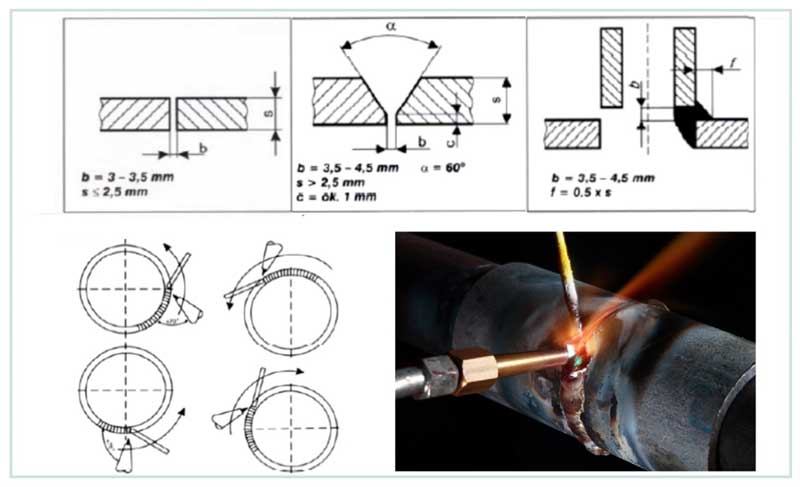
Rijst. 15 Soldeertoleranties en toortspositie
Voorbereiding en solderen
Voor het verbinden van gegalvaniseerde onderdelen worden verschillende Castolin-soldeersels (18, 18F, 18MF, 18 XFC) gebruikt, de duurste daarvan is Castolin 18XFC 2,0 mm op een koper-zinkbasis (57% koper en 42% zink) met toevoeging van zilver (1%) heeft een smelttemperatuur van 870 - 895º C. Dergelijke soldeermiddelen worden gebruikt voor het met hoge weerstand solderen van gelegeerd en niet-gelegeerd staal, gegalvaniseerde materialen, het solderen van koper- en nikkeldelen, de binnenlandse analoog van Castolin 18XFC is L -57. De belangrijkste fasen van voorbereidend werk vóór het solderen en de implementatie ervan:
- Leidingen voorbereiden voor aansluiting. Als de wanddikte kleiner is dan 2,5 mm, wordt een stootvoeg gebruikt, voor waarden groter dan 2,5 mm wordt V-bewerking gebruikt. De hellingshoek van de bewerkte uiteinden van 60 graden wordt verkregen door het mechanisch verwijderen van de laag door slijpen, frezen of handmatig met een slijpmachine, schuurpapier of een vijl.
- Vlam selectie. Voor huishoudelijk gebruik is een brandermondstuk diameter van 1 - 2 mm voldoende, met welke vlam het mogelijk is buizen met een diameter tot 250 mm met een wanddikte van 2 - 6 mm te lassen. Om de maat van het soldeermondstuk nauwkeurig te bepalen, neemt u de diameter een maat kleiner dan bij conventioneel standaardlassen.
- Vlam afstelling. Er wordt een acetyleen-zuurstofsamenstelling met een overmaat zuurstof gebruikt - in dit geval worden siliciumoxiden gevormd die de verdamping van zink voorkomen. Een intermitterende vlam draagt bij aan oververhitting en verdamping van zink in gebieden naast de naad, dus de juiste afstelling is belangrijk - de brandervlam moet uniform zijn.
- soldeer techniek. Om de twee randen samen te voegen, wordt de "linkse" soldeertechniek gebruikt, waarbij het soldeer zich voor de vlam bevindt, de brander een hellingshoek van 15 tot 30 graden moet hebben bij het vullen van de naad, als een hersmeltnaad wordt uitgevoerd , wordt de hoek ingesteld op 70 tot 75 graden. De breedte van de opening tussen de delen, de dikte of hoogte van de wapening wordt geselecteerd in overeenstemming met Fig.15.

Rijst. 16 Solderen gegalvaniseerd
Flux-toepassing
Alvorens een deklaag aan te brengen, moeten gegalvaniseerde producten worden behandeld met Castolin 18 flux, ze bedekken de buiten- en binnenoppervlakken van de bevestigde delen met een strook van minimaal 20 mm breed vanaf het uiteinde. Naast het beschermen van zink, smeltend bij 416º C, tegen verdamping die optreedt bij 906º C, signaleert de kleur van de flux het begin van het solderen.
Met een wanddikte tot 4 mm wordt een enkelvoudige naad gebruikt; aan het einde van het werk wordt het buitenoppervlak gereinigd met een roestvrijstalen borstel en wordt het binnenoppervlak na 24 uur gewassen met water.
Is het lassen van gegalvaniseerde buizen toegestaan en de kenmerken ervan?
Het grootste probleem bij het lassen van gegalvaniseerde stalen pijpleidingen is de aanwezigheid van een coating die fusie voorkomt. Aangezien het kookpunt van zink 906º C is, en de las wordt verhit tot 1200º C, brandt het zink uit tijdens het lassen en pas daarna wordt het staal verbonden. Het uitvoeren van laswerkzaamheden met verzinkt staal heeft de volgende kenmerken:
- Lassers met weinig ervaring zijn niet altijd in staat om de zinken mantel gelijkmatig te lassen en een goede gelijkmatige naad te krijgen - om geen extra problemen te veroorzaken, is het voor het lassen gemakkelijker om de beschermende laag van de coating te verwijderen met een slijper met een metalen schijf, vijl of schuurpapier. Hiervoor worden ook chemicaliën gebruikt - verzinken kan worden verwijderd met oplossingen van zoutzuur, salpeterzuur en zwavelzuur.
- Zinkdampen veroorzaken aanzienlijke schade aan de menselijke gezondheid, hebben een zoete smaak, daarom moeten de volgende vereisten van veiligheidsvoorschriften (TB) in acht worden genomen voordat laswerkzaamheden worden uitgevoerd. Het is noodzakelijk om de werkplek te voorzien van stroomventilatie, zonder welke, volgens de veiligheidsvoorschriften, de lasser niet mag werken, en middelen gebruiken om de luchtwegen te beschermen tegen het binnendringen van zinkdampen.
- Standaard lasmethoden leiden tot schade aan de zinklaag, terwijl de naad onbeschermd blijft en de algehele corrosieweerstand van de gehele lasconstructie aanzienlijk wordt verminderd. Voor de daaropvolgende bescherming van de naad is het beter om vergelijkbare zinkhoudende koudverzinkende verbindingen te gebruiken, waarvan de technologie en materialen hierboven zijn beschreven.
- Soms, als gevolg van intense verdamping van zink, is het oppervlak van de buis bedekt met kleine scheurtjes, om dit effect te voorkomen, is het handig om vloeimiddelen te gebruiken. Het belangrijkste doel van lasfluxen is om het naadoppervlak te isoleren van zuurstoftoegang, het branden van de boog te stabiliseren, een las te vormen en te dopen om de naadverbinding te verrijken met metaal.
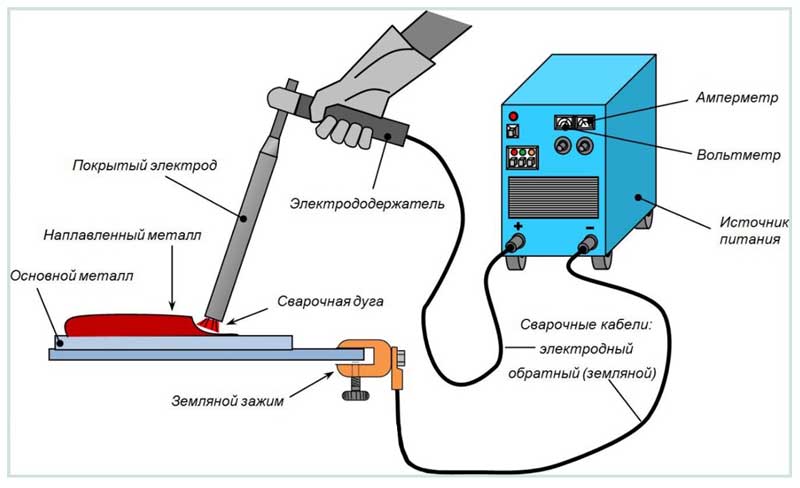
Rijst. 7 Elektrisch booglassen
Keuze van elektroden
Het proces van het lassen van gegalvaniseerde buizen verschilt weinig van het lassen van ferrometaal. Het technologische kenmerk van het werk is om de lastijd te verkorten en tegelijkertijd de stroomsterkte van het proces te vergroten. Met rutiel beklede elektroden is dit mogelijk.

Rutiel elektroden
Rutielelektroden zijn elektroden waarvan de coating bestaat uit titaniumoxide met onzuiverheden van aluminosilicaten en carbonaten.
Voordelen van met rutiel beklede elektroden:
- de aanwezigheid van titaniumoxide vergemakkelijkt het ontstekingsproces van de elektrode aan het begin van het werk of wanneer het tijdens het werk wordt verzwakt;
- kenmerken van de lasboog maken het mogelijk om een hoogwaardige naad te verkrijgen, zonder gebrek aan fusie, scheuren, met een hoge slijtvastheid;
- minimale metaalspatten verminderen het verlies van gesmolten metaal.
De aanwezigheid van ijzerpoeder in de rutielcoating vermindert het niveau van staallegering, wat de sterkte van de resulterende verbinding verhoogt.
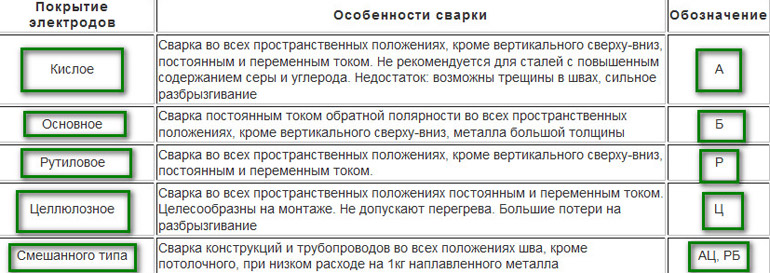
Interpretatie en aanduiding van elektroden
Basische elektroden
Basisch beklede elektroden worden gebruikt voor het lassen van dikwandige laaggelegeerde stalen buizen. Poedercoating heeft hier een complexe samenstelling van ferrolegeringen, calciumfluoride, magnesiumverbindingen.
Het kookproces gaat gepaard met het vrijkomen van koolstofoxiden, die het gesmolten metaal beschermen tegen de schadelijke effecten van atmosferische zuurstof en waterstof.
Wat is het verschil tussen gegalvaniseerde buizen en gewone buizen?
Ongeveer 60% van het zink dat door de mijnindustrie uit de ingewanden van de aarde wordt gewonnen, wordt gebruikt voor de productie van gegalvaniseerde gewalste producten, nog eens 20% wordt gebruikt voor het verzinken van metalen constructies (koffers van auto- en industriële apparatuur, bouwmaterialen), machineonderdelen en mechanismen.
Het verschil tussen constructiestaal en niet-corrosieve metalen (tin, aluminium, lood, zink) is dat deze laatste, wanneer ze aan de lucht worden geoxideerd, een oxide vormen dat, in de vorm van een beschermende film, een barrière vormt voor de toegang van zuurstof aan het metaal. Zo voorkomt de film verdere oxidatie en beschermt het metaal tegen corrosieschade. IJzer vormt, in tegenstelling tot non-ferro metalen en legeringen, tijdens corrosie een los hydroxide van een groot volume, waardoor zuurstof vrij naar het oppervlak dringt en het oxidatieproces doorgaat.
De essentie van de technologie ligt in het feit dat ijzer vanuit elektrochemisch oogpunt een galvanisch paar vormt met zink, waarbij het actievere zink eerst een corrosieve interactie aangaat met zuurstof, waardoor het ijzer in een chemisch passieve toestand achterblijft. Evenzo kan de corrosie van ijzer aanzienlijk worden versneld als tin, dat een meer passief element is in een galvanisch koppel met ijzer, op het oppervlak wordt aangebracht en de schaal wordt beschadigd.
Metalen buizen van elke staalsoort worden gegalvaniseerd en bedekken niet alleen hun buitenste, maar ook hun binnenoppervlak, terwijl de hoogste kwaliteit en uniforme laag wordt verkregen in naadloos gewalste producten. Er worden verschillende technologieën gebruikt om zink toe te passen, dat niet alleen op industriële schaal kan worden gebruikt, maar ook in kleine particuliere productie - veel commerciële bedrijven houden zich bezig met het op maat verzinken van stalen onderdelen.
Selectietips
Bij het kiezen van een of andere verf moet u allereerst letten op de functies die de pijp zal vervullen. Als het bedoeld is voor een koude afvoer, is het belangrijker om rekening te houden met de anticorrosieve eigenschappen
Voor leidingen met een warmteweerstand voor warm water. De houdbaarheid zou normaal moeten zijn, omdat na het verstrijken van de tijd de samenstelling van de verf begint in te storten.
geschatte prijs
De exacte kosten van de verf zijn afhankelijk van veel parameters, zoals de fabrikant, het volume van de verpakking, de plaats van aankoop en andere nuances. De onderstaande tabel toont de geschatte verfprijzen:
| Type verf | Prijs per kg, roebel |
| Acryl | 250-650 |
| Alkyd | 150-450 |
| vinyl | 350-1000 |
Let bij het kopen op de vermelding van de compatibiliteit van dit type materiaal met zinkoppervlakken op de verpakking met verf. Niet alle verven zijn geschikt om te verzinken
Doel en reikwijdte
Profielbuizen worden op verschillende gebieden gebruikt.Toen alleen dergelijke producten verschenen, was de belangrijkste toepassingsrichting het leggen van communicatie voor het transport van gasvormige, vloeibare media. Tegenwoordig is het toepassingsgebied van dergelijke producten aanzienlijk uitgebreid. Ze worden gebruikt bij de constructie van verschillende constructies: gebouwen, hekken, enz.
Profielbuizen worden gebruikt bij de constructie van bruggen, objecten die het gebruik van duurzame wapening vereisen. Voorgeperforeerde producten worden gebruikt bij de productie van meubels. Met behulp van profielbuizen met verschillende kenmerken worden metalen constructies van elke complexiteit gemaakt. Vanwege voordelen als sterkte en verwerkingsgemak worden dergelijke producten gebruikt in de scheepsbouw en andere zware industrieën.
De laatste fase en daaropvolgende verwerking van het gewricht
Gelaste gegalvaniseerde buizen hebben een naad die niet is beschermd tegen corrosie; bij het lassen met gasbranders brandt een aanzienlijk gebied van verzinking rond de verbinding uit - dit alles leidt tot een slechte corrosieweerstand van de verbinding. Voor en na het lassen, bewerken en gladmaken van de naad met schurende materialen worden de volgende methoden gebruikt om corrosie tegen te gaan:
- Bij het lassen met gasbranders worden staven van corrosiebestendige roestvrijstalen materialen (zink-cadmium, messing) gebruikt.
- Om het buitenoppervlak te beschermen, wordt thermisch spuiten van zink of een coating van zinkhoudende materialen in de vorm van verf gebruikt.
Opgemerkt moet worden dat deze methoden effectief zijn in het geval van het gebruik van een gegalvaniseerde pijpleiding voor gastoevoer, als een gelaste gecoate pijp in een verwarmingssysteem wordt geïnstalleerd, beschermt de zinklaag die van binnenuit is doorgebrand het oppervlak niet langer, en corrosie zal vrij snel optreden. Daarom gebruikt het bij het gebruik van zinkbuizen voor verwarming andere moderne methoden om ze te verbinden met behulp van fittingfittingen.

Rijst. 14 Soldeerlasdelen met zinkmetaaloppervlak - uiterlijk
Voordelen van een gegalvaniseerde schoorsteen
Zinkbescherming maakt van een gewone metalen buis automatisch een betrouwbaar en hoogwaardig materiaal dat zeer lang bestand is tegen corrosie. Schoorstenen gemaakt van gegalvaniseerde buizen worden gebruikt in verschillende bedrijfsomstandigheden - autonome verwarmingssystemen en open haarden, kleine landhuizen, baden en sauna's.
De grondstof die wordt gebruikt als uitgangsmateriaal bij de productie van gegalvaniseerde buizen is gewone staalplaat, die een geschikte flexibiliteit heeft. Op het eerste gezicht lijkt het misschien dat dit een tinnen product is, maar deze indruk is bedrieglijk - goed verwerkt metaal heeft totaal andere kenmerken.

Gegalvaniseerde schoorsteenpijp heeft veel voordelen:
- Betrouwbare bescherming van de leiding tegen corrosie en verschillende zuren;
- Snelle systeemopwarming en stabiele tractie;
- Eenvoudige en snelle installatie van een modulaire schoorsteen, bereikt door een speciaal leidingaansluitschema;
- Eenvoud van ontwerp, waardoor u de schoorsteen zelf kunt monteren;
- Veelzijdigheid, waardoor u de schoorsteen op verschillende warmtebronnen kunt aansluiten;
- Gemakkelijk te repareren - een beschadigd onderdeel kan eenvoudig worden vervangen door een nieuw onderdeel zonder de schoorsteen volledig te demonteren;
- Brandveiligheid (om dit te bereiken, is het echter noodzakelijk om tijdens de installatie ervoor te zorgen dat er geen direct contact is van de schoorsteen met brandbare materialen).
De schoorsteen wordt meestal naar het dak of de muur van het gebouw geleid. In het laatste geval moet de schoorsteen worden geïsoleerd om tijdens het gebruik niet in de problemen te komen.
Keuze van elektroden
 Zoals eerder vermeld, gaat het lasproces gepaard met het vrijkomen van thermische energie, waardoor het zink snel begint te verdampen. De kans is groot dat dit metaal in het smeltbad terechtkomt en zich vermengt met het staal.
Zoals eerder vermeld, gaat het lasproces gepaard met het vrijkomen van thermische energie, waardoor het zink snel begint te verdampen. De kans is groot dat dit metaal in het smeltbad terechtkomt en zich vermengt met het staal.
En dit zal leiden tot de vorming van poriën en scheuren op het niveau van kristallisatie van staal, en als gevolg daarvan tot een afname van de kwaliteit van de verbinding van de samengevoegde producten. Daarom is de belangrijkste vereiste voor het lassen van gegalvaniseerde buizen het verwijderen van de zinklaag in het verbindingsgebied.
Als het niet mogelijk is om de beschermende coating te verwijderen, worden speciale elektroden gebruikt om gegalvaniseerde leidingen aan te sluiten. In principe verschilt het lassen van een verzinkt product praktisch niet van hetzelfde proces van het verbinden van gewoon staal. Maar er zijn enkele nuances.
Ten eerste is de laselektrode zelf een metalen staaf bedekt met poeder. Het is het type poederlaag dat van invloed is op welke metalen kunnen worden gelast.
Bij het lassen van gegalvaniseerde buizen worden elektroden gebruikt met een rutielcoating of met een basische. De eerste wordt gebruikt als de buizen zijn gemaakt van koolstofstaal (bijvoorbeeld staal 20), de tweede als ze zijn gemaakt van laaggelegeerd staal (C345).
Rutiel coating
 Met rutiel beklede elektroden worden gebruikt. Rutiel is een mineraal in de vorm van titaniumoxide. Het wordt gebruikt in poedercoating in de vorm van een concentraat met een gehalte van meer dan 50%. De samenstelling omvat ook aluminosilicaten en carbonaten.
Met rutiel beklede elektroden worden gebruikt. Rutiel is een mineraal in de vorm van titaniumoxide. Het wordt gebruikt in poedercoating in de vorm van een concentraat met een gehalte van meer dan 50%. De samenstelling omvat ook aluminosilicaten en carbonaten.
De slak die tijdens het lassen wordt verkregen, heeft een hoge alkaliteit, dus het metaal van de verbinding heeft indicatoren als een hoge slagvastheid en verhoogde bescherming tegen heet kraken.
De enige vereiste voor rutielelektroden voor het lassen van gegalvaniseerde buizen is om ze een uur te drogen bij een temperatuur van +200 °C voordat het proces wordt gestart. Maar u kunt verbruiksartikelen pas na een dag gebruiken.
Basiscoating
 Basisch beklede elektroden kunnen worden gebruikt. Deze poederlaag heeft een complexe samenstelling, die een groot aantal verschillende chemicaliën bevat: magnesium, calcium, vloeispaat en ijzerlegeringen.
Basisch beklede elektroden kunnen worden gebruikt. Deze poederlaag heeft een complexe samenstelling, die een groot aantal verschillende chemicaliën bevat: magnesium, calcium, vloeispaat en ijzerlegeringen.
Wanneer het poeder in de laszone wordt verbrand, geeft het kooldioxide en koolmonoxide af, die het gesmolten metaal beschermen tegen de effecten van zuurstof en waterstof. De laatste twee verminderen de kwaliteit van het lassen. Meestal worden deze elektroden gebruikt voor het lassen van pijpleidingen van pijpen met een dikke wand.
Voor-en nadelen
Positieve eigenschappen van profielproducten:
- Grote sterkte;
- gemak van verwerking;
- de mogelijkheid om het ontwerp af te ronden door te buigen;
- relatief laag gewicht door de holte binnenin;
- universaliteit;
- een breed scala aan variëteiten;
- lange levensduur (30-50 jaar);
- lage thermische geleidbaarheid;
- hogere weerstand tegen verhoogde druk in het product, evenals waterslag;
- bij gebruik van gegalvaniseerde producten als wapening tijdens de constructie van gebouwen, neemt de druk op de fundering af, dit komt door het feit dat metalen buizen een aanzienlijk deel van de belasting op zich nemen;
- het vermogen om onder zware omstandigheden te werken.
Een ander voordeel van verzinken is dat er geen nabewerking nodig is. Om de levensduur te verlengen is de bestaande beschermlaag voldoende. Er zijn ook enkele nadelen aan dit product. Ze merken dus een hogere prijs op in vergelijking met analogen van ferrometaal. Bovendien zijn verzinkte producten zeer gevoelig voor mechanische schade. Als de integriteit van de beschermende laag wordt geschonden, zal de levensduur van de structuur van dergelijke buizen aanzienlijk worden verminderd.
Soorten gegalvaniseerde schoorstenen en accessoires
Er zijn twee soorten buizen die worden gebruikt om de schoorsteen uit te rusten:
- Single-circuit;
- Dubbel circuit.
Bij een dergelijke schoorsteen moeten de volgende zaken worden meegeleverd:
- T-stukken;
- adapters;
- Koppelingen;
- revisie luiken;
- Ventiel om vocht te verwijderen;
- Steunen voor montage van de constructie in de buurt van verticale oppervlakken.

Eenvoudige systemen worden met succes gebruikt in gebouwen die alleen in de zomer worden gebruikt (landbaden of kleine huizen).De montage van een schoorsteen met één circuit is vrij eenvoudig en valt binnen de macht van een goede eigenaar, maar het voltooide ontwerp heeft een serieus nadeel: een te hoog condensaatniveau.
Een enkelcircuit gegalvaniseerde gasleiding is niet geschikt voor die systeemopties die zonder isolatie de atmosfeer in gaan - dit gaat gepaard met snelle vernietiging van de buis vanwege het actieve optreden van vocht en lange opwarming in de winter. Zo'n ontwerp kan alleen tijdelijk worden gebruikt - bijvoorbeeld bij het bouwen van een nieuw huis dat op de een of andere manier moet worden verwarmd en serieuze oplossingen nog niet kunnen worden geïmplementeerd.

Schoorstenen gemaakt van dubbel circuit gegalvaniseerde buizen hebben, naast hoge prestaties, goede visuele eigenschappen, die worden bereikt door een speciale coating die wordt gebruikt om de meeste metalen onderdelen te verwerken.
Dubbel circuit schoorstenen hebben verschillende voordelen:
- Hoge betrouwbaarheid;
- Verbetering van de efficiëntie van verwarmingsapparatuur;
- Bescherming tegen het verschijnen van condensaat;
- Mogelijkheid om te werken bij temperaturen tot 450 graden;
- esthetische aantrekkingskracht.
Gevolgtrekking
Bij het kiezen van een schoorsteen of de elementen die nodig zijn voor de installatie ervan, moet rekening worden gehouden met de diameter van de buizen, zodat de constructie gemakkelijk kan worden gemonteerd. Bovendien is het bij het kiezen van een ontwerp noodzakelijk om al zijn kenmerken in overweging te nemen en er tijdens de installatie rekening mee te houden. Een correct geïnstalleerde gegalvaniseerde schoorsteen zal de functies die eraan zijn toegewezen met hoge kwaliteit uitvoeren.
Wat het is
Gegalvaniseerde profielbuizen worden op verschillende manieren geproduceerd. Wat hen verenigt, is de noodzaak om metalen spaties te vormen. In dit geval wordt de methode van koude of warme vervorming gebruikt. Ze verschillen in materiaaltemperatuur. Bij warmvormen wordt de procedure vergemakkelijkt, omdat een goed verwarmd metaal wordt gekenmerkt door plasticiteit. Wanneer een andere methode wordt gebruikt, neemt het risico op het breken van de integriteit van het product bij de vouwen toe.
Bij de productie worden verschillende soorten materiaal gebruikt. Koolstofstaal is populair. Dit type metaal is het meest plastic, waardoor de hoge kwaliteit van profielproducten is gewaarborgd. Na het einde van het productieproces moeten de plano's worden gecoat met een zinkhoudende samenstelling. In dit geval is het oppervlak verzadigd met zink.
Om leidingen in de toekomst tegen corrosie te beschermen, worden verschillende methoden gebruikt:
- Na het vormen worden de producten gereinigd, waardoor u de kleinste defecten kunt verwijderen. Vervolgens worden ze ondergedompeld in een container met een vloeibare zinkbevattende oplossing. De dikte van de beschermlaag kan worden gewijzigd afhankelijk van het beoogde doel van de producten. Deze parameter wordt bepaald door het aantal onderdompelingen in het gesmolten zinkbad.
- Bij de vervaardiging van metalen profielbuizen worden gegalvaniseerde platen gebruikt. Tijdens het productieproces kan de beschermende coating vervormen, bijvoorbeeld tijdens het lassen. Als deze gebieden niet worden behandeld met een zinkhoudende oplossing, zal de buis snel roesten en zal de levensduur worden verkort.
Er is een alternatieve optie - de methode van koudverzinken. In dit geval wordt speciale apparatuur gebruikt, met behulp waarvan een beschermende coating op metalen plano's wordt aangebracht. Verzinken met behulp van deze technologie kan ook handmatig worden gedaan. Deze methode is gebaseerd op het principe van interactie van moleculen van 2 metalen onder invloed van een elektrische stroom. Hierdoor hecht de beschermlaag stevig aan het metalen oppervlak.
Moet ik gegalvaniseerd metaal schilderen?
De zinklaag op het oppervlak van het staal reageert langzaam, maar met de externe omgeving. De staalplaat tijdens het vervaardigen van de buis wordt onderworpen aan drukwalsen, snijden, lasverbindingen zijn mogelijk. Deze delen van het onderdeel worden kwetsbaarder, waardoor de levensduur van de hele leiding wordt verkort. Het aanbrengen van een verflaag voegt duurzaamheid toe, geeft een esthetische uitstraling
Maar er zijn enkele nuances die belangrijk zijn om te overwegen om vervelende fouten te voorkomen die alle inspanningen tot nul herleiden.
Aan welke eisen moeten verfsamenstellingen voldoen
Op de middelste en noordelijke breedtegraden beïnvloeden weersomstandigheden de coating bijzonder agressief, dus het is belangrijk om bouwcomponenten met alle beschikbare middelen te beveiligen. Bij het kiezen van verf voor een gegalvaniseerde buis voor een afvoer, is het belangrijk om rekening te houden met enkele vereisten daarvoor.
De verf moet voorzien in:
- Betrouwbare bescherming tegen omgevingsfactoren.
- Weerstand tegen zonlicht.
- Goede hechting met zinklaag.
- Bestand tegen vocht en extreme temperaturen.
- Sneldrogend en gemakkelijk aan te brengen.
Deze eisen zijn vooral relevant voor buizen die bedoeld zijn voor buitenopstelling. Verfsamenstellingen voor staal zorgen voor bescherming en een aantrekkelijk uiterlijk.
Docking methoden
Het is belangrijk om gegalvaniseerde stalen buizen goed met elkaar te verbinden. Als de bevestigingstechnologie niet wordt nageleefd, wordt de integriteit van de beschermende coating geschonden
Dockingmethoden tijdens installatie van het pijpleidingsysteem, metalen constructies:
- Speciale verbindingselementen: beslag, krabsystemen. Deze optie is geschikt voor lichtgewicht constructies. Met verbindingselementen kunt u de integriteit van de galvanisatie behouden. Tegelijkertijd wikkelen ze zich van alle kanten om het product, worden bevestigd met bevestigingsmiddelen.
- Kragen, aftakleidingen met een flens. Deze bevestigingsmiddelen worden gebruikt bij het installeren van ronde buizen, ontworpen voor verschillende belastingen. De klem wordt gebruikt tijdens de installatie van producten in elk gebied. Een flensbuis wordt geïnstalleerd bij het aansluiten van een gegolfde buis op een vlak oppervlak, zoals een plafond, vloer, enz.
Bij het kiezen van verbindingselementen wordt rekening gehouden met de kenmerken van communicatie. De belangrijkste zijn de vorm en grootte van de sectie. Fittingen moeten zo worden gekozen dat het in de toekomst mogelijk is om een minimale spleet te verschaffen tussen het buitenoppervlak van de gegolfde buis en de binnenwand van het verbindingselement.
Waar wordt gegalvaniseerde leidingisolatie gebruikt?
De reikwijdte van gegalvaniseerde PPU-buizen voor het transport van vloeibare, gasvormige en bulkmaterialen wordt geregeld door GOST 30732-2006, die de volgende parameters van het getransporteerde medium vaststelt:
- Werkdruk in water- en stoomtoevoersystemen - niet meer dan 16 bar. (Geldautomaat.).
- De nominale temperatuur van de drager is tot +140º C, de temperatuur van de passerende vloeistof kan worden verhoogd tot +150º C als het verwarmingssysteem werkt in de +70 - +150º C modus, ingesteld voor buitentemperaturen onder -35º C in het Europese deel van Rusland, in Siberië en het Verre Oosten.
De PPU-pijpleiding met gegalvaniseerde isolatie is een product bedoeld voor het leggen van thermische communicatie aan de oppervlakte; wanneer het ondergronds wordt geplaatst, wordt het in de doorgangen van kanalen en tunnels getrokken, de belangrijkste toepassingsgebieden:
Olie en gas industrie. Pijpleidingen met polyurethaanschuimcoating in de schil worden gebruikt voor de aanleg van olie- en gaspijpleidingen in de grond; in het klimaat van het hoge noorden voorkomt isolatie overmatige koeling van olieproducten en gas, waardoor hun mobiliteit wordt verminderd.
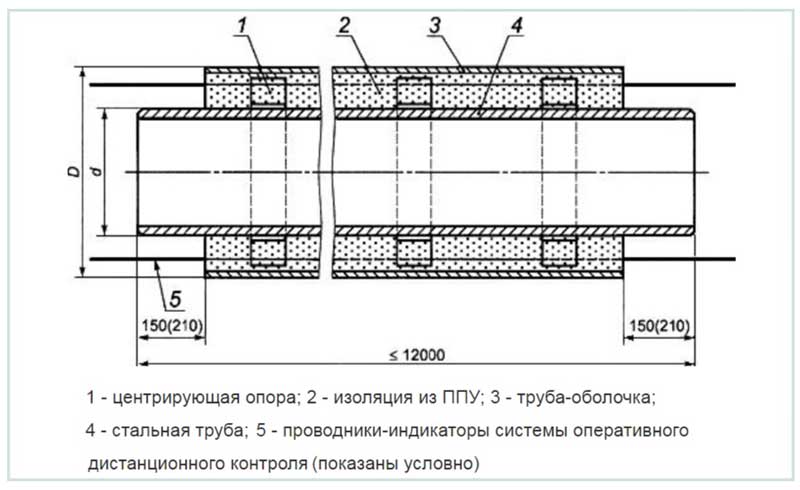
Rijst. 3 PPU-gecoate schaal - buisontwerp volgens GOST 30732-2006
- Chemische en voedingsindustrie. Tijdens het proces van chemische en voedselproductie worden via de geïsoleerde pijpleiding componenten die tot hoge temperaturen zijn verwarmd, die deel uitmaken van het technologische proces, in containers en reservoirs gevoerd, terwijl het verminderen van warmteverliezen de productiekosten verlaagt.
- Gemeenschappelijke sfeer. PPU-buizen zijn het belangrijkste type buizen voor warmwatervoorziening en verwarmingssystemen voor gebouwen. Door het gebruik ervan kunt u de pijpleiding beschermen tegen afkoeling en dienovereenkomstig aanzienlijke warmtebronnen besparen voor het verwarmen van water.
- Huishoudelijke economie.In het dagelijks leven worden fabrieksleidingen met kant-en-klare PPU-isolatie en een gegalvaniseerde mantel voor warmwatervoorziening zeer zelden gebruikt - ze moeten buiten op het oppervlak worden geplaatst, wat onaanvaardbaar is op individuele percelen. Een van de toepassingsmogelijkheden is installatie als afgewerkte schoorsteenisolatie.
Ook glijdende en geprefabriceerde isolatiebehuizingen van verschillende typen met vergrendelingselementen, geïnstalleerd volgens het schaalprincipe, zijn gemaakt van gegalvaniseerd staal, hun toepassingsgebieden:
- Intra-house engineering systemen - pijpleidingen voor warm- en koudwatervoorziening, verwarming, ventilatieschachten.
- Isolatie van schoorstenen van kachels en haarden van de omgeving en op plaatsen van doorgang door plafond- en wandafscheidingen, het dak.
- Aanleggen van thermische routes in gesloten ondergrondse tunnels en collectoren.
- Isolatie van open delen van machines en mechanismen met hoge temperatuur door contact om brandwonden te voorkomen.

Rijst. 4 dimensionale parameters van PPU-buizen en isolerende stalen schalen
Problemen met het verbinden van zinken buizen door lassen
Het probleem van het lassen van gegalvaniseerd metaal heeft drie kanten. De eerste is dat zink, indien ingeademd door een werknemer, ademhalingsstilstand kan veroorzaken. De lastemperatuur van staal schommelt rond de 1200 graden. In dit geval begint de zinklaag al te verdampen bij een temperatuur iets boven 900 graden.
Als laswerkzaamheden binnenshuis worden uitgevoerd, is het noodzakelijk om voor effectieve ventilatie te zorgen.
Het tweede probleem is dat de aanwezigheid van gesmolten zink de kwaliteit van de verbinding aantast. Zink wordt gemengd met de basislegering, ingebed in het kristalrooster en verzwakt. Intensieve verdamping van de zinklaag veroorzaakt de vorming van bellen, holtes en inhomogeniteit van de las.
Het lijkt erop dat door het verwijderen van de verzinking op de kruising het mogelijk is om leidingen veilig en efficiënt aan te sluiten. Hier ligt echter het derde probleem: lokale verwijdering van verzinking leidt tot snelle slijtage van communicatie op de kruising.