Voorbereiding voor het solderen van koper met aluminium, messing, roestvrij staal, ijzer
De voorbereidingsperiode, waaronder de aanschaf van de benodigde apparaten, materialen, persoonlijke beschermingsmiddelen en het soldeerproces zelf.
Er zijn twee manieren om koper aan koper te solderen: hoge temperatuur en lage temperatuur. De eerste omvat het verwarmen van het metaal tot 900 ° C, het wordt gebruikt voor pijpleidingen met hoge druk of temperatuurbelasting. Voor solderen op hoge temperatuur worden de daarvoor bestemde materialen gebruikt: hardsoldeer in de vorm van staven (het smeltpunt van dergelijke soldeer is ongeveer 900 ° C) en carbide flux.
Om koper te solderen met behulp van de lage-temperatuurmethode, is het voldoende om het metaal te verwarmen tot 600 ° C (meestal 300-380 ° C), wat haalbaar is in huishoudelijke omstandigheden. Voor de procedure wordt zachtsoldeer gebruikt voor het solderen van koper en messing in de vorm van een draad of staaf met een doorsnede tot 3 mm en een meer smeltbare flux. Soldeer is een legering van tin, die meer dan 97% is, met andere metalen: koper, selenium, zilver, antimoon.
Waar is het vloeimiddel voor Het correct solderen van koperen buizen is alleen mogelijk met vloeimiddel - een speciale pasta-achtige samenstelling (met zinkchloride), die met een brede strip op het oppervlak van de te verbinden buisdelen wordt aangebracht. Het vervult verschillende functies:
- voorkomt het proces van metaaloxidatie door zuurstof te verwijderen;
- verbetert de hechting van soldeer aan koper;
- is een indicator van voldoende verwarming van het metaal, geeft aan wanneer soldeer en soldeerkoper moet worden gebracht;
- bevordert een gelijkmatige verspreiding van soldeer over de verbinding.
Veiligheidstechniek. Ondanks de eenvoud van het proces, moeten koperen buizen worden gesoldeerd in overeenstemming met de veiligheidsregels. Het gevaar voor brandwonden is niet alleen de vlam van de brander zelf, maar ook het verhitte metaal. Koper geleidt warmte goed, daarom wordt tijdens bedrijf niet alleen het gebied waarop het soldeer wordt geplaatst en het lassen wordt verwarmd, maar de hele pijp, en deze koelt langzaam af. Als het nodig is om koperen leidingen te solderen die nog niet in het leidingsysteem zijn ingebouwd, dan omvat de voorbereiding het plaatsen op onbrandbare steunen waar ze lang kunnen afkoelen. Voordat u het gesoldeerde metaal van zijn plaats aanraakt, moet u wachten tot het volledig is afgekoeld.

Het directe gevaar is de open vlam van de brander, dus je moet een gereedschap aanschaffen waarmee je gemakkelijk kunt werken: bij voorkeur met een beweegbaar mondstuk op een lange slang
Koper Solderen Veiligheid
Houd er rekening mee dat de warmtegeleiding van koper erg hoog is, daarom wordt het niet aanbevolen om onderdelen te solderen, ze zonder bescherming in de handen te houden, hoogstwaarschijnlijk zal dit leiden tot brandwonden. Details korter dan 30 cm worden uitsluitend vastgehouden met een tang of in beschermende handschoenen. Als tijdens het soldeerproces een vloeimiddel op de blote delen van het lichaam valt, is het noodzakelijk om het onmiddellijk af te wassen met water en zeep, omdat, naast thermische, een chemische verbranding kan worden veroorzaakt.
Voor elk werk met open vuur en heet metaal, evenals een flux die zuur bevat, is synthetische kleding ongewenst, omdat een dergelijke stof veel sneller ontbrandt en smelt dan andere. Zorg ervoor dat u tijdens bedrijf ventileert, de rook van de verbrande flux is schadelijk.
Als er helemaal geen soldeervaardigheid is, is het raadzaam om te oefenen op stukjes pijp of draad voordat u verantwoord werk gaat doen. Er zijn weinig moeilijkheden bij dit werk en 2-3 keer is in de regel voldoende om alle basistechnieken te leren. Als er een sanitair systeem wordt gemonteerd, is het raadzaam om dit vooraf op de vloer te monteren voordat u alles op zijn plaats zet. Na montage en solderen moet het systeem grondig worden gespoeld met heet, schoon water om delen van het vloeimiddel en soldeer uit de binnenkant van de leidingen te verwijderen.
Sanitair- of verwarmingssystemen gemaakt van koperen buizen zijn duur, maar ze zijn sterk en duurzaam.Omdat koper een hoge thermische geleidbaarheid, goede anticorrosie en antibacteriële eigenschappen heeft, is de pijpleiding die ervan is gemaakt efficiënt en duurzaam. Thuis koper solderen is niet moeilijk: er wordt een mofkoppeling op de buizen geplaatst en vervolgens wordt de naad afgedicht. In plaats van een mof te gebruiken, wordt soms het uiteinde van een pijp uitgezet en een andere erin gestoken. Een dergelijke verbinding is handig omdat er geen fittingen voor nodig zijn en de levensduur gelijk is aan de levensduur van de leidingen zelf.
Benodigde materialen en apparaten blik en anderen
Voor het werken met koperen leidingen zijn de volgende gereedschappen nodig:
- pijpsnijder, ijzerzaag of slijper met een dunne schijf;
- beveler;
- pijpexpander (expander);
- soldeer vloeimiddel;
- soldeer;
- soldeerbout voor koper, bijvoorbeeld een propaantoorts voor het solderen van koperen leidingen;
- rubberen handschoenen;
- papieren servetten.
Om de pijp te snijden, worden pijpsnijders van verschillende groottes gebruikt. Grotere monsters hebben een grote draaicirkel, ze zijn onhandig om te gebruiken op moeilijk bereikbare plaatsen, dus als het nodig is om een gedeelte af te snijden van een afgewerkte gemonteerde watertoevoer, gebruik dan een kleine pijpsnijder. Je kunt de pijp doorzagen met een ijzerzaag of een slijper met een dunne schijf, maar een betere snede kan alleen worden verkregen met een pijpsnijder.
Nadat de pijp is doorgesneden, worden de bramen schoongemaakt. Dit is nodig om te voorkomen dat de vloeistofstroom in het systeem gaat wervelen. Als er geen obstakels zijn, ervaart de watervoorziening geen stress en werkt als een klok.
Voordat koper wordt gelast, worden de uiteinden van de buis gepolijst met fijnkorrelig schuurpapier, dat verkrijgbaar is bij bouwmarkten. Beide oppervlakken worden gereinigd, voorbereiding voor het solderen Soms worden hiervoor kleine borstels gebruikt, met een diameter van Ø 22 mm, ze passen op bijna alle pijpen. Voor het strippen wordt de borstelpoot in een schroevendraaier of boormachine gestoken, waarmee het proces sneller en beter verloopt.
Op het gereinigde, gladde buitenoppervlak wordt een vloeimiddel aangebracht - een samenstelling die de oxidatie van koper voorkomt.
Rubberen handschoenen worden gebruikt om de handen te beschermen, omdat bij het afsnijden van koper en bramen veel kleine metalen elementen worden gevormd die als splinters in de huid blijven steken.Bovendien, bij het reinigen van het oppervlak met een boormachine, kauwt een roterende borstel voddenhandschoenen op.
Om koper goed te solderen, moet er rekening mee worden gehouden dat er niet meer dan een half uur mag verstrijken vanaf het moment van strippen en het aanbrengen van de flux op het solderen, anders moet het strippen opnieuw worden herhaald. Als de flux met een borstel wordt aangebracht, mogen er geen borstelharen of haren op het oppervlak achterblijven - anders zal de verbinding niet strak zijn en nadat het water is toegevoerd, zal de pijpleiding lekken.
Nadat de buis in de mof is gestoken, worden de fluxresten niet volledig verwijderd met een servet, het blijft op de verbinding in de vorm van een rand van 1-2 mm, en bij het solderen wordt het soldeer naar binnen getrokken - een capillair effect is veroorzaakt. Eerst wordt de voeg verwarmd met een brander, terwijl het vocht tussen de wanden wordt verdampt. Dan wordt de brander een tweede keer gebracht, geleidelijk aan warmt het koper op en krijgt het vloeimiddel een tin-look. Op dit moment wordt soldeer aan de voorkant geplaatst, er wordt gesoldeerd, terwijl de gesmolten legering naar de verkeerde kant stroomt en stolt tijdens het bewegingsproces. De overtollige metalen overstekken die van onderaf worden gevormd, worden vanzelf gescheiden. Er zijn veel manieren om koper te solderen.
Voorbereiding voor het solderen van koper met aluminium, messing, roestvrij staal, ijzer
De voorbereidingsperiode, waaronder de aanschaf van de benodigde apparaten, materialen, persoonlijke beschermingsmiddelen en het soldeerproces zelf.
Er zijn twee manieren om koper aan koper te solderen: hoge temperatuur en lage temperatuur. De eerste omvat het verwarmen van het metaal tot 900 ° C, het wordt gebruikt voor pijpleidingen met hoge druk of temperatuurbelasting. Voor solderen op hoge temperatuur worden de daarvoor bestemde materialen gebruikt: hardsoldeer in de vorm van staven (het smeltpunt van dergelijke soldeer is ongeveer 900 ° C) en carbide flux.
Om koper te solderen met behulp van de lage-temperatuurmethode, is het voldoende om het metaal te verwarmen tot 600 ° C (meestal 300-380 ° C), wat haalbaar is in huishoudelijke omstandigheden. Voor de procedure wordt zachtsoldeer gebruikt voor het solderen van koper en messing in de vorm van een draad of staaf met een doorsnede tot 3 mm en een meer smeltbare flux.Soldeer is een legering van tin, die meer dan 97% is, met andere metalen: koper, selenium, zilver, antimoon.
Waar is het vloeimiddel voor Het correct solderen van koperen buizen is alleen mogelijk met vloeimiddel - een speciale pasta-achtige samenstelling (met zinkchloride), die met een brede strip op het oppervlak van de te verbinden buisdelen wordt aangebracht. Het vervult verschillende functies:
- voorkomt het proces van metaaloxidatie door zuurstof te verwijderen;
- verbetert de hechting van soldeer aan koper;
- is een indicator van voldoende verwarming van het metaal, geeft aan wanneer soldeer en soldeerkoper moet worden gebracht;
- bevordert een gelijkmatige verspreiding van soldeer over de verbinding.
Veiligheidstechniek. Ondanks de eenvoud van het proces, moeten koperen buizen worden gesoldeerd in overeenstemming met de veiligheidsregels. Het gevaar voor brandwonden is niet alleen de vlam van de brander zelf, maar ook het verhitte metaal. Koper geleidt warmte goed, daarom wordt tijdens bedrijf niet alleen het gebied waarop het soldeer wordt geplaatst en het lassen wordt verwarmd, maar de hele pijp, en deze koelt langzaam af. Als het nodig is om koperen leidingen te solderen die nog niet in het leidingsysteem zijn ingebouwd, dan omvat de voorbereiding het plaatsen op onbrandbare steunen waar ze lang kunnen afkoelen. Voordat u het gesoldeerde metaal van zijn plaats aanraakt, moet u wachten tot het volledig is afgekoeld.
Het directe gevaar is de open vlam van de brander, dus je moet een gereedschap aanschaffen waarmee je gemakkelijk kunt werken: bij voorkeur met een beweegbaar mondstuk op een lange slang
Wat is nodig voor het solderen van koperen leidingen?
Het solderen van koperen buizen, wat niet moeilijk is om met uw eigen handen te doen, vereist geen dure apparatuur en speciale materialen. Om het goed te implementeren, heb je de volgende apparaten nodig.
Een brander, waardoor het soldeer en het leidinggedeelte waar ze worden aangesloten, worden verwarmd. Aan een dergelijke brander wordt in de regel propaangas toegevoerd, waarvan de druk wordt geregeld door een lasreductor.
Speciaal gereedschap voor het snijden van koperen leidingen. Omdat producten van dit metaal erg zacht zijn, moeten ze voorzichtig genoeg worden gesneden om de muren niet te kreuken. Op de moderne markt worden pijpsnijders van verschillende modellen aangeboden, die zowel qua functionaliteit als technische mogelijkheden verschillen.
Door het ontwerp van individuele modellen van dergelijke apparaten, wat belangrijk is, kunnen ze zelfs worden gebruikt voor werk op moeilijk bereikbare plaatsen.
Een pijpexpander is een apparaat waarmee je de diameter van een koperen pijp kunt vergroten, wat nodig is om beter te kunnen solderen. In verschillende systemen die zijn gemonteerd op koperen leidingen, worden elementen van dezelfde sectie gebruikt en om ze kwalitatief te verbinden, is het noodzakelijk om de diameter van een van de verbonden elementen iets te vergroten
Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Affakkelset voor koperen pijp
Apparaat voor het afschuinen van de uiteinden van koperen leidingen. Na het trimmen blijven er bramen achter op de uiteinden van de onderdelen, wat het verkrijgen van een hoogwaardige en betrouwbare verbinding kan belemmeren. Om ze te verwijderen en de uiteinden van de pijpen de vereiste configuratie te geven, wordt vóór het solderen een afschuinmachine gebruikt. Er zijn tegenwoordig twee hoofdtypen afschuinapparaten op de markt: geplaatst in een rond lichaam en gemaakt in de vorm van een potlood. Handiger in gebruik, maar ook duurder, zijn ronde apparaten die zachte koperen buizen met een diameter van niet meer dan 36 mm kunnen verwerken.
Om koperen leidingen goed voor te bereiden op het solderen, is het noodzakelijk om alle onzuiverheden en oxiden van hun oppervlak te verwijderen. Voor deze doeleinden worden borstels en borstels gebruikt, waarvan de haren zijn gemaakt van staaldraad.
Het solderen van koperen leidingen wordt meestal uitgevoerd met hardsoldeer, dat zowel bij hoge als bij lage temperaturen kan. Hoge-temperatuursoldeer is een koperdraad die ongeveer 6% fosfor in zijn samenstelling bevat.Zo'n draad smelt bij een temperatuur van 700 graden, terwijl voor het lage temperatuurtype (tindraad) 350 graden voldoende is.
De technologie van het solderen van koperen buizen omvat het gebruik van speciale vloeimiddelen en pasta's die een beschermende functie vervullen. Dergelijke fluxen beschermen niet alleen de gevormde naad tegen de vorming van luchtbellen erin, maar verbeteren ook aanzienlijk de hechting van het soldeer aan het buismateriaal.
Naast vloeimiddel, soldeer en andere basiselementen zijn er extra gereedschappen nodig om koperen leidingen te solderen, die in elke werkplaats of garage te vinden zijn. Om koperproducten te solderen of te lassen, bereidt u bovendien voor:
- regelmatige markering;
- roulette;
- gebouw niveau;
- een kleine borstel met stijve haren;
- hamer.
Voordat u met de werkzaamheden begint, is het ook belangrijk om te beslissen hoe koperen leidingen moeten worden gesoldeerd. Er kunnen twee hoofdopties zijn: koper hardsolderen (minder vaak gebruikt) en zachtsoldeer gebruiken
Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer. Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen. In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in elk geval noodzakelijk is.

Borstels voor het strippen van het binnenoppervlak van een koperen buis voor het solderen
Regels voor het solderen van koper
Wanneer het noodzakelijk is om een koperen product of een product met koperen componenten te solderen, is het onmogelijk om een eenduidig antwoord te geven op hoe en wat de beste manier is om dit te doen. De keuze van de methode en het gereedschap hangt van veel factoren af, zoals de grootte en het gewicht van onderdelen, hun samenstelling. Er wordt ook rekening gehouden met de belasting waaraan reeds gesoldeerde producten moeten worden onderworpen. Er zijn verschillende soldeermethoden en het is beter om ze allemaal te kennen om zo nodig de meest geschikte te kiezen.
Grote onderdelen solderen
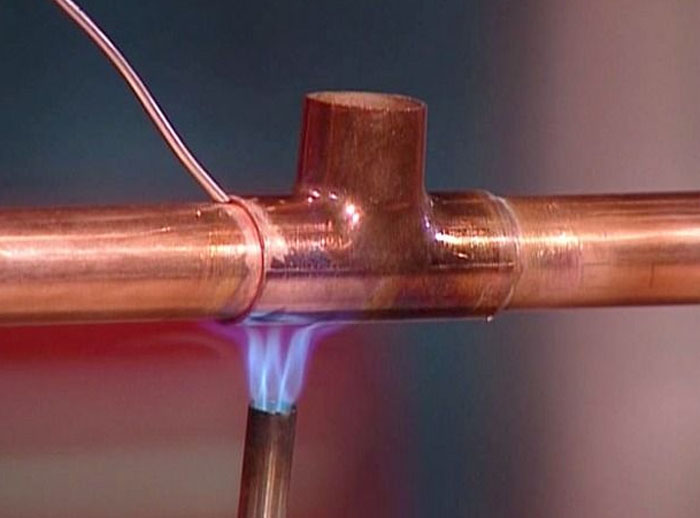
Schema van capillair solderen van koper.
Als u massieve of grote delen moet solderen die niet met een soldeerbout op de gewenste temperatuur kunnen worden verwarmd, worden een zaklamp en kopersoldeer gebruikt. De flux is in dit geval borax. De sterkte van koper-fosforsoldeer is hoger dan die van standaard tinsoldeer.
Op de mechanisch gereinigde leiding of draad wordt een dun laagje vloeimiddel aangebracht. Daarna wordt er een fitting op de buis gezet, eveneens mechanisch gereinigd. Met behulp van een gasbrander wordt de junctie verwarmd totdat het met vloeimiddel gecoate koper van kleur verandert. Het vloeimiddel moet zilverachtig van kleur worden, waarna je soldeer kunt toevoegen. Het soldeer smelt onmiddellijk en dringt door in de opening tussen de buis en de fitting. Wanneer er soldeerdruppels op het oppervlak van de pijpen achterblijven, wordt het soldeer verwijderd.
Oververhit de leidingen niet, omdat dit niet bijdraagt aan het optreden van een grotere capillaire werking. Integendeel, tot zwart verhit koper is minder soldeerbaar. Als het metaal zwart begint te worden, moet de verwarming worden gestopt.
Solderen draden of draad
Op zinkchloride gebaseerde soldeer mag niet worden gebruikt om dunne koperdraden te solderen, omdat dit het koper zal vernietigen. Als er geen vloeimiddel beschikbaar is, kunt u in dit geval een aspirinetablet oplossen in 10-20 ml water.
Schema van koperlassen in een omgeving met inert gas.
Koperdraad of onderdelen gemaakt van draad van verschillende secties kunnen eenvoudig worden verwarmd tot de gewenste temperatuur met een soldeerbout. Het temperatuurregime moet het temperatuurregime zijn waarbij het soldeer smelt, tin of lood-tin, en het solderen wordt er ook door uitgevoerd. Fluxen moeten hars bevatten of gemaakt zijn van hars, soldeerolie of zelfs hars zelf kan worden gebruikt.
Het oppervlak van de draad wordt ontdaan van vuil en oxidefilm, waarna de onderdelen worden vertind.Dit proces omvat het aanbrengen van een dunne laag vloeimiddel of hars op het verwarmde koper en vervolgens soldeer, dat zo gelijkmatig mogelijk over het oppervlak wordt verdeeld met een soldeerbout. De te verbinden delen worden aangesloten en opnieuw verhit met een soldeerbout totdat het reeds gestolde soldeer weer begint te smelten. Wanneer dit gebeurt, wordt de soldeerbout verwijderd en koelt de verbinding af.
Onderdelen kunnen in een bankschroef worden geklemd zodat de onderlinge afstand 1-2 mm is. Flux wordt op de onderdelen aangebracht en verwarmd. Soldeer wordt naar de opening tussen de hete delen gebracht, die zal smelten en de opening zal opvullen. De smelttemperatuur van soldeer om op deze manier te solderen moet lager zijn dan de smelttemperatuur van koper, zodat de onderdelen niet vervormen. Het onderdeel koelt af, wordt vervolgens gewassen met water en indien nodig afgewerkt met schuurpapier tot het glad en uniform is.
Soldeerschalen of soldeergaten in koper
Bij het solderen van schalen wordt puur tin gebruikt waarvan het smeltpunt hoger is dan dat van tin of loodhoudend soldeer. Soms worden voor het solderen van grote onderdelen hamersoldeerbouten gebruikt, verwarmd op een open vuur met een gasbrander of steekvlam. In de toekomst gebeurt alles volgens het standaardschema: reinigen, vloeien en vertinnen, onderdelen verbinden en verhitten met een soldeerbout. Het is voor deze soldeerbout dat puur tinsoldeer handig is.
Van binnenuit heeft de fitting in de regel een rand die voorkomt dat deze door de buis wordt geschroefd. Het kan met een grove vijl worden verwijderd als de fitting verder dan bedoeld op de buis moet worden geschoven en het onnodige gat op deze manier moet worden afgedicht.
Kenmerken van solderen met zacht en hard soldeer
Koperen pijpverbinding heeft een aantal karakteristieke kenmerken. Ze zijn vooral uitgesproken bij het gebruik van verschillende materialen.
Het solderen van schakels met smeltbaar soldeer wordt uitgevoerd bij een temperatuur van 175-315ᵒC. Solderen met vaste samenstellingen wordt uitgevoerd wanneer de verbinding wordt verwarmd tot een temperatuur van 650-815ᵒC.
Zachtsolderen wordt gebruikt voor het solderen van koperen leidingen met een binnendiameter tot 22 mm en harde legeringen met een diameter van 22 mm of meer.
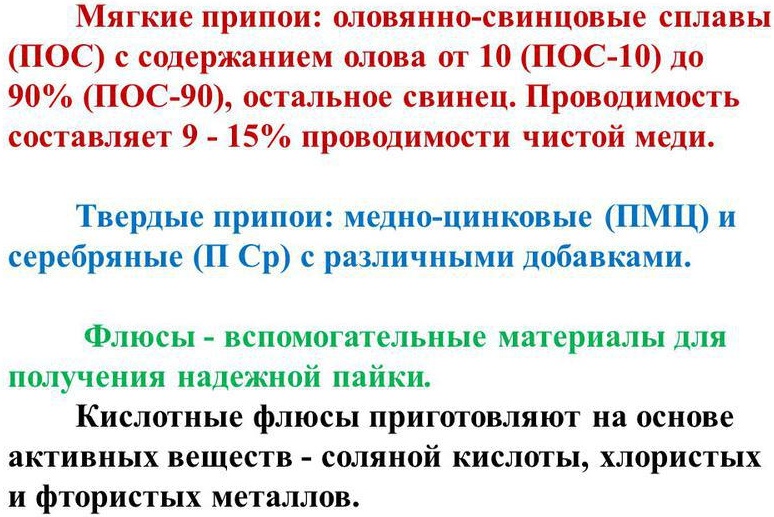 Zachte en hardsoldeersoldeersels - Beschrijving:
Zachte en hardsoldeersoldeersels - Beschrijving:
Bij voldoende verwarming kookt de aangebrachte fluxlaag. Bij het smelten van zachtsoldeer wordt een gesmolten druppel gevormd, die een belangrijke rol speelt bij de sterke verbinding van leidingen. Kokend vloeimiddel duwt de gesmolten samenstelling uit de gewrichtsruimte. Onder invloed van capillaire krachten wordt de soldeerlegering tijdens het afkoelen in de verbinding getrokken.
Bij het solderen met hardsoldeer wordt een dun kussentje van zacht metaal tussen de te solderen elementen gestoken. De verbonden delen worden veilig en stevig vastgezet met een geleidingspakking.
Een eenvoudige techniek om koperen buizen te solderen en de beschikbaarheid van alle materialen stelt u in staat om dit werk zelf thuis te doen.
Gerelateerde video: Solderen van koperen buizen "mijn ervaring"
Een selectie van vragen
- Mikhail, Lipetsk — Welke schijven voor het snijden van metaal moeten worden gebruikt?
- Ivan, Moskou - Wat is de GOST van met metaal gewalst plaatstaal?
- Maksim, Tver — Wat zijn de beste rekken voor het opslaan van gewalste metalen producten?
- Vladimir, Novosibirsk — Wat betekent ultrasone verwerking van metalen zonder het gebruik van schurende stoffen?
- Valery, Moskou - Hoe smeed je met je eigen handen een mes uit een lager?
- Stanislav, Voronezh — Welke apparatuur wordt gebruikt voor de productie van gegalvaniseerde stalen luchtkanalen?
soldeerproces:
Het bestaat uit het uitvoeren van opeenvolgende bewerkingen:
- de buis wordt gesneden in segmenten met de vereiste afmetingen, die voor het gemak zijn gemarkeerd - aanvoer of retour;
- de afschuining wordt van de rand verwijderd;
- de randen worden 2 cm schoongemaakt: buiten op de buis, evenals inwendig in de mof;
- flux wordt aangebracht met een strip langs de gereinigde oppervlakken (uitwendig en inwendig);
- de verbinding is gemonteerd: de buis wordt in de mof gestoken;
- overtollige flux wordt verwijderd met een papieren handdoek, maar niet volledig - er blijft een rand van 1-2 mm over;
- de brander wordt ontstoken, de vlam wordt naar de kruising gebracht;
- het oppervlak wordt 10-15 seconden verwarmd tot een bepaalde temperatuur - de flux moet een tinkleur krijgen;
- soldeer wordt bovenop het gewricht geplaatst, bij verhitting wordt het in het gewricht getrokken, langs de naad verspreid en gevuld.
Als de verbinding van de verbinding niet is ontdaan van borstelharen of stof en als gevolg daarvan de soldeernaad van de koperen waterleiding lekt, kan de dichtheid worden hersteld met behulp van een van de volgende twee methoden:
Een soldeerbout gebruiken
- het oppervlak wordt gereinigd, behandeld met fosforzuur, verwarmd met een soldeerbout, tin wordt aangebracht;
- met behulp van een toorts: vloeimiddel wordt op het gereinigde oppervlak aangebracht, verwarmd, soldeer wordt geplaatst, gesmolten.
Hoe koper te solderen met een gastoorts?
U kunt de koperen buis als volgt solderen:
- Reinig het soldeergebied met een fijne vijl, schuurpapier of een metalen borstel.
- Plet de hars en strooi de soldeerplaats.
- Verwarm de buis boven een gasvlam tot de hars smelt.
- Breng soldeer POS-30 of 40 aan en smelt het met een soldeerbout, verdeel het over het oppervlak.
In het dagelijks leven wordt koperverwerking niet alleen aangetroffen wanneer het nodig is om koperen leidingen voor verwarming of sanitair te solderen, maar ook bij autoreparatie, als er een scheur of lek in de autoradiator verschijnt. In dit geval is het doe-het-zelf solderen van een koperen radiator gedaan. In plaats van een gasbrander gebruiken automobilisten een krachtige 250 W elektrische soldeerbout voor koperen leidingen. Voor het strippen van koper wordt een schuurpapier of een metalen borstel gebruikt en voor het solderen wordt tin, hars of orthofosforzuur als soldeerzuur gebruikt.
Thuis solderen met een soldeerbout
Koper solderen met een soldeerbout is makkelijker dan met een zaklamp. De procedure is als volgt:
- Het oppervlak van de radiator wordt gereinigd met een fijnkorrelig schuurpapier of borstel.
- Een paar druppels zuur worden gelijkmatig aangebracht op de randen van het beschadigde gebied.
- De scheur wordt verwarmd met een elektrische soldeerbout, soldeer wordt gebracht. Gesmolten, tin vult het gat.
Zelfsolderen van koperen leidingen voor verwarming of watervoorziening, het repareren van scheuren in radiatoren is een eenvoudig technologisch proces dat thuis kan worden gedaan met een kleine set gereedschappen.
BEKIJK VIDEO
Thuis koper solderen ligt binnen de macht van elke man.
Gereedschappen en materialen voor het solderen van koper
- pijpsnijder;
- beveler;
- pijp expander;
- metaalwol;
- bankschroef;
- tang;
- pincet;
- soldeerbout;
- soldeer;
- stroom;
- borax;
- soldeer olie;
- gasbrander.
Schema van een elektrisch lasapparaat.
Voor het op lengte zagen van buizen is een pijpsnijder nodig. Het werkingsprincipe van pijpsnijders is hetzelfde, hoewel er veel modellen te koop zijn. De pijp voor het snijden wordt tussen de rollen en het mes geklemd, vervolgens wordt de pijpsnijder rondgedraaid, waarbij de onderste bout een derde slag wordt aangedraaid. Om een gladde rand te krijgen, wordt de buis strikt loodrecht op het gereedschap gehouden. De pijp wordt meestal in 5-6 slagen gesneden. Het is mogelijk om koper op lage temperatuur te solderen met een gasbrander, omdat de temperatuur niet hoger is dan 450 °. Niet alle in de handel verkrijgbare toortsontwerpen zijn geschikt om te solderen.
Voordat u een brander kiest voor het solderen van koper, moet u op de instructies letten, omdat die branders die beginnen met het ontsteken van de barbecue niet geschikt zijn voor dit doel. Hoe koper correct te solderen? Dit moet je doen met een soldeerbout of een brander met een smalle vlam
Zo'n brander verwarmt de pijp in enkele seconden en de gaspatroon gaat lang mee bij economisch gebruik. Bij het kiezen van een brander moet je kijken naar de samenstelling van het gas in de cilinder. In de regel is dit een mengsel van propaan en butaan, maar hoe hoger het butaangehalte, hoe hoger de vlamtemperatuur.
Metaalwol wordt gebruikt om koper te reinigen voordat er wordt gewerkt met een toorts en soldeerbout. Het drukt het uiteinde van de buis of draad stevig samen en maakt met moeite verschillende rotatiebewegingen. Dit is voldoende voor de draad en de buis moet ook van binnenuit worden schoongemaakt. Smalle buizen (fittingen) kunnen worden schoongemaakt met speciale borstels die hiervoor zijn ontworpen, terwijl het ten strengste verboden is om schuurpapier te gebruiken, vooral grote fracties, en nog meer een vijl. Koper is een zacht metaal en bij gebruik van schuurpapier blijven de componenten van het schuurpapier op het oppervlak, waardoor hechting en goede hechting wordt verhinderd.
Schema van puntlassen van koper.
Soldeer kan opgerold worden gekocht voor gebruiksgemak. Dit is een tindraad met een diameter van ongeveer 3mm
Het is raadzaam om aandacht te besteden aan de afwezigheid van lood in het soldeer, wat moet worden aangegeven door een speciale inscriptie op de spoel. Een belangrijk onderdeel voor het solderen is het vloeimiddel, dat het basismetaal (in dit geval koper) bevochtigt voordat het wordt gesoldeerd en in alle haarvaten doordringt
De flux verspreidt zich over het oppervlak onder invloed van capillaire krachten. Voor het correct solderen moet het oppervlak perfect schoon en vrij van oxiden zijn. De naad is alleen sterk als de onderdelen worden beschermd tegen de in de lucht aanwezige zuurstof. Het gebruik van vloeimiddel verhoogt de soldeerhechting, vergelijkbaar met het mechanisch reinigen van oppervlakken.
Bij het gebruik van een vloeimiddel maakt het niet echt uit of het voor loodvrij of loodvrij soldeer is, deze varianten zijn onderling uitwisselbaar. Fluxen voor het hardsolderen van roestvrij staal zijn niet geschikt voor gebruik met koper. Gewone hars kan ook worden gebruikt, maar er kunnen problemen zijn met de toepassing ervan.


