Aansluiting van metalen buizen
Niet minder vaak worden bij het leggen van communicatie ook metalen buizen gebruikt. Hiervan zijn gietijzer en metaal de meest populaire.
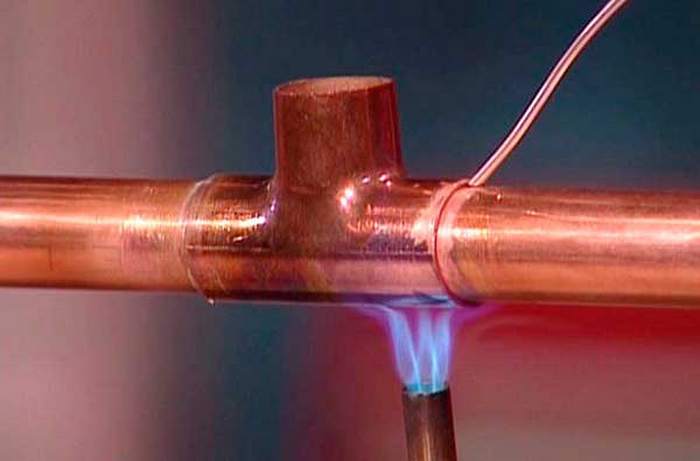
Om een koperen buis te solderen, moet je een speciaal gereedschap kopen - soldeer. Het is gemaakt van zachte smeltbare metalen zoals tin, messing, enz. Het soldeer is in de vorm van metalen staven (hardsoldeer voor het solderen bij hoge temperaturen) of fijne draad (voor het solderen bij temperaturen tot 459 graden).
De verbinding van koperen leidingen door solderen ziet er als volgt uit:
- De benodigde stukken van de tuba worden afgesneden;
- Met behulp van een pijpexpander zet de gietijzeren pijp aan het ene uiteinde uit (in de toekomst zal een dergelijke uitbreiding de rol van een mof spelen);
- Twee buizen worden ontvet en bewerkt met een speciale fluxpasta voor een hoogwaardige verbinding van soldeer met koper;
- Daarna moet u soldeer gebruiken om te solderen.
- Zo verwerken we de verbindingen van twee pijpen met een brander totdat het soldeer smelt.
- Nadat de verbinding van koperen leidingen is voltooid, moet u de soldeerresten met een droge doek verwijderen en de elementen volledig laten afkoelen.
- Om lijnwindingen te maken, worden speciale koperen fittingen gebruikt, die op dezelfde manier worden gesoldeerd.
We voegen ons bij gietijzer

Gietijzeren buizen worden tegenwoordig minder vaak gebruikt, maar hebben ook recht op leven. De aansluiting van gietijzeren buizen wordt meestal uitgevoerd in een mof. De technologie ziet er als volgt uit:
- Het geëxpandeerde uiteinde van de buis wordt volledig gereinigd en ontvet;
- Het dunne uiteinde van de buis wordt er ook in gestoken, ook vetvrij;
- Nu wordt de vrije ruimte in de mof gevuld met sleep met een snelheid van 1/3 van het totale beschikbare oppervlak, zodat later het sleep niet in het systeem komt;
- Daarna wordt de resterende ruimte gevuld met asbestcement, zwavel, kit of expanderend cement. Wachten op volledige droging. Zo worden twee gietijzeren buizen met elkaar verbonden.
Bovendien is het mogelijk om gietijzeren buizen te verbinden met behulp van fittingen van verschillende configuraties. Er wordt dus gebruik gemaakt van beslag, zadels, koppelingen, enz.
Lassen van gietijzer met op koper gebaseerde elektroden
Lassen met op koper gebaseerde elektroden wordt gebruikt in alle gevallen waar een hoge sterkte van de las niet vereist is. Koper vormt, net als nikkel, geen verbindingen met koolstof, maar lost praktisch niet op in ijzer. Daarom is de afgezette naad niet homogeen; insluitsels van een koolstofrijke ijzerfase met verhoogde hardheid bevinden zich in de koperen basis.
Koper-ijzer-elektroden OZCH-2, OZCH-6 zijn gemaakt van een koperen staaf met een coating van calciumfluoride, waaraan 50% ijzerpoeder is toegevoegd. Deze elektroden worden gebruikt voor het lassen van scheuren in watermantels van motorblokken, blokkoppen, enz. De scheur wordt aan de uiteinden geboord en onder een hoek van 70-90 ° gesneden voor 2/3 van de dikte van het onderdeel. De randen van de scheur worden zorgvuldig schoongemaakt, omdat sporen van roest, olie en andere verontreinigingen de porositeit van de naad veroorzaken. Lassen wordt uitgevoerd met een korte boog bij gelijkstroom met omgekeerde polariteit met onderbrekingen om het onderdeel af te koelen tot een temperatuur van 50-60 ° C. Om een strakkere naad te krijgen, worden direct na het lassen secties van 40-60 mm gesmeed. De laag die is afgezet met OZCH-elektroden is koper verzadigd met ijzer afgewisseld met gehard staal van hoge hardheid. Op de rand van de naad bevinden zich bleekzones in afzonderlijke secties. Ondanks de vrij hoge hardheid kan de naad worden bewerkt met een hardmetalen gereedschap. Koper-nikkelelektroden MNP-2 zijn staven gemaakt van monelmetaal (28% koper, 2,5% ijzer, 1,5% mangaan, de rest is nikkel). Het nikkel van deze elektroden vormt geen verbindingen met koolstof, dus de las wordt verkregen met een lage hardheid, de gekoelde gietijzeren zone is bijna afwezig, de geharde gietijzeren zone heeft een lage hardheid, die gemakkelijk kan worden verminderd door een beetje temperen.Bovendien vormen zich minder poriën en scheuren in de naad, is het gemakkelijker te verwerken, maar is de sterkte laag. Daarom worden koper-nikkelelektroden vaak gebruikt in combinatie met koper-ijzerelektroden. De eerste en laatste laag zijn aangebracht met koper-nikkelelektroden (om de dichtheid in de eerste laag te waarborgen en de verwerking in de laatste te verbeteren), de rest is versmolten met koper-ijzerelektroden. Het opduiken met koper-nikkelelektroden wordt op dezelfde manier uitgevoerd als met koper-ijzerelektroden.
Voor koud lassen en afvlakken van gietijzer (dwz lassen en afvlakken uitgevoerd zonder voorverwarmen) met speciale elektroden, is het typisch om het proces uit te voeren met een minimale warmte-inbreng in korte rupsen van 25-60 mm lang met koeling van elke bovenliggende rups in lucht tot een temperatuur van niet meer dan 60°C. Soms wordt aanbevolen om elke rol te smeden met lichte hamerslagen.
Lasspanningen die in de constructie ontstaan als gevolg van verhitting kunnen vrijwel volledig worden weggenomen als er extra plastische vervormingen ontstaan in de las en de warmtebeïnvloede zone. Dit kan worden bereikt door naden te smeden. Smeden wordt uitgevoerd tijdens het koelen van het metaal bij temperaturen van 450 °C en hoger, of vanaf 150 °C en lager. In het temperatuurbereik van 400-200 °C kunnen door de verminderde plasticiteit van het metaal tijdens het smeden scheuren ontstaan. Speciale verwarming van de lasverbinding voor smeden is in de regel niet vereist. Slagen worden handmatig aangebracht met een hamer met een gewicht van 0,6-1,2 kg met een afgeronde kop of een pneumatische hamer met een kleine inspanning om het naadpatroon te veranderen. Bij meerlaags lassen wordt elke laag gesmeed, met uitzondering van de eerste, waarbij scheuren en bekleding kunnen ontstaan door impact. Deze techniek is zeer effectief voor het ontlasten van spanningen bij het lassen van scheuren en het sluiten van lassen in starre contouren van onderdelen en samenstellingen gemaakt van constructiestaal en gietijzer.
Het smeden van een lasverbinding draagt ook bij aan een verhoging van de vermoeiingssterkte van de constructie.
Keer bekeken:
152
Gietijzer grijs
Grijs gietijzer wordt veel gebruikt in de machinebouw. Het dankt zijn naam aan de grijze kleur van de breuk, vanwege de aanwezigheid van vrije koolstof in de vorm van grafiet in de gietijzeren structuur. Afhankelijk van het type metalen basis, zijn grijs gietijzer perlitisch, perlitisch-ferritisch en ferritisch.
Tabel 1. Grijs gietijzer, hun belangrijkste eigenschappen en toepassingen
| Merk | σv MPa | HB | Eigenschappen en toepassing |
| SC10 | 275 | 139-274 | Gietstukken met een lage verantwoordelijkheid met een wanddikte tot 15 mm (kasten, deksels, omhulsels, enz.), onderdelen waarvoor de sterkte-karakteristiek niet verplicht is - kolven, fittingen, frames, pannen, decoratieve onderdelen, massieve bouwkolommen, fundering platen |
| MF15 | 314 | 160-224 | Lage verantwoordelijke gietstukken met een wanddikte van 10 - 30 mm (buizen, klephuizen, kleppen met een druk tot 20 MPa, enz.), licht belaste carrosseriedelen, submotorplaten, hendels, katrollen, vliegwielen, olie en koelmiddelcontainers, filterhuizen, flenzen, deksels, kettingwielen |
| MF18 | 354 | 167-224 | Verantwoorde gietstukken met een wanddikte van 10 - 20 mm (katrollen, tandwielen, bedden, remklauwen, etc.) |
| MF20 | 397 | 167-236 | Kritische gietstukken met een wanddikte tot 30 mm (cilinderblokken, zuigers, remtrommels, wagens, enz.), voor de vervaardiging van basislichaamsdelen met verhoogde sterkte en slijtvastheid, onderdelen die dichtheid vereisen bij drukken tot 8 MPa (80 kgf / cm2 ), behuizingen, versnellingsbakken, blokken, balancers, frontplaten, hulzen, wagens, cilinders, pompen, spoelen, fittingen, compressoren |
| MF25 | 450 | 176-245 | Kritische gietstukken met een wanddikte tot 40 mm (matrijsvormen, zuigerveren, enz.), voor de vervaardiging van basislichaamsdelen met verhoogde sterkte en slijtvastheid, onderdelen die onderworpen zijn aan verhoogde eisen voor dichtheid |
| SC3O | 490 | 177-250 | Kritische gietstukken met een wanddikte tot 60 mm (zuigers, dieselvoeringen, frames, matrijzen, enz.), voor de vervaardiging van beugels, tafel- en remklauwgeleiders, oppervlaktegeharde onderdelen, cilinders, pomphuizen, dieselmotoren en verbrandingsmotoren, zuigerveren, krukassen en nokkenassen |
| MF35 MF45 | 540 | 193-264 | Verantwoord zwaar belaste gietstukken met een wanddikte tot 100 mm (kleine krukassen, onderdelen van stoommachines, etc.) van onderdelen waarvoor dichtheidseisen worden gesteld bij een druk van meer dan 8 MPa |
Grafiet heeft lage mechanische eigenschappen. Het schendt de integriteit van de metalen basis. Gelegen tussen de korrels van de metalen basis, verzwakt grafiet de binding tussen hen. Daarom heeft grijs gietijzer een slechte treksterkte en een zeer lage ductiliteit en taaiheid. Hoe groter en rechter de grafietinsluitingen, hoe slechter de mechanische eigenschappen van gietijzer. De hardheid van grijs gietijzer, evenals de weerstand tegen samendrukking, liggen dicht bij die van staal, dat dezelfde structuur heeft als de metalen basis van gietijzer.
Grafiet heeft ook een positief effect op de eigenschappen van gietijzer, met name het verhoogt de slijtvastheid, werkt op dezelfde manier als smering, verhoogt de bewerkbaarheid, omdat het spanen broos maakt, helpt producttrillingen te dempen en vermindert krimp bij de vervaardiging van gietstukken .
De mechanische eigenschappen van grijs gietijzer kunnen worden verbeterd door het fijne lamellaire grafiet gelijkmatig in het gietstuk te verdelen. Dit wordt bereikt door speciale verwerking - modificatie, wanneer additieven in vloeibaar ijzer worden geïntroduceerd vóór het gieten, die extra grafitiseringscentra vormen, wat resulteert in fijn-lamellair grafiet. Gietijzer met dergelijk grafiet wordt gemodificeerd genoemd. Het verschilt van gewoon grijs gietijzer in een hogere treksterkte, maar de taaiheid en taaiheid verbeteren niet tijdens modificatie.
Volgens GOST 1412-85 betekenen de letters SCh in de aanduiding van de graad van gietijzer - grijs gietijzer. Het tweecijferige getal komt overeen met de treksterkte σv MPa. De norm normaliseert de treksterkte van grijs gietijzer σv = 274÷637 MPa, hardheid - 143÷637 HB en chemische samenstelling.
De belangrijkste eigenschappen van grijs gietijzer en de toepassing ervan zijn weergegeven in tabel 1.
Ventiel apparaat:
Er kunnen twee soorten kleppen worden geïnstalleerd op sanitair en verwarmingssystemen:
- bal;
- ventiel.
Het werkende element van een kogelkraan is een bal die zich in het lichaam bevindt. De bal heeft een doorgaand gat. Als de klep open is, wordt de bal door het gat naar de waterstroom gedraaid. In de gesloten stand draait de bal met een dove kant naar het water. Het draaien van het vergrendelingselement gebeurt met behulp van een hendel.

Kogelkraan apparaat
Het afsluitelement van de klepklep is een klep met een pakking, gelegen op een as, die wordt neergelaten en omhoog gebracht door aan de hendel te draaien.
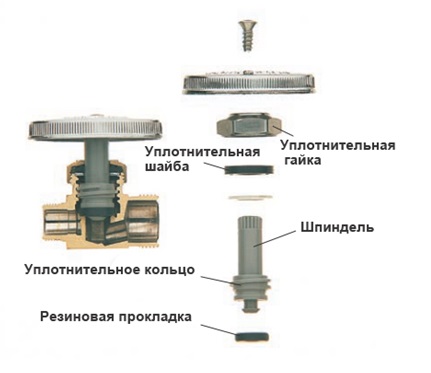
Klep klep apparaat:
Een kogelkraan is, in tegenstelling tot een klepapparaat, een afsluitklep en kan niet worden gebruikt om de vloeistofstroom te regelen. De kogelkraan kan niet worden gerepareerd en in het geval van een storing in de werking van het apparaat, is volledige vervanging vereist.
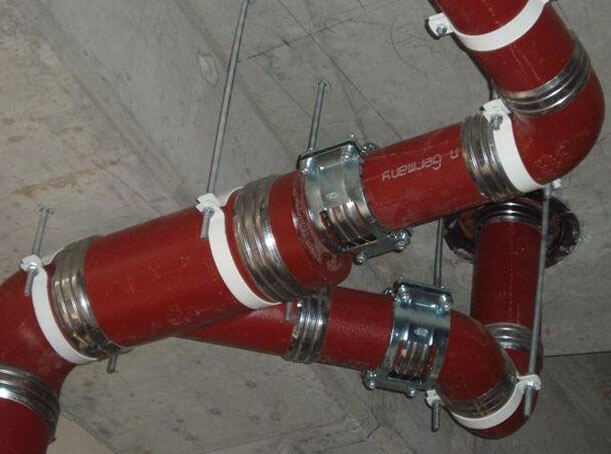
Voordelen van nodulair gietijzeren buizen:
In sommige gevallen zijn extra sterke gietijzeren leidingen voor de watervoorziening onmisbaar omdat ze de volgende eigenschappen en kenmerken hebben:
- Het vermogen om vloeistofdruk in het systeem tot 1,6 MPa en hoger te weerstaan.
- Goede weerstand tegen veranderingen in vochtigheid en plotselinge veranderingen in temperatuur.
- Roestvrij.
- Weerstand tegen mechanische schade.
- Kracht.
- Plastic.
- Eenvoudige installatie.
- Lange levensduur - tot 100 jaar.
Naast uitstekende fysieke en mechanische eigenschappen is de nodulair gietijzeren rioolbuis ook milieuvriendelijk:
- water dat door dergelijke leidingen stroomt, blijft absoluut onschadelijk en geschikt voor consumptie, omdat het niet vervuild is door vreemde onzuiverheden;
- aan het einde van hun levensduur kunnen de leidingen volledig worden afgevoerd zonder schade aan het milieu.
Kunststof en gietijzeren leidingen aansluiten
Hoe gietijzeren buizen met kunststof verbinden? Het hangt allemaal af van de reden die tot deze stap leidt. En dit hoeft niet per se een vervanging (verlenging) van een gietijzeren lijn te zijn.
Een van de mogelijke scenario's is het optreden van noodsituaties op de bestaande kruising van kunststof - gietijzer.
In eerste instantie wordt aangenomen dat de aansluiting van gietijzeren buizen met kunststof niet onderhevig zal zijn aan invloeden van buitenaf (temperatuur of mechanische invloeden). Simpel gezegd, lekken treden op als gevolg van drukverlaging (dichtheid is verbroken) van de kruising.
Lekkage kan optreden als gevolg van:
- Waterslag, die uiterst zeldzaam is.
- Plotselinge temperatuurveranderingen (bijvoorbeeld bij het aan-/uitzetten van warm water of het overschakelen van koud naar warm water).
In het laatste geval ligt de oorzaak van het probleem in de verschillende uitzettingscoëfficiënten van gietijzer en kunststof, evenals in een slechte kwaliteit fitting (riooladapter van gietijzer naar kunststof). Bij deze laatste kan een barst ontstaan doordat gietijzer niet zo gelijkmatig uitzet als kunststof. Daarnaast kan het beslag eenvoudig afrollen (de bevestiging verzwakt).
Om het ontstane probleem op te lossen, moet u het versleten onderdeel vervangen (overgang van gietijzer naar kunststof) of het "zelfrollende" onderdeel aanspannen. Opgemerkt moet worden dat hoogwaardige moderne armaturen worden beschermd tegen spontaan afrollen. Bovendien kunt u het krimpen van dergelijke producten gebruiken. Daarom kun je beter niet besparen op accessoires.
Polypropyleen fitting, ontworpen om kunststof en metalen buizen met elkaar te verbinden
Een ander scenario is de noodzaak om de gietijzeren lijn te verlengen. De mogelijkheid om geld te besparen door het voltooien van de plastic bedrading rond het appartement, aangesloten op de bestaande gietijzeren stijgbuis, kan dezelfde stap zetten. Maar als er een metalen stijgbuis overblijft, zal het probleem niet volledig worden verholpen - er is een grote kans op lekkage bij de verbinding (overgang van afvalwater van plastic naar gietijzer).
Aangezien het koppelen van "gietijzer-kunststof" -systemen al lang in gebruik is, kunt u op de moderne markt een dergelijk element vinden als een overgangsrubbermanchet (standaarddiameters).
Hoe metaal praktisch op plastic te lijmen?
De keuze van de buisverbindingsmethode hangt af van het beschikbare type gietijzeren buis:
- gietijzeren socketless pijp;
- pijp met mof.
In het laatste geval zal een gewone gebruiker (zonder speciale training) individuele elementen kunnen docken. Anders (de socket is beschadigd of bestond niet), moet u een persfitting gebruiken met een specifiek ontwerp - aan het ene uiteinde is er een socket (verbinding met een plastic lijn) en aan het andere uiteinde is een schroefdraad gesneden voor verbinding met een gietijzeren uiteinde. U kunt zelf een kunststof buis in een gietijzeren buis steken als u vooraf aanschaft:
- adapter voor een gietijzeren rioolbuis of persfitting;
- afdichtingsmateriaal, dat kan worden gebruikt als sleep- of teflontape;
- sleutels (twee stuks).
De fasen van een dergelijke verbinding kunnen als volgt worden beschreven:
- Schroef de bestaande koppeling (glijdende gietijzeren koppeling) los op de plaats waar de kunststofleiding moet worden aangebracht. Als alternatief kunt u de gietijzeren buis eenvoudig afsnijden met een slijpmachine.
- Knip op het voorbereide metalen uiteinde de draad af en smeer deze plaats met olie (vaste olie).
- Veeg de schroefdraad af, wind er afdichtingsmateriaal omheen en smeer met siliconenkit.
- Schroef de persfitting vast - het wordt aanbevolen om de handeling handmatig uit te voeren, zonder een sleutel te gebruiken. Anders bestaat de kans op mechanische schade aan het onderdeel. De fitting moet worden vastgedraaid nadat het systeem met water is gevuld (op deze manier kan lekkage worden voorkomen en kan de fitting zelf niet worden afgekneld).
https://youtube.com/watch?v=39fa3je7waI
BEKIJK VIDEO
Als u van plan bent een verwarmingsleiding te bouwen of warm water te leveren, is het raadzaam om een speciale adapter te gebruiken (overgangshuls van gietijzer naar kunststof), die een rubberen afdichting heeft. Een alternatieve oplossing is het gebruik van een gespleten messing huls, die een PVC-element heeft.
Ten slotte is het de moeite waard om te zeggen dat het beter is om de interne bedrading van tevoren te vervangen door plastic, zonder te wachten op een noodgeval. De kunststof constructie is immers minder veeleisend (heeft geen onderhoud nodig) en de werking ervan gaat niet gepaard met het verschijnen van onaangename geuren. Alleen een deskundige persoon kan een gietijzeren buis verbinden met een plastic buis!
Mogelijke storingen en manieren om deze te verhelpen
Het apparaat moet worden gerepareerd als:
- de klep sluit het water niet af. De oorzaken van de storing kunnen zijn:
- slijtage van de afdichtingspakking die dienst doet als vergrendeling;
- ontkoppeling van de afsluiter van de spindel;
- spindel knik;
- verontreiniging van de klep met afzettingen in het water;
Als de spindel is verbogen of de klep is losgekoppeld, moet de bus worden vervangen.
- lekkende of druppelende klep. De belangrijkste redenen voor een dergelijke storing kunnen zijn:
- de vorming van een scheur in de behuizing van het apparaat;
- afwezigheid of onvoldoende hoeveelheid stopbuspakking.
De pakking vervangen en de behuizing schoonmaken
Om de klep met uw eigen handen te repareren wanneer de pakking versleten is, hebt u de volgende gereedschappen en materialen nodig:
- moersleutel;
- een stuk loodgietersrubber;
- schaar;
- tang;
- mes;
- linnen draad of ander afdichtingsmateriaal.
Rubber en een schaar zijn nodig om de pakking zelf te maken. Als u weet welke pakking op de spil is geïnstalleerd, kunt u het eindproduct in een sanitairwinkel kopen.
De pakking wordt als volgt vervangen:
- met behulp van een verstelbare sleutel is het noodzakelijk om de kraankast los te draaien waarmee de klepspil is bevestigd;

Klepdemontage voor vervanging van pakking:
- een tang draait de moer los waarmee de pakking is bevestigd;
- de ring en de defecte pakking zijn verwijderd;
- er wordt een stuk rubber uitgesneden waarvan de afmetingen iets groter zijn dan de afmetingen van de klep;
- er wordt een gat gemaakt in het midden van het gesneden stuk rubber;
- rubber is op de klep gemonteerd en vastgezet met een moer;
- overtollig rubber wordt met een schaar rond het ventiel afgeknipt. De afgewerkte pakking moet volledig overeenkomen met de afmetingen van de klep;

Een nieuwe pakking aan de spindel bevestigen
- met een mes wordt het klephuis gereinigd. Het wordt aanbevolen om alle afzettingen zorgvuldig te verwijderen, niet alleen in de behuizing van het apparaat, maar ook in de schroefdraadverbinding;
Als het niet mogelijk is om de behuizing mechanisch te reinigen, kan kerosine of WD-40-vloeistof worden gebruikt.
- de kraankast is op de schroefdraad gemonteerd;
- de verbinding wordt verzegeld, waarna het apparaat volledig kan worden vastgezet.
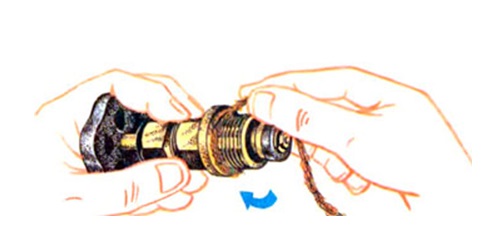
Draadafdichting met linnen draad
Reparatie van de klep moet worden uitgevoerd wanneer de watertoevoer (verwarming) is afgesloten.
Vervanging van stopbuspakking
Als de kraanklep lekt, is het probleem in de meeste gevallen de afwezigheid of overmatige afdichting van de stopbuspakking. Reparatie vereist:
- een verstelbare sleutel of sleutel van de juiste maat;
- stopbuspakking;
- mes of platte schroevendraaier voor het afdichten.
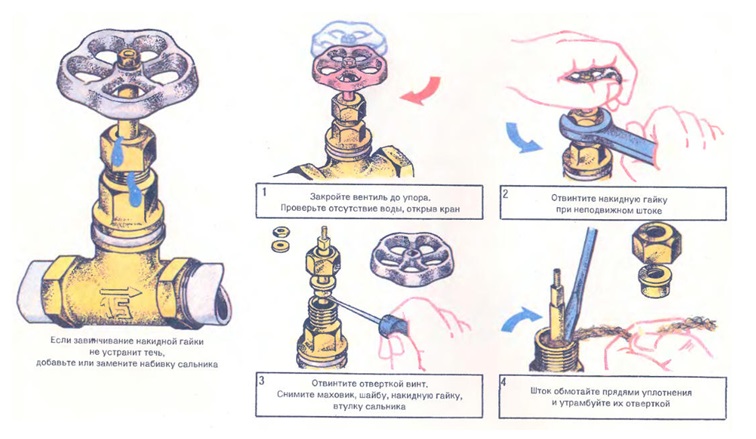
In deze situatie kunt u de klep zelf repareren volgens het volgende schema:
- sluit de watertoevoer van het systeem af;
- verwijder de draaihendel;
- draai de bevestigingsmoer los.Bij het losmaken van de fixatie wordt aanbevolen om de spindel in één positie te houden;
- verwijder de afdichtring waarmee de pakking is bevestigd;
- gebruik een mes of schroevendraaier om de oude verpakking te verwijderen;
Het proces van het vervangen van de stopbuspakking om het lek te elimineren:
- nieuw afdichtingsmateriaal aanbrengen en aandrukken;
- monteer de kraan in omgekeerde volgorde.
Het proces van het vervangen van de pakking en stopbuspakking wordt in detail beschreven in de video.
https://youtube.com/watch?v=r7a44zQX2oo
Scheur reparatie
Als de klep lekt en de oorzaak van het lek is een scheur in het klephuis, dan kunt u:
- vervang de klep volledig;
- sluit de scheur met speciale materialen.
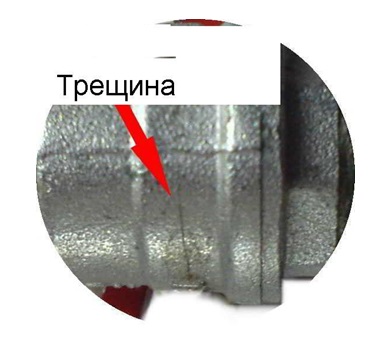
Scheur in klephuis
Onder de materialen die worden gebruikt om scheuren af te dichten, kan men een middel voor koudlassen onderscheiden.

Middelen voor het lassen van koud metaal
Gedetailleerde instructies voor het gebruik van het product staan vermeld op de verpakking. Het algemene gebruikspatroon is als volgt:
- de plaats waar de scheur gerepareerd moet worden wordt ontdaan van vuil en ontvet met aceton;
- de samenstelling wordt voorbereid voor toepassing;
- het afgewerkte mengsel wordt op de scheur aangebracht en gelijkmatig over het oppervlak verdeeld;
Voor lassterkte wordt aanbevolen om het mengsel op een groter gebied aan te brengen dan de scheur zelf inneemt.
- volledige droging van de samenstelling wordt verwacht, waarna het mogelijk is om de lasplaats schoon te maken en te schilderen.

De methode om koud lassen te gebruiken om een scheur te repareren
Zo kunt u de meest voorkomende klepproblemen zelf verhelpen. Als de uitgevoerde reparatiewerkzaamheden niet hebben geholpen om de situatie te corrigeren, moet de klep worden vervangen.
Verbindingen van gietijzer en kunststof
Het rioolvervangingsproces maakt momenteel gebruik van geavanceerdere materialen dan gietijzer. In dit geval moet u uw deel van het systeem aansluiten op een gemeenschappelijke gietijzeren leiding. Vaak wordt de zelfstandige uitvoering hiervan uitgevoerd door het ene product in het andere te steken, gevolgd door afdichting met cementmortel.
Deze aanpak is niet betrouwbaar te noemen, aangezien er een dreiging is van plastische vervorming en lekkage. Het is noodzakelijk om plastic en gietijzeren buizen met grote zorg te verbinden, omdat de reactie op verwarming van de twee materialen heel anders is (voor meer details: ""). Dit alles kan de afdichting tenietdoen. Een ander schadelijk effect op een dergelijk gewricht zijn periodiek optredende trillingen en schokken in het rioolstelsel.


Bij afwezigheid van een stopcontact wordt de montage uitgevoerd met twee adapters. Eerst wordt de buis ontdaan van vuil en roest, waarna de gietijzeren buis eerst wordt voorzien van een rubberen adapter en daarna met een kunststof. Wat betreft de plastic buis, deze wordt in de plastic adapter gestoken.
Hoe gietijzer op metaal te lassen door elektrisch lassen?

31.12.2018
Bij het uitvoeren van reparatiewerkzaamheden doen zich situaties voor waarin het nodig is om verschillende metalen te verbinden. Kan gietijzer op staal worden gelast? Ja, maar het ligt in de macht van mensen met ervaring.
Gietijzerlegeringen worden gekenmerkt door een hoog koolstofgehalte; wanneer het uitbrandt, verandert de structuur van het metaal. De verbinding wordt gelast in lage-temperatuurmodus, tot 120°С. Staal daarentegen moet sterk verhit worden.
Om gietijzeren onderdelen te verbinden met andere ferro legeringen is een bufferlaag technologie ontwikkeld. Nikkel overlay zorgt voor een sterke hechting van ongelijke metalen.
Technologie voor het lassen van gietijzer met stalen verbruikbare elektrode
Er zijn verschillende manieren om gietijzer te lassen, ze worden gebruikt om gietijzerlegeringen met andere metalen te verbinden:
- Heet - voordat de onderdelen worden samengevoegd, worden de ovens volledig voorverwarmd tot 600 ° C. Verwarmen met een brander is alleen toegestaan in het werkgebied (gietijzer wordt karmozijnrood). Gebruikt voor beveiligde verbindingen.
- Halfheet, goed voor gelegeerde legeringen. De te verbinden delen worden gedeeltelijk of volledig verwarmd tot 200-300°C.
- Koud - de onderdelen zijn verbonden zonder verwarming, het wordt gebruikt voor overlays - naden werken onder druk.
Het verbinden van metalen door handmatig elektrisch lassen omvat de voorbereidende voorbereiding van oppervlakken. Gietijzerlegering is poreus en neemt olie goed op. Het is niet voldoende om de vlek te ontvetten, deze moet worden schoongemaakt tot een schone laag, anders blijkt de naad los te zitten.
Hoe staal aan gietijzer wordt gelast:
Eerst moet u de huidige parameters selecteren. Als het lasapparaat alleen op constant werkt, zet u de polariteit op de omgekeerde. Het is noodzakelijk om rekening te houden met de open circuit-indicator (spanning tussen de polen zonder boog), de toegestane waarde is maximaal 54 V. Het is toegestaan om alleen op wisselstroom te werken met een open circuit van 54 V.
Het lassen wordt in kleine secties uitgevoerd, de rollen worden niet langer dan 3 cm lang gemaakt, eerst wordt gietijzer aangebracht en vervolgens wordt een stalen onderdeel aan de bufferlaag gelast.
Dikwandige naden zijn in lagen gelast, elk wordt gesmeed voordat de volgende wordt aangebracht
Het is loodrecht op de eerste gemaakt - zo wordt de sterkte van de verbinding bereikt.
Na het verbinden van de gietijzeren legering met staal door middel van hete en semi-hete methoden, is het belangrijk om de wijze van koeling van de oppervlaktezone te observeren. De naad wordt periodiek verwarmd zodat deze geleidelijk afkoelt
Bij plotselinge afkoeling barst de gietijzeren legering als gevolg van de resulterende interne spanningen.
Keuze van elektroden
Gebruik speciale die hebben:
- gemakkelijke ontsteking bij opstarten;
- laag penetratievermogen;
- hoge depositiesnelheid;
- de hardheid van de resulterende kraal.
Russische merken:
- TsCh-4 - multifunctioneel met een cellulosecoating onderscheidt zich door stabiele verbranding, goede verharding;
- OZCH-2, OZCH-25 - gebruikt voor het lassen van dunwandige elementen, ze branden niet door metalen tot grote diepte;
- MNP-2, OZZHN-2 worden alleen gebruikt voor het warm verbinden van gietijzeren onderdelen met metalen.
Geïmporteerd, gebruikt voor kritieke naden:
- Zeller 866, Zeller 855 - universeel, ze koken gietijzer met ijzer zonder voorverwarmen;
- Ficast NiFe - maak verbindingen die stabiel werken bij buigen, torsie.
Belangrijk!
Voor het werk is het belangrijk om de elektroden goed te drogen, op te warmen, ze worden verwarmd van 160 tot 300 ° C. Maar er worden maar een paar stukjes uit de verpakking gehaald - bij opnieuw drogen en verwarmen zal de coating afbrokkelen
Toepassing van argonbooglassen
Het gebruik van vuurvaste elektroden en koper-nikkel lasdraad geeft een goed resultaat.
Hoe staal aan gietijzer wordt gelast (enkele aanbevelingen):
- Het additief wordt geselecteerd op het type metaal en het type gietijzer. Op nikkel gebaseerde gevulde draad wordt vaker gekozen, de coating wordt er eerst afgeslagen.
- Argon wordt gebruikt als beschermende atmosfeer, het beschermt de naad tegen oxidatie.
- Vuurvaste wolfraamelektroden worden gekozen voor werk.
- Voor het werken met dunwandige elementen gebruiken ervaren lassers kleine dunne stukjes gietijzer in plaats van draad.
- Voor verbindingen die alleen statische belastingen (compressie) ondergaan, kunnen nikkellegeringen worden gebruikt. Ze hechten goed aan alle staalsoorten.
Belangrijke punten van het lasproces van gietijzer en staal
- Er wordt gewerkt in een lage positie.
- De roller is snel gemaakt zonder dat er een breed smeltbad ontstaat.
- Grijs gietijzer wordt slechter gekookt, het moet worden verwarmd, dan wordt een nikkelhoudende laag afgezet. Dan is de verbinding sterk.
- Bij gelegeerde staalsoorten vormt gietijzer een losse naad; het moet goed gesmeed zijn.
- Het is noodzakelijk om de naad gelijkmatig te koken, zonder scherpe schommelingen met de houder.
Hoe gietijzer op metaal te lassen door elektrisch lassen Link naar de hoofdpublicatie
Wij voegen ons bij polypropyleen

Methoden voor het verbinden van polypropyleen zijn volledig afhankelijk van de diameter van de producten. Dus buizen met een diameter tot 63 mm worden verbonden door moflassen of in een mof. Buizen met een grotere diameter zijn verbonden door stuiklassen.Tegelijkertijd is het de moeite waard eraan te denken dat solderen met behulp van een handmatige soldeerbout alleen kan worden uitgevoerd voor buizen met een diameter tot 40 mm. Grote elementen worden op professionele centreerapparatuur gesoldeerd.
De lastemperatuur van polypropyleen buizen is 220-230 graden.
Soldeertechnologie ziet er als volgt uit:
- Buizen worden in de gewenste segmenten gesneden;
- De randen van het polymeer zijn grondig ontvet;
- Er wordt een markering aangebracht op de rand van het volgende segment, waarvan de lengte de diepte van de socket met 2 mm zal overschrijden;
- Beide uiteinden van de te verbinden producten zijn in contact met de soldeerbout (de buis wordt in het mondstuk gestoken en de mof wordt erop geplaatst);
- De elementen die 3-5 seconden zijn opgewarmd, worden tot de aanslag samengevoegd en volledig afgekoeld.
PP-buizen kunnen ook worden verbonden met knelfittingen.
Aansluiting van gladde gietijzeren buizen
De pijpleiding kan niet alleen worden gemaakt met gietijzeren mofbuizen: het gebruik van gladde constructies wordt vaak toegepast. Hoe sluit je in dit geval een gietijzeren buis aan op een stalen buis? Hier heb je de aanwezigheid van verschillende apparaten nodig voor verbinding: allereerst hebben we het over koppelingen, zadels, kruisen, bochten. Welke optie het meest geschikt is, wordt bepaald door de diameter van de leiding en het type docking.
Meestal worden hiervoor koppelingen voor een gietijzeren buis van een van de variëteiten gebruikt:
- Cilinder. Geschikt voor het aansluiten van leidingen met dezelfde diameter. Meestal is een dergelijke fitting uitgerust met een schroefdraad.
- Tweecilinder. Ze worden gebruikt in gevallen waar de diameter van de aangesloten leidingen varieert. Binnen zo'n koppeling zit ook een schroefdraad.
- Futorki. Deze fitting is voorzien van zowel binnen- als buitendraad en wordt voornamelijk gebruikt in verwarmingssystemen.
De clutch is erg makkelijk in gebruik. De eerste stap is markering, waarbij het niveau van onderdompeling van elke pijp in de fitting wordt bepaald
In dit geval is het belangrijk om de aansluiting van de uiteinden precies in het midden van de koppeling te realiseren. Dicht de voeg tussen twee speciale kitten af
Vaak heeft de pijpleiding een bepaalde leghoek of vertakkingen. In dit geval komen andere armaturen te hulp. Met bochten kunt u gietijzeren rioolbuizen onder een hoek aansluiten. Qua uiterlijk zijn dit stukken pijp die een bepaalde buighoek hebben (10, 15, 30, 60 en 90 graden).

Het is ook mogelijk om gietijzeren en stalen buizen met dergelijke apparaten te verbinden:
-
Tee
. Maakt aansluiting van drie pijpleidingen tegelijk mogelijk. Meestal wordt het op een plaats geplaatst waar het riool zich splitst. -
Kruis
. Maakt aansluiting van vier leidingen tegelijk mogelijk. -
Zadel
. Het wordt gebruikt in het geval dat een pijp met een kleinere diameter op de hoofdleiding wordt aangesloten. Meestal worden op deze manier vrijstaande sanitaire armaturen aangesloten.
De uiteinden van deze apparaten kunnen worden uitgerust met stopcontacten of rechte secties. Het afdichten van voegen wordt uitgevoerd met verschillende kitten en slepen.


